Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промышленности и приборостроении в космической технике.
Известен способ изготовления электрической машины (аналог, описанный на странице 2 описания изобретения SU №1700697), включающий сборку пакета магнитопровода, укладку обмотки, пропитку и сушку статора. При пропитке статор нагревают до температуры 60-70°С, погружают в ванну с лаком. Проникая в обмотку под действием гидростатического давления и капиллярных сил, лак вытесняет воздух и заполняет пустоты между проводниками обмотки. Изделие выдерживается в ванне до тех пор, пока выделяются пузырьки воздуха. Пропитанную обмотку выдерживают некоторое время на воздухе для стекания излишков лака, после чего смоченной в растворителе салфеткой смывают с металлических поверхностей пленку лака. Далее статоры с обмотками загружают в печь, где происходит сушка при 120°С (для удаления растворителя) и отверждение основы лака при температуре, соответствующей применяемому лаку.
Указанный способ не обеспечивает достаточно высокого КПД статора и электрической машины в целом из-за того, что конечной операцией является загрузка в печь статора с обмотками для сушки при 120°С, что приводит к температурной деформации геометрических размеров статора и его конструкции в целом и, как следствие этого, к понижению КПД статора и электрической машины в целом. Кроме того, отсутствие фиксированного положения у пакета магнитопровода статора при сушке приводит к дополнительному изменению геометрии наружного и внутреннего диаметров, и, следовательно, углового расположения зубцов из-за появления внутренних напряжений, возникающих при воздействии неравномерной усадки пропиточного состава при сушке.
Известен способ изготовления электрической машины (SU №695591), согласно которому статор центрируют относительно подшипниковых щитов с помощью центрирующей оправки, устанавливают колпачки на лобовые части и производят заливку статора, для чего берут центрирующую оправку с хвостовиком, с центральным отверстием и с радиальными отверстиями, подшипниковый щит надевают на хвостовик оправки, образуя при этом герметичную полость между колпачками, статором оправкой и подшипниковым щитом, сообщающуюся с радиальными отверстиями оправки, подают заливочный материал в центральное отверстие оправки, вращая при этом вокруг своей оси.
Недостатком известного способа является низкое качество статора из-за деформации пакета магнитопровода и невозможности получения заданной геометрии пакета магнитопровода в процессе пропитки.
В качестве прототипа выбран «Способ изготовления статора электрической машины» (SU 1700697 А1), согласно которому собирают пакет магнитопровода с зубцами, укладывают обмотку, производят пропитку и сушку в оправке, после чего оправку удаляют, статор устанавливают в оправку с ориентирующими элементами после пропитки, а перед сушкой фиксируют положения зубцов магнитопровода относительно оправки путем размещения ориентирующих элементов между коронками зубцов.
Недостаток прототипа заключается в недостаточной точности обеспечения геометрических размеров статора из-за использования в процессе изготовления сложного в изготовлении и применении технологического приспособления для фиксирования пакета магнитопровода в процессе сушки для исключения его температурных деформаций. Кроме того, конструкция технологического приспособления не обеспечивает сохранение начальных геометрических размеров пакета магнитопровода из-за того, что при фиксировании пакета магнитопровода перемещением разрезной втулки под давлением от завертывания гайки она изменяет свою форму от начальной круглой к эллиптической и, соответственно, меняет начальную форму пакета магнитопровода, что снижает его КПД и КПД электрической машины в целом.
Задача предложенного способа изготовления статора электрической машины заключается в повышении КПД статора и электрической машины в целом.
Поставленная задача в предложенном способе изготовления статора электрической машины решается за счет того, что магнитопровод изготавливают с радиальными прорезями со стороны центра магнитопровода фрезерованием для укладки провода обмотки с последующим выполнением высокотемпературного отжига и нанесением электроизолирующего покрытия на поверхности соприкосновения обмотки перед ее выполнением, причем магнитопровод изготавливают с радиально противоположными наружными технологическими выступами из цельной заготовки с повышенной магнитной проницаемостью, например, из сплава 49 КФ, для удерживания его в процессе изготовления с последующим удалением их после изготовления статора, после чего устанавливают оправку и выполняют пропитку и сушку и выполняют нарезку зубцов способом удаления промежутков между ними выплавливанием раскаленной латунной проволокой.
