Область техники, к которой относится изобретение.
Изобретение относится к области электрохимического нанесения покрытий на вентильные металлы (алюминий, титан, магний) и их сплавы, в частности к составу электролита для нанесения покрытий преимущественно методом микродугового оксидирования (МДО, микроплазменное оксидирование) и способу получения таких покрытий.
Уровень техники.
На вентильных металлах, таких как алюминий, титан, магний, а также их сплавы в условиях электрохимической обработки формируются оксидные слои. Для таких слоев характерны износостойкость, твердость, инертность к воздействию различных сред и пр., поэтому они широко используются в различных областях промышленности в качестве покрытий для защиты изделий от коррозии, увеличения их прочностных характеристик, придания декоративного вида, получения подслоя под лакокрасочные покрытия и других применений.
Для получения таких покрытий используют различные способы электрохимической обработки, среди которых метод микродугового оксидирования (микроплазменного оксидирования) имеет ряд преимуществ.
Способ микродугового оксидирования (МДО) позволяет получать покрытия широкого спектра применения не только на новых изделиях, но и изделиях после эксплуатации, например, для восстановления покрытий после износа. В сравнении с анодированием и другими гальваническими процессами МДО характеризуется меньшим временем нанесения покрытия, позволяет исключить многочисленные операции, связанные с подготовкой поверхности изделия, например, травление, обезжиривание, осветление, промывка горячей и холодной водой и т.д.., а также значительно упростить систему утилизации сточных вод и отработанного электролита, сократить количество производственных площадей и расход воды.
Покрытия, полученные методом МДО, на вентильных металлах и их сплавах представляют собой керамикоподобный материал, характеризующийся высокой адгезией к обрабатываемой поверхности вентильного металла, повышенной износостойкостью, коррозионной стойкостью, термостойкостью, а также электроизоляционными свойствами и может быть использован в различных областях промышленности.
Состав, структура и свойства получаемых покрытий зависят от многих факторов процесса оксидирования, среди которых определяющими являются не только режим и время электрохимической обработки, но и состав электролита.
В настоящее время известны различные электролиты для МДО, в общем случае представляющие собой водные растворы солей, кислот или щелочей, состав которых определяется требуемым комплексом свойств получаемого покрытия.
Наибольшее распространение получили силикатно-щелочные электролиты, например раскрытые в источниках: РФ 2003126866, РФ 2389830, US 2009223829, представляющие собой раствор метасиликата натрия с концентрацией вплоть до 60 г/л и гидроксида калия или натрия с концентрацией до 20 г/л. Применение таких электролитов приводит к формированию толстослойных покрытий, требующих последующего удаления с «нужной» поверхности рыхлого муллитного слоя. Кроме того, силикатно-щелочные электролиты очень чувствительны к условиям их эксплуатации, так, незначительные превышения температуры процесса оксидирования или перерывы (2-4 недели) в работе, приводят к сокращению срока их использования.
Также стоит отметить, что силикатно-щелочные электролиты не являются истинными растворами, кроме гомогенной части они содержат коллоидные частицы, наличие которых снижает рассеивающую способность таких электролитов. Это в свою очередь приводит к снижению скорости формирования покрытия и дополнительным сложностям в случаях нанесения покрытий на изделия, имеющие труднодоступные места для образования покрытия. Кроме того для таких электролитов имеются сложности с корректированием их состава во время процесса оксидирования, что затрудняет их непрерывное использование.
В отличие от силикатно-щелочных электролиты на основе фосфатно - боратных систем являются более стабильными и надежными в эксплуатации и позволяют получать коррозионно- и износостойкие покрытия.
В РФ 2046157 раскрыт способ микродугового оксидирования вентильных металлов, включающий оксидирование поверхности в электролите (согласно примеру 1) следующего состава:
- натрий фтористый 10 г/л;
- натрий тетраборнокислый 10-водный 30 г/л;
- натрий фосфорнокислый двузамещенный 12-водный 40 г/л;
- борная кислота 28 г/л,
При этом оксидирование осуществляют при температуре 15-30°С с частотой следования импульсов напряжения 50 Гц при соотношении амплитуд анодного и катодного тока 1,06-2, длительности отрицательных и положительных импульсов прямоугольной формы 100-300 мс, паузе между положительным и последующим отрицательным импульсом 100-300 мс и плотности анодного тока 30-70 А/дм2.
В указанных условиях в течение 30-40 мин получают покрытие толщиной 20-30 мкм с шероховатостью Ra 0,27-0,3 мкм, износостойкостью 6,7 и коэффициентом трения 1,2.
