Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к способу аддитивного изготовления контейнера для хранения и/или транспортировки изделия. Настоящее изобретение также относится к контейнеру, изготовленному таким способом. В частности, настоящее изобретение относится к изготовлению контейнеров для хранения и/или транспортировочных контейнеров под конкретные изделия.
Предшествующий уровень техники настоящего изобретения
Контейнеры для перевозки и/или хранения технических приборов и/или очень сложных, дорогостоящих и требующих особого обращения изделий, что часто имеет место, например, в авиационной отрасли, обычно производятся по индивидуальным заказам и подгоняются под конкретные изделия. Такие контейнеры, оптимизированные по типу, часто изготавливаются по сложной технологии из различных материалов с использованием дорогих инструментов и/или с большой долей ручного труда. Во многих случаях корпус, выполненный из металла или металлического сплава и/или пластика, обкладывается изнутри защитными прокладками или вставками, выполненными из вспененного материала, резины, пластичного материала, войлока и/или дерева или иного материала подобного рода, которые предназначены для размещения, фиксации и защиты соответствующих технических приборов безопасным образом и с неподвижной посадкой. Такие контейнеры могут быть не только чрезмерно дорогими (например, стоимость контейнера может иногда превышать 10% стоимости изделия, которое в нем перевозится), но часто они могут производиться только по очень трудоемкой (по затратам времени) технологии.
В репродуцирующих или аддитивных способах изготовления, обычно известных под названием «технология трехмерной печати или 3D-печати», после оцифровки геометрической модели объекта один или более исходный материал последовательно наращивается путем накладывания одного слоя поверх другого и его отверждения. Таким образом, например, при селективном лазерном плавлении (SLM) деталь наращивается послойно путем нанесения порошкообразного пластичного материала, такого как пластмасса или металл, на подстилающий слой и его целенаправленного ожижения локальным лазерным излучением, в результате чего после охлаждения получается твердотельная и цельная деталь. Трехмерная печать обеспечивает исключительную свободу выбора проектных решений и позволяет, помимо прочего, производить объекты с приемлемыми затратами; при этом указанные объекты не могут быть изготовлены или не могут производиться с приемлемыми затратами при использовании обычных технологий. По этой причине способы 3D-печати в настоящее время широко используются в промышленном проектировании, в автомобилестроении, в аэрокосмической промышленности или, в общем, в сфере разработки промышленной продукции, где используется ресурсосберегающие технологические цепочки для мелкосерийного производства, основанного на учете потребностей, и массового производства индивидуализированных изделий.
Краткое раскрытие настоящего изобретения
Принимая во внимание сложившуюся ситуацию, идея настоящего изобретения заключается в том, чтобы найти простые решения в отношении контейнеров для дорогостоящих технических изделий.
Соответственно, предложен способ аддитивного изготовления контейнера для хранения и/или транспортировки изделия. Этот способ предусматривает трехмерную фиксацию внешней формы изделия; компилирование машиночитаемого набора данных, содержащего информацию о зафиксированной внешней форме изделия; и аддитивное изготовление контейнера, при котором пластичная масса наносится слоями, ожижается и отверждается, что осуществляется под управлением компьютера на основе скомпилированного набора данных. Получается контейнер с внутренней структурой, охватывающей приемную камеру, которая подогнана под внешнюю форму изделия.
Кроме того, предложен контейнер, изготовление которого осуществляется способом согласно настоящему изобретению.
Более того, предложен машиночитаемый носитель, на котором хранятся исполняемые компьютером команды, которые при их исполнении устройством обработки данных инициируют выполнение этим устройством обработки данных способа согласно настоящему изобретению.
Идея, лежащая в основе настоящего изобретения, заключается в изготовлении контейнеров, рассчитанных на транспортировку и хранение конкретных изделий, с помощью устройства 3D-печати. Для этого достаточно один раз зафиксировать внешнюю форму изделия в трех измерениях. Такая операция может быть выполнена, например, с помощью 3D-сканера или иного устройства подобного рода. В принципе, помимо внешней формы могут быть также зафиксированы дополнительные характеристики, такие как масса, распределение массы и пр. Идея согласно настоящему изобретению обеспечивает значительное преимущество, состоящее в том, что контейнер может быть оптимальным образом подогнан под конкретные требования изделия, которое будет в нем находиться, например, технического прибора. Кроме того, для максимально эффективного конструирования соответствующего контейнера, например, в плане геометрии или материала, могут быть использованы автоматизированные алгоритмы. В одном из примеров могут быть использованы методы конечных элементов (МКЭ), с помощью которых моделируются, например, действия силы, траектории действия нагрузок и пр. внутри контейнера с целью расчета оптимального с геометрической и структурной точки зрения варианта осуществления контейнера под конкретное заранее заданное изделие. Сразу после расчета контейнера под конкретное изделие полученная конфигурация может быть сохранена на машиночитаемом носителе. В принципе, таким способом можно распечатать любое количество контейнеров одного типа. Например, устройство 3D-печати может быть предусмотрено в соответствующем пункте хранения или перегрузочном пункте, и с его помощью можно в любой момент изготовить соответствующий контейнер под высокотехнологичные технические приборы. С помощью способа согласно настоящему изобретению может быть полностью изготовлен оптимальный контейнер, выполненный как единое целое в ходе одного процесса печати без дополнительных затрат или даже необходимости применения какого-либо ручного труда. В принципе, контейнер согласно настоящему изобретению может быть выполнен из любых материалов или сочетаний материалов, которые подходят для аддитивных способов изготовления на известном уровне техники. Например, контейнер может быть изготовлен из одного или более пластического материала, например, акрилонитрил-бутадиен-стирола (АБС).
