Изобретение относится к области электротехники и может быть использовано при изготовлении сердечников магнитопроводов высокочастотных (1 н - 50 кГц) электрических машин из ленты, изготовленной из аморфных (нанокристаллических) металлов и сплавов.
Известен способ изготовления магнитопровода из аморфных металлических лент путем оборачивания вокруг каркаса (US Patent №5,093,981, H01F 41/02, 10.03.1992-Т.) (1).
Этот способ включает получение из лент пакетов, получение из пакетов блоков, оборачивание блоков вокруг каркаса, снятие с каркаса собранного магнитопровода, формирование магнитопровода с помощью хомутов и разжимных устройств. Недостатками такого способа являются образование радиальной неровности в зоне стыка пакетов из-за укладки первого и последнего пакетов каждого блока внахлест, кроме того, формирование магнитопровода происходит последовательно на каркасе с использованием хомутов, что приводит к неплотной укладке пакетов и снижает магнитные свойства магнитопровода, увеличивает уровень шума электрической машины с таким магнитопроводом.
Обычно сердечники электрических машин шихтуют (собирают) из пластин, изготовленных из изотропной электротехнической стали [например, Костенко М.П., Пиотровский Л.М. Электрические машины. М., Л.: Издательство «Энергия», 1965 г.] (2). Эти пластины близки по форме к кругу или кольцу. Современные аморфные стали (нано кристаллические сплавы) с малыми удельными потерями при высоких частотах перемагничивания (порядка 10-50 кГц) имеют анизотропные магнитные свойства, т.е. магнитная проницаемость таких сталей вдоль прокатки и поперек существенно отличается. Шихтовать сердечники высокочастотных машин из круглых или кольцеобразных пластин неэффективно: значительная часть магнитного потока будет проходить по пути с плохими магнитными свойствами. Для высокочастотных машин требуется использование способа изготовления высокочастотных машин, адаптированного для изготовления сердечника с пазами и зубцами.
Также известен способ изготовления ленточного магнитопровода, включающий изготовление пакетов из отрезков аморфных лент, укладку пакетов с продольным смещением относительно друг друга в блок, формирование замкнутого контура магнитопровода из блоков со стыками концов, термическую обработку магнитопровода, причем формирование замкнутого контура блока пакетов осуществляют вдавливанием блока оправкой внутрь рабочей полости установки для сборки магнитопровода, блок пакетов плотно прижимают к оправке по всей' поверхности оправки, а концы блока фиксируют по наружной поверхности в зоне стыка внешнего пакета блока, при этом укладку каждого последующего блока осуществляют повторением операций на сформированном блоке до получения магнитопровода заданного сечения, см. патент РФ №2408944, H01F 41/02, 03.12.2009 г.(3)
Недостатком этого аналога является необходимость в дополнительных операциях, без которых весьма затруднительно изготовить сердечник вращающейся электрической машины, где обмотка укладывается в пазы сердечника.
Наиболее близким аналогом предложенного изобретения, выбранным в качестве прототипа предложенного изобретения, является способ изготовления сердечника электрической машины с зубцами и пазами, заключающийся в изготовление пакетов из отрезков аморфных лент, формирование фасонного контура C-образных пакетов намоткой на оправку с последующей термической и механической обработкой пакетов, включая вакуумную обработку связующим и отрезку определенной части от каждого пакета с последующей сборкой сердечника в цилиндрической оправке, см. второй вариант в описании к US 6960860 B1, H02K 1/12, 01.11.2005 г.(4)
Недостатком этого аналога является необходимость в сложном оборудовании (применение специального дорна для получения C-образного контура пакетов, а также специальных цилиндрических оправок при формировании сердечника), что значительно усложняет изготовление сердечника вращающейся электрической машины, в которой обмотка укладывается в пазы сердечника.
Технической задачей, решаемой предложенным изобретением, является упрощение изготовления и снижение затрат при изготовлении сердечника для высокочастотной электрической машины.
Решение указанной задачи обеспечено тем, что способ изготовления сердечника электрической машины с зубцами и пазами, заключающийся в изготовление пакетов из отрезков аморфных лент, формирование фасонного контура пакетов намоткой на оправку с последующей термической и механической обработкой пакетов, включая вакуумную обработку связующим и отрезку определенной части от каждого пакета с последующей сборкой сердечника в цилиндрической оправке, согласно предложенному изобретению, при формировании' пакетов используют треугольную оправку, ось которой ориентируют параллельно оси электрической машины, при этом отрезку части пакета осуществляют параллельно оси оправки, а в качестве цилиндрической оправки используют корпус электрической машины, в который послойно укладывают пакеты, располагая слои пакетов в осевом направлении этого корпуса, при этом пакеты в каждом слое скрепляют по боковым поверхностям.
