Изобретение относится к электролитическому нанесению покрытий на вентильные металлы и их сплавы, преимущественно на алюминий и его сплавы, и может быть использовано в авиации, машиностроении, автомобилестроении и спецтехнике для защиты изделий от абразивного износа и высокотемпературной коррозии.
Известно получение защитных покрытий на алюминии обработкой в условиях искрового разряда в водном электролите, содержащем, моль/л: карбонат натрия (0,7), фторид натрия (0,4), тетраборат натрия (0,15), при напряжении 100-140 В [1] . При обработке алюминия в данном растворе электролита на поверхности образуется пленка, состоящая из фазовых включений α -Al2O3. Пленка обладает электроизоляционными свойствами, устойчива к действию большинства кислот и щелочей и не разрушается вплоть до температуры плавления алюминия. Однако, полученное в данном электролите покрытие не защищает алюминий от абразивного износа и высокотемпературной коррозии.
Известно получение защитных покрытий на вентильных металлах, в том числе на алюминии и титане, оксидированием в микродуговом режиме в электролите, содержащем соединения алюминия, а также сульфат и тетраборат натрия [2]. Полученные в данном электролите покрытия на алюминии обладают значительной микротвердостью, однако не являются термостойкими и для их получения требуется большой расход энергии. Кроме того, в процессе эксплуатации электролит вырабатывается и вследствие перехода алюминат-иона в гидратированную форму происходит образование объемного осадка гидроксида алюминия.
Наиболее близким к заявляемому является способ получения защитных покрытий на вентильных металлах, в том числе на алюминии, методом микродугового оксидирования в электролите, представляющем собой раствор фторсодержащей соли щелочного металла - гексафторцирконата калия концентрации 4-10 г/л. Процесс осуществляют при напряжении 450-550 В и начальной плотности тока 5-10 А/см2 [3]. В результате оксидирования по данному способу на алюминии и его сплавах получают покрытия, состоящие из α -Al2O3.
Получаемые по прототипу покрытия обладают высокими электроизоляционными и антикоррозионными свойствами, однако не обладают значительной микротвердостью и не обеспечивают защитных свойств при температуре 900oC.
Предлагаемым изобретением решается задача получения защитных антикоррозионных покрытий на алюминии и его сплавах, обладающих высокой микротвердостью и термостойкостью.
Указанный технический результат достигается способом получения защитных покрытий на алюминии и его сплавах методом микродугового оксидирования, включающим обработку в растворе электролита, содержащем фторсодержащую соль щелочного металла, согласно которому обработку ведут при напряжении формирования покрытий 160-170 В, плотности тока 0,9-1,2 А/см2 в электролите с pH 9,8-10,2, содержащем в качестве фторсодержащей соли гексафторалюминат натрия в количестве 2-12 г/л и дополнительно тартрат калия (5-10 г/л), фторид натрия (0,5-2,0 г/л) и гидроксид калия (0,5-0,6 г/л).
Способ осуществляют следующим образом. Электролит готовят последовательным растворением в воде гексафторалюмината нария, тартрата калия, фторида натрия и гидроксида калия, взятых в необходимых количествах в пределах заявляемых интервалов, с последующим доведением объема раствора до одного литра, pH полученного раствора составляет 9,8-10,2. Микродуговое оксидирование осуществляют в электролитической ячейке, снабженной средствами для механического перемешивания и охлаждения электролита, например, водопроводной водой, прокачиваемой через змеевик. В качестве катода используют сталь, анодом является само оксидируемое изделие из алюминия или его сплава. Пленка формируется при плотности тока, равной 0,9-1,2 А/см2, конечное напряжение формирования, подаваемое на анод, составляет 160-170 В. Входящий в состав электролита гексафторалюминат-ион гидролизуетя, в результате чего образуется гидроксид алюминия, термолиз которого в условиях микроплазменных разрядов приводит к образованию в составе покрытий на алюминии оксида Al2O3, который в ходе микродугового оксидирования модифицируется фтором.
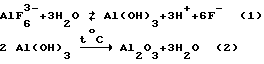
Избыток фтористоводородной кислоты, образующейся в процессе оксидирования на аноде, нейтрализуется присутствующим в составе электролита гидроксидом калия.
Время оксидирования - 5-10 мин, достаточно для формирования покрытия необходимой толщины.
