Известны способы изготовления изделий, когда форму заполняют текучим, твердеющим со временем материалом.
Известен способ (см. патент №DE 102014224463) изготовления изделий в формообразующем устройстве, представляющем из себя три плиты, образующие форму, каждая из которых включает в себя полуформу с полостью, в которых располагают либо формируют элементы изделия, при этом одна из плит расположена между двумя другими и выполнена с возможностью вращения.
Полость, образованную между двумя заранее расположенными или сформированными элементами изделия, заполняют текучим твердеющим со временем материалом.
Изделие получают в виде соединения элементов изделия и затвердевшего материала.
Способ позволяет достаточно производительно изготавливать одинаковые плоские изделия.
Недостаток известного способа заключается в том, что конструктивное исполнение формообразующего устройства с вращающейся средней плитой позволяет производить строго ограниченный ассортимент изделий, при этом переналадка формообразующего устройства под новое изделие требует значительных трудозатрат.
Известный способ ориентирован на крупносерийное производство, использовать его для мелкосерийного и индивидуального производства экономически нецелесообразно.
Так же известен способ по международной заявке №WO 2010031710, который позволяет изготавливать изделия в формообразующем устройстве из нескольких элементов, заключающийся в том, что каждый новый элемент изделия формируется и добавляется к изделию в новой форме путем подачи текучего твердеющего со временем материала в полость новой формы, охватывающей предыдущую.
Известный способ позволяет получать многослойные изделия, но применяемое при этом формообразующее устройство, представляет из себя сложный многоходовой узел смыкания, включающий нескольких формовочных и инжекционных устройств.
Конструктивное устройство формообразующих частей делает известный способ изготовления изделий технически сложным.
При таком способе производства быстрая переналадка для производства других изделий практически невозможна.
Известный способ так же имеет существенные ограничения по формированию структуры получаемого изделия из-за узких технологических возможностей формообразующего устройства.
Наиболее близким по технической сущности к заявляемому способу является способ изготовления изделий в формообразующем устройстве по патенту №DE 10031696. В настоящей заявке этот способ принимается за прототип.
В способе по патенту №DE 10031696 изделие получают заполнением полости между элементами изделия текучим твердеющим со временем материалом, при этом элемент изделия предварительно изготавливают в самом формообразующем устройстве.
Изделие формируют в виде соединения элементов изделия с затвердевшим в форме материалом.
Указанный способ предназначен для изготовления однотипных изделий и лишен недостатков, связанных с применением сложных формообразующих устройств.
При относительной простоте, способ также, как и другие аналоги не предназначен для получения различных серий изделий с минимальными затратами на переналадку формообразующего устройства при смене производимого изделия.
При этом, предварительное изготовление одного из элементов изделия в этом же формообразующем устройстве, накладывает значительные ограничения на производство изделий сложной геометрии.
Цель настоящего изобретения - снижение себестоимости производства и расширение технологических возможностей при производстве различных изделий, получаемых при затвердевании текучего, твердеющего со временем материала в форме.
Технический результат, обеспечивающий достижение цели изобретения, реализуется путем использования формообразующего устройства в виде формы, собранной в опоке из различных конструктивных элементов.
При этом, различным изделиям соответствуют различные наборы элементов, часть которых используется многократно в одной и той же опоке (элементы формы), а часть используются в качестве элементов производимых изделий.
Технический результат достигается за счет того, что комплектуют наборы элементов, соответствующие различным изделиям, при этом каждый набор элементов включает элементы изделия и элементы формы, а для формирования идентичных изделий выполняют следующий цикл операций:
A) в опоке из набора элементов собирают форму так, что элементы изделия образуют в форме полость, элементы формы охватывают элементы изделия, при этом используют элементы формы, внешняя поверхность которых соответствует внутренней поверхности опоки;
Б) полость в форме заполняют текучим, твердеющим со временем материалом;
B) изделие формируют в виде соединения элементов изделия с отвердевшим в форме материалом;
Г) форму разбирают, при этом изделие отделяют от элементов формы;
Д) элементы формы от разобранной формы используют для комплектации набора элементов идентичного набору элементов по операции
При этом, возможны варианты исполнения способа, когда:
по меньшей мере один элемент, входящий в набор элементов, изготавливают аддитивным методом, в частности методом объемной 3D-печати;
для входящих в набор элементов, охватывающая поверхность элементов форм полностью или частично соответствует охватываемой поверхности элементов изделий;
используют элементы формы, внешняя поверхность которых полностью или частично соответствует внутренней поверхности опоки;
в полости формы размещают сухой наполнитель, который в процессе формирования изделия пропитывают текучим, твердеющим со временем материалом; '
изделия формируют в виде композитных соединений;
текучий, твердеющий со временем материал подают под давлением;
подачу текучего, твердеющего со временем материала обеспечивают за счет создания в форме вакуума.