Технологии 3D-печати обладают преимуществами, в частности, потому, что они позволяют производить трехмерные детали способами начального формообразования, которые не требуют специальных инструментов для изготовления, приспособленных под внешнюю форму этих деталей. Это обеспечивает возможность производства деталей с помощью высокоэффективных, материалосберегающих и экономичных по времени технологий. Подобные способы 3D-печати особенно эффективны в аэрокосмической промышленности, поскольку в этой сфере используется большое количество разных деталей, которые адаптированы под конкретное применение, и которые могут производиться способами 3D-печати такого рода с минимальными затратами, небольшой продолжительностью производственного цикла и низкой сложностью технологических установок, необходимых для производства.
Способы 3D-печати в контексте настоящей заявки включают в себя все репродуцирующие или аддитивные способы изготовления, посредством которых могут быть изготовлены объекты заданной формы на основе геометрических моделей из аморфных материалов, таких как жидкости и порошки, или из заготовок промежуточной формы, таких как полосовидные или проволочные материалы, в ходе химических и/или физических процессов, проходящих в специальной системе аддитивного производства. В контексте настоящей заявки способы 3D-печати используют аддитивные процессы, в которых исходный материал последовательно наращивается слоями для получения заданной формы.
Согласно одному из аспектов настоящего изобретения набор данных может содержать информацию об используемых точках крепления изделия. Внутренняя структура может быть сформирована таким образом, чтобы она содержала установочные элементы, каждый из которых был бы рассчитан на удержание изделия в одной из точек крепления. Например, в основание и/или верхнюю часть внутренней структуры могут быть впечатаны установочные штифты, на которые может быть посажено изделие через соответствующие пазы или отверстия. Однако, в зависимости от изделия, можно или предпочтительно выполнить внутреннюю структуру контейнера таким образом, чтобы была обеспечена неподвижная посадка изделия с тем, чтобы отпала необходимость в его дополнительной установке или закреплении внутри контейнера.
Согласно одному из аспектов настоящего изобретения установочные элементы могут быть упруго сформированы во внутренней структуре. За счет этого установочные элементы могут плавно переходить во внутреннюю структуру.
Согласно одному из аспектов настоящего изобретения внутренняя структура может быть рассчитана на массу и/или распределение массы изделия.
Для этого внутренняя структура может быть сформирована, например, с множеством соединенных между собой опорных элементов. Например, с помощью автоматизированных алгоритмов может быть рассчитана внутренняя структура, которая характеризуется идеальным сочетанием массы и устойчивости. В частности, для этой цели могут быть использованы методы конструирования, известные в сфере бионики; при этом такие методы, основанные, например, на естественном росте костей, предполагают преимущественно полую, но прочную и устойчивую внутреннюю структуру для уменьшения веса, через которую проходит множество опорных элементов. В одном из конкретных примеров осуществления настоящего изобретения «структура птичьей кости» этого типа проистекает из конфигурации уплотнения, которая предусматривает большое число опорных конструкций или особо прочные опорные конструкции на наружном крае внутренней структуры; при этом указанные опорные конструкции всегда легче внутри внутренней структуры.
Согласно одному из аспектов настоящего изобретения набор данных может содержать информацию об особых требованиях по защите изделия. Внутренняя структура может формироваться таким образом, чтобы конкретные характеристические изменяемые параметры внутренней структуры были оптимизированы с учетом требований по защите.
Для этого конкретные характеристические изменяемые параметры выбираются, например, из группы, включающей в себя такие параметры, как теплопроводность, электропроводность, проницаемость, пористость, устойчивость к химическим воздействиям, упругость, твердость, твердость после наклепа, прочность и пр.