Температура раствора во время оксидирования, поддерживаемая на уровне комнатной, не должна превышать 25oC, т.к. разогревание раствора ведет к ухудшению качества формируемой в нем пленки, а именно к получению неравномерных по толщине покрытий с низкими защитными свойствами.
В результате оксидирования в описанных условиях на алюминии и его сплавах получают пленку темно-коричневого цвета толщиной до 40 мкм.
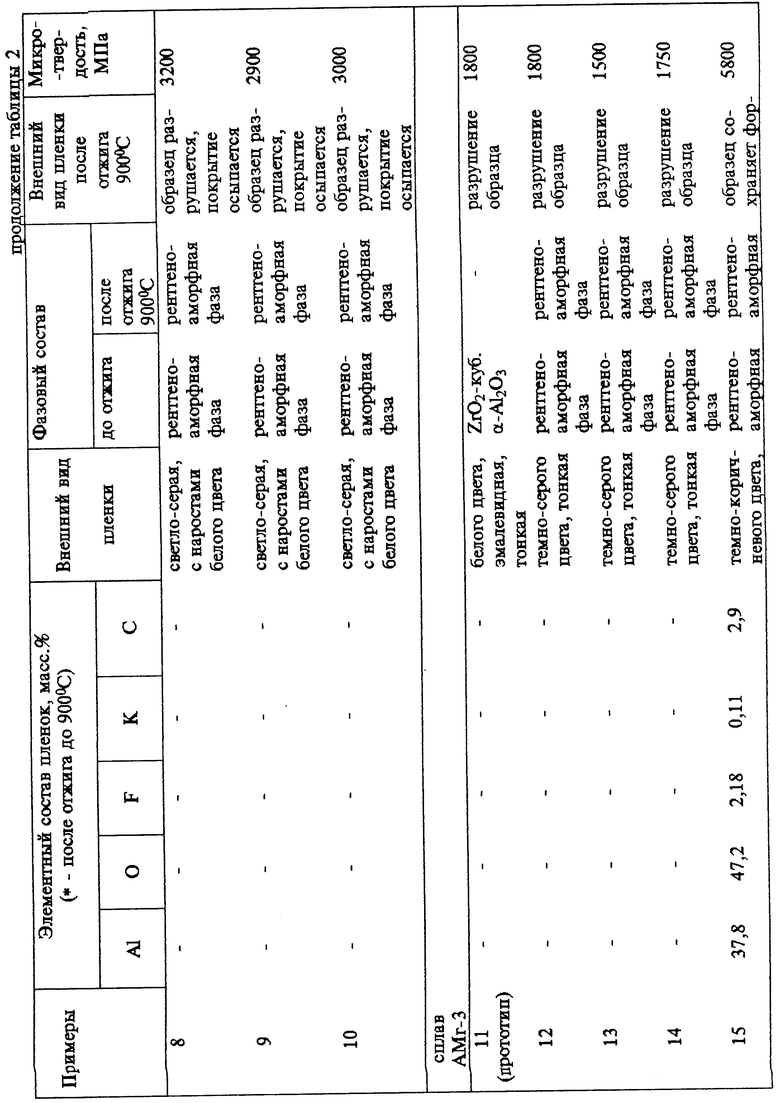
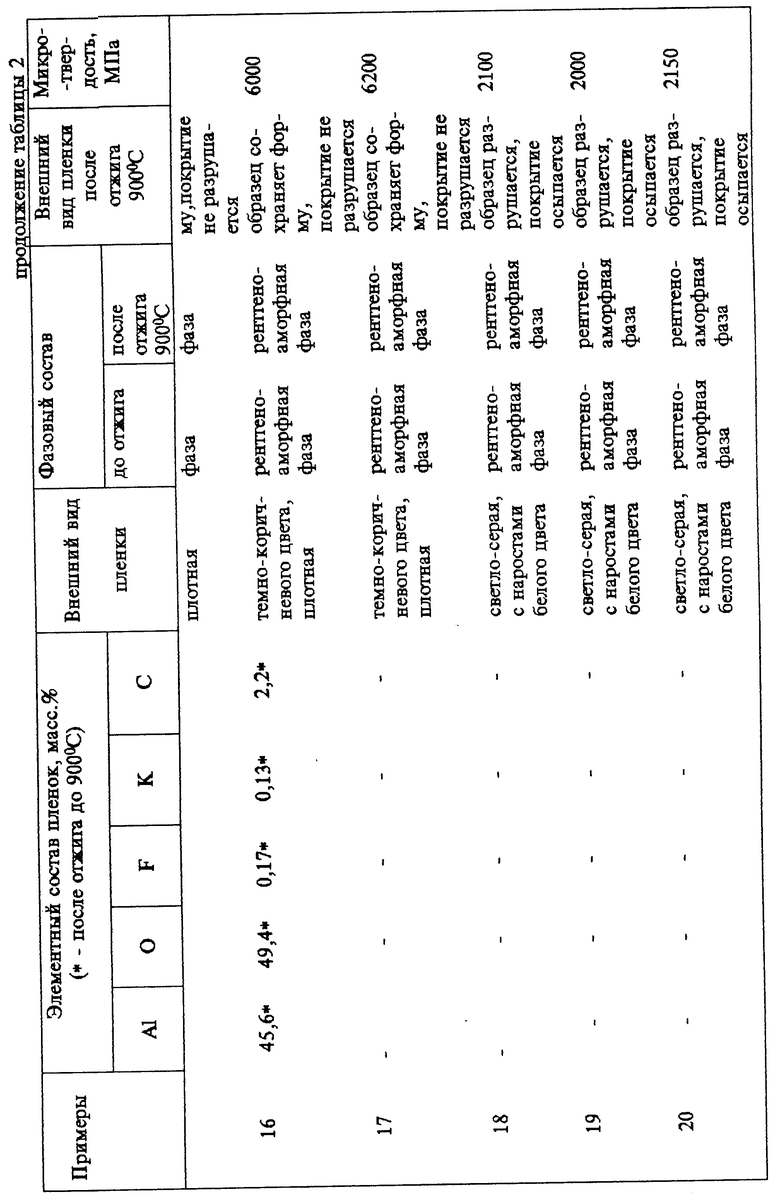
Элементный состав получаемых в соответствии с заявляемым способом покрытий исследовали с помощью лазерного масс-спектрометра "ЭМАЛ-2". Мощность лазерного излучения с длиной волны 1064 нм порядка 109 Вт/см2, диаметр пучка на образце 50 мкм, рабочий вакуум в камере 10-6 мм рт.ст. Пленку испаряли на площади 0,2-0,8 см2. Полученные изотопные фотоспектры обрабатывали на автоматизированном микрофотометре с записью спектров в ЭВМ IBM-PC/AT. Количественный анализ спектров выполняли, используя программы обработки лазерных масс-спектров. Согласно данным элементного анализа (содержание алюминия, кислорода, фтора и др. приведены в табл. 2) в покрытии образуется оксид алюминия, модифицированный фтором, формула которого может быть представлена в виде Al2O3-xFx, характерном для стеклофазы.