Предлагаемый способ позволяет в одной опоке с минимальными трудозатратами на переналадку получать различные изделия, по типовой технологической схеме.
Осуществление способа иллюстрируется следующими чертежами:
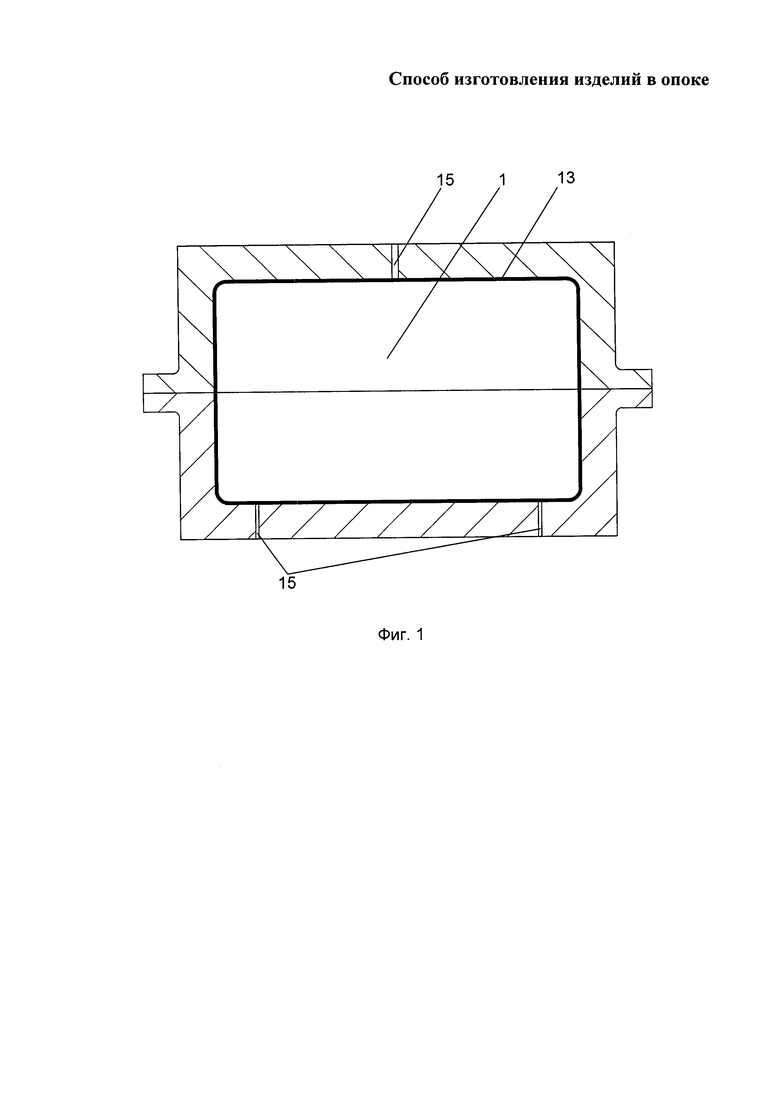
Фиг. 1 - составная опока в сборе.