В предпочтительном варианте осуществления способа, сборку сердечника осуществляют из условия углового сдвига с регулярным шагом зубцов и пазов в смежных слоях пакетов; в качестве связующего используют лак или компаунд.
Техническим, результатом настоящего от использования предложенного изобретения является снижение трудоемкости изготовления магнитопровода, а также снижение уровня шума и вибраций электрических машин с магнитопроводами, собранными предложенным способом.
Предложенное изобретение иллюстрируется чертежами, где:
На фиг.1 показан пакет из отрезка аморфной ленты; на фиг.2 - U-образный пакет сердечника; на фиг.3 - пакет сердечника электрической машины.
Фигуры 1-3 иллюстрируют технологию изготовления внешнего сердечника (например, статора). Аналогичным образом может быть изготовлен внутренний сердечник (например, ротора).
Изготовление сердечника электрической машины осуществляется следующим образом. Из отрезка аморфной ленты на треугольную оправку наматывают пакет необходимой толщины 1 (фиг.1). Ось намотки пакетов ориентируют параллельно оси электрической машины. После намотки пакет сердечника спрессовывают для придания ему необходимой формы. Затем осуществляют термическую обработку пакета для закрепления его формы, при этом концы ленты фиксируют на наружной поверхности пакета. Режим термообработки выбирается в зависимости от химического состава аморфной ленты и требуемой ее конечной структуры. После термообработки осуществляют вакуумную пропитку пакета связующим, например, лаком или компаундом для предотвращения «распушения» концов U-образного пакета в процессе его резки.
Для получения U-образного пакета сердечника 2 (фиг.2) часть пакета отрезают. Для предотвращения электрического замыкания аморфных лент между собой зоны среза 3 протравливают. Затем производится сборка пакета сердечника электрической машины 4 (фиг.3) из U-образных пакетов сердечников в оправку корпус электрической машины, являющийся по существу оправкой цилиндрической формы. Сборка пакета сердечника электрической машины из U-образных сердечников 2 осуществляется путем их склеивания по боковым поверхностям 5.
Сборка сердечника электрической машины в осевом направлении производится из слоев пакетов, согласно фигуре 3, где зубцы и пазы каждого следующего пакета из смежного слоя совпадают с предыдущим.
Одним из вариантов является сборка сердечника в осевом направлении из одного пакета.
Другим вариантом является сборка сердечника в осевом направлении из пакетов, согласно фигуре 3, где зубцы и пазы каждого следующего пакета сдвинуты относительно предыдущего на некоторый угол (регулярный шаг), позволяющий обеспечить скос пазов сердечника для улучшения виброакустических показателей электрической машины.
Предложенный способ позволяет обеспечить (с минимальными трудозатратами) изготовление магнитопроводов из анизотропной аморфной ленты для сердечников электрических машин, рассчитанных на частоты 1-50 кГц и более.
| название | год | авторы | номер документа |
|---|---|---|---|
| АСИНХРОННАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА СО СТАТОРОМ И РОТОРОМ ИЗ АМОРФНОЙ СТАЛИ | 2016 |
|
RU2652375C2 |
| ВЫСОКОСКОРОСТНОЙ МНОГОФАЗНЫЙ СИНХРОННЫЙ ГЕНЕРАТОР | 2015 |
|
RU2599056C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО МАГНИТОПРОВОДА РАСПРЕДЕЛИТЕЛЬНОГО ТРАНСФОРМАТОРА | 2009 |