Исследование полученных покрытий методом рентгено-фазового анализа с помощью рентгеновского дифрактометра ДРОН-2,0 (Cu, Kα-излучение) показало, что пленка является рентгеноаморфной, что согласуется с предположением о наличии в пленке стеклофазы.
Химическую стойкость покрытий на алюминии оценивали по времени до разрушения покрытия в растворе, содержащем 250 мл/л HCl (d=1,19 г/см3) и 30 г/л K2Cr2O7 (ОСТ 5.9510-80. Покрытия окисные деталей из алюминиевых сплавов. Типовые технологические процессы), следующим образом. Исследуемый участок поверхности пленки ограничивали эпоксидной смолой и на участок наносили каплю указанного раствора. Засекали время до начала выделения пузырьков газа. Момент разрушения покрытия определяли по изменению цвета капли раствора от оранжевого до зеленого. Отмечена высокая химическая стойкость получаемых по заявляемому способу покрытий. Под воздействием коррозионной среды покрытия не разрушаются в течение двух часов, что в 10 раз превышает время, требуемое ОСТом.
Измерение микротвердости покрытий проводили на приборе "Неофот-2" путем вдавливания алмазной пирамиды в исследуемое покрытие. Для измерения микротвердости готовили поперечные шлифы с использованием эпоксидной смолы. Покрытия, полученные по заявляемому способу, характеризуются высокими значениями микротвердости - 6800-7000 МПа.
