Заявляемая группа изобретений относится к технологии послойного изготовления объектов по цифровой модели путем послойного нанесения материала и может применяться, в частности, при изготовления 3D-объектов с помощью аддитивной технологии.
Одной из широко применяемых в настоящее время аддитивных технологий трехмерной послойной печати является «Моделирование методом наплавления» (MMH/FDM). FDM технология включает следующие этапы: разделение трехмерной цифровой модели на множество тонких плоских слоев, составление программы производства каждого такого слоя, включающей множество линейных перемещений печатающей головки с подачей материала. Совокупность программ производства каждого слоя объединяется в программу производства объекта в целом и передается в систему аддитивного производства, которая создает объект слой за слоем по данной программе. Каждый слой наносят поверх предыдущего слоя, пока объект не будет полностью построен. Вспомогательный материал может использоваться для поддержки нависающих элементов объекта.
Известны системы и способы аддитивного производства трехмерных объектов, основанные на послойном изготовлении объектов на плоских рабочих поверхностях (подложках) путем экструзии текучего (термопластичного) материала. Материал для моделирования зкструдируется через экструзионный наконечник, переносимый экструзионной головкой, и наносится в виде последовательности дорожек на подложку в плоскости X-Y. Экструдированный материал для моделирования плавится и затвердевает при падении температуры. Положение экструзионной головки относительно подложки затем увеличивается вдоль оси Z (перпендикулярно плоскости X-Y), и затем процесс повторяется, чтобы сформировать трехмерную модель, напоминающую цифровое представление (например, заявка США US 2013224423, дата публикации 29.08.2013 г, STRATASYS INC.).
Хотя известные способы послойного изготовления изделий и обеспечивают формирование 3D-объектов, однако существуют ограничения, связанные с невысокой прочностью изделий по вертикали, сравнимую с прочностью изделия в горизонтальной плоскости, т.к. связывание полимера между слоев хуже, чем внутри слоя.
Для решения этой проблемы были созданы аддитивные технологии, в которых материалы наносятся на цилиндрические рабочие (приемные) поверхности.
Так, известен 3D-принтер, содержащий приемную цилиндрическую поверхность, вращающуюся вокруг своей оси, аппликатор, выполненный с возможностью нанесения материала на эту поверхность, причем аппликатор и приемная цилиндрическая поверхность смещаются относительно друг друга в направлении, поперечном оси вращения. Контроллер, являющийся частью 3D-принтера, принимает программу производства объекта, причем инструкции представлены в виде множества линейных (или угловых) перемещений по каждой из осей 3D-принтера. При этом контроллер координирует вращение приемной цилиндрической поверхности, смещение аппликатора относительно нее и нанесение материала аппликатором, одновременное перемещение по которым печатающей головки и производимого объекта приводит к формированию пространственных (изогнутых) слоев материала. Последовательное нанесение 3D-принтером таких слоев различной формы приводит к образованию объекта (заявка США US 2012165969 A1, дата публикации 28.06.2012 г., Zydex Pty Ltd.).
Способ изготовления изделий в соответствии с известным аналогом заключается в определении по 3D-модели объекта программы его производства для устройства, причем эта программа содержит множество изогнутых слоев материала, которые должны последовательно наноситься устройством. Данная программа передается в устройство для печати, которое производит нанесение материала на приемную цилиндрическую поверхность плоскими слоями.
К недостаткам технологии Zydex Pty Ltd. можно отнести высокую трудоемкость производства объектов и ограничения по форме производимых объектов, обусловленную необходимостью печати на заранее изготовленной приемной цилиндрической поверхности, которая становится частью объекта и нуждается в дальнейшей механической обработке или удаляется определенным образом. Хотя печатаемый таким образом объект состоит из изогнутых слоев, он не получает прироста в прочности, так как каждый слой по-прежнему состоит из коротких линий материала.
Известно устройство для изготовления объектов, содержащее приемную цилиндрическую поверхность для приема слоев материала, привод для вращения стержня и печатающую головку для нанесения материала на приемную цилиндрическую поверхность для формирования объекта, при этом приемная цилиндрическая поверхность закреплена в роторном патроне с цангой. Способ изготовления объекта включает нанесение материала печатающей головкой на стержень, вращение стержня, перемещение печатающей головки в направлении, параллельном продольной оси стержня и последующее удаление цилиндрической рабочей поверхности после изготовления объекта (заявка США US 2016096323 А1, дата публикации 07.04.2016 г., Tyco Electronics Corp.).
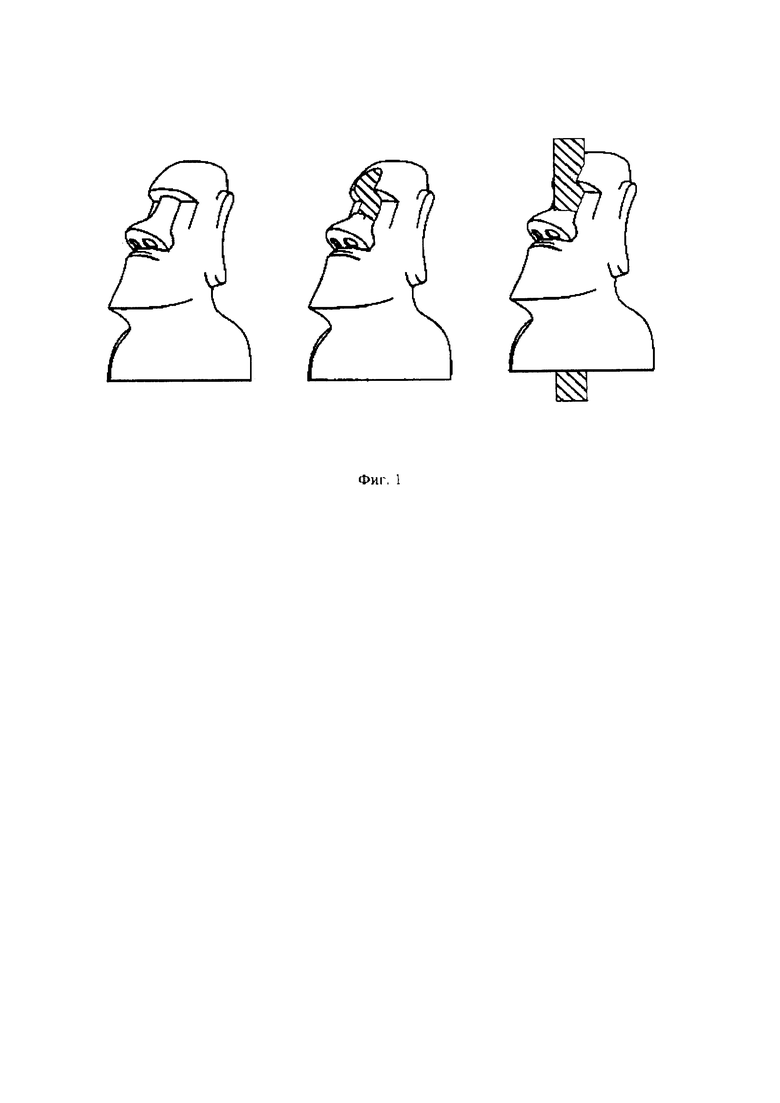
Недостатком известного устройства и способа изготовления объектов Tyco Electronics Corp. является отсутствие возможности изготовить рабочий стержень с помощью печатающей головки, поскольку используется только готовый стержень, что приводит к необходимости последующей дополнительной обработки уже изготовленных изделий. Хотя описанный способ изготовления и получает прочные слои, после производства изделия требуют механической обработки концов рабочего стержня, которые выступают за границы изделия (см. фиг. 1). Это повышает трудоемкость производства объектов и вносит ограничения по их форме.
Известен способ изготовления объектов, включающий управление контроллером механизмом вращения приемной цилиндрической поверхности, закрепленной в пределах, по меньшей мере, двух опор, формирование слоев множеством эжекторов, расположенных в каждой из, по меньшей мере, двух печатающих головок, снабженных разными материалами на вращающейся приемной цилиндрической поверхности, работу контроллера, по меньшей мере, с одним исполнительным механизмом, функционально связанным с, по меньшей мере, двумя печатающими головками и устройством отверждения, обеспечивающим перемещение каждой из печатающих головок и устройства отверждения независимо друг от друга в направлении, параллельном оси вращения цилиндрической рабочей поверхности, чтобы обеспечить формирование и отверждение слоев на вращающейся цилиндрической рабочей поверхности (заявка США US 2018244033 А1, дата публикации 30.08.2018 г., Xerox Corp.).