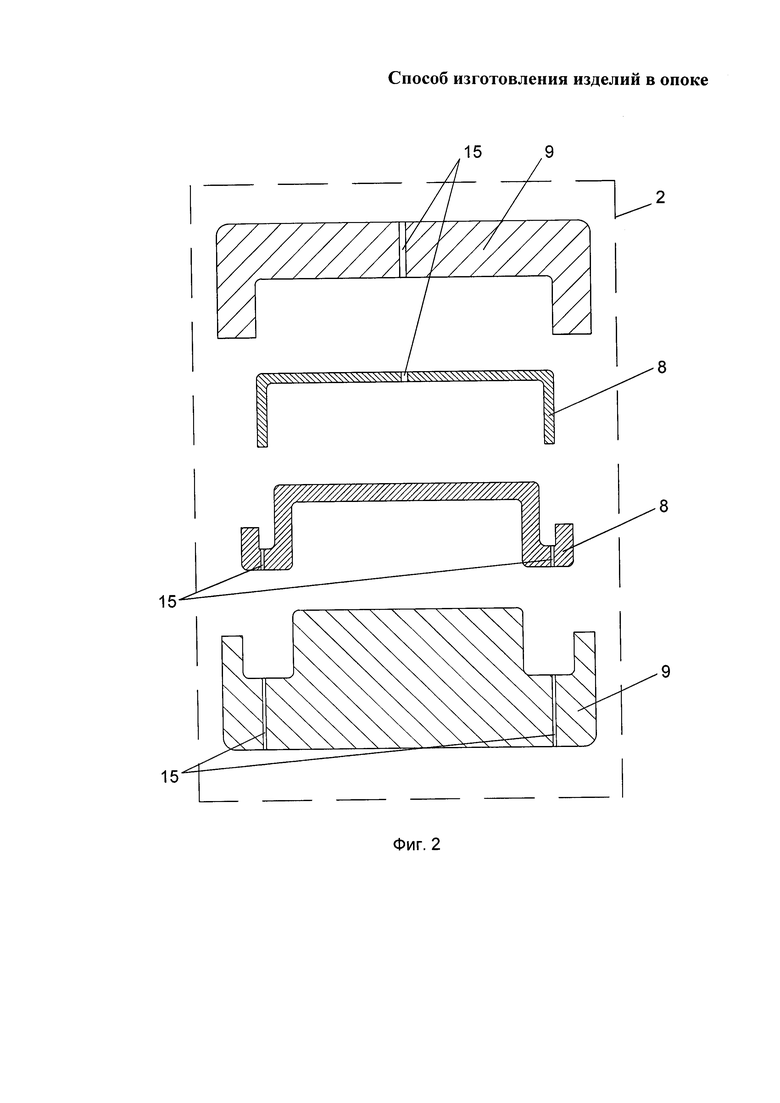
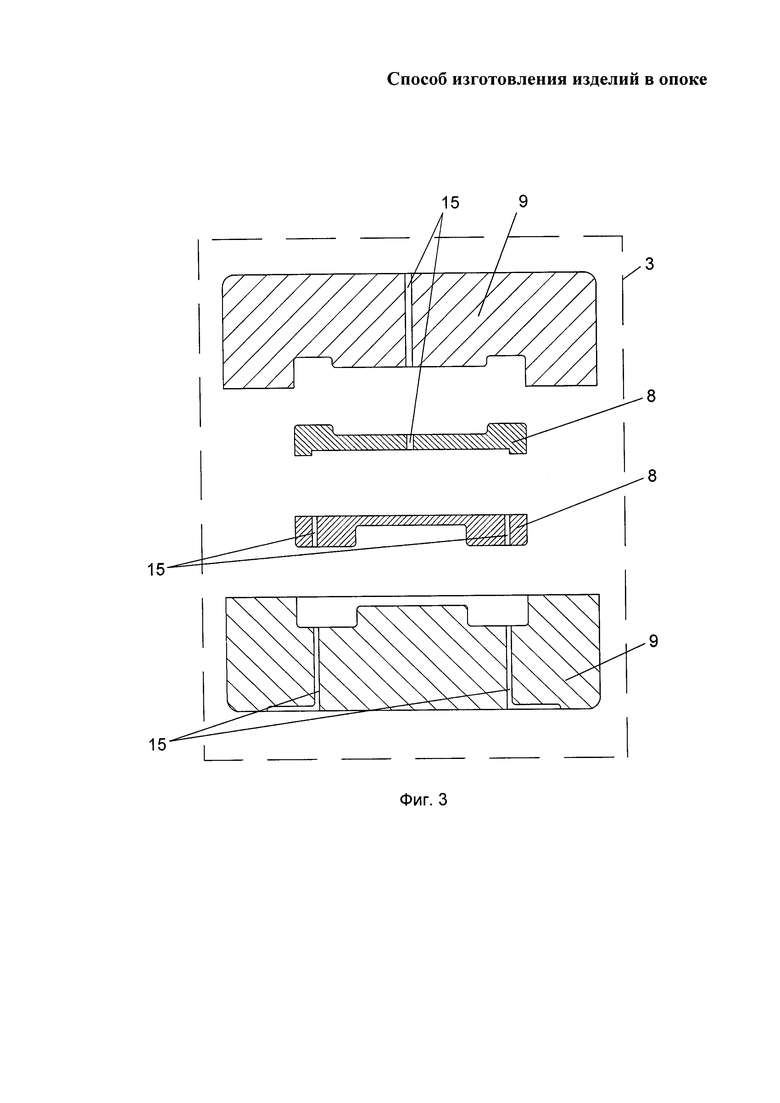