Термостойкость покрытий оценивали при отжиге до 1500oC в атмосфере гелия и на воздухе с использованием дериватографа системы "Паулик, Паулик, Эрдеи" Q-1500D. Установлено, что получаемые покрытия обладают жаростойкостью до 900oC. Анализ термогравиметрических кривых позволяет сделать вывод об отсутствии до указанной температуры тепловых эффектов, весовых изменений, связанных с материалом покрытия, что свидетельствует о неизменности фазового и химического состава, а следовательно, и свойств поверхностных слоев. При температурах, превышающих температуру плавления алюминиевой основы, покрытие выполняет роль термостойкого тигля, предотвращая растекание и испарение металла (сплава). После отжига до 900oC и охлаждения образца до комнатной температуры покрытие не отслаивается, а образец с покрытием сохраняет свою первоначальную форму.
Установлено также, что покрытия обладают значительной адгезией к подложке и эластичностью. Они не отслаиваются при многократных перегибах алюминиевой основы до углов, превышающих 90o.
Достигаемый предлагаемым способом технический результат, заключающийся в получении защитных антикоррозионных покрытий на алюминии и его сплавах, обладающих высокой микротвердостью и термостойкостью, обеспечивается благодаря образованию в покрытии стеклофазы на основе оксида алюминия, модифицированного фтором, которая формируется в результате осуществления способа получения покрытий микродуговым оксидированием в соответствии с заявляемыми режимами из электролита, содержащего гексафторалюминат натрия, тартрат калия, фторид натрия и гидроксид калия, взятых в пределах заявляемых концентраций.
Введение в состав электролита соли винной кислоты - тартрата калия дает эффект увеличения длительности микроплазменных разрядов и, следовательно, длительности температурного воздействия на формируемое покрытие, что способствует образованию стеклофазы на основе оксида алюминия, модифицированного фтором. При этом достигается высокая скорость роста пленки при более низких значениях напряжения по сравнению с электролитом, не содержащим тартрата калия.
Введение в состав электролита именно калиевой соли винной кислоты (а не натриевой) обусловлено тем, что электропроводность тартрата калия при концентрационном равенстве солей выше, чем у тартрата натрия.
Известно, что повышенная электропроводность раствора способствует увеличению рассеивающей способности электролита, в результате чего пленка образуется равномерной, в том числе и в закрытых полостях. Повышение электропроводности способствует также протеканию электрохимического процесса с большой скоростью, что существенно при наличии в растворе объемных органических анионов соли винной кислоты, разряд которых на аноде затруднен.
Присутствие фторида натрия в составе электролита также приводит к повышению электропроводности, а следовательно, рассеивающей способности раствора электролита и, кроме того, в сочетании с гидроксидом калия способствует полному растворению гексафторалюмината натрия. Избыток фторид-ионов в растворе ведет к сдвигу равновесия реакции гидролиза (1) в сторону уменьшения содержания в электролите экологически вредной, токсичной фтористоводородной кислоты.
Содержание гексафторалюмината натрия в электролите ниже заявляемых пределов (менее 2,0 г/л) приводит к обеднению поверхностного слоя оксидом алюминия, модифицированного фтором, а следовательно, к снижению микротвердости и термостойкости формируемых покрытий. Пленки образуются тонкие, с низкой сплошностью.
Повышение концентрации гексафторалюмината натрия более 12 г/л приводит к ухудшению качества пленки, к появлению на поверхности оксидируемого образца наростов белого цвета, которые легко осыпаются, и в пленке образуются сквозные поры.
Содержание тартрата калия ниже заявляемых пределов (менее 5 г/л) приводит к образованию неравномерных по окраске, тонких, не обладающих высокой микротвердостью пленок.
Повышение концентрации тартрата калия более 10 г/л приводит к появлению на поверхности пленки вкраплений черного цвета, хрупких образований, имеющих низкую адгезию, при отслаивании которых обнажается поверхность металла.
Снижение концентрации фторида натрия ниже 0,5 г/л приводит к уменьшению толщины пленки, к появлению в ней неоднородных включений.
Содержание в электролите фторида натрия более 2 г/л приводит к появлению на поверхности пленки белых пятен, что ухудшает ее защитные и декоративные свойства.