Недостатком описанного способа изготовления трехмерных объектов Xerox Corp. является высокая трудоемкость производства объектов и ограничения по форме производимых объектов, обусловленная необходимостью печати на заранее изготовленной приемной цилиндрической поверхности, которая или становится частью объекта и нуждается в дальнейшей механической обработке или удаляется определенным образом. При этом производимый объект должен быть обязательно больше по толщине и меньше по длине, чем цилиндрическая рабочая поверхность. При этом способ предполагает производство изделий только цилиндрической формы (тел вращения), что ограничивает номенклатуру производимых объектов.
Известен 3D-принтер, содержащий рабочую поверхность для печати, выполненную с возможностью вращения вокруг своей оси, печатающую головку, расположенную рядом с рабочей поверхностью и направленную перпендикулярно к ней, причем печатающая головка выполнена с возможностью нанесения материала, используемого для изготовления объекта, по меньшей мере, на часть рабочей поверхности, или нагреваемого элемента, размещенного, по меньшей мере, на части рабочей поверхности, и основание, расположенное рядом с печатающей головкой и контактирующее с поверхностью печати, причем основание выполнено с возможностью перемещения в прямом, обратном и боковом направлениях относительно печатающей головки (заявка США US 20160318247 А1, дата публикации 03.11.2016 г., Warsaw Orthopedic Inc.).
Недостатком описанного 3D-принтера Warsaw Orthopedic Inc., являются ограничения по форме производимых объектов, обусловленные необходимостью печати на заранее изготовленной поверхности, которая должна быть удалена в последствии, при этом велика вероятность повреждения напечатанного объекта. Warsaw Orthopedic Inc. не рассматривает возможность создания геометрически сложных объектов.
В качестве ближайшего аналога для заявляемой группы изобретений выбрано устройство аддитивного производства («токарный станок») и реализуемый им способ формирования объектов по цилиндрическим координатам (R, Theta (тета), Z). Известное устройство содержит заготовку из круглого в сечении стержня, печатающую головку, экструдер, моторную установку, имеющую шаговый двигатель, который управляет вращением заготовки вокруг оси тета, второй шаговый двигатель, управляющий перемещением экструдера в направлении оси Z и третий шаговый двигатель, контролирующий перемещение экструдера вдоль заготовки по радиальной оси во время вращения заготовки вокруг оси тета (заявка США US 2018297280 А1, дата публикации 18.10.2018 г., Elizabeth Silvestro).
Известное устройство Elizabeth Silvestro реализует способ аддитивного производства, включающий размещение заготовки в виде круглого стержня в моторной установке, имеющей шаговый двигатель с тета-осью, который управляет вращением заготовки вокруг тета-оси, нанесение материала экструдером на заготовку под управлением шагового двигателя оси z и, по меньшей мере, одного шагового двигателя радиальной оси, которые вместе управляют движением экструдера в направлении оси z и направлении радиальной оси вдоль заготовки, когда заготовка вращается шаговым устройством тета-оси, а также управление работой шагового двигателя оси тета, шагового двигателя оси z и, по меньшей мере, одного шагового двигателя радиальной оси для нанесения материала экструдером на заготовку по модели объекта, предоставленной в цилиндрических координатах.
Недостатком известных устройства и способа является необходимость в последующей обработке произведенных изделий, поскольку используется только готовый стержень-заготовка, который выступает за края изделия, отсутствует возможность изготовить стержень с помощью печатающей головки. Хотя описанный способ изготовления и получает прочные слои, после производства изделия требуют механической обработки концов рабочего стержня, которые выступают за границы изделия.
В качестве ближайшего аналога для заявляемой группы изобретений выбрано устройство для аддитивной печати трехмерных объектов и реализуемый им способ формирования объектов. Устройство содержит печатающую головку для для экструдирования первого материала, резервуар с жидким или гранулированным вторым материалом и плоскую приемную поверхность, установленную в резервуаре, причем печатающая головка и плоская приемная поверхность могут быть закреплены на манипуляторах с возможностью перемещения по трем линейным координатам и совершения угловых перемещений вокруг одной, двух или трех осей. Манипулятор содержит плоскую приемную поверхность, одну или более телескопические секции и соединенные с секциями поворотные соединения, на которых установлена приемная поверхность (международная заявка WO 2016019435 А1, дата публикации 11.02.2016 г., LAING O'ROURKE AUSTRALIA PTY LIMITED).
Ближайший аналог реализует способ аддитивного производства, включающий нанесение нитей материала кольцами, а не спиралями (ненавиваются). Изделие выращивается непосредственно на плоской приемной поверхности, в результате чего возникает риск отрыва изделия от приемной поверхности в процессе печати по плоскости раздела между ними.
К недостаткам ближайшего аналога можно отнести невысокую прочность изготавливаемых изделий и то, что этапы печати трехмерного объекта, включая печать пространственных слоев с вращением плоской приемной поверхности, происходят в среде вспомогательного материала («второго материала»), что повышает трудоемкость производства и ограничивает объем рабочей зоны.
Необходимость в усовершенствованных 3D-принтерах и способах трехмерной печати является общепризнанной. В частности, есть необходимость устранения следующих недостатков: использование поддерживающей оснастки, низкая прочность изделий и точность их изготовления, необходимость постобработки напечатанных изделий - удаления оснастки, выходящей за границы контуров изделий (см. фиг. 1), что делает такие объекты непригодными для серийного производства и конечного использования.
Технической проблемой, решение которой обеспечивается заявляемой группой изобретений, является создание функциональных изделий методом аддитивного производства на печатающем устройстве (3D-принтере), в частности печати изделий криволинейными слоями, которая ведется на приемную поверхность, которая может быть готовым стержнем (цилиндрической поверхностью) или готовым сердечником, который становится частью конечного изделия, или готовым самовоспроизводимым сердечником, который становится частью конечного изделия, без снижения качества готовых изделий и без дополнительной финишной обработки.
Технический результат изобретения заключается в повышении прочности получаемых изделий, не требующих дополнительной обработки.
Технический результат достигается тем, что способ аддитивного производства трехмерных объектов, включающий стадии, на которых а) создают цифровую трехмерную модель указанного объекта, разбивают модель на
сердечник изделия и тело изделия, послойно разделяют их на плоские и криволинейные слои соответственно и готовят данные построения; b) после этого направляют данные построения в управляющее устройство; с) настраивают положение изделия относительно приемной поверхности (10); d) подают материал, который необходим для этого процесса; е) определяют нулевые координаты положения печатающей головки (2) по оси X, устройства перемещения (13) по оси Z и первого конструктивного элемента (12) вокруг оси X узла (9) для размещения приемной поверхности (10); f) приводят приемную поверхность (10) в горизонтальное положение, согласно изобретению g) на приемной поверхности изготавливают первую часть подложки (26), огибающую боковую поверхность приемной поверхности (10); h) меняют положение приемной поверхности (10) на вертикальное; i) изготавливают вторую часть подложки (27) на первой части подложки (26); j) изготавливают сердечник (28) на второй части подложки (27); k) меняют положение приемной поверхности (10) на горизонтальное; 1) изготавливают тело изделия (30), нанося материал на сердечник (28) криволинейными слоями.