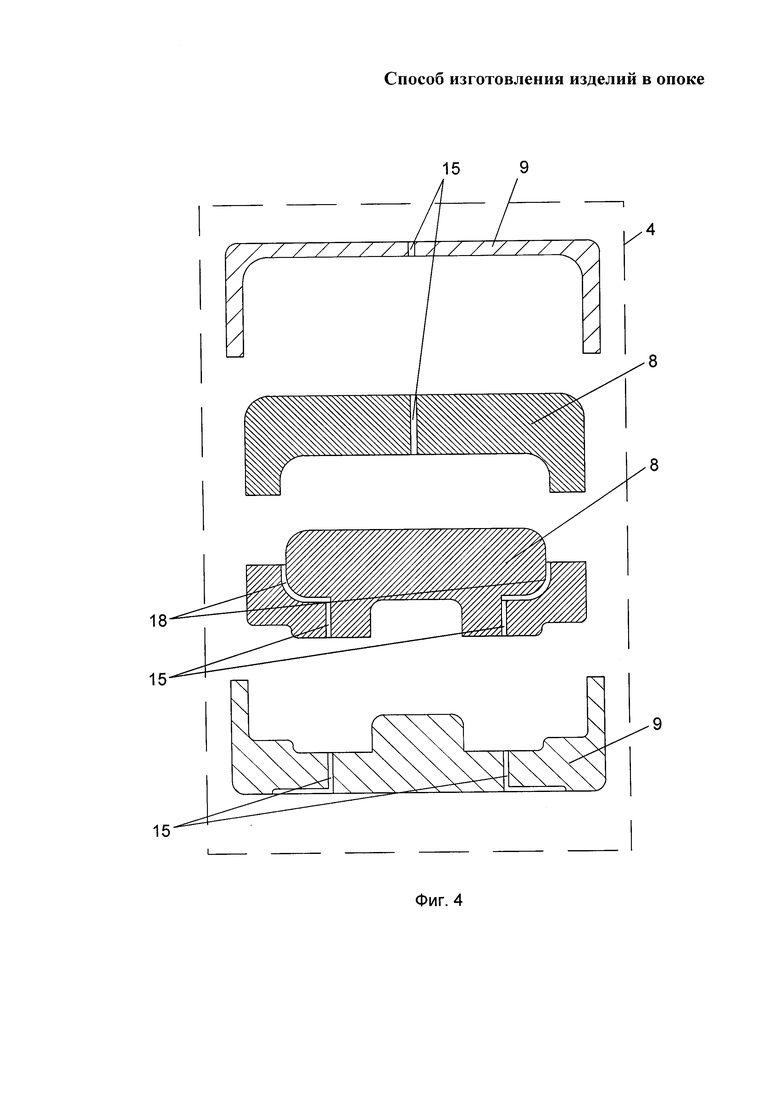
Фиг. 2, 3, 4 - наборы элементов для различных изделий.