Согласно одному из аспектов настоящего изобретения внутренняя структура может быть сформирована таким образом, чтобы она обеспечивала неподвижную посадку изделия.
Согласно одному из аспектов настоящего изобретения внутренняя структура может быть сформирована таким образом, чтобы она полностью охватывала изделие. В частности, контейнер может быть выполнен таким образом, чтобы он был воздухопроницаемым под давлением и/или непроницаемым для жидкости.
Согласно одному из аспектов настоящего изобретения контейнер может быть выполнен с многосекционным корпусом. Например, отдельные секции корпуса могут быть снабжены уплотнениями по краям, вследствие чего даже многосекционный контейнер может быть выполнен непроницаемым для газов, влаги и/или жидкости. Способы 3D-печати обладают особо важным преимуществом, которое заключается в том, что и уплотнения и прочие функциональные элементы могут быть напечатаны одним способом непосредственно вместе с самим контейнером. Например, заодно с контейнером могут быть напечатаны нагнетательные клапаны, прозрачные окошки и/или экраны.
Согласно одному из аспектов настоящего изобретения контейнер может быть выполнен с возможностью повторного закрывания. Например, контейнер этого типа может состоять из двух половинок, которые соединяются друг с другом посредством шарниров, защелок и/или штепсельных соединений или иных запорных приспособлений. Такие запорные механизмы могут быть напрямую напечатаны заодно с самим контейнером. Вместе с тем, используя способ согласно настоящему изобретению, заодно с контейнером могут быть напечатаны также резьбовые или крепежные элементы общего типа без каких-либо дополнительных затрат. Например, снаружи корпуса контейнера могут быть предусмотрены направляющие штанги или направляющие элементы, с помощью которых можно уложить в стопку множество контейнеров.
Указанные варианты осуществления и аспекты настоящего изобретения при необходимости могут комбинироваться любыми способами. Дополнительные возможные аспекты, варианты осуществления и реализации настоящего изобретения содержат сочетания признаков, описанных выше или ниже в отношении вариантов осуществления настоящего изобретения, даже если это не указано явным образом. В частности, специалист в данной области техники может добавить свои собственные аспекты, улучшающие или дополняющие конкретную исходную форму настоящего изобретения.
Краткое описание чертежей
Настоящее изобретение будет подробнее описано ниже на примере вариантов его осуществления, показанных на чертежах, где:
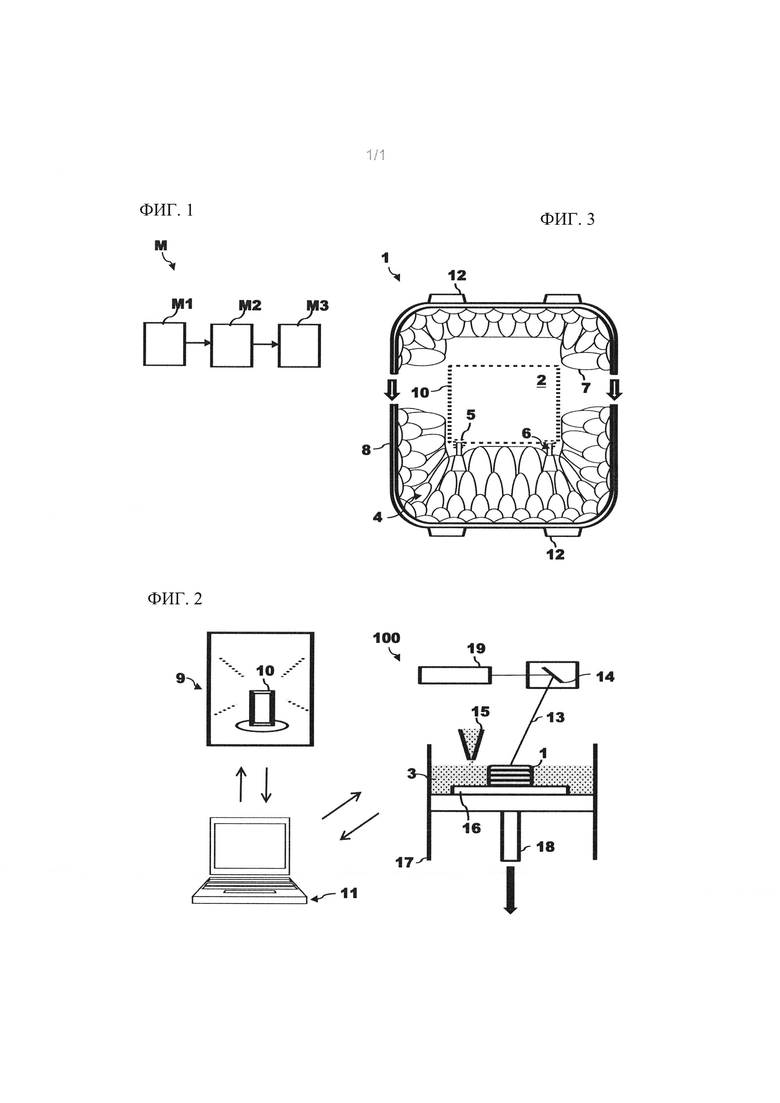
На фиг. 1 представлена блок-схема способа согласно настоящему изобретению в соответствии с одним из вариантов осуществления заявленного изобретения;
На фиг. 2 показано схематическое изображение 3D-принтера для реализации способа, представленного на фиг. 1.