Технический результат достигается также тем, что устройство (1) аддитивного производства трехмерных объектов содержит, по меньшей мере, одну печатающую головку (2) для подачи материала, выполненную с возможностью перемещения по оси X и/или по оси Y; по меньшей мере, одну направляющую (6) для перемещения печатающей головки (2) по оси X; по меньшей мере, две направляющие (7, 8) для перемещения печатающей головки (2) по оси Y, выполненные с возможностью расположения по разные стороны от печатающей головки (2) поперек, по меньшей мере, одной направляющей (6) для перемещения печатающей головки (2) по оси X; узел (9), предназначенный для размещения приемной поверхности (10) и приемную поверхность (10) для приема материала, подаваемого из печатающей головки (2); при этом узел (9) для размещения приемной поверхности (10) содержит первый конструктивный элемент 12 и снабжен устройством перемещения (13) по оси Z,
перпендикулярной плоскости X-Y; причем первый конструктивный элемент (12) выполнен с возможностью вращения вокруг оси X; а приемная поверхность (10) установлена на первом конструктивном элементе (12) с возможностью вращения вокруг оси Z, согласно изобретению устройство (1) дополнительно содержит, по меньшей мере, один двигатель (3) для подачи материала; по меньшей мере, два двигателя (4, 5) для перемещения печатающей головки (2), при этом узел (9) для размещения приемной поверхности (10) дополнительно содержит, по меньшей мере, второй конструктивный элемент (11) с одной стороны закрепленный на устройстве перемещения (13), а с противоположной стороны подвижно соединенный с первым конструктивным элементом (12), по меньшей мере, один двигатель (14) для перемещения по оси Z, по меньшей мере, две направляющие (15, 16) для перемещения по оси Z, по меньшей мере, один двигатель (17) для вращения первого конструктивного элемента (12) вокруг оси X и, по меньшей мере, один двигатель (18) для вращения приемной поверхности (10) вокруг оси Z, а приемная поверхность (10) имеет цилиндрическую форму.
В другом частном случае приемная поверхность (10) может быть установлена с возможностью съема.
В другом частном случае приемная поверхность (10) может быть установлена в захватном устройстве (19).
В другом частном случае устройство (1) может содержать катушку (20) расходного материала.
В другом частном случае устройство (1) может содержать блок подогрева (21) рабочего объема устройства (1).
В другом частном случае двигатель (17) может быть установлен на втором конструктивном элементе (11).
В другом частном случае второй конструктивный элемент (11) может содержать шкив (22), соединенный с двигателем (17) с помощью кольцевого ремня (23).
В другом частном случае шкив (22) может быть соединен с первым конструктивным элементом (12).
В другом частном случае двигатель (18) может быть установлен на первом конструктивном элементе (12).
В другом частном случае первый конструктивный элемент (12) может содержать шкив (24), соединенный с двигателем (18) с помощью кольцевого ремня (25).
В другом частном случае, по меньшей мере, один двигатель (3) может быть установлен на печатающей головке (2).
Настоящая группа изобретений поясняется чертежами (фиг. 1-12), однако примеры реализации способа аддитивного производства изделий и устройства для его осуществления, не являются единственно возможными, но наглядно демонстрируют возможность достижения заявленного технического результата. При этом приведенные примеры выполнения заявленной группы изобретений не ограничивают возможностей ее осуществления и не являются исчерпывающими.
На чертежах показаны:
На фиг. 1 - изготовленные (напечатанные) изделия: а) - в соответствии с заявленным изобретением; b) и с) - изделия, изготовленные по технологиям-аналогам.
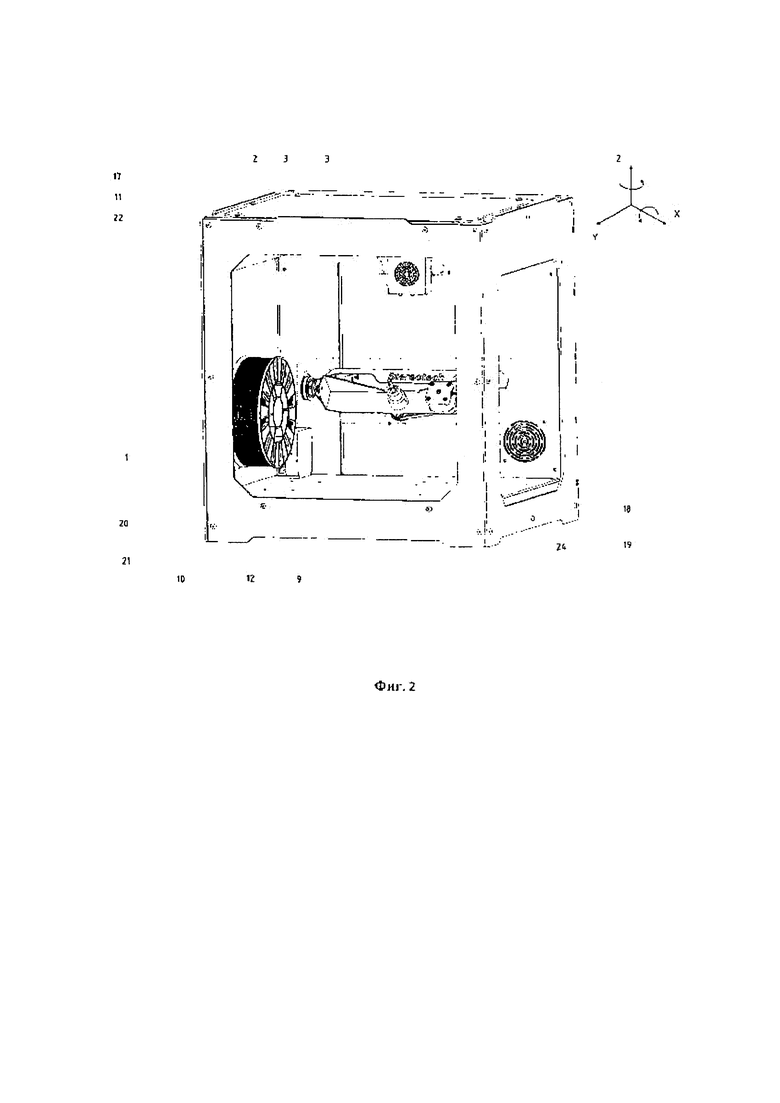
На фиг. 2 - вид спереди на 3D-принтер.
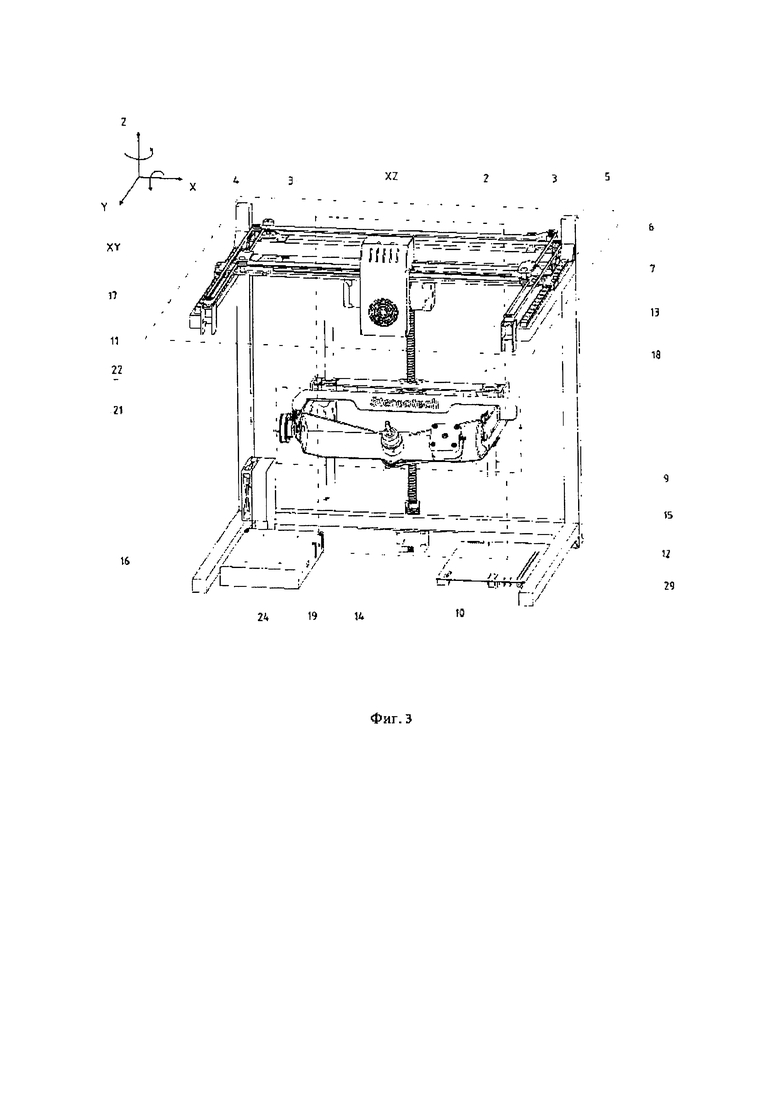
На фиг. 3 - вид спереди на 3D-принтер без стенок корпуса.