Введение в состав электролита 0,5-0,6 г/л гидроксидов калия в сочетании с другими компонентами предлагаемого электролита, взятыми в заявляемых пределах, обеспечивает значения pH электролита, равные 9,8-10,2. Установлено, что pH электролита оказывает существенное влияние на качество формируемых покрытий, их износостойкость. В указанном интервале pH электролита на аноде под действием микроплазменных разрядов происходит образование гидроксида алюминия, являющегося источником оксида алюминия, модификация которого ионом фтора приводит к образованию стеклофазы, обладающей высокой твердостью, термо- и коррозионной стойкостью.
Отступления от данного значения pH электролита, вызываемые выходом содержания того или иного компонента электролита за заявляемые пределы, не позволяет при получении покрытий достичь указанного выше технического результата.
Так, при снижении pH электролита менее 9,8 происходит частичное растворение образующегося на аноде осадка гидроксида алюминия, пленки получаются несплошными и не обладают высокой твердостью.
Повышение pH электролита более 10,2 приводит к растворению амфотерного осадка гидроксида алюминия, снижению качества получаемых покрытий, частичному растворению образующейся пленки и растравливанию алюминиевой подложки.
Защитные покрытия на алюминии и его сплавах, обладающие высокой микротвердостью и термостойкостью, формируются из предлагаемого состава электролита при условии проведения микродугового оксидирования при напряжении формирования покрытий 160-170 В и плотности тока 0,9-1,2 А/см2.
Снижение напряжения формирования пленки ниже 160 В и плотности тока ниже 0,9 А/см2 приводит к образованию тонких покрытий с низкой сплошностью, не обладающих высокой микротвердостью и термостойкостью.
Повышение параметров процесса - напряжение выше 170 В и плотности тока выше 1,2 А/см2 приводит к ухудшению качества пленок - повышается их хрупкость, наблюдается неравномерность по толщине, неравномерность окраски и отслаивание от подложки.
Для осуществления предлагаемого способа используют стандартное оборудование, предназначенное для электрохимической обработки металлов и сплавов, и выпускаемые промышленностью реактивы.
Возможность осуществления изобретения подтверждается также примерами его конкретного выполнения.
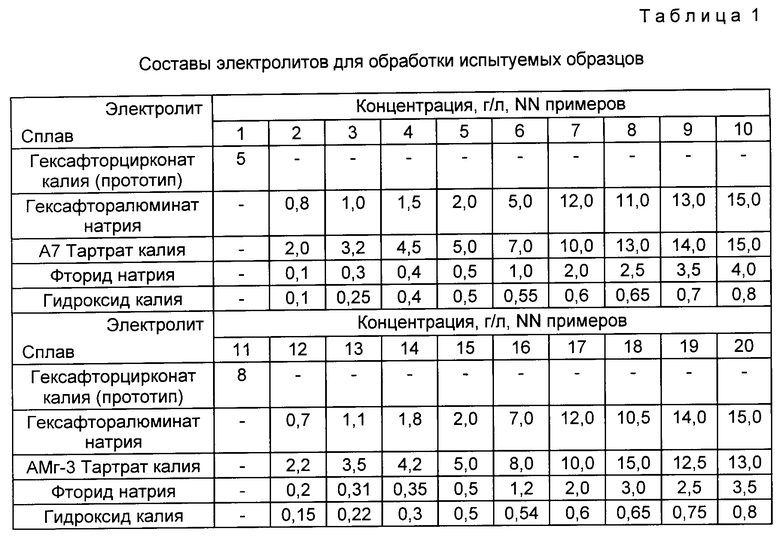
Обработке в условиях заявляемого способа подвергали образцы из алюминия марки А-7 (Al 99,7%, Fe 0,16%, Si 0,16%) и AMг-3 (Mg 3,2-3,8%, Nn 0,3-0,6%, Si 0,5-0,8%, Al - остальное). Образцы представляли собой прямоугольные пластины размерами 8х40 мм толщиной до 1 мм. Оксидирование осуществляли в микродуговом режиме до напряжения 160-170 В, при плотности тока 1,1 А/см2. Время оксидирования составляло 10 мин, температура электролита не превышала 25oC, что достигалось прокачкой водопроводной воды через змеевик, размещенный в электролитической ячейке.