Затем, полученное покрытие дополнительно уплотняют путем окунания подогретой детали (Т 40-50 оС, в течение 5-7 мин при нормальных условиях) в раствор фторопласта или полиамида в бутиловом эфире уксусной кислоты с последующей «полимеризацией» (выдержкой) при температуре: для фторопласта 200-300°С, для полиамида 180°С, время «полимеризации» (выдержки) 15-20 мин. Покрытия дополнительно уплотненные фторопластом имеют износостойкость 8,0, коэффициент трения 0,06, а уплотненные полиамидом имеют износостойкость 32, коэффициент трения 0,06,
(Коэффициент трения и износостойкость оценивали на машине трения СМТ в условиях: нагрузка 98 Н; материал пары СТ3; линейная скорость 3,925 м/с площадь контакта 2 см2. Износ покрытия оценивали весовым методом на весах точностью до 0,0001 г).
Недостатком данного способа является низкая скорость образования покрытия, при этом получаемое покрытие характеризуется низкими значениями микротвердости и коррозионной стойкости (сравнительный пример 1 таблица 1).
Известен способ получения композиционного
металлокерамического покрытия на подложке из вентильного металла РФ 2543659 включающий три этапа. При этом на первом этапе, который выбран нами за прототип, осуществляют формирование на подложке тонкого керамического подслоя толщиной от 7 до 12 мкм. На втором этапе осуществляют формирование на полученном подслое пористого керамического слоя требуемой толщины, состоящего преимущественно из оксидов материала основы и дополнительно из оксидов меди и/или никеля. На третьем этапе выполняют операцию восстановления меди и/или никеля до металла из их соединений для формирования в пористом керамическом слое, полученном на втором этапе, металлической фазы.
На первом этапе для получения тонкого керамического подслоя (от 8 до 12 мкм) подложку, представляющую собой один из электродов - анод, и катод размещают в первом растворе электролита, а затем прикладывают импульсы напряжения, имеющие, по существу, трапециевидную форму с амплитудой 100-1000 В и длительностью 50-600 мкс, предпочтительно, 200-500 мкс и, наиболее предпочтительно, 300-450 мкс.
При этом указанный электролит, используемый на первом этапе, может представлять собой водный раствор, содержащий
- от 10 до 40 г/л водорастворимых фосфатов, и/или гидрофосфатов, и/или фосфорной кислоты
- и/или от 2 до 20 г/л водорастворимых фторидов
- и/или от 10 до 20 г/л тетраборатов щелочных металлов и/или борной кислоты
- и/или от 10 до 60 г/л водорастворимых метасиликатов
- и/или от 1 до 20 г/л растворимых гидроксидов щелочных металлов
Необходимо отметить, что в РФ 2543659 не показана реализация способа получения покрытия, при использовании на первом этапе электролита одновременно содержащего фосфат, фторид, борную кислоту и метасиликат.
Авторами настоящего изобретения было установлено, что использование электролита по прототипу одновременно содержащего фосфат, фторид, тетраборат, борную кислоту и 10-60 г/л метасиликата щелочного металла позволяет получать покрытие, характеризующегося достаточно высокими показателями коррозионной стойкости, но в тоже время низкими значениями микротвердости и высокими значениями шероховатости. Кроме того, недостатком способа по прототипу является низкая скорость формирования покрытия (Пример 6, таблица 1).
Задачей настоящего изобретения является разработка состава электролита, использование которого в электрохимических процессах, преимущественно МДО, позволяющего получать покрытия с улучшенным комплексом свойств.
Технический результат заключается в достижении следующего комплекса свойств получаемого покрытия:
шероховатость 1,3 мкм и менее,
коррозионная стойкость 1000 ч и более,
твердость 1100 HV и более,
износостойкость 7 мг/ 1000 циклов и менее.
Также технический результат заключается в увеличении скорости получения покрытия, без ухудшения его свойств, что в свою очередь приводит к уменьшению времени проведения процесса и сокращению энергозатрат (увеличение производительности).
Дополнительный технический результат заключается в получении равномерного по толщине покрытия по всей поверхности изделия.
Кроме того, использование заявляемого электролита в отличие от известных силикат содержащих электролитов, не приводит к образованию верхнего, пористого, рыхлого, муллитного (A12O3⋅SiO2) слоя на поверхности получаемого покрытия.
Краткое описание сущности изобретения.
Объектом настоящего изобретения является электролит для нанесения покрытия на вентильные металлы или их сплавы, представляющий собой водный раствор следующих соединений:
фосфат щелочного металла от 25 до 60 г/л электролита;
тетраборат щелочного металла от 18 до 50 г/л электролита;
борная кислота от 10 до 40 г/л электролита;
фторид щелочного металла от 1 до 25 г/л электролита;
метасиликат щелочного металла от 0,5 до 9 г/л электролита;
Также объектом настоящего изобретения является способ нанесения покрытия на изделие, поверхность которого полностью или частично представляет собой вентильный металл или его сплав, путем прикладывания импульсов напряжения между изделием, являющимся анодом, и катодом, находящимися в контакте с электролитом, отличающийся тем, что в качестве электролита используют электролит по настоящему изобретению.