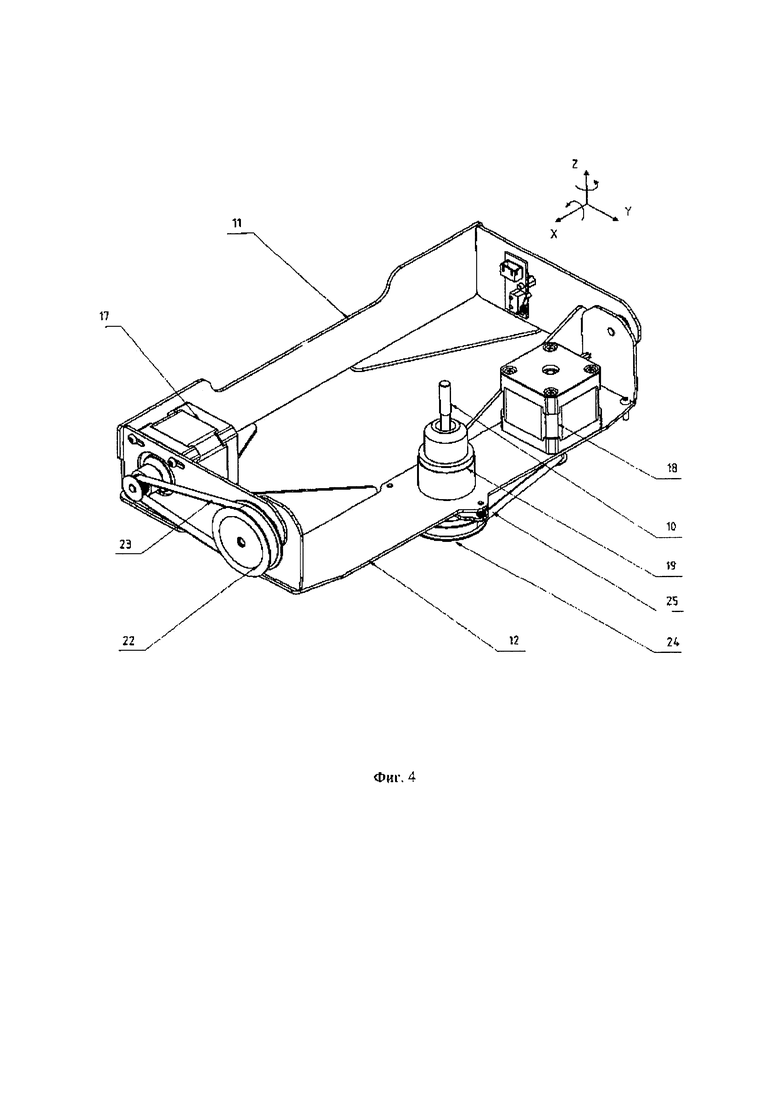
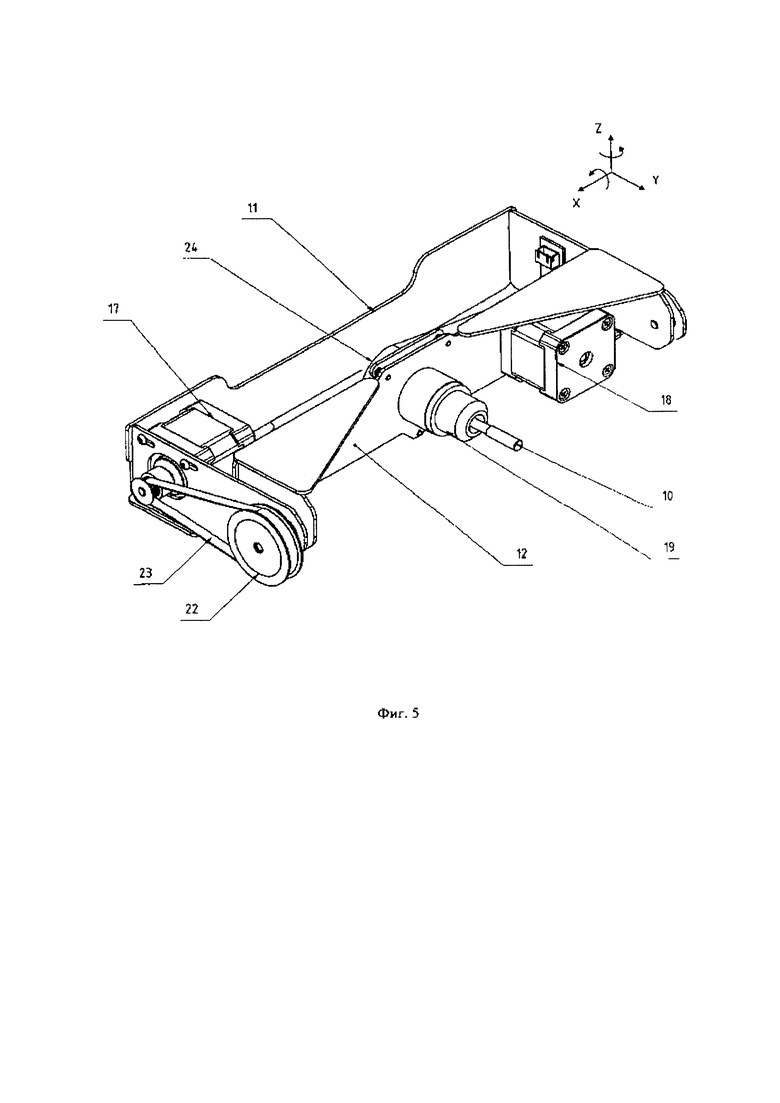
На фиг. 4 и 5 - узел (9) с различными положениями приемной поверхности (10).
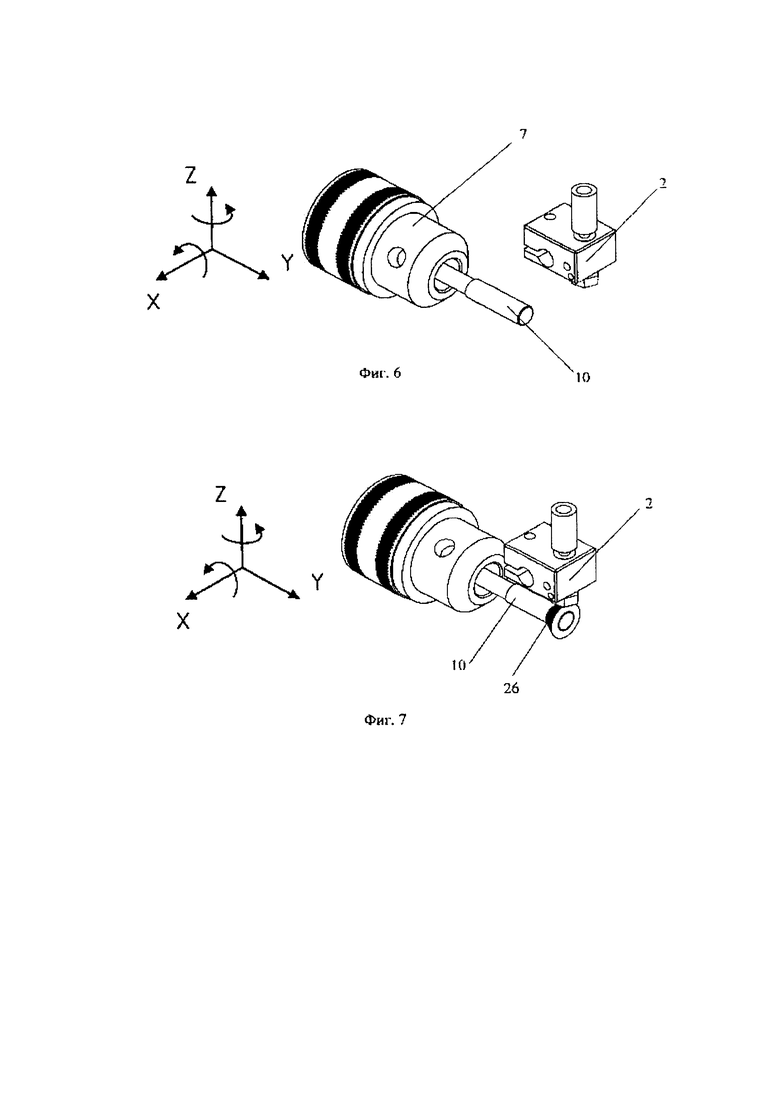
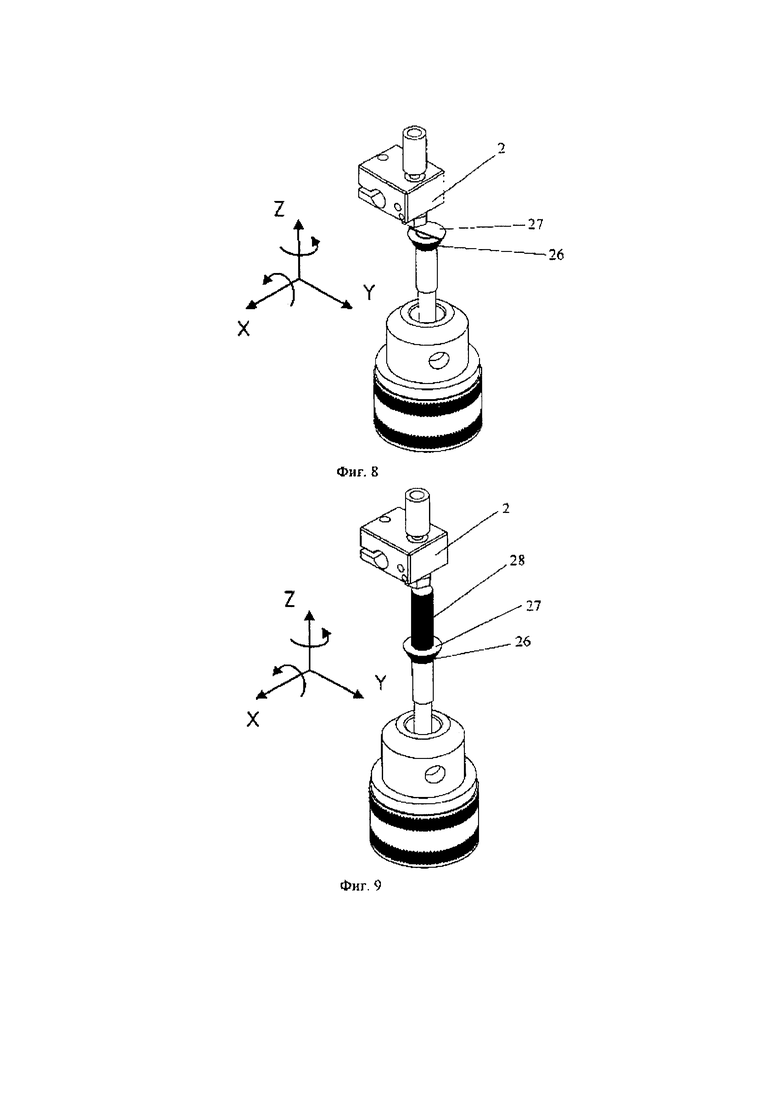