|
RU2408944C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| ЛИНИЯ ДЛЯ СБОРКИ ЛЕНТОЧНОГО МАГНИТОПРОВОДА РАСПРЕДЕЛИТЕЛЬНОГО ТРАНСФОРМАТОРА | 2010 |
|
RU2414016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| Способ изготовления трехфазного силового трансформатора | 2022 |
|
RU2789184C1 |
| Способ изготовления магнитопроводов электрических машин | 1989 |
|
SU1777206A2 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2305889C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |


Изобретение относится к области электротехники и может быть использовано при изготовлении сердечников магнитопроводов высокочастотных (1-50 кГц) электрических машин из ленты из аморфных (нанокристаллических) металлов и сплавов. Технический результат состоит в упрощении изготовления и снижении трудоемкости изготовления, а также уровня шума и вибраций электрической машины. Способ изготовления сердечника заключается в изготовлении пакетов из отрезков аморфных лент, формировании фасонного контура пакетов намоткой на оправку с последующей термической и механической обработкой пакетов, включая вакуумную обработку связующим и отрезку определенной части от каждого пакета с последующей сборкой сердечника в цилиндрической оправке. При формировании пакетов используют треугольную оправку, ось которой ориентируют параллельно оси электрической машины. Отрезку части пакета осуществляют параллельно оси оправки. В качестве цилиндрической оправки используют корпус электрической машины, в который послойно укладывают пакеты, располагая слои пакетов в осевом направлении этого корпуса. Пакеты в каждом слое скрепляют по боковым поверхностям. 2 з.п. ф-лы, 3 ил.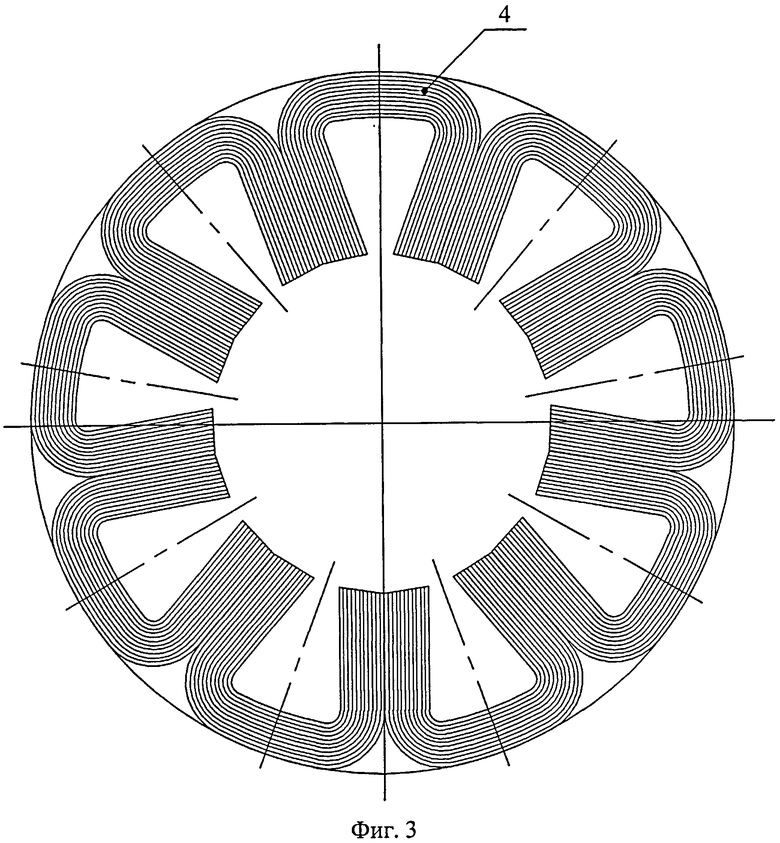
1. Способ изготовления сердечника электрической машины, заключающийся в изготовлении пакетов из отрезков аморфных лент, формирование фасонного контура пакетов намоткой на оправку с последующей термической и механической обработкой пакетов, включая вакуумную обработку связующим и отрезку определенной части от каждого пакета с последующей сборкой сердечника в цилиндрической оправке, отличающийся тем, что при формировании пакетов используют треугольную оправку, ось которой ориентируют параллельно оси электрической машины, при этом отрезку части пакета осуществляют параллельно оси оправки, а в качестве цилиндрической оправки используют корпус электрической машины, в который послойно укладывают пакеты, располагая слои пакетов в осевом направлении этого корпуса, при этом пакеты в каждом слое скрепляют по боковым поверхностям.
2. Способ по п.1, отличающийся тем, что сборку сердечника осуществляют из условия сдвига с регулярным шагом зубцов и пазов в смежных слоях пакетов.
3. Способ по п.1, отличающийся тем, что в качестве связующего используют лак или компаунд.
| US 6960860 B1, 01.11.2005 | |||
| Способ изготовления прямоугольных ленточных магнитопроводов | 1978 |
|
SU752522A1 |
| Способ изготовления шихтованного пакета магнитопровода | 1980 |
|
SU951573A1 |
| Способ изготовления разъемных магнитопроводов | 1982 |
|
SU1022230A1 |
| JP 61012004 A, 20.01.1986 | |||
| US 6188159 B1, 13.02.2001 | |||
| JP 2008251672 A, 16.10.2008 | |||
| US 4255684 A, 10.03.1981 | |||
| US 4249099 A, 02.02.2981 | |||
| Способ приготовления вяжущего | 1984 |
|
SU1255607A1 |