На фиг. 3 показано схематическое изображение в поперечном разрезе контейнера согласно одному из вариантов осуществления настоящего изобретения; при этом контейнер изготовлен способом, проиллюстрированным на фиг. 1.
Прилагаемые чертежи призваны обеспечить более глубокое понимание сущности вариантов осуществления настоящего изобретения. На указанных чертежах проиллюстрированы варианты осуществления заявленного изобретения; при этом они, вместе с представленным описанием, предназначены для того, чтобы прояснить принципы и идеи изобретения. После ознакомления с чертежами станут очевидными прочие варианты осуществления настоящего изобретения и многие упомянутые преимущества. Элементы чертежей не обязательно показаны в реальном масштабе относительно друг друга.
На фигурах чертежей идентичные, функционально идентичные и идентично функционирующие элементы, признаки и детали обозначены одинаковыми номерами позиций, если особо не указано иное.
Подробное раскрытие настоящего изобретения
На фиг. 1 представлена блок-схема способа М согласно настоящему изобретению в соответствии с одним из вариантов осуществления заявленного изобретения. С помощью этого способа может быть аддитивно изготовлен контейнер 1, схематически показанный на фиг. 3. Для этого может быть использовано устройство 100 трехмерной печати, схематический вид которого представлен на фиг. 2, с помощью которого может быть реализован такой способ М.
На стадии M1 способ М предусматривает трехмерную фиксацию внешней формы изделия 10, предназначенного для транспортировки и/или хранения в контейнере 1. Например, в этом случае указанным изделием может быть деталь самолета или космического аппарата. Для этой цели может быть использован, например, 3D-сканер 9, схематически изображенный на фиг. 2. В 3D-сканере этого типа поверхность изделия 10 последовательно сканируется по координатной сетке с помощью лазера, благодаря чему можно с высокой точностью зафиксировать внешнюю форму изделия 10 и на основе полученных данных выполнить цифровую реконструкцию геометрии и структуры поверхности изделия 10. Специалисту в данной области техники изначально понятно, что могут быть также использованы и другие способы, с помощью которых можно выполнить 3D-реконструкцию элементов, например, метод сканирования структурированным светом или аналогичные методы.
На стадии М2 способ М предусматривает компилирование машиночитаемого набора данных, который содержит информацию о зафиксированной внешней форме изделия 10. Набор данных может также содержать дополнительную информацию, например, о массе, распределении массы и/или конфигурации уплотнения продукта 10. Кроме того, набор данных может содержать информацию, например, об особых требованиях по защите изделия 10, таких как чувствительность изделия 10 к ударам или иным механическим воздействиям, допустимый диапазон температур или характеристики особой защитной среды с заданным диапазоном предельных давлений.
На основе оцифрованной и необязательно дополнительно обработанной модели изделия 10, а также на основе заданных требований по его защите, может быть смоделирован оптимизированный контейнер 1, рассчитанный на компьютере 11 с помощью автоматизированных алгоритмов. Для этого может быть использован, например, метод конечных элементов. С помощью таких методов могут быть определены действия силы, траектории действия нагрузок и пр. внутри контейнера 1; и на основе этих данных может быть рассчитан оптимальный с геометрической и структурной точки зрения вариант осуществления контейнера 1 под конкретное заранее заданное изделие 10.
Далее на стадии М3 описываемого способа осуществляется аддитивное изготовление контейнера 1. Эта операция предусматривает нанесение слоями, ожижение и последующее отверждение пластичного материала 3, такого как АБС, металл, металлический сплав, металлизированный материал и/или сочетание указанных материалов, что осуществляется под управлением компьютера на основе скомпилированного набора данных. В соответствии с используемой технологией аддитивного производства пластичный материал 3 может сначала ожижаться, а затем наноситься; или же сначала наноситься, а после этого ожижаться. Пластичный материал 3 последовательно наносится наслаивающимися друг на друга слоями таким образом, что образуется контейнер 1 с внутренней структурой, охватывающей приемную камеру 2, которая подогнана под внешнюю форму изделия 10. В приемную камеру 2 помещается изделие 10 (на фиг. 3 изделие 10 для ясности обозначено пунктирными линиями).