Далее, объектом изобретения является покрытие, полученное способом по настоящему изобретению.
Объектом изобретения также является изделие, имеющее покрытие, полученное способом по настоящему изобретению, с использованием электролита по настоящему изобретению.
Подробное описание сущности изобретения.
Поставленная задача и технический результат достигаются за счет использования электролита представляющего собой водный раствор следующих соединений (г/л электролита):
фосфат щелочного металла от 25 до 60 г/л электролита;
тетраборат щелочного металла от 18 до 50 г/л электролита;
борная кислота от 10 до 40 г/л электролита;
фторид щелочного металла от 1 до 25 г/л электролита;
метасиликат щелочного металла от 0,5 до 9 г/л электролита.
При этом фосфат щелочного металла может быть выбран из группы: гидрофосфат натрия, гидрофосфат калия, дигидрофосфат натрия, дигидрофосфат калия или их смеси;
тетраборат щелочного металла может быть выбран из группы: тетраборат натрия, тетраборат калия или их смеси;
фторид щелочного металла может быть выбран из группы: фторид натрия, фторид калия или их смеси;
метасиликат щелочного металла может быть выбран из группы: метасиликат натрия, метасиликат калия или их смеси;
Количество используемых в составе электролита соединений может варьироваться в пределах:
для фосфата щелочного металла от 25 до 60 г/л электролита, предпочтительно от 30 до 55 г/л электролита;
для тетрабората щелочного металла от 18 до 50 г/л электролита, предпочтительно от 20 до 40 г/л электролита;
для борной кислоты от 10 до 40 г/л электролита, предпочтительно от 13 до 30 г/л электролита;
для фторида щелочного металла от 1 до 25 г/л электролита, предпочтительно от 4 до 18 г/л электролита;
Количество используемого в составе электролита метасиликата щелочного металла имеет определяющее значение для достижения заявляемого технического результата и может варьироваться от 0,5 до 9 г/л электролита, предпочтительно от 1 до 8 г/л электролита.
Использование метасиликата щелочного металла в количестве менее 0,5 г/л не приводит к улучшению свойств получаемого покрытия.
Использование в составе электролита метасиликата щелочного металла в количестве более 9 г/л приводит к значительной коагуляции частиц оксида кремния и как следствие к ухудшению рассеивающей способности электролита. Это в свою очередь может являться не только причиной снижения скорости формирования покрытия, но и одной из предполагаемых причин получения покрытия характеризующегося низкими значениями износостойкости и микротвердости (сравнительный пример 6).
Более предпочтительно использовать электролит, содержащий следующие количества соединений:
- фосфат щелочного металла от 35 до 50 г/л электролита;
- тетраборат щелочного металла от 25 до 35 г/л электролита;
- борная кислота от 15 до 25 г/л электролита;
- фторид щелочного металла от 6 до 15 г/л электролита;
- метасиликат щелочного металла от 2 до 7 г/л электролита;
Еще более предпочтительно использовать электролит, в котором соотношение борная кислота/тетраборат щелочного металла составляет от 0,2 до 2,2, предпочтительно от 0,3 до 1,5, более предпочтительно от 0,4 до 1,0, еще более предпочтительно от 0,5 до 0,8.
В работе [Хейне В., Коэн М., Уэйр Д. Теория псевдопотенциала. / Пер. с англ. Беленького А.Я. и др. М.: Мир., 1973. - 557 с] показана возможность интенсификации процесса микродугового оксидирования введением в фосфатные электролиты различных активаторов, а именно фторидов. Влияние фторидов на кинетику роста покрытий объясняется авторами работы теорией псевдопотенциала и эффектом экранирования (локальное изменение электронного состояния поверхности металлических образцов из-за хемосорбции фтора). Кроме того, фторидссдержащие электролиты имеют высокую рассеивающую способность, что позволяет получать качественное, равномерное по толщине покрытие.
В то же время, из уровня техники известно [Шаталов А.Я., Маршаков И.К. Практикум по физической химии. Учеб. пособие для вузов. М.: Высшая школа, 1975. - 2 73 с], что введение фторид-ионов в буферные растворы боратных электролитов не желательно, так как это приводит к замедлению процесса оксидирования.
Авторами настоящего изобретения установлено, что наличие фторид-ионов в электролите, имеющем качественный и количественный состав согласно настоящему изобретению, не приводит к уменьшению скорости образования покрытия.
Как уже выше было сказано использование метасиликата щелочного металла в качестве компонента электролита для проведения микродугового оксидирования известно из уровня техники.
Также из уровня техники известно использование метасиликата щелочного металла в составе электролита наряду с фосфатом щелочного металла, тетраборатом щелочного металла, борной кислотой и фторидом щелочного металла, однако заявляемый электролит, не смотря на сходство качественного состава с известным электролитом, отличается от него количественным содержанием входящих в его состав соединений.