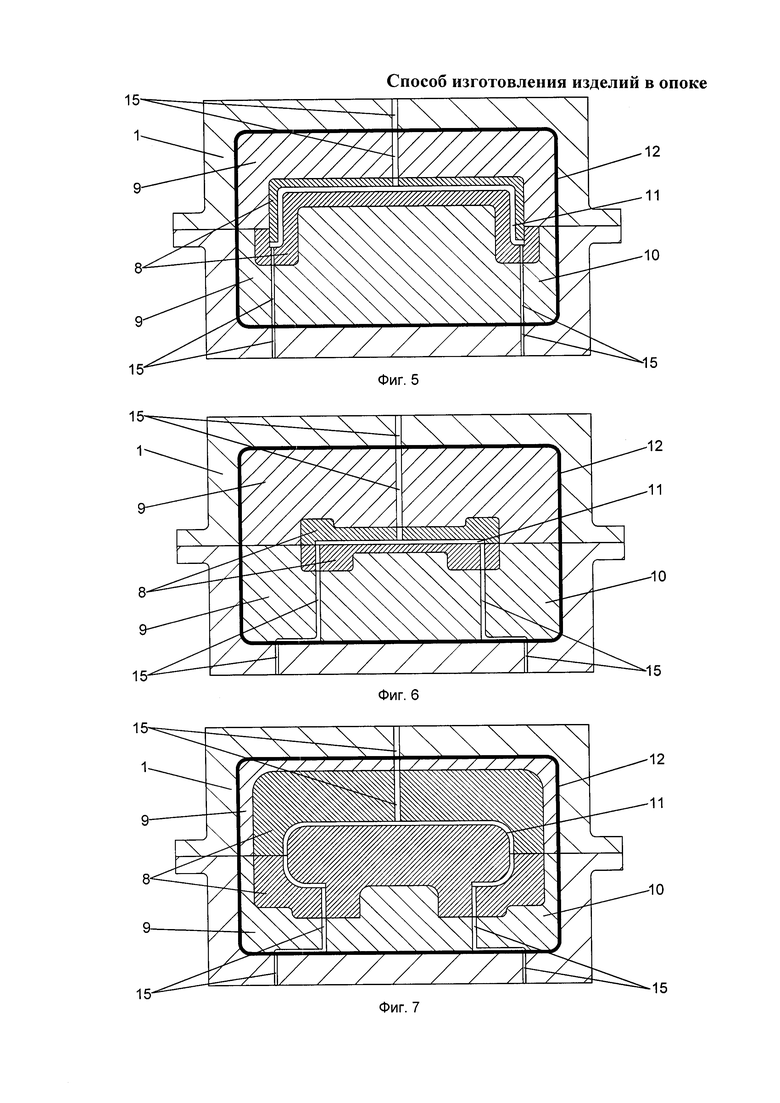
Фиг. 5, 6, 7 - формы в сборе для различных изделий.
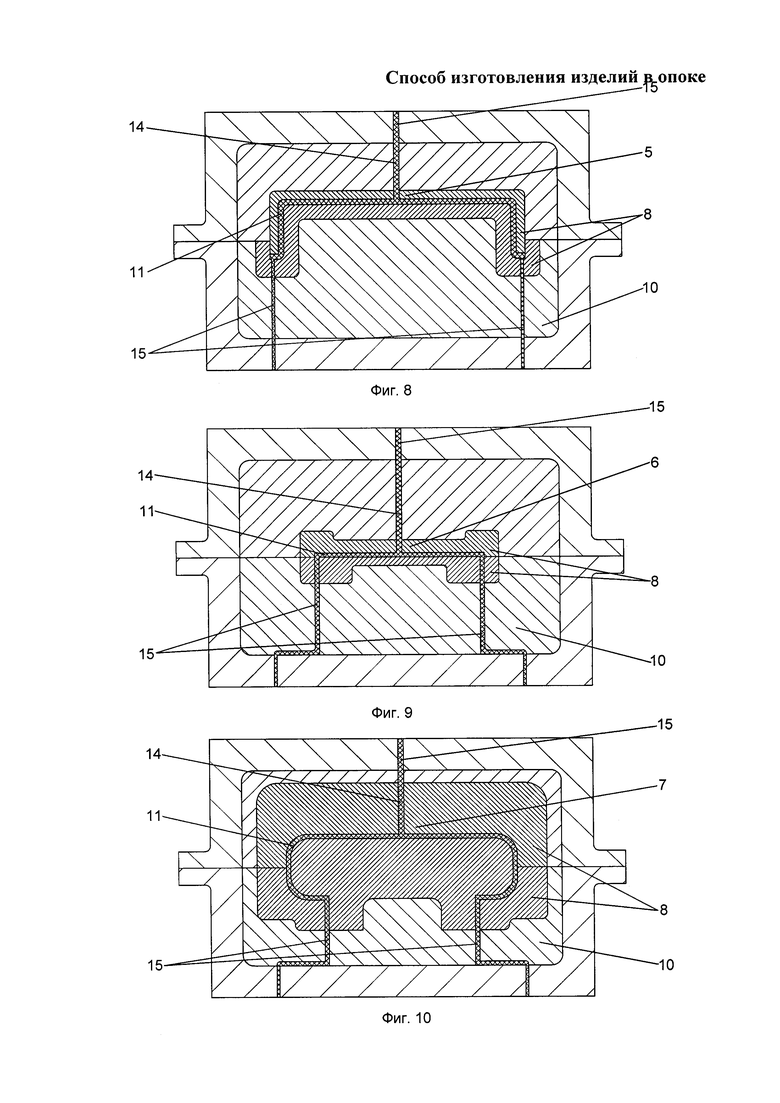
Фиг. 8, 9, 10 - формы в сборе вместе с изделиями.