Для аддитивного изготовления контейнера 1 пластичный материал 3 подается в устройство 100 трехмерной печати, как это показано на фиг. 2. Для этого пластичный материал 3 может представлять собой, например, порошок. Настоящее изобретение изначально предлагает различные способы ожижения пластичного материала 3, в которых на нанесенный пластичный материал может быть целенаправленно оказано локальное тепловое воздействие. Наибольший эффект обеспечивает использование лазеров и/или пучков частиц (например, пучков электронов), поскольку в этом случае тепло может генерироваться управляемым способом и целенаправленно подаваться в точно заданные точки. Соответственно, способ аддитивного изготовления может быть выбран из группы, включающей в себя, например, селективное лазерное спекание, селективное лазерное плавление, селективное спекание пучком электронов и селективное плавление пучком электронов или иной способ подобного рода. Однако, в принципе, может быть использован любой способ аддитивного производства. Ниже в качестве примера будет описан способ М, использующий селективное лазерное плавление (SLM), в котором пластичный материал 3 наносится в виде порошка на рабочую платформу 16 и целенаправленно ожижается локальным лазерным излучением с помощью лазерного луча 13, в результате чего после охлаждения получается цельный контейнер 1.
Источник энергии в виде лазера 19, такого как Nd:YAG лазер, посылает лазерный луч 13 локально избирательным образом на конкретную часть поверхности порошкообразного пластичного материала 3, который располагается на рабочей платформе 16 в рабочей камере 17. Для этого может быть предусмотрен оптический дефлектор или модуль сканера, такой как подвижное или наклонное зеркало 14, которое, в зависимости от положения своего наклона, преломляет лазерный луч 13 и направляет его на конкретную часть поверхности порошкообразного пластичного материала 3. Пластичный материал 3 нагревается в точке падения лазерного луча 13 так, что частицы порошка локально расплавляются и спекаются при охлаждении. В зависимости от цифровой модели контейнера 1, созданной 3D-сканером, которая в необязательном варианте может быть подвергнута дополнительной обработке, лазерный луч 13 сканирует поверхность порошка. После селективного плавления и локального спекания частиц порошка в поверхностном слое пластичного материала 3 лишний не спекшийся пластичный материал 3 может быть утилизирован. Затем рабочая платформа 16 опускается с помощью опускающего поршня 18 (см. стрелку на фиг. 2), после чего новая порция пластичного материала 3 пересыпается из бункера 15 для порошка или иного подходящего устройства в рабочую камеру 17. Для ускорения процесса плавления пластичный материал 3 может быть предварительно нагрет инфракрасным излучением до рабочей температуры, которая немного не доходит до точки плавления пластичного материала 3. Таким образом, по результатам итерационного генеративного процесса конструирования может быть изготовлен трехмерный контейнер 1, полученный спеканием или методом «печати» и выполненный из агломерированного пластичного материала 3. В этом случае уже изготовленная часть контейнера 1 может опираться на прилегающий порошкообразный пластичный материал 3. Непрерывное движение рабочей платформы 16 вниз приводит к послойному формованию модели контейнера 1.
Ниже описан один из вариантов осуществления контейнера 1 в привязке к фиг. 3, который представлен исключительно для примера, и который может быть выполнен с помощью способа М, указанного выше. Контейнер 1 формуется с внешним корпусом 8, который состоит из двух половинок, соединяемых друг с другом (см. стрелки на фиг. 3) и полностью охватывающих помещенное внутрь изделие 10 при их смыкании. Корпус 8 может быть выполнен с возможностью повторного закрытия, например, с помощью обычных вспомогательных средств, известных любому специалисту в данной области техники, таких как соединители нажимного действия, защелки или штепсельные соединения или иные запорные приспособления подобного рода (не показаны). Запорные приспособления, возможно необходимые уплотнения и дополнительные функциональные элементы могут быть напечатаны непосредственно в ходе аддитивного процесса изготовления заодно с контейнером 1. Например, контейнер 1 может быть выполнен в виде герметичного футляра. Соответственно, в контейнер 1 могут быть встроены соответствующие средства изменения и проверки давления. Это может быть сделано также и в ходе процесса 3D-печати без необходимости выполнения каких-либо дополнительных операций. Как показано на фиг. 3, на контейнере 1 сформованы четыре направляющие для вертикальной укладки, с помощью которых множество контейнеров 1 этого типа может быть уложено один поверх другого.