Так, авторами настоящего изобретения было обнаружено, что использование в процессе нанесения покрытия на вентильные металлы или их сплавы преимущественно в условиях микродугового оксидирования электролита с определенным содержанием метасиликата щелочного металла, а именно от 0,5 до 9 г/л электролита (примеры согласно заявляемому изобретению 2-5), позволяет получать покрытия, характеризующиеся лучшим комплексом свойств, по сравнению с покрытиями, полученными при использовании известного из уровня техники электролита (сравнительный пример 6).
Электролит, согласно настоящему изобретению может быть получен путем последовательного или одновременного растворения в воде входящих в его состав соединений. Желательно растворение соединений осуществлять при перемешивании и нагревании до температуры от 60 до 90°С, предпочтительно от 65 до 85°С, более предпочтительно от 70 до 80°С.
Электролит, согласно настоящему изобретению, характеризуется значением pH от 7 до 9, предпочтительно от 7,5 до 8,5.
Следующим объектом изобретения является способ нанесения покрытия на изделие, поверхность которого полностью или частично представляет собой вентильный металл или его сплав с использованием электролита по настоящему изобретению.
Согласно заявляемому способу нанесение покрытия осуществляют путем пропускания тока между изделием, поверхность которого полностью или частично представляет собой вентильный металл или его сплав, и катодом, которые находятся в контакте с заявляемым в настоящем изобретении электролитом. При этом катод подключают к отрицательному полюсу источника питания, а изделие к положительному полюсу источника питания. Таким образом, изделие, на которое наносят покрытие, выступает в качестве анода.
В качестве изделия могут быть использованы любые изделия, непосредственно изготовленные из вентильных металлов и/или их сплавов, а так же изделия, имеющие элементы, изготовленные из этих металлов и/или их сплавов, преимущественно корпуса, различные узлы (запорная арматура, детали насосов и компрессоров, пресс-оснастка, детали двигателей внутреннего сгорания, автокомпоненты и т.д.) аэрокосмической, электронной, химической, нефтегазовой, автомобильной, инструментальной, текстильной, медицинской промышленности, а также приборостроения, машиностроения, производства строительных конструкций, товаров бытового назначения и т.д. Перечень изделий, на которые может быть нанесено покрытие способом по настоящему изобретению достаточно широк и включает всевозможные детали, выполненные из/ или с использованием вентильных металлов и/или их сплавов.
В рамках настоящего изобретения под термином вентильные металлы следует понимать алюминий, магний, титан, а под термином сплавы вентильных металлов следует понимать различные сплавы алюминия, магния, титана. Например, сплавы алюминия согласно ГОСТ 4784-97 такие как Д16, Д16Т, АМц, Д16АМ, АД31, АМг2, АМг3, АМг6, В-95, и др. или сплавы алюминия, согласно ГОСТ 1583-93, такие как АК-8, АК-12 и др. Сплавы магния, согласно ГОСТ 14957-76, например, МА 2-1, МА5 и др. и, согласно ГОСТ 2856-79, например, МЛ5 и др.. Сплавы титана по ГОСТ 19807-91, например, ВТ 1-0, ВТ14 и др..
Перед нанесением покрытия поверхность изделия дополнительно может быть подвергнута механической и/или химической обработкам. Такая обработка может быть осуществлена в случаях, когда возникает необходимость устранения поверхностных дефектов и/или снятия оксидной пленки с поверхности изделия.
В качестве катода может выступать сама емкость, в которой находится электролит, и/или другой электрод, погруженный в раствор электролита. Предпочтительно использовать катод, изготовленный из нержавеющей стали и/или алюминия. Погруженный в раствор электролита катод может иметь различную форму в зависимости от конфигурации изделия, например, в виде пластины, прутка и/или их комбинаций и др. Емкость, выступающая в качестве катода, может иметь различную форму и размеры в зависимости от размеров и конфигурации обрабатываемых изделий.
Катод предпочтительно используют в конфигурации, повторяющей конфигурацию поверхности изделия на которую требуется нанести покрытие.
В качестве источника питания для нанесения покрытия согласно заявляемому способу применяют преимущественно импульсные источники питания, например, раскрытые в Раймонд Мэк Импульсные источники питания. Теоретические основы проектирования и руководство по практическому применению. 2008. 274 с.
В рамках настоящего изобретения нанесение покрытия предпочтительно осуществляют в условиях микродугового оксидирования, а именно с помощью источника питания между анодом (изделием) и катодом, помещенными в раствор электролита, прикладывают импульсы напряжения от 100 до 1000 В, предпочтительно от 250 до 600 В, длительностью 10-1000 мкс, предпочтительно, 100-300 мкс, и частотой следования импульсов от 50 до 200 Гц, предпочтительно от 50 до 100 Гц.
В рамках настоящего изобретения напряжение можно повысить до некоторого значения или можно поддерживать его при постоянном или почти постоянном значении. Однако напряжение можно быстро повысить вплоть до максимально высокого значения и затем постепенно снижать и довести до относительно низкого конечного значения. Кроме этого возможно и иное изменение напряжения.