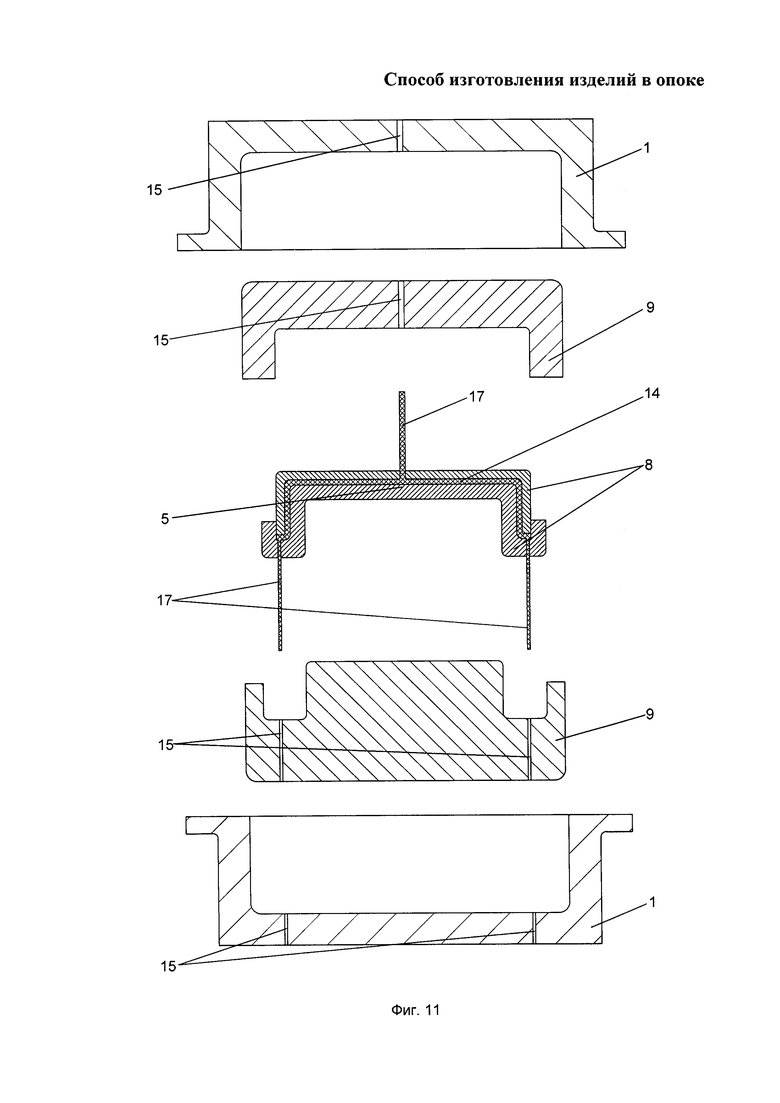
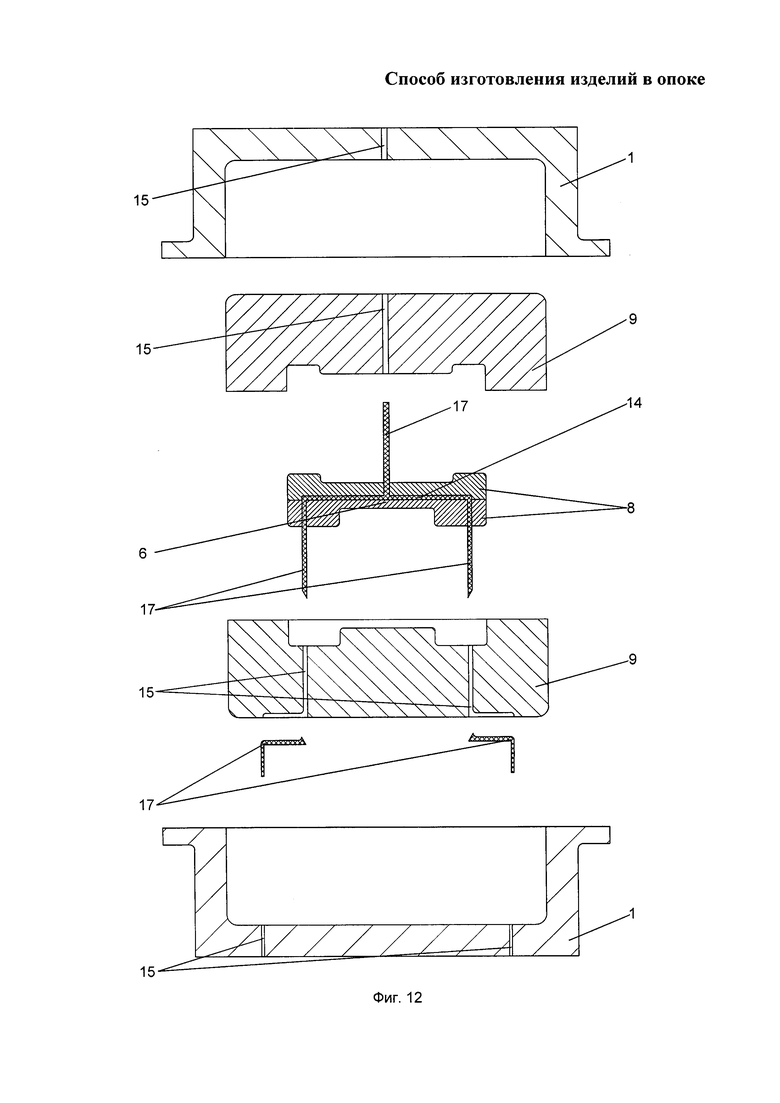