Контейнер 1, показанный на фиг. 3, характеризуется полой внутренней структурой 4 внутри корпуса 8; при этом указанная внутренняя структура содержит множество соединенных друг с другом опорных элементов 7, которые выполнены заодно с корпусом 8. Толщина опорных элементов 7 уменьшается от наружного края к центру. Приемная камера 2, заданная внутренним контуром внутренней структуры 4, имеет такие размеры, которые позволяют поместить изделие 10 в указанную приемную камеру 2 и, следовательно, в контейнер 1 таким образом, чтобы была обеспечена его неподвижная посадка. Для закрепления изделия 10 в контейнере 1 формуется множество штыреобразных установочных элементов 6, показанных на фиг. 3, каждый из которых выполнен с возможностью фиксации изделия 10 в точках 5 крепления, предусмотренных для этого на изделии 10, что обеспечивает дополнительную фиксацию указанного изделия в приемной камере 2. Как установочные элементы 6, так и сама внутренняя структура 4 могут быть выполнены упругими, и поэтому изделие 10 может быть защищено от внешних механических воздействий, таких как удары или вибрации, самым оптимальным образом. Как компоновка и форма внутренней структуры 4, то есть, в частности, опорных элементов 7, так и схема расстановки установочных элементов 6 могут быть сконфигурированы здесь с помощью соответствующих автоматизированных алгоритмов оптимизации. Например, в этот алгоритм может быть включена масса и/или распределение массы изделия 10 для того, чтобы получить такие точки крепления и демпфирующие свойства внутренней структуры 4 и опорных элементов 7, которые обеспечивали бы максимальную эффективность. Из этого специалист в данной области техники может сделать непосредственный вывод о том, что проиллюстрированный вариант геометрического решения внутренней структуры 4 представлен исключительно для примера, и что для конкретной сферы применения предпочтительными могут быть другие варианты внутренней структуры 4. Например, эффективным может оказаться решение с твердотельной внутренней структурой 4 без каких-либо полых образований. В других сферах применения предпочтительно, чтобы внутренняя структура 4 была выполнена из вспененного или псевдовспененного материала без использования отдельных опорных элементов 7.
Более того, при формировании контейнера 1 и его внутренней структуры 4 могут быть приняты во внимание особые требования по защите изделия 10. Например, с учетом конкретных требований по защите могут быть оптимизированы конкретные характеристические изменяемые параметры внутренней структуры 4. Следовательно, под конкретные требования рассматриваемого варианта, т.е. требования описываемого изделия или технического прибора, могут быть подогнаны, например, такие параметры, как теплопроводность, электропроводность, проницаемость, пористость, устойчивость к химическим воздействиям, упругость, твердость, твердость после наклепа и/или прочность или прочие параметры внутренней структуры 4. В данном случае автоматизированный способ М согласно настоящему изобретению имеет существенное преимущество над обычными методами.
С помощью способа согласно настоящему изобретению может быть полностью изготовлен контейнер 1, предназначенный для высокотехнологичных и дорогостоящих технических приборов и выполненный как единое целое в ходе одного процесса печати без дополнительных затрат или даже необходимости применения какого-либо ручного труда. Для этого изделие 10, которое должно помещаться внутрь контейнера 1, сканируется всего один раз, и на основании полученных данных рассчитывается геометрическая конфигурация контейнера 1 с учетом заданных ограничений, что также делается всего один раз. После создания или получения соответствующей 3D-модели соответствующий контейнер 1 может быть напечатан в любой момент времени и в любом месте с помощью соответствующим образом оснащенного устройства 3D-печати; при этом отпечатанный контейнер будет иметь идеальную форму и оптимальную толщину.
Описанные способы и контейнеры могут использоваться, в общем, во всех сферах транспортной отрасли, например, в сфере производства дорожных автотранспортных средств, рельсовых транспортных средств или плавучих средств, а также в гражданском строительстве и машиностроении.
В представленном выше подробном описании различные признаки суммированы в одном или более примере осуществления настоящего изобретения для более полного отображения заявленного изобретения. Однако должно быть ясно, что представленное описание носит исключительно иллюстративный, а ни в коем случае не ограничительный характер. Указанное описание охватывает все альтернативные решения, модификации и эквиваленты различных признаков и вариантов осуществления настоящего изобретения. Благодаря экспертным знаниям специалистов в данной области техники, многие другие примеры станут очевидными для них после ознакомления с представленным выше описанием.