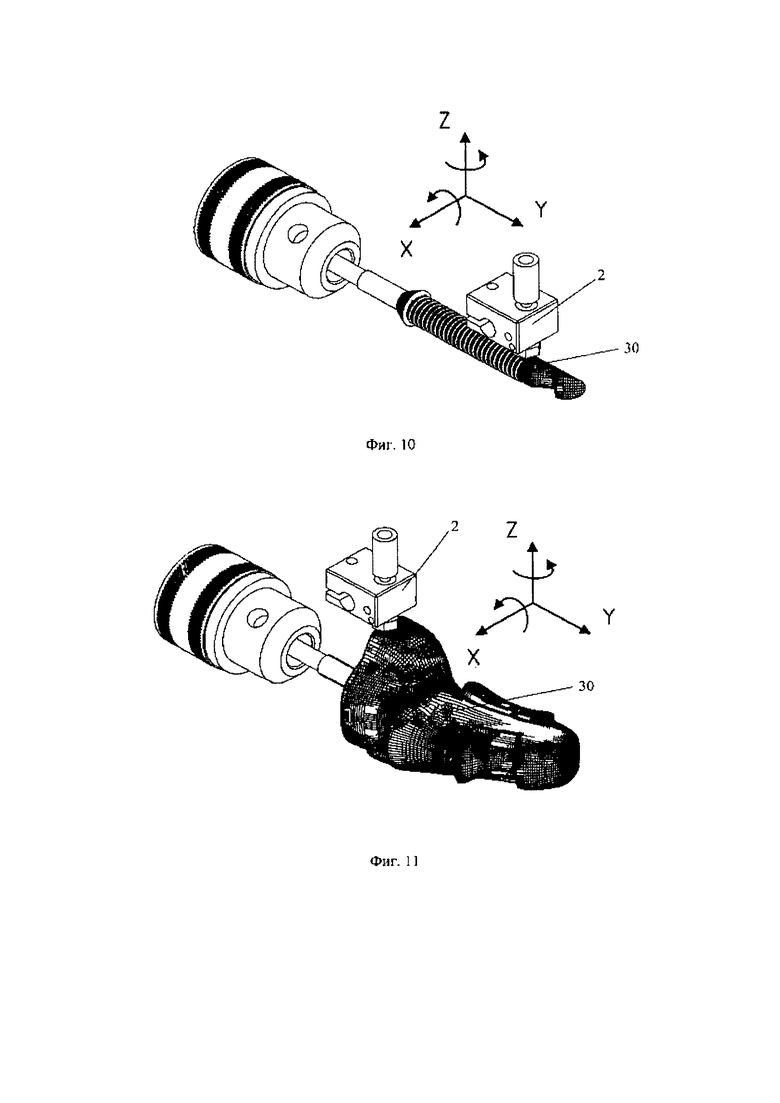
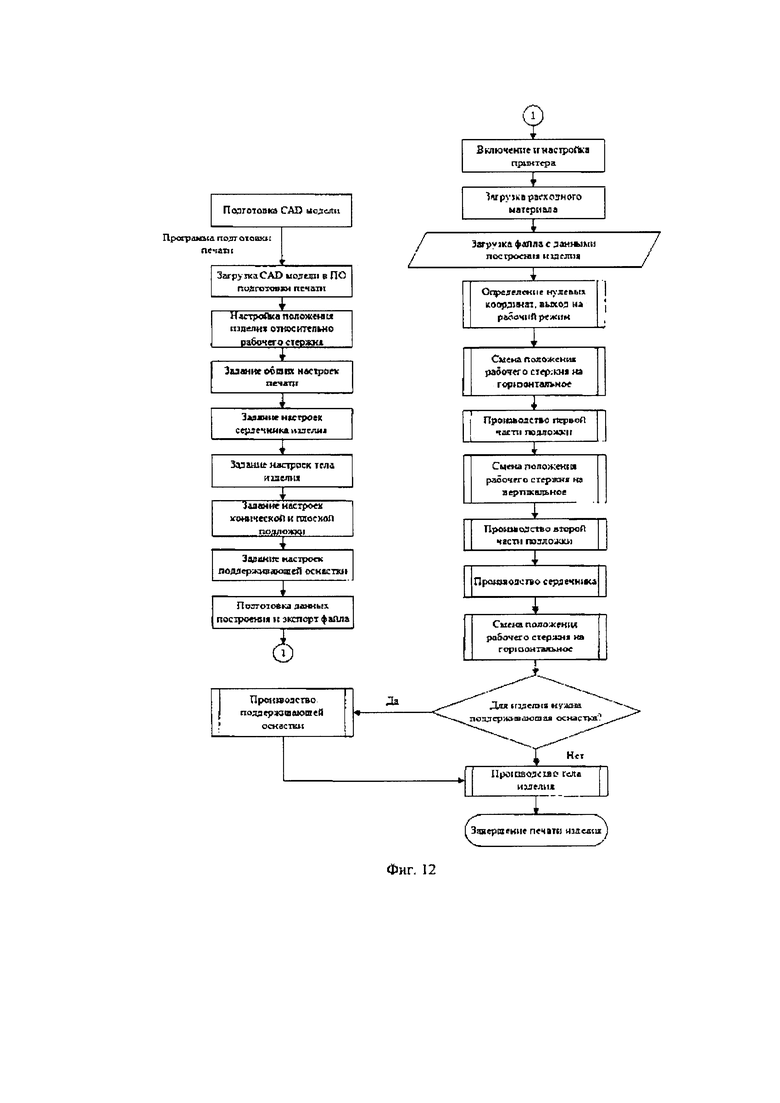
На фиг. 6-11 - стадии производства изделия по заявляемому способу на заявленном устройстве.На фиг. 12 - блок-схема реализации заявленного способа изготовления объектов.