В некоторых случаях промышленного применения напряжение может начинаться со 100 В и может непрерывно повышаться во время формирования покрытия.
Кроме того, для повышения адгезионных характеристик покрытия длительность импульса и частоту следования импульса можно непрерывно менять в процессе нанесения покрытия.
Плавное изменение вышеупомянутых электрических параметров в процессе нанесения покрытия позволяет избежать интенсивного воздействия разрядов на начальном этапе формирования покрытия и обеспечить его прочное сцепление с поверхностью вентильного металла и/или его сплава.
В соответствии с настоящим изобретением температуру раствора электролита поддерживают (например, путем охлаждения) от 10 до 60°С, предпочтительно от 12 до 50°С, более предпочтительно от 14 до 40°С. При более низких температурах скорость формирования покрытия резко снижается, а при более высоких температурах покрытие формируется некачественное: высокая шероховатость, пористость, низкая адгезия покрытия к вентильному металлу и/или его сплаву.
Во время нанесения покрытия температура обычно постепенно повышается, поэтому электролит охлаждают, например, путем его циркуляции через теплообменник, или путем введения теплообменника в емкость в которой находится электролит или путем охлаждения емкости, например, холодной водой.
Кроме того, эффективность охлаждения может быть повышена путем применения барботажа электролита такими газами как азот, кислород, воздух и другими инертными к процессу оксидирования вентильных металлов и/или их сплавов газами, преимущественно воздухом. Также эффективность охлаждения может быть повышена путем перемешивания электролита, например, мешалкой или вращением анода (изделия) и/или катода.
С целью улучшения подвода к поверхности электродов компонентов электролита и отвода от них продуктов реакции процесс нанесения покрытия может осуществляться при перемешивании. Кроме того, перемешивание способствует равномерному распределению компонентов электролита по всему объему емкости и минимизации температурного градиента, что в свою очередь позволяет избежать локальных перегревов изделия и получать более качественное покрытие.
В рамках настоящего изобретения перемешивание может быть осуществлено путем барботирования электролита через газораспределительные устройства (например, перфорированные трубки), погруженные в электролит и расположенные преимущественно вдоль стенок емкости, в которой находится электролит. Барботирование осуществляют инертными газами к процессу оксидирования вентильных металлов и/или их сплавов, такими газами как азот, кислород, воздух и др., преимущественно воздухом.
В зависимости от геометрии обрабатываемого изделия оказывается эффективным наряду с барботированием или без него использование вращающегося электрода - катода и/или анода, в качестве которого выступает изделие, поверхность которого полностью или частично представляет собой вентильный металл или его сплав.
Вращение электрода может осуществляться электрическим прибором, в частности электрической мешалкой с регулировкой оборотов от 0 до 1000 об/мин, предпочтительно от 200 до 800 об/мин и более предпочтительно от 400 до 600 об/мин.
Дополнительно, покрытие, полученное способом по настоящему изобретению, может быть обработано раствором фторопласта. Для приготовления раствора фторопласта предпочтительно используют такие растворители как бутиловый эфир уксусной кислоты и/или ацетон. В качестве примеров фторопластов, подходящих для указанной обработки, могут быть использованы фторопласты, например, следующих марок Ф-32 (ГОСТ 6-05-432-78) и Ф42 (ГОСТ 25428-82). Предпочтительно использовать растворы, содержащие от 5 до 50 г фторопласта на литр растворителя.
Обработку покрытия осуществляют окунанием в раствор фторопласта подогретого до температуры от 40 до 70°С изделия и/или напылением в течение 1-10 мин при нормальных условиях с последующей выдержкой при температуре от 200 до 300°С, в течение 15-60 мин.
Изобретение проиллюстрировано с помощью следующих примеров.
Примеры осуществления изобретения.
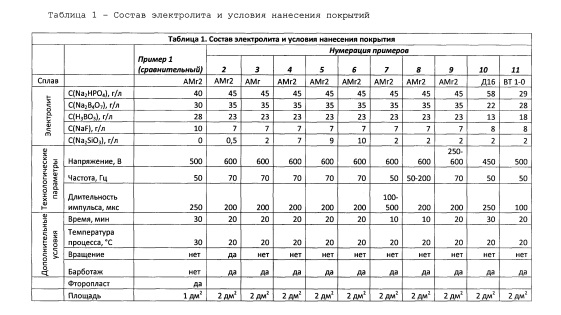
Возможность осуществления заявляемого изобретения подтверждается примерами его конкретного осуществления. Условия осуществления примеров представлены в таблице 1, а, полученные по ним результаты, представлены в таблице 2.