Варианты осуществления настоящего изобретения выбраны и описаны так, чтобы можно было наилучшим образом показать принципы, на которых основано заявленное изобретение, а также возможные сферы его применения на практике. В результате специалисты в данной области техники имеют возможность оптимальным образом модифицировать и использовать настоящее изобретение и различные варианты его осуществления с учетом предполагаемой области их применения. В формуле изобретения и его описании термины «содержащий» и «состоящий» используются в качестве лингвистически нейтрального выражения соответствующего термина «включающий в себя». Кроме того, использование неопределенных артиклей и терминов «один» и «один из» изначально не предполагает исключение множества таких описанных признаков и деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРХИТЕКТУРНО-СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2024 |
|
RU2838894C1 |
| МНОГОМЕРНОЕ ГЕМОСТАТИЧЕСКОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2813067C2 |
| ФАСАДНАЯ ПАНЕЛЬ ДЛЯ ОБЛИЦОВКИ ЗДАНИЙ | 2024 |
|
RU2838893C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ В ФАСАДНОЙ ПАНЕЛИ | 2024 |
|
RU2838892C1 |
| ТЕХНОЛОГИЧЕСКИЕ ФОРМЫ, ИЗГОТОВЛЕННЫЕ НА ОСНОВЕ МОДЕЛИРОВАНИЯ МЕТОДОМ НАПЛАВЛЕНИЯ, ДЛЯ ФОРМОВАНИЯ И ТИРАЖИРОВАНИЯ ОБЪЕКТОВ | 2016 |
|
RU2642654C1 |
| Пригодные для печати композиции, включающие высоковязкие компоненты, и способы создания 3D изделий из этих композиций | 2017 |
|
RU2715224C1 |
| АКТИВИРОВАННАЯ ДРЕВЕСНАЯ МАССА ДЛЯ 3D ПЕЧАТИ | 2021 |
|
RU2762669C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОМОЩЬЮ АДДИТИВНЫХ ТЕХНОЛОГИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2717274C1 |
| 3D-ПЕЧАТЬ АРМИРУЮЩИМИ ВОЛОКНАМИ | 2018 |
|
RU2773665C2 |
| ПРЕЦИЗИОННЫЙ АППЛИКАТОР | 2017 |
|
RU2715468C1 |
Изобретение относится к способу аддитивного изготовления контейнера для хранения и/или транспортировки изделия. Способ предусматривает трехмерную фиксацию внешней формы изделия. Компилирование машиночитаемого набора данных с информацией о зафиксированной внешней форме изделия. Аддитивное изготовление контейнера под управлением компьютера и на основе скомпилированного набора данных. При этом пластичная масса наносится слоями, ожижается и отверждается. Получается контейнер с внутренней структурой, охватывающей приемную камеру, которая подогнана под внешнюю форму изделия. Техническим результатом изобретения является уменьшение продолжительности производственного цикла и низкая сложность технологических установок. 3 н. и 9 з.п. ф-лы, 3 ил.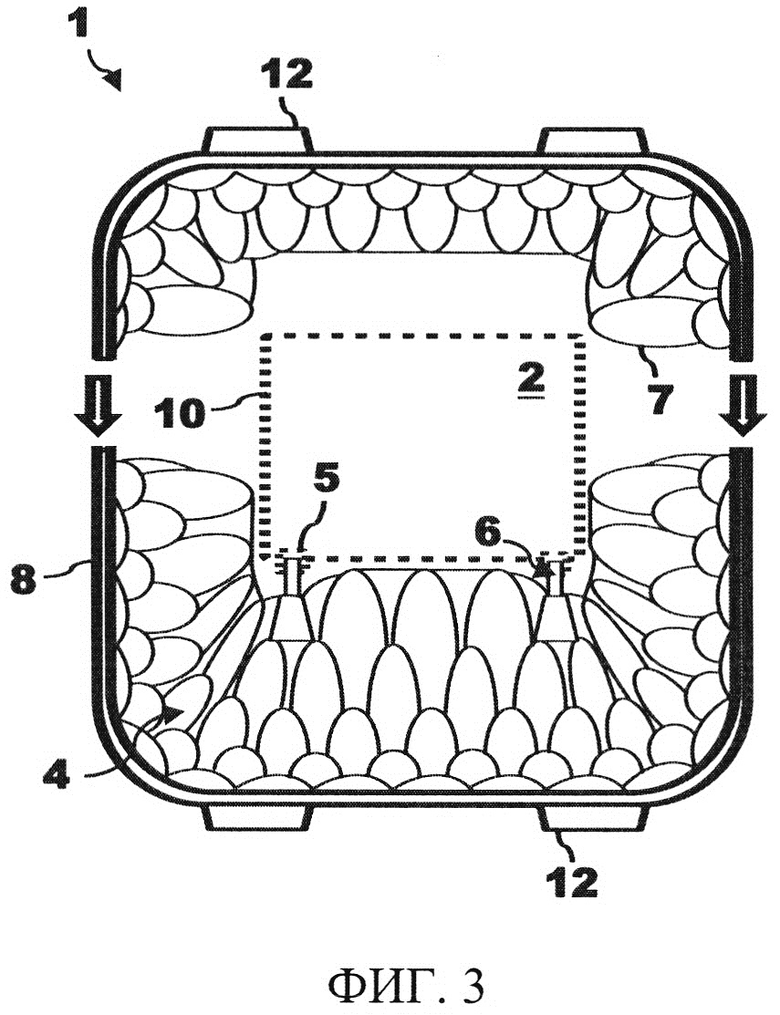
1. Способ аддитивного изготовления контейнера, предусматривающий:
трехмерную фиксацию внешней формы изделия;
компилирование машиночитаемого набора данных, содержащего информацию о зафиксированной внешней форме изделия, а также информацию об особых требованиях по защите изделия; и
аддитивное изготовление контейнера, при котором пластичная масса наносится слоями, ожижается и отверждается, что осуществляется под управлением компьютера на основе скомпилированного набора данных; при этом получается контейнер с внутренней структурой, охватывающей приемную камеру, которая подогнана под внешнюю форму изделия, причем внутренняя структура выполнена таким образом, что конкретные характеристические изменяемые параметры внутренней структуры оптимизированы с учетом требований по защите.