Предложенный способ изготовления статора электрической машины поясняется чертежами
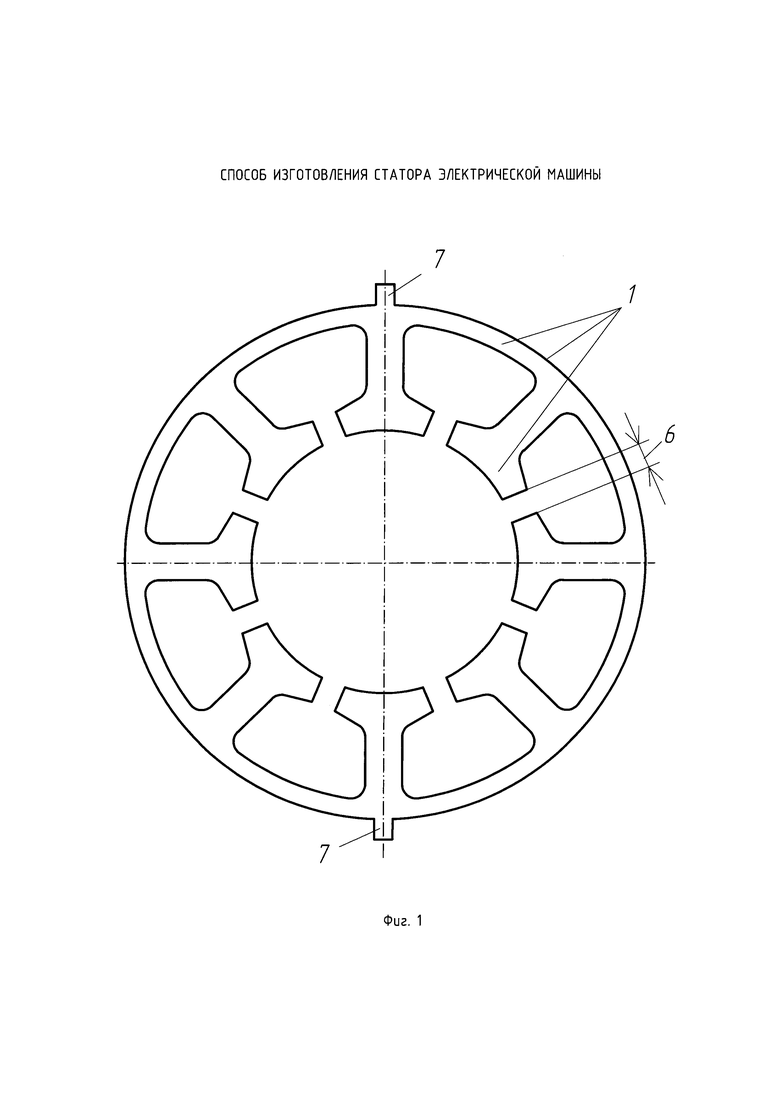
На фиг. 1 изображен магнитопровод с окнами и радиальными прорезями со стороны центра магнитопровода для укладки провода обмотки.