Для нанесения покрытия использовали изделия в виде дисков общей площадью 1,0-2,0 дм2, изготовленные из следующих сплавов:
Изделие №1 - сплав алюминия АМг2 согласно ГОСТ 4 784-97,
Изделие №2 - сплав алюминия Д16, согласно ГОСТ 4 784-97,
Изделие №3 - сплав титана ВТ 1-0, согласно ГОСТ 19807-91.
Общая методика приготовления электролита.
Соединения, входящие в состав электролита в количестве согласно таблицы 1 растворяют в воде при температуре 65°С и постоянном перемешивании. После полного растворения всех соединений электролит охлаждают и отстаивают в течение 24 ч.
Общая методика нанесения покрытия на изделия из вентильных металлов и их сплавов.
Перед нанесением покрытия изделия обезжиривают этиловым спиртом и/или ацетоном и промывают водой.
В емкость, снабженную мешалкой и воздухораспределительными устройствами, помещают электролит и электроды. Изделие №1, №2 или №3 подключают к положительному полюсу источника питания. Катод, в качестве которого используют пластину из нержавеющей стали, подключают к отрицательному полюсу источника питания. Процесс проводят при заданных параметрах источника питания в течение 10-30 минут, при температуре 20°С. Значения параметров способа (концентрация компонентов электролита, напряжение, длительность импульса, частота и их изменения в ходе процесса) приведены в таблице 1.
Кроме того, в таблице 1 представлены сравнительные результаты реализации способа для Изделия №1 - сплав алюминия АМг2 согласно ГОСТ 4784-97, при использовании электролита концентрации соединений в котором, не входят в пределы заявляемых.
Свойства полученных покрытий представлены в таблице 2.
Общая методика обработки полученных покрытий раствором фторопласта.
Для приготовления раствора 10 г фторопласта марки Ф32 растворяют в 1 л бутилового эфира уксусной кислоты при комнатной температуре и постоянном перемешивании. Изделие с нанесенным покрытием нагревают до температуры 40°С, погружают в раствор фторопласта на 1 минуту, затем изделие сушат на воздухе в течение 10 минут и помещают в печь, нагретую до 200С на 20 минут.
Толщину покрытий контролировали по ГОСТ 9.302 (пункт 3.7) методом вихревых токов и измеряли толщиномером Qnix 1500.
Испытания на коррозионную стойкость покрытий осуществляли по ГОСТ 9.308 в камере циклической коррозии Ascott CC450iP. При этом осмотр образцов проводили через 2, 6, 24, 96, 240, 480, 720 ч после начала испытаний. Оценку коррозионных поражений проводили по ГОСТ 9.311.
Абразивный износ покрытий определяли по методу Табера (ISO 8251-2011 и ISO 10074-2010) с использованием абразиметра - прибора Табера 5135 Abraser, обеспечивающего измерение нагрузки с допускаемой относительной погрешностью ±5%, частоту вращения дисков с допускаемой абсолютной погрешностью ±4 об/мин.
Твердость покрытия определяли с помощью прибора NANO Hardness Tester NHT-S-AX-000X (CSEM) методом восстановленных отпечатков (по Виккерсу) в соответствии с требованиями ГОСТ 9450.
Шероховатость покрытия измеряли согласно ГОСТ 2789-73 при помощи профилометра TR 220 Portable Roughness Tester.
Коэффициент трения покрытия определяли с использованием высокотемпературного трибометра THT-S-AX0000 (CSEM), работающего в режиме вращательного движения (метод «шар на диске»), снабженного датчиком силы трения, обеспечивающего создание нагрузки до 40 Н при допускаемой относительной погрешности измерений нагрузки ±1,0%, и программным обеспечением сбора и обработки информации при соблюдении следующих условий испытаний:
- сила нагружения - 5 Н;
- линейная скорость движения индентора - 5 см/с.
Коэффициент трения определяли методом «шар на диске»,
используя в качестве контртела шар из корунда и диски для размещения образцов толщиной не менее 2 мм.
Отсчет силы (момента) трения проводили через каждые 5 мин после начала испытаний.
Испытания считали законченными по достижении постоянной силы (момента) трения, но не ранее, чем через (25±5) мин после начала испытаний. Регистрировали полученные значения коэффициента трения для каждого образца.
Напряжение пробоя покрытий определяли в соответствии с требованиями ГОСТ 50344-92 на установке INSTEK GPT-79804.
Пример 1. Сравнительный пример нанесения покрытия с использованием электролита, в состав которого не входит метасиликат щелочного металла.
Пример 2. Нанесение покрытия на изделие из сплава алюминия АМг2 в электролите с содержанием метасиликата натрия в количестве 0,5 г/л.
Изделие из сплава алюминия АМг в виде диска общей площадью 2 дм2 оксидировали в водном растворе электролита, содержащем:
- натрий фосфорнокислый двузамещенный двенадцативодный Na2HPO4 × 12H2O - 45 г/л электролита,
- тетраборат натрия декагидрат Na2B4O7 × 10H2O - 35 г/л электролита,
- борная кислота Н3ВО3 - 23 г/л электролита,
- натрий фтористый NaF - 7 г/л электролита,
- натрий метасиликат 5-водный Na2SiO3 × 5H2O - 0,5 г/л электролита.