В табл. 1 приведены составы электролитов для обработки образцов из сплавов А-7 и AMг-3. Табл. 2 содержит сведения об элементном и фазовом составе получаемых пленок, а также характеристики обработанных образцов.
В примерах 2-4, 8-14 и 18-20, в которых содержание компонентов электролита выходит за границы заявляемых интервалов, микротвердость покрытий низкая. Пленки имеют низкую коррозионную стойкость. Покрытия либо тонкие, с дефектами, либо рыхлые, пористые, с наслоениями белого цвета.
В примерах 5-7 и 15-17 (табл. 2) приведены характеристики покрытий, получаемых из электролита в соответствии с формулой изобретения.
Такие покрытия имеют высокую сплошность, однородны, не имеют дефектов и наслоений белого цвета. Толщина покрытий составляет 40 мкм, покрытия рентгеноаморфны. При отжиге этих пленок до 900oC в атмосфере гелия не происходит их раскристаллизации.
Дополнительным преимуществом заявляемого способа является достижение высоких эксплуатационных характеристик получаемых покрытий при низких затратах энергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТ ДЛЯ ФОРМИРОВАНИЯ ПОКРЫТИЙ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ | 1992 |
|
RU2046156C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И ИХ СПЛАВАХ | 1992 |
|
RU2049162C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОПТИЧЕСКИ ЧЕРНЫХ ЗАЩИТНЫХ ПОКРЫТИЙ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ | 1996 |
|
RU2096534C1 |
| Способ получения защитных покрытий на вентильных металлах и их сплавах | 2017 |
|
RU2677388C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКРАШЕННЫХ ПОКРЫТИЙ НА ВЕНТИЛЬНЫХ МЕТАЛЛАХ И СПЛАВАХ | 1993 |
|
RU2066716C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА АЛЮМИНИЙ И ЕГО СПЛАВЫ | 2004 |
|
RU2263164C1 |
| СПОСОБ МИКРОДУГОВОГО ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПЛЕНОК НА ПОВЕРХНОСТИ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1991 |
|
RU2061107C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА СПЛАВАХ МАГНИЯ | 2008 |
|
RU2357016C1 |
| ЭЛЕКТРОЛИТ ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ ТИТАНА И ЕГО СПЛАВОВ | 1988 |
|
SU1788793A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОЛИМЕРСОДЕРЖАЩИХ ПОКРЫТИЙ НА МЕТАЛЛАХ И СПЛАВАХ | 2014 |
|
RU2569259C1 |

Изобретение относится к области защиты изделий от абразивного износа и высокотемпературной коррозии и может быть использовано в авиации, машиностроении, автомобилестроении и других отраслях. Сущность изобретения: покрытия на алюминии и его сплавах получают методом микродугового оксидирования при напряжении формирования покрытий 160 - 170 В и плотности тока 0,9 - 1,2 А/см2 в электролите на основе гексафторалюмината натрия, рН электролита 9,8 - 10,2. Электролит содержит гексафторалюминат натрия 2,0 - 12,0 г/л, тартрат калия 5,0 - 10,0 г/л, фторид натрия 0,5 - 2,0 г/л и гидроксид калия 0,5 - 0,6 г/л, Формирование в составе покрытия стеклофазы на основе оксида алюминия, модифицированного фтором, позволяет получать защитные антикоррозионные покрытия, обладающие высокой микротвердостью и термостойкостью. 2 табл.
Способ получения защитных покрытий на алюминии и его сплавах методом микродугового оксидирования, включающий обработку в водном электролите, содержащем фторсодержащую соль щелочного металла, отличающийся тем, что обработку ведут при напряжении формирования покрытий 160 - 170 В и плотности тока 0,9 - 1,2 А/см2 в электролите с рН 9,8 - 10,2, содержащем в качестве фторсодержащей соли щелочного металла гексафторалюминат натрия и дополнительно тартрат калия, фторид натрия и гидроксид калия при следующем соотношении компонентов, г/л:
Гексафторалюминат натрия - 2,0 - 12,0
Тартрат калия - 5,0 - 10,0
Фторид натрия - 0,5 - 2,0
Гидроксид калия - 0,5 - 0,6п
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| DD, патент, 205197, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, патент, 2046156, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| RU, патент, 2049162, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