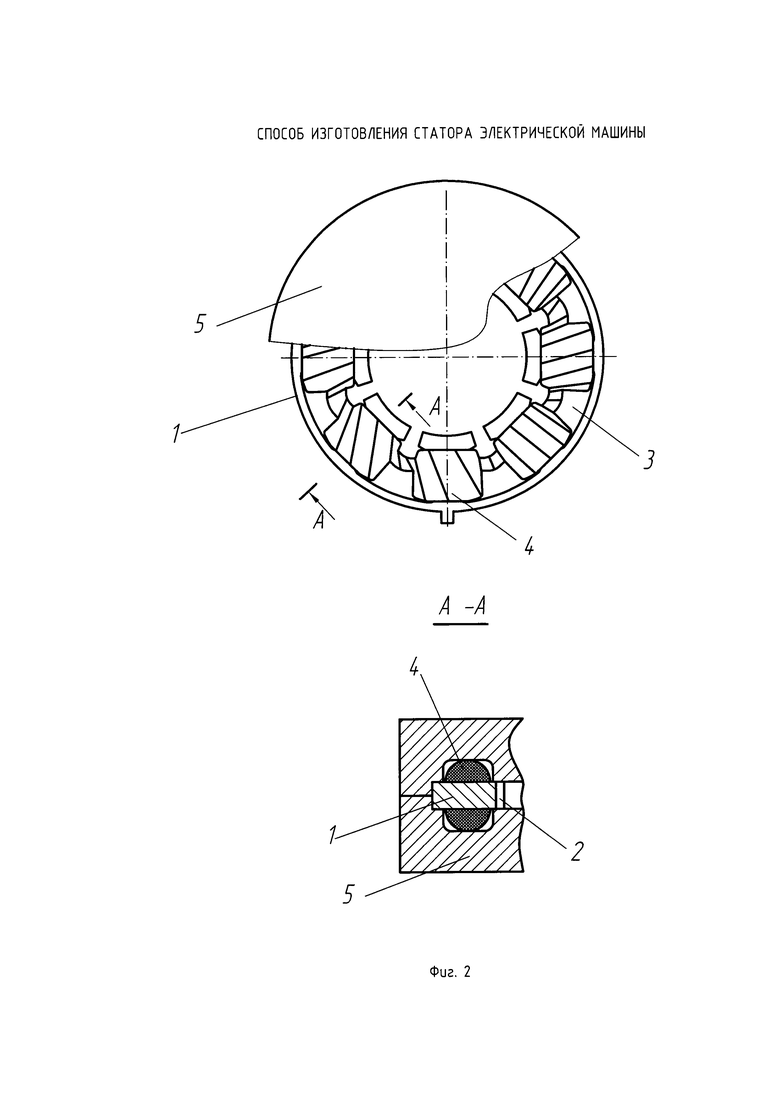
На фиг. 2 изображен магнитопровод с уложенной обмоткой оправкой для пропитки и сушки статора.
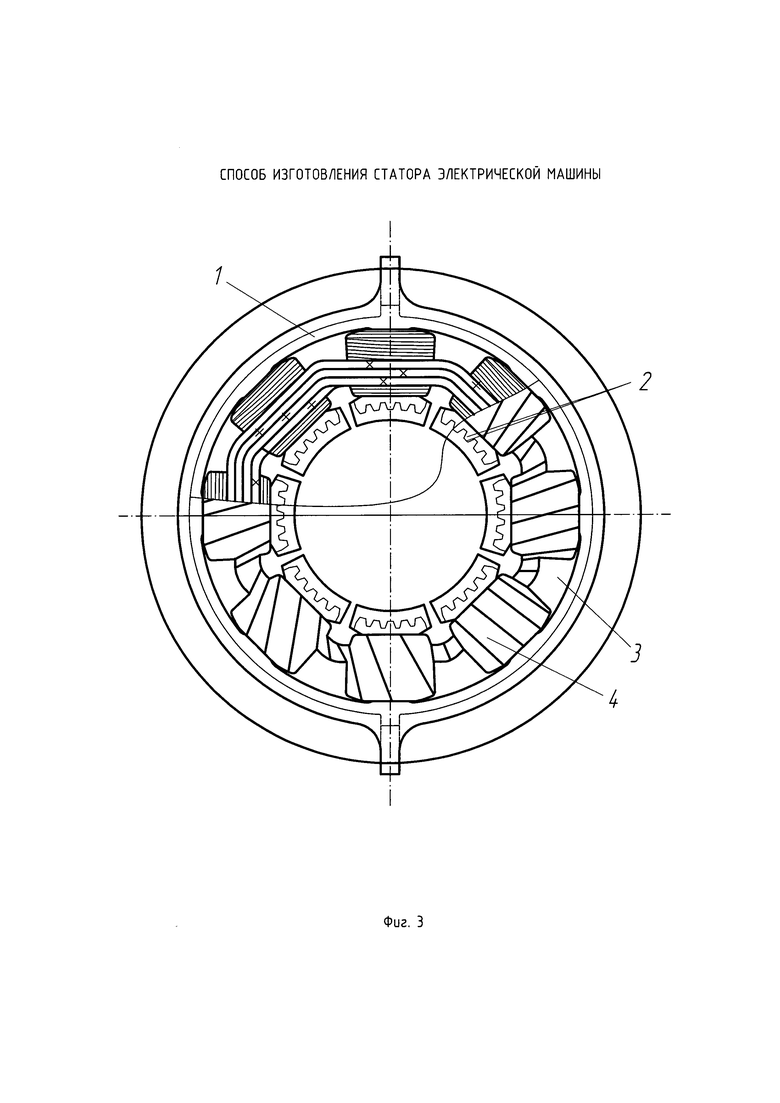