Позициями на фигурах обозначены:
1 заявляемое устройство аддитивного производства трехмерных объектов,
2 печатающая головка,
3 двигатель для подачи материала,
4 двигатель для перемещения печатающей головки (2),
5 двигатель для перемещения печатающей головки (2),
6 направляющая для перемещения печатающей головки (2) по оси X,
7 направляющая для перемещения печатающей головки (2) по оси Y,
8 направляющая для перемещения печатающей головки (2) по оси Y,
9 узел для размещения приемной поверхности (10) цилиндрической формы,
10 приемная поверхность цилиндрической формы,
11 второй конструктивный элемент узла (9),
12 первый конструктивный элемент узла (9),
13 устройство перемещения узла (9) по оси Z,
14 двигатель устройства перемещения (13) по оси Z,
15 направляющая для перемещения устройства перемещения (13),
16 направляющая для перемещения устройства перемещения (13),
17 двигатель элемента (12),
18 двигатель приемной поверхности (10),
19 захватное устройство,
20 катушка с расходным материалом,
21 блок подогрева рабочего объема устройства (1),
22 шкив элемента (11),
23 кольцевой ремень шкива (22),
24 шкив элемента (12),
25 кольцевой ремень шкива (24),
26 первая часть подложки,
27 вторая часть подложки,
28 сердечник,
29 тело изделия.
Согласно изобретению устройство 1 (3D-принтер) служит для построения материальных объемных изделий методом аддитивного производства. 3D-принтер в одном из конкретных вариантов выполнения содержит расположенные в корпусе (фиг. 2) печатающую головку 2 для подачи термопластичного материала, которая выполняется с возможностью перемещения по оси X и/или по оси Y (в т.ч. с возможностью перемещения в плоскости X-Y). Устройство 1 содержит два двигателя 3 для подачи материала, которые установлены на печатающей головке 2. Устройство также содержит два двигателя 4 и 5 для перемещения головки 2, а также одну направляющую 6 для перемещения печатающей головки 2 по оси X и двумя направляющими 7 и 8 для перемещения печатающей головки 2 по оси Y (фиг. 2 и 3). Направляющие 7 и 8 расположены по разные стороны от печатающей головки 2 поперек направляющей 6 (фиг. 3).
Заявляемое устройство 1 содержит приемную поверхность 10 для приема (навивки, наложения) материала, подаваемого из печатающей головки 2 (фиг. 2-11). В частном случае изобретения приемная поверхность 10 выполнена цилиндрической. В качестве приемной поверхности 10 может быть использован, например, стержень.
Приемная поверхность размещается в узле 9 для размещения приемной поверхности 10 (фиг. 2-5). Узел 9 выполнен в виде первого и второго соединенных конструктивных элементов 12 и 11 соответственно и снабжен устройством перемещения 13 по оси Z, перпендикулярной плоскости X-Y. Приемная поверхность 10 установлена на первом конструктивном элементе 12 с возможностью вращения вокруг оси Z и с возможностью съема, например, в захватном устройстве 19, которое может быть выполнено в виде цангового зажима. При этом элемент 12 может быть выполнен, например, в виде качели, а устройство перемещения 13 - в виде каретки. Узел 9 содержит двигатель 14 и две направляющие 15 и 16 для перемещения его по оси Z (фиг. 3).
Второй конструктивный элемент 11 закреплен на устройстве перемещения 13, и подвижно соединен с первым конструктивным элементом 12 (фиг. 4 и 5).
Первый конструктивный элемент 12 выполнен с возможностью вращения вокруг оси X с помощь установленного на втором конструктивном элементе 11 двигателя 17.
Приемная поверхность 10 выполнена с возможностью вращения вокруг оси Z с помощью двигателя 18.
Второй конструктивный элемент 11 содержит шкив 22, который соединен с двигателем 17 с помощью кольцевого ремня 23. Первый конструктивный элемент 12 содержит шкив 24, соединенный с двигателем 18 с помощью кольцевого ремня 25 (фиг. 4 и 5).
Заявляемый 3D-принтер содержит катушку 20 с расходным термопластичным материалом. При этом катушка 20 с расходным материалом может располагаться как внутри, так и за пределами корпуса устройства 1 принтера (фиг. 2).
Заявляемый 3D-принтер содержит блок подогрева 21 рабочего объема устройства 1 (фиг. 3) и контроллер 29 для управления перемещением печатающей головки 2.
Повышение прочности получаемых изделий и отсутствие дополнительной обработки достигается за счет того, что заявляемое устройство за счет перемещения печатающей головки 2 по оси X и по оси Y и перемещения узла 9 размещения приемной поверхности 10 по оси Z, обеспечивает возможность печати сердечника изделия, по форме повторяющего контуры изделия; за счет вращения вокруг оси X обеспечивается автоматический переход от печати сердечника изделия к печати тела изделия; за счет перемещения печатающей головки 2 по оси Y, узла 9 по оси Z и вращения приемной поверхности 10 вокруг оси Z обеспечивает печать криволинейных слоев тела изделия, что позволяет производить прочные изделия без дополнительной обработки.
Повышение прочности получаемых изделий и отсутствие дополнительной обработки достигается за счет того, что в заявляемом способе аддитивного производства трехмерных объектов реализован многоэтапный процесс печати:сердечника изделия, который не выступает за пределы изделия и повторяет его форму, что дает возможность производить изделия без дополнительной обработки; тела изделия, которое изготавливается криволинейными слоями, что повышает прочность изделия.
Заявленный способ реализуется следующим образом (блок-схема производства представлена на фиг. 12).
Перед началом печати на персональном компьютере с помощью графического программного обеспечения, например, Компас 3D, Autodesk Inventor, Autodesk Fusion 360, SolidWorks, Blender, 3ds Max, Google SketchUp формируют цифровую трехмерную модель изготавливаемого объекта, которая должна соответствовать по размерам параметрам принтера, разбивают модель на, послойно разделяют их на плоские и криволинейные слои соответственно и готовят данные построения
После этого сформированную модель загружают в программное обеспечение (ПО) подготовки печати, обеспечивающее разбивку модели на части (сердечник изделия и тело изделия) и послойное разделение этих частей на плоские и криволинейные слои соответственно, при этом слой образуется как результат пересечения поверхности, (например, цилиндрической поверхности) с моделью изделия, при этом каждый последующий слой отличается от предыдущего на толщину слоя (для поверхностей вращения - расстояние между образующей и осью вращения, для поверхностей переноса - смещение вдоль вектора построения), подготовку и генерацию данных построения (кода последовательности перемещений), после чего направляют данные построения в управляющее устройство. Далее настраивают положение изделия относительно приемной поверхности 10 принтера, выбирают тип секущей поверхности. Секущей поверхностью может быть любая кинематическая поверхность (линейчатые, нелинейчатые, вращательные, цикловые, винтовые и другие). После в программе задают общие настройки печати: скорость перемещения печатающей головки 2, температуру охлаждения детали посредством управления режимом работы вентилятора охлаждения изделия, параметры, характеризующие расходный материал и т.д. Под каждый материал выбирают температуру нагревателя для расплавления пластика в печатающей головке 2, температуру нагрева рабочей камеры при печати изделия.
Далее в программе определяют необходимые параметры и условия печати частей изделия (сердечник 28 изделия и тело 30 изделия) и вспомогательных структур (первой части подложки 26 и второй части подложки 27, поддерживающей оснастки).
Для сердечника 28 изделия определяют его размеры, зависящие от выбранной поверхности сечения, толщину плоского слоя печати, толщину сплошной внешней оболочки, плотность внутреннего заполнения сердечника материалом (от 0 - при изготовлении полых изделий, до 100%), шаблон заполнения. ПО определяет форму сердечника 28 как результат пересечения изделия и выбранной поверхности сечения. При этом, если выбранная поверхность сечения - поверхность вращения (например, цилиндрическая), то боковая поверхность сердечника 28 соответствует выбранной поверхности сечения с заданными размерами сердечника (расстоянием от оси вращения до образующей). Нижнее основание сердечника 28 соответствует нижней поверхности изделия, ограниченной боковой поверхностью сердечника 28, а верхнее основание сердечника 28 соответствует верхней поверхности изделия, ограниченной боковой поверхностью сердечника 28.