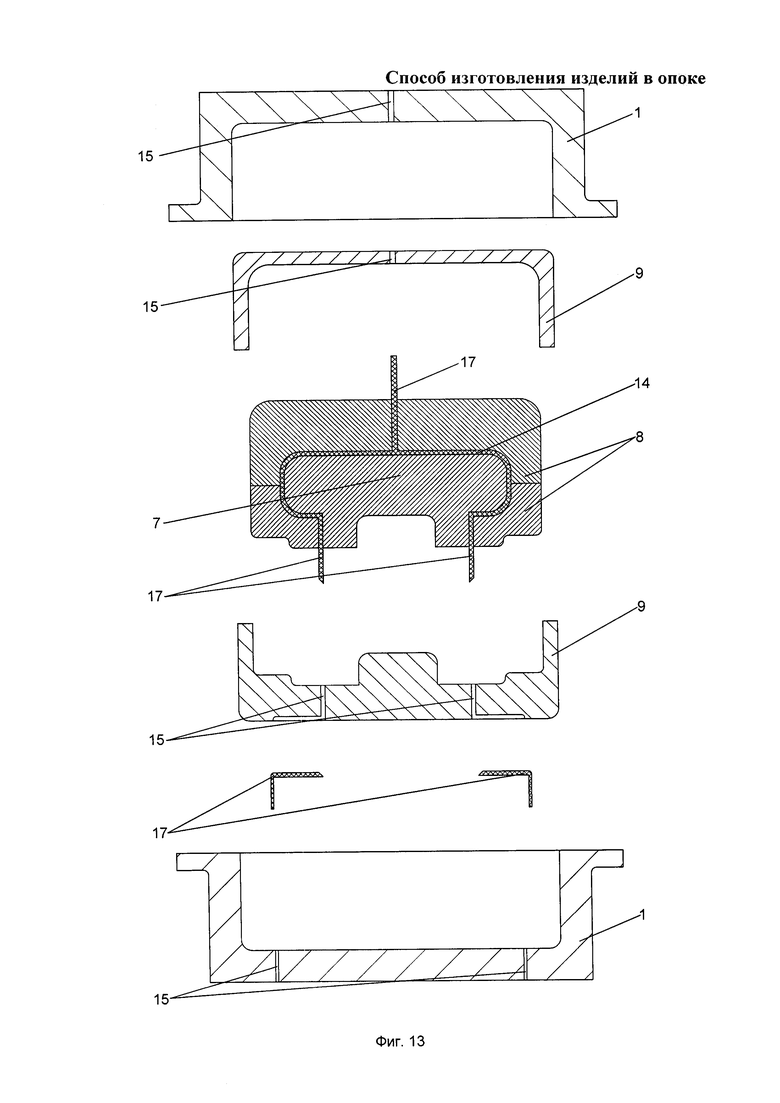
Фиг. 11, 12, 13 - формы с изделиями в разобранном состоянии.