На фиг. 3 изображен статор, установленный для нарезания зубцов.
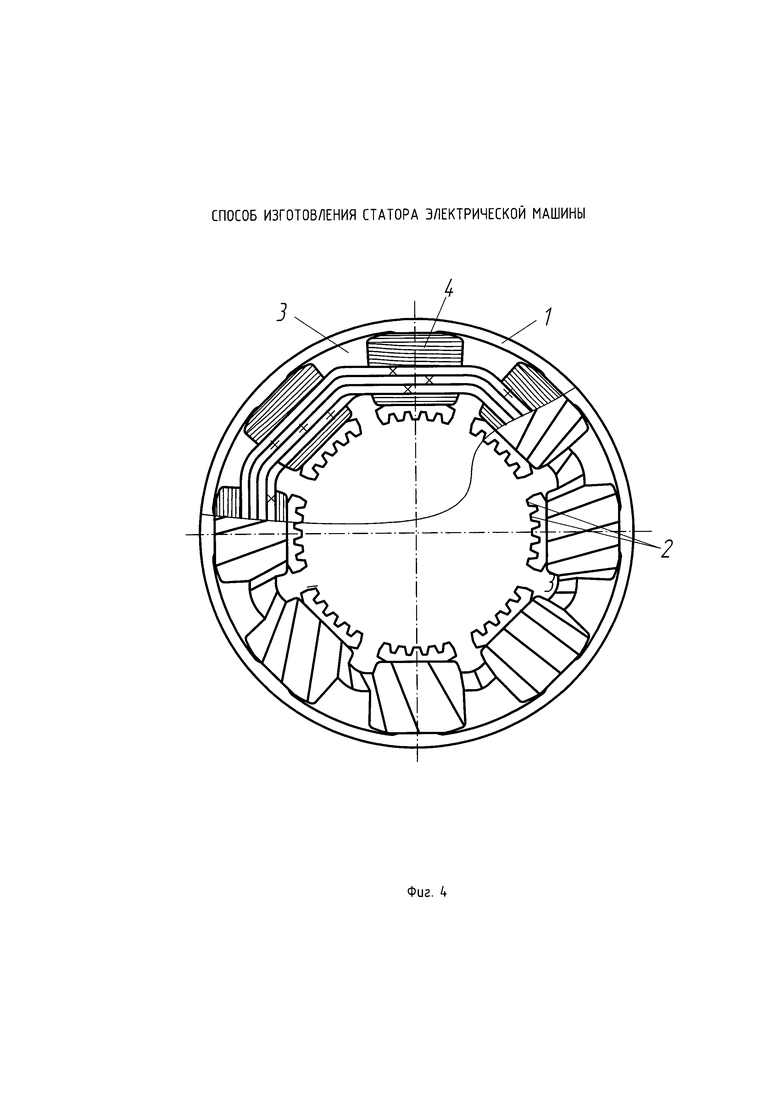
На фиг. 4 изображен общий вид изготовленного статора электрической машины.