Для тела 30 изделия задают толщину криволинейного слоя печати, толщину сплошной внешней оболочки, плотность внутреннего заполнения изделия материалом (от 0 - при изготовлении полых изделий, до 100%), шаблон заполнения и необходимость построения поддерживающей оснастки.Для первой и второй части подложки 26 и 27 настраивают шаблон заполнения. ПО автоматически генерирует размер первой и второй части подложки 26 и 27 по размерам сердечника 28. Первая часть подложки 26 служит для удержания изделия на приемной поверхности 10. Вторая часть подложки 27 служит начальной плоскостью построения сердечника 28 изделия.
Для поддерживающей оснастки задают плотность и шаблон заполнения. Она может быть построена из такого же материала, как и само изделие с использованием одного сопла печатающей головки. Поддерживающая оснастка может быть выполнена из другого материала с использованием второго сопла. При этом ПО автоматически генерирует поддерживающую оснастку с зазором относительно печатаемого изделия для обеспечения ее легкого удаления с поверхности готового изделия.
Далее, программное обеспечение подготавливает данные построения, представленные в виде компьютерного языка команд, например, g-code. По каждому плоскому и криволинейному слою ПО определяет внешний контур, затем производит его заполнение исходя из выбранного пользователем процента и шаблона заполнения. После прохода по всей модели, производит построение поддерживающих структур и далее экспортирует данные построения в готовый файл.
После подготовки данных построения устанавливают соединение с принтером. Проверяют работоспособность всех механических узлов принтера, наличие установленных расходных материалов. После чего загружают подготовленное задание через сетевой интерфейс или переносной носитель.
По окончанию всех подготовок запускают печать (фиг. 6). Контроллер управляет перемещением печатающей головки 2, устройством перемещения 13 узла 9 по оси Z с помощью сигналов, подаваемых на двигатели 3, 4, 5, 14, 17 и 18. После запуска печати контроллер принтера разогревает сопло печатающей
головки 2 и рабочую камеру до заданных температур, подают материал, совершает поиск и определение нулевых координат положения печатающей головки 2 по осям X и Y, устройства перемещения 13 по оси Z первого конструктивного элемента 12 вокруг оси X и далее запускает сам процесс печати изделия на приемной поверхности 10.
С помощью узла 9 приводят приемную цилиндрическую поверхность 10 в горизонтальное положение (ось цилиндрической поверхности располагается в плоскости, параллельной плоскости X-Y) - фиг. 6. Устройство перемещения 13 по оси Z поднимает узел 9 до расстояния толщины слоя между поверхностью 10 и соплом печатающей головки 2. Контроллер запускает блок программы производства первой части подложки 26. На приемной цилиндрической поверхности 10 изготавливают первую часть подложки 26, огибающую боковую поверхность приемной поверхности (10). Основание первой части подложки 26 может выходить за границы приемной поверхности 10 и располагаться вдоль ее торца (фиг. 7).
После контроллер запускает блок программы смены положения приемной поверхности 10 и дает сигнал устройству перемещения 13 по оси Z опуститься во избежание столкновения с печатающей головкой 2, а узлу 9 изменить положение поверхности 10 на вертикальное (ось стержня располагается в плоскости, параллельной плоскости X-Z) - Фиг. 8. После запускается блок программы изготовления второй части подложки 27, которую изготавливают на первой части подложки 26 (на основании первой части подложки 26).
Затем контроллер производит печать сердечника 28 изделия плоскими слоями на поверхности второй части подложки 27 (фиг. 9). Далее снова запускается блок программы смены положения, и узел 9 располагает поверхность 10 горизонтально (ось стержня располагается в плоскости, параллельной плоскости X-Y). Устройство перемещения 13 по оси Z
поднимается с узлом 9 до расстояния толщины слоя между поверхностью сердечника 28 и соплом печатающей головки 2.
Контроллер запускает блок программы производства поддерживающей оснастки, если в конкретном изделии она требуется, а затем блок программы производства тела 30 изделия (фиг. 10 и 11). Тело изделия 30 изготавливают, нанося материал на сердечник 28 криволинейными слоями.
И тело 30 изделия, и поддерживающая оснастка изготавливается послойно криволинейными слоями, которые повышают прочность производимого изделия (навивка). Следующий слой наносится на предыдущий слой за слоем до окончания построения изделия.
В слое может быть одна и более частей. Каждая часть включает один и более внешних контуров, периметров, сплошных областей, областей заполнения.
Часть слоя (layer part) - отдельная область внутри слоя, которая не касается других частей.
Внешний контур (outline) - непечатаемое пересечение модели и секущей поверхности.
Периметр (insets) - печатаемая стенка контура, образующая форму изделия.
Сплошные области (skins) - печатаемые поверхности со 100% заполнением, образующие форму изделия.
Области заполнения (infill areas) - печатаемые поверхности с заданным заполнением, образующие внутреннюю структуру изделия.
Количество стенок можно настраивать в программе подготовки печати и устанавливать значение от 0 (отсутствие стенок) и более. Для заполнения можно настроить плотность заполнения, угол заполнения и шаблон заполнения,перекрытие заполнения (на сколько начало и окончание линий заполнения пересекает внутреннюю периметр контура).
Плотность заполнения можно настраивать в программе подготовки печати и устанавливать значение от 0 (отсутствие заполнения) до 100% (полнотелое заполнение). При этом плотность заполнения обеспечивается количеством линий заполнения, наносимых внутри контура.
Угол заполнения устанавливает угол между линией заполнения и осью ординат системы координат поверхности слоя. Угол заполнения можно установить от 0 до 90 градусов. При этом значение угла заполнения можно варьировать от слоя к слою, чередуя установленное значение угла заполнения со значением, повернутым на заданный угол (по умолчанию равный 90 градусов), для образования сетчатой структуры. По умолчанию, значение угла заполнения принято 45 градусов.
Способ предполагает криволинейные и плоские шаблоны заполнения для производства разных частей изделия и вспомогательных структур. Криволинейные шаблоны заполнения используются для производства первой части 26 подложки, поддерживающих структур и тела 30 изделия.
Способ использует три варианта криволинейного шаблона заполнения. Вариант заполнения «намотка» характеризует неразрывность подачи материала, когда все заполнение образует единая линия заполнения. Заполнение «навивка» использует винтовую линию заполнения. Эти способы используются для заполнения слоев, образованных поверхностями вращения. Вариант линии, идущей по поверхности, используется в общем случае для заполнения слоев по любым поверхностям.
Криволинейный шаблон заполнения устанавливает вид линии заполнения.
По умолчанию, линия заполнения представляет собой линию на поверхности криволинейного слоя, идущую от нижней поверхности изделия к верхнейповерхности изделия. Форма линии зависит от шаблона заполнения и может быть криволинейной, зигзагообразной или любой другой.
