Изобретение относится к технологии механической обработки маслосъемных поршневых колец со ступенчатым профилем с твердым износостойким покрытием на наружной цилиндрической поверхности.
Целью изобретения является повышение качества за счет устранения сколов износостойкого покрытия.
Способ иллюстрируется чертежом, где 1 - профильный шлифовальный круг;
2 - сечение поршневого кольца; а - максимальный размер скола твердого хромового покрытия, в мм; в - технологический зазор между шлифовальным кругом и цилиндрической поверхностью поршневого кольца, в мм;
с - величина припуска по боковой стороне профиля поршневого кольца, в мм;
h - толщина хромового покрытия, в мм.
Из приведенной схемы видно, что ликвидация сколов износостойкого покрытия может быть осуществлена при а с. Попутная схема шлифования обеспечивает прижатие износостойкого покрытия к его
подложке, а не отрыву его. Этим обеспечивается отсутствие сколов после шлифования боковых сторон профиля поршневых колец.
Примером осуществления данного способа является обработка маслосъемных поршневых колец коробчатого типа со шлифованным профилем 110 мм.
Пакет поршневых колец в количестве 15 шт устанавливается на оправку, которая за крепляется в шпинделе хонинговального станка СС-362. Притирание колец производится совместно с расширителями в течение 4 мин с использованием мыльно-абразивной пасты и 3 мин с использованием мыльно-водной эмульсии в чугунной гильзе 110,2мм.
Затем кольца передаются на дальнейшую обработку - операцию профильное шлифование. При этом кольца по боковым поверхностям профиля имеют припуск 0,3 мм. Он выбран таким из-за величины сколов хромового покрытия, которая колеблется в пределах 0,2-0,28 мм. Величину сколов р псл
-
о
4 00 XS
СА)
4
ределяют для каждого типоразмера колец при обработке экспериментальной партии.
При шлифовании профиля используется попутная схема шлифования и производится эта операция на шлифовальном станке модели R-4MG-L, при следующих режимах: .Зчерн. 0,5 м/мин (0,29 мм/об); зчист. 0,16 м/мин (0,09 мм/об): п 82 об/мин; пкр 1685 об/мин; Г 28 /мин.
Так как припуск на боковых сторонах профиля кольца более величины максимального скола хромового покрытия, то сколы полностью удаляются вместе со слоем со- шлифованного материала.
Формула изобретения
0
5
Способ изготовления маслосъемных поршневых колец со ступенчатым профилем, включающий шлифование ступенчатого профиля и окончательную притирку наружной цилиндрической поверхности с износостойкими покрытием, отличающийся тем, что, с целью повышения качества за счет устранения сколов износостойкого покрытия, шлифования ступенчатого профиля поршневых колец выполняют после окончательной притирки его цилиндрической поверхности с износостойким покрытием, при этом величину припуска на шлифование выбирают исходя из максимальной величины скола хромового покрытия.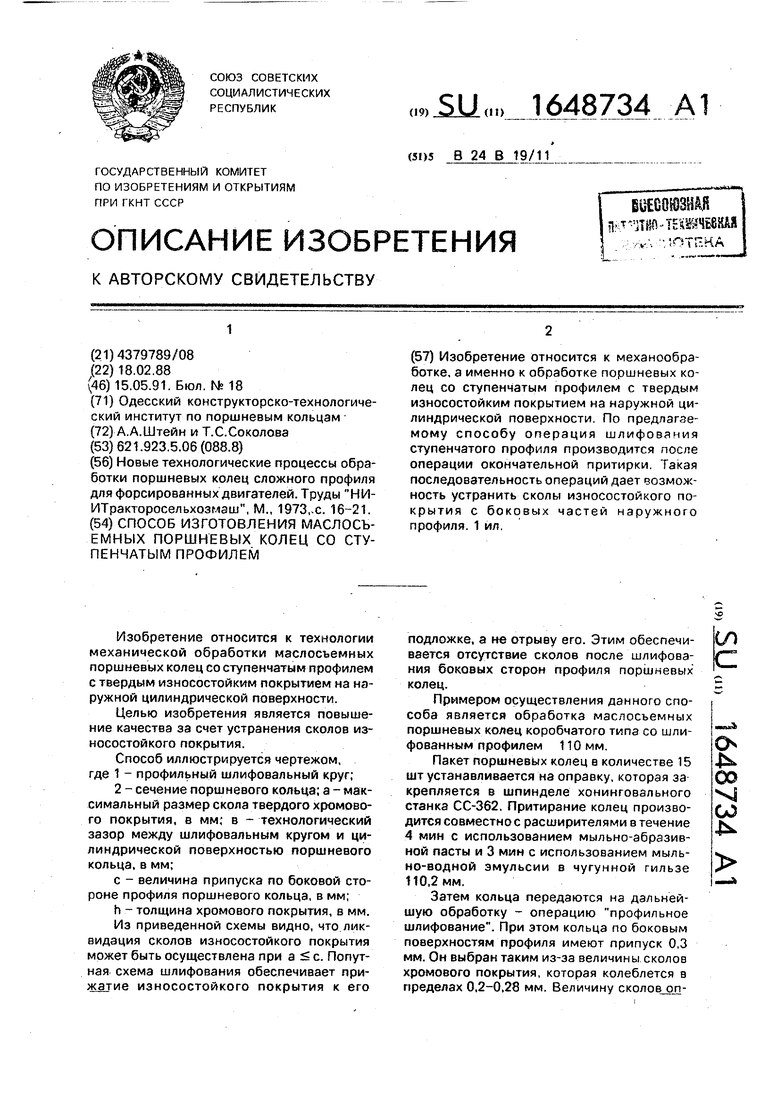

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ притирки пакета поршневых колец | 1983 |
|
SU1199592A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО КОЛЬЦА | 2011 |
|
RU2556951C2 |
| МАСЛОСЪЕМНОЕ ПОРШНЕВОЕ КОЛЬЦО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2670477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 2011 |
|
RU2546265C2 |
| Способ обработки замка поршневых колец | 1981 |
|
SU1004064A1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2020 |
|
RU2751499C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2013 |
|
RU2521780C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| Способ врезного шлифования профильной детали фасонным шлифовальным кругом | 1985 |
|
SU1271718A1 |
| Маслосъемное поршневое кольцо | 1990 |
|
SU1714264A1 |
Изобретение относится к механообработке, а именно к обработке поршневых колец со ступенчатым профилем с твердым износостойким покрытием на наружной цилиндрической поверхности. По предлагаемому способу операция шлифования ступенчатого профиля производится после операции окончательной притирки. Такая последовательность операций дает возможность устранить сколы износостойкого покрытия с боковых частей наружного профиля. 1 ил.
| Новые технологические процессы обработки поршневых колец сложного профиля для форсированных двигателей | |||
| Труды НИ- ИТракторосельхозмаш, М., 1973,.с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