Использовали импульсный источник питания. Длительность импульсов составляла 200 мкс, частота следования импульсов - 70 Гц, напряжение 600 В. Температура электролита - 20°С. Электролит барботировали воздухом. Изделие дополнительно вращали со скоростью 600 об/мин.
Покрытие, получаемое по примеру 2, дополнительно подвергнуто обработке фторопластом согласно методике, описанной выше.
Пример 3-6. Нанесение покрытия на изделия из сплава алюминия АМг2 в электролите с содержанием метасиликата в количестве согласно таблице 1.
Пример 7-9 Нанесение покрытия на изделия из сплава алюминия АМг при непрерывном изменении электрических параметров.
Пример 10. Нанесение покрытия на изделие из сплава алюминия Д16
Пример 11. Нанесение покрытия на изделие из сплава титана ВТ 1-0
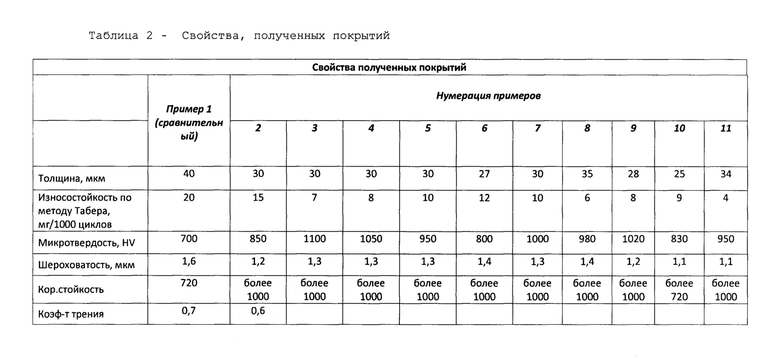
Из данных таблицы 2 следует, что введение даже небольших количеств метасиликата натрия Na2SiO3, например, 0,5 г/л (Пример 2) позволяет повысить износостойкость, микротвердость и коррозионную стойкость получаемых покрытий.
Наиболее лучшими показателями по износостойкости характеризуются покрытия, полученные в электролите, содержащим метасиликат натрия в диапазоне концентраций от 2 до 7 г/л электролита (Пример 3-4).
Превышение концентраций метасиликата натрия (Пример 6), выше заявляемого в настоящем изобретении диапазона приводит к уменьшению износостойкости получаемого покрытия. Кроме того, применение электролита, содержащего метасиликат натрия концентрацией более 9 г/л, становится промышленно неудобным из-за коагуляции частиц кремнезема.
Скорость формирования покрытия увеличивается с введением метасиликата натрия Na2SiO3, при этом покрытия обладают меньшей шероховатостью. Вращение изделия (Пример 2) позволяет в большей степени снизить значение шероховатости покрытия, при этом покрытие формируется равномерным по толщине по всей поверхности изделия.
Примеры 7-9 показывают, что непрерывное изменение электрических параметров в процессе формирования оксидного покрытия положительно влияет на свойства покрытия: увеличивается их износостойкость, коррозионная стойкость составляет не менее 1000 ч.
Таким образом, использование предлагаемого электролита позволяет улучшить комплекс свойств получаемых покрытий.
Изобретение относится к области гальванотехники и может быть использовано для нанесения покрытий методом микродугового оксидирования. Электролит для нанесения покрытия микродуговым оксидированием изделия, поверхность которого полностью или частично выполнена из вентильного металла или сплава, содержит, г/л: фосфат щелочного металла от 25 до 60; тетраборат щелочного металла от 18 до 50; борную кислоту от 10 до 40; фторид щелочного металла от 1 до 25; метасиликат щелочного металла от 0,5 до 9,0 и воду. Способ включает приложение импульсов напряжения между изделием, являющимся анодом, и катодом, находящихся в контакте с электролитом, приведенным выше. Предлагается также покрытие, полученное указанным способом. Технический результат заключается в улучшении комплекса свойств получаемых покрытий: шероховатость 1,3 мкм и менее, коррозионная стойкость 1000 ч и более, твердость 1100 HV и более, износостойкость 7 мг/1000 циклов и менее, а также в увеличении скорости получения покрытия без ухудшения его свойств. 3 н. и 25 з.п. ф-лы, 2 табл., 11 пр.
1. Электролит для нанесения покрытия микродуговым оксидированием изделия, поверхность которого полностью или частично выполнена из вентильного металла или сплава, включающий фосфат щелочного металла, тетраборат щелочного металла, борную кислоту, фторид щелочного металла, метасиликат щелочного металла и воду, отличающийся тем, что он содержит соединения при следующем соотношении, г/л:
2. Электролит по п. 1, отличающийся тем, что отношение борная кислота/тетраборат щелочного металла составляет от 0,2 до 2,2.