Плоские шаблоны заполнения используются для производства второй 27 части подложки и сердечника 28 изделия. Плоские шаблоны заполнения используются такие же, как и при обычной 3D-печати, известные из уровня техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей двигателестроения из композитных материалов с помощью аддитивных технологий | 2023 |
|
RU2823647C1 |
| Промышленный 3D-принтер для высокотемпературной печати | 2021 |
|
RU2770997C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО ОРГАНА МАШИНЫ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2019 |
|
RU2706244C1 |
| 3D-ПЕЧАТЬ АРМИРУЮЩИМИ ВОЛОКНАМИ | 2018 |
|
RU2773665C2 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |
| МОБИЛЬНЫЙ СТРОИТЕЛЬНЫЙ 3D-ПРИНТЕР | 2016 |
|
RU2636980C1 |
| СПОСОБ ПРОСТРАНСТВЕННОЙ ПОДДЕРЖКИ ОБЪЕКТОВ В ПРОЦЕССЕ ТРЕХМЕРНОЙ ПЕЧАТИ | 2024 |
|
RU2834485C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ 3D-ПРИНТЕРА | 2014 |
|
RU2552235C1 |
| ПРОМЫШЛЕННЫЙ ОДНОПОРТАЛЬНЫЙ ОДНОПРОХОДНЫЙ ПЕСЧАНО-ПОЛИМЕРНЫЙ 3D-ПРИНТЕР | 2024 |
|
RU2838644C1 |
Заявляемая группа изобретений относится к технологии послойного изготовления трехмерных объектов по цифровой модели с использованием волокнистого расплавленного материала. Устройство (1) аддитивного производства трехмерных объектов содержит по меньшей мере одну печатающую головку (2) для подачи материала, выполненную с возможностью перемещения по оси X и/или по оси Y, по меньшей мере один двигатель (3) для подачи материала, по меньшей мере два двигателя (4, 5) для перемещения печатающей головки (2), по меньшей мере одну направляющую (6) для перемещения печатающей головки (2) по оси X, по меньшей мере две направляющие (7, 8) для перемещения печатающей головки (2) по оси Y, расположенные по разные стороны от печатающей головки (2) поперек по меньшей мере одной направляющей (6) для перемещения печатающей головки (2) по оси X, узел (9), предназначенный для размещения приемной поверхности (10), и приемную поверхность (9) для приема материала, подаваемого из печатающей головки (2), при этом узел (9) выполнен в виде по меньшей мере первого и второго конструктивных элементов (12, 11) и снабжен устройством перемещения (13) по оси Z, перпендикулярной плоскости X-Y, по меньшей мере один второй конструктивный элемент (11) с одной стороны закреплен на устройстве перемещения (13), а с противоположной стороны подвижно соединен с по меньшей мере одним первым конструктивным элементом (12), по меньшей мере один первый конструктивный элемент (12) выполнен с возможностью вращения вокруг оси X, приемная поверхность (10) установлена на первом конструктивном элементе (12) с возможностью вращения вокруг оси Z, причем узел (9) содержит по меньшей мере один двигатель (14) для перемещения по оси Z, по меньшей мере две направляющие (15, 16) для перемещения по оси Z, по меньшей мере один двигатель (17) для вращения первого конструктивного элемента (12) вокруг оси X и по меньшей мере один двигатель (18) для вращения приемной цилиндрической поверхности (10) вокруг оси Z. Техническим результатом изобретения является повышение прочности получаемых изделий. 2 н. и 10 з.п. ф-лы, 12 ил.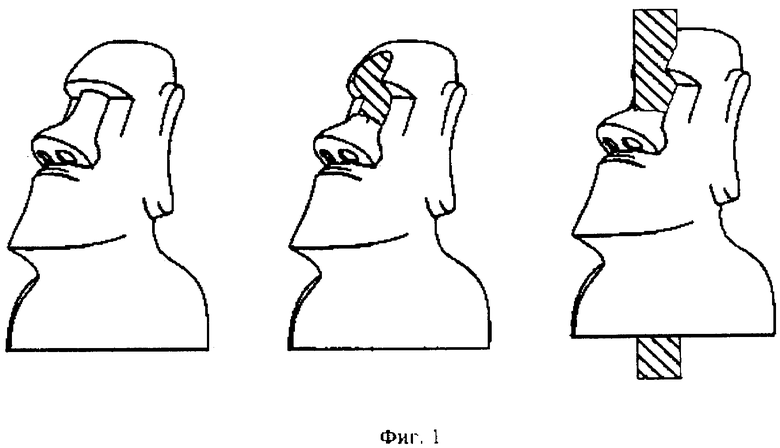
1. Способ аддитивного производства трехмерных объектов, включающий стадии, на которых:
a) создают цифровую трехмерную модель указанного объекта, разбивают модель на сердечник изделия и тело изделия, послойно разделяют их на плоские и криволинейные слои соответственно и готовят данные построения;
b) после этого направляют данные построения в управляющее устройство;
c) настраивают положение изделия относительно приемной поверхности (10);
d) подают материал, который необходим для этого процесса;
e) определяют нулевые координаты положения печатающей головки (2) по оси X, устройства перемещения (13) по оси Z и первого конструктивного элемента (12) вокруг оси X узла (9) для размещения приемной поверхности (10);
f) приводят приемную поверхность (10) в горизонтальное положение,
отличающийся тем, что:
g) на приемной поверхности изготавливают первую часть подложки (26), огибающую боковую поверхность приемной поверхности (10);
h) меняют положение приемной поверхности (10) на вертикальное;
i) изготавливают вторую часть подложки (27) на первой части подложки (26);
j) изготавливают сердечник (28) на второй части подложки (27);
к) меняют положение приемной поверхности (10) на горизонтальное;
l) изготавливают тело изделия (30), нанося материал на сердечник (28) криволинейными слоями.
2. Устройство (1) аддитивного производства трехмерных объектов, содержащее:
- по меньшей мере одну печатающую головку (2) для подачи материала, выполненную с возможностью перемещения по оси X и/или по оси Y;
- по меньшей мере одну направляющую (6) для перемещения печатающей головки (2) по оси X;
- по меньшей мере две направляющие (7, 8) для перемещения печатающей головки (2) по оси Y, выполненные с возможностью расположения по разные стороны от печатающей головки (2) поперек по меньшей мере одной направляющей (6) для перемещения печатающей головки (2) по оси X;
- узел (9), предназначенный для размещения приемной поверхности (10) для приема материала, подаваемого из печатающей головки (2), при этом узел (9) для размещения приемной поверхности (10) содержит первый конструктивный элемент (12) и снабжен устройством перемещения (13) по оси Z, перпендикулярной плоскости X-Y, причем первый конструктивный элемент (12) выполнен с возможностью вращения вокруг оси X, а приемная поверхность (10) установлена на первом конструктивном элементе (12) с возможностью вращения вокруг оси Z,
отличающееся тем, что устройство (1) дополнительно содержит по меньшей мере один двигатель (3) для подачи материала, по меньшей мере два двигателя (4, 5) для перемещения печатающей головки (2), при этом узел (9) для размещения приемной поверхности (10) дополнительно содержит по меньшей мере второй конструктивный элемент (11), с одной стороны закрепленный на устройстве перемещения (13), а с противоположной стороны подвижно соединенный с первым конструктивным элементом (12), по меньшей мере один двигатель (14) для перемещения по оси Z, по меньшей мере две направляющие (15, 16) для перемещения по оси Z, по меньшей мере один двигатель (17) для вращения первого конструктивного элемента (12) вокруг оси X и по меньшей мере один двигатель (18) для вращения приемной поверхности (10) вокруг оси Z, а приемная поверхность (10) имеет цилиндрическую форму.
3. Устройство (1) по п. 1, отличающееся тем, что приемная поверхность (10) установлена с возможностью съема.
4. Устройство (1) по п. 3, отличающееся тем, что приемная поверхность (10) установлена в захватном устройстве (19).
5. Устройство (1) по п. 1, отличающееся тем, что содержит катушку (20) расходного материала.
6. Устройство (1) по п. 1, отличающееся тем, что содержит блок подогрева (21) рабочего объема устройства (1).
7. Устройство (1) по п. 1, отличающееся тем, что двигатель (17) установлен на втором конструктивном элементе (11).
8. Устройство по п. 1, отличающееся тем, что второй конструктивный элемент (11) содержит шкив (22), соединенный с двигателем (17) с помощью кольцевого ремня (23).
9. Устройство (1) по п. 1, отличающееся тем, что шкив (22) соединен с первым конструктивным элементом (12).
10. Устройство (1) по п. 1, отличающееся тем, что двигатель (18) установлен на первом конструктивном элементе (12).
11. Устройство (1) по п. 1, отличающееся тем, что первый конструктивный элемент (12) содержит шкив (24), соединенный с двигателем (18) с помощью кольцевого ремня (25).
12. Устройство (1) по п. 1, отличающееся тем, что по меньшей мере один двигатель (3) установлен на печатающей головке (2).
| WO 2016019435 A1, 11.02.2016 | |||
| WO 2016030782 A1, 03.03.2016 | |||
| БРОМИСТО-ЛИТИЕВАЯ АБСОРБЦИОННАЯ ХОЛОДИЛЬНАЯУСТАНОВКА | 0 |
|
SU186514A1 |
| US 2016067928 A1, 10.03.2016. | |||