Способ изготовления статора электрической машины, включает изготовление магнитопровода 1, статора с зубцами 2 и окнами 3, в которые укладывают провода обмотки 4, производят пропитку и сушку в оправке 5 в виде пресс-формы, после чего оправку 5 удаляют.
Отличительные признаки предложенного способа и положительные их результаты заключаются в следующем:
Магнитопровод 1 и окна 3 с прорезями 6, расположенными радиально со стороны центра магнитопровода, изготавливают, например, фрезерованием для укладки провода обмотки 4 с последующим выполнением высокотемпературного отжига и нанесением электроизолирующего покрытия на поверхности магнитопровода в месте укладки обмотки 4 перед ее выполнением.
Магнитопровод изготавливают с противоположными радиально расположенными наружными технологическими выступами 7 из цельной заготовки с повышенной магнитной проницаемостью, например, из сплава 49 КФ, для удерживания его в процессе изготовления с последующим удалением наружных технологических выступов после изготовления статора. После этого устанавливают оправку 5, выполняют пропитку и сушку, нарезку зубцов способом удаления промежутков между ними выплавлением раскаленной латунной проволокой (электроэрозионный способ обработки).
Это позволяет повысить точность геометрических размеров и требуемую ориентацию магнитного поля магнитопровода 1 при изготовлении и тем самым обеспечить повышение КПД статора и электрической машины в целом.
Предложенный способ изготовления статора электрической машины в настоящее время находится на отработке с перспективой внедрения в производство ряда электрических машин для вновь разрабатываемых КА.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2016 |
|
RU2670094C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И СПОСОБ ЕГО СБОРКИ | 2018 |
|
RU2682895C1 |
| Статор электродвигателя переменного тока | 1989 |
|
SU1746471A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Способ изготовления статоров электрических машин | 1978 |
|
SU773843A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЕНТИЛЬНО-ИНДУКТОРНОГО ГЕНЕРАТОРА | 2009 |
|
RU2390905C1 |
| СПОСОБ СБОРКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2005 |
|
RU2320063C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2011 |
|
RU2496212C2 |
Изобретение относится к электротехнике, к технологии изготовления электрических машин, и может быть использовано в электротехнической промышленности и приборостроении. Технический результат состоит в повышении КПД электрической машины в целом путем повышения точности геометрических размеров, обеспечивающих требуемую ориентацию магнитного поля магнитопровода. Способ изготовления статора электрической машины включает изготовление магнитопровода статора с зубцами и окнами, в которые укладывают провода обмотки, производят