2. Способ по п. 1, в котором набор данных содержит информацию об используемых точках крепления изделия, а внутренняя структура выполнена с установочными элементами, каждый из которых рассчитан на удержание изделия в одной из точек крепления.
3. Способ по п. 2, в котором установочные элементы упруго сформированы во внутренней структуре.
4. Способ по п. 1, в котором внутренняя структура рассчитана, по меньшей мере, или на массу, или на распределение массы изделия.
5. Способ по п. 4, в котором внутренняя структура сформирована с множеством соединенных между собой опорных элементов.
6. Способ по п. 1, в котором конкретные характеристические изменяемые параметры выбираются из группы, включающей в себя такие параметры, как теплопроводность, электропроводность, проницаемость, пористость, устойчивость к химическим воздействиям, упругость, твердость, твердость после наклепа и прочность.
7. Способ по п. 1, в котором внутренняя структура сформирована таким образом, что она обеспечивает неподвижную посадку изделия.
8. Способ по п. 1, в котором внутренняя структура сформирована таким образом, что она полностью охватывает изделие.
9. Способ по п. 1, в котором контейнер выполнен с многосекционным корпусом.
10. Способ по п. 1, в котором контейнер выполнен с возможностью повторного закрывания.
11. Контейнер, изготовленный способом, который предусматривает: трехмерную фиксацию внешней формы изделия;
компилирование машиночитаемого набора данных, содержащего информацию о зафиксированной внешней форме изделия, а также информацию об особых требованиях по защите изделия; и
аддитивное изготовление контейнера, при котором пластичная масса наносится слоями, ожижается и отверждается, что осуществляется под управлением компьютера на основе скомпилированного набора данных; при этом получается контейнер с внутренней структурой, охватывающей приемную камеру, которая подогнана под внешнюю форму изделия, причем внутренняя структура выполнена таким образом, что конкретные характеристические изменяемые параметры внутренней структуры оптимизированы с учетом требований по защите.
12. Машиночитаемый носитель, на котором хранятся исполняемые компьютером команды, которые при их исполнении устройством обработки данных инициируют выполнение этим устройством обработки данных способа, предусматривающего:
трехмерную фиксацию внешней формы изделия;
компилирование машиночитаемого набора данных, содержащего информацию о зафиксированной внешней форме изделия, а также информацию об особых требованиях по защите изделия; и
аддитивное изготовление контейнера, при котором пластичная масса наносится слоями, ожижается и отверждается, что осуществляется под управлением компьютера на основе скомпилированного набора данных; при этом получается контейнер с внутренней структурой, охватывающей приемную камеру, которая подогнана под внешнюю форму изделия, причем внутренняя структура выполнена таким образом, что конкретные характеристические изменяемые параметры внутренней структуры оптимизированы с учетом требований по защите.
| US 2010086721 A1, 08.04.2010 | |||
| Устройство для исследования фазовых переходов веществ в разреженной среде | 1983 |
|
SU1120228A1 |
| WO 2015145346 A1, 01.10.2015 | |||
| УСТРОЙСТВО ФОРМИРОВАНИЯ ТРЕХМЕРНОГО ИЗДЕЛИЯ И СПОСОБ ФОРМИРОВАНИЯ ТРЕХМЕРНОГО ИЗДЕЛИЯ | 2006 |
|
RU2417890C2 |