3. Электролит по п. 2, отличающийся тем, что отношение борная кислота/тетраборат щелочного металла составляет от 0,3 до 1,5, предпочтительно от 0,4 до 1,0, более предпочтительно от 0,5 до 0,8.
4. Электролит по любому из пп. 1-3, отличающийся тем, что фосфат щелочного металла выбран из группы: гидрофосфат натрия, гидрофосфат калия, дигидрофосфат натрия, дигидрофосфат калия или их смеси.
5. Электролит по любому из пп. 1-3, отличающийся тем, что тетраборат щелочного металла выбран из группы: тетраборат натрия, тетраборат калия или их смеси.
6. Электролит по любому из пп. 1-3, отличающийся тем, что фторид щелочного металла выбран из группы: фторид натрия, фторид калия или их смеси.
7. Электролит по любому из пп. 1-3, отличающийся тем, что метасиликат щелочного металла выбран из группы: метасиликат натрия, метасиликат калия или их смеси.
8. Электролит по любому из пп. 1-3, отличающийся тем, что содержание фосфата щелочного металла составляет от 30 до 55 г/л электролита, более предпочтительно от 35 до 50 г/л электролита.
9. Электролит по любому из пп. 1-3, отличающийся тем, что содержание тетрабората щелочного металла составляет от 20 до 40 г/л электролита, более предпочтительно от 25 до 35 г/л электролита.
10. Электролит по любому из пп. 1-3, отличающийся тем, что содержание борной кислоты составляет от 13 до 30 г/л электролита, более предпочтительно от 15 до 25 г/л электролита.
11. Электролит по любому из пп. 1-3, отличающийся тем, что содержание фторида щелочного металла составляет от 4 до 18 г/л электролита, более предпочтительно от 6 до 15 г/л электролита.
12. Электролит по любому из пп. 1-3, отличающийся тем, что содержание метасиликата щелочного металла составляет от 1 до 8 г/л электролита, предпочтительно от 2 до 7 г/л электролита.
13. Способ нанесения покрытия микродуговым оксидированием изделия, поверхность которого полностью или частично выполнена из вентильного металла или сплава, включающий приложение импульсов напряжения между изделием, являющимся анодом, и катодом, находящимися в контакте с электролитом, отличающийся тем, что используют электролит по любому из пп. 1-12.
14. Способ по п. 13, отличающийся тем, что вентильный металл выбирают из группы: алюминий, магний, титан.
15. Способ по п. 13, отличающийся тем, что между анодом и катодом прикладывают импульсы напряжения в диапазоне от 100 до 1000 В длительностью от 10 до 1000 мкс и частотой следования импульсов от 50 до 200 Гц.
16. Способ по п. 15, отличающийся тем, что между анодом и катодом прикладывают импульсы напряжения в диапазоне от 250 до 600 В длительностью от 100 до 300 мкс и частотой следования импульсов от 50 до 100 Гц.
17. Способ по п. 13, отличающийся тем, что катодом является емкость, в которой содержится электролит.
18. Способ по п. 13, отличающийся тем, что катод изготовлен из нержавеющей стали или алюминия.
19. Способ по п. 13, отличающийся тем, что нанесение покрытия осуществляют при температуре от 10 до 60°С.
20. Способ по п. 19, отличающийся тем, что нанесение покрытия осуществляют при температуре от 12 до 50°С.
21. Способ по п. 13, отличающийся тем, что осуществляют барботирование электролита.
22. Способ по п. 21, отличающийся тем, что барботирование электролита осуществляют азотом, кислородом или воздухом.
23. Способ по п. 13, отличающийся тем, что осуществляют вращение анода.
24. Способ по п. 13, отличающийся тем, что осуществляют вращение катода.
25. Способ по п. 13, отличающийся тем, что электролит перемешивают.
26. Способ по п. 25, отличающийся тем, что перемешивание осуществляют мешалкой со скоростью до 1000 об/мин, предпочтительно от 200 до 800 об/мин, более предпочтительно от 400 до 600 об/мин.
27. Покрытие изделия, поверхность которого полностью или частично выполнена из вентильного металла или сплава, отличающееся тем, что оно получено способом по п. 13.
28. Покрытие по п. 13, отличающееся тем, что оно обработано раствором фторопласта.
| ИЗМЕРЕНИЕ ТЕМПЕРАТУРЫ ТЕХНОЛОГИЧЕСКОЙ ТЕКУЧЕЙ СРЕДЫ | 2011 |
|
RU2543689C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА АЛЮМИНИЕВЫХ СПЛАВАХ | 2014 |
|
RU2547983C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА АЛЮМИНИЙ И ЕГО СПЛАВЫ | 2004 |
|
RU2263164C1 |
| CN 102041541 A, 04.05.2011. | |||