пропитку и сушку в оправке в виде пресс-формы, после чего оправку удаляют. Магнитопровод изготавливают с окнами, которые выполняют радиально со стороны центра магнитопровода фрезерованием, укладывают провода обмотки, выполняют высокотемпературный отжиг и наносят электроизолирующее покрытие на поверхность соприкосновения обмотки перед ее выполнением. Магнитопровод изготавливают с радиально противоположными наружными технологическими выступами из цельной заготовки для удерживания его в процессе изготовления с последующим удалением их после изготовления статора, после чего устанавливают оправку и выполняют пропитку и сушку, выполняют нарезку зубцов способом удаления промежутков между ними выплавлением раскаленной латунной проволокой. 2 з.п. ф-лы, 4 ил.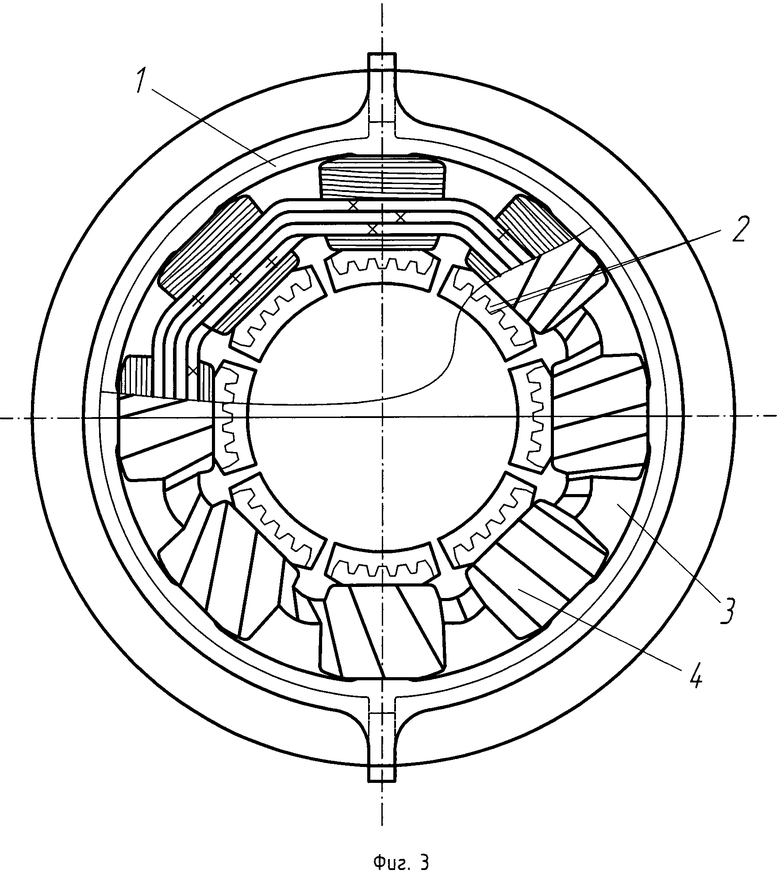
1. Способ изготовления статора электрической машины, включающий изготовление магнитопровода статора с зубцами и окнами, в которые укладывают провода обмотки, производят пропитку и сушку в оправке в виде пресс-формы, после чего оправку удаляют, отличающийся тем, что магнитопровод изготавливают с окнами, расположенными радиально со стороны центра магнитопровода, для укладки провода обмотки с последующим выполнением высокотемпературного отжига; наносят электроизолирующее покрытие на поверхности магнитопровода в месте укладки обмотки перед ее выполнением; магнитопровод изготавливают из цельной заготовки с повышенной магнитной проницаемостью с радиально противоположными наружными технологическими выступами для удерживания его в процессе изготовления с последующим удалением их после изготовления статора; после этого устанавливают оправку, выполняют пропитку и сушку; нарезку зубцов выполняют удалением промежутков между зубцами электроэрозионным способом путем их выплавления раскаленной латунной проволокой.
2. Способ изготовления статора электрической машины по п. 1, отличающийся тем, что выполнение радиально расположенных со стороны центра магнитопровода окон производят фрезерованием.
3. Способ изготовления статора электрической машины по п. 1, отличающийся тем, что магнитопровод изготавливают из цельной заготовки из сплава 49 КФ.
| Способ изготовления статора электрической машины | 1988 |
|
SU1700697A1 |
| Способ изготовления электрической машины | 1976 |
|
SU695591A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА БЕСЩЕТОЧНОГО ЭЛЕКТРОДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА И СТАТОР БЕСЩЕТОЧНОГО ЭЛЕКТРОДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2004 |
|
RU2287888C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА БЕСЩЕТОЧНОГО ЭЛЕКТРОДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА И СТАТОР БЕСЩЕТОЧНОГО ЭЛЕКТРОДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2004 |
|
RU2287888C2 |
| US 4631814 A, 30.12.1986. | |||