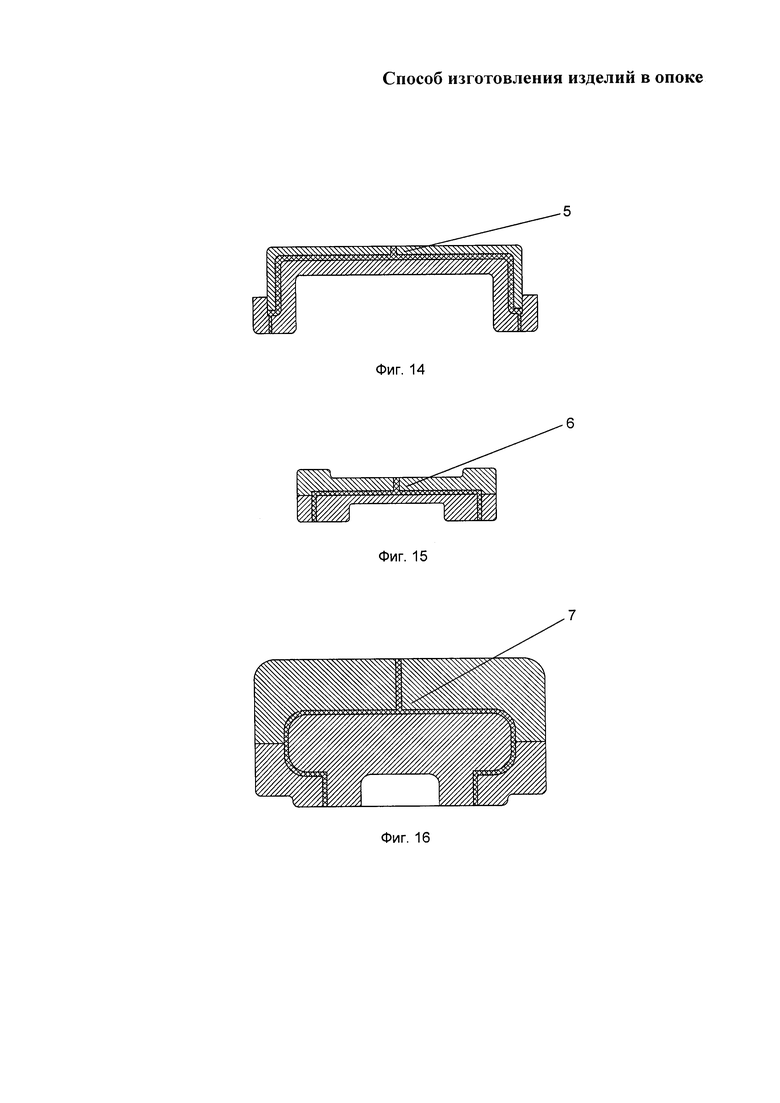
Фиг. 14, 15, 16 - готовые изделия.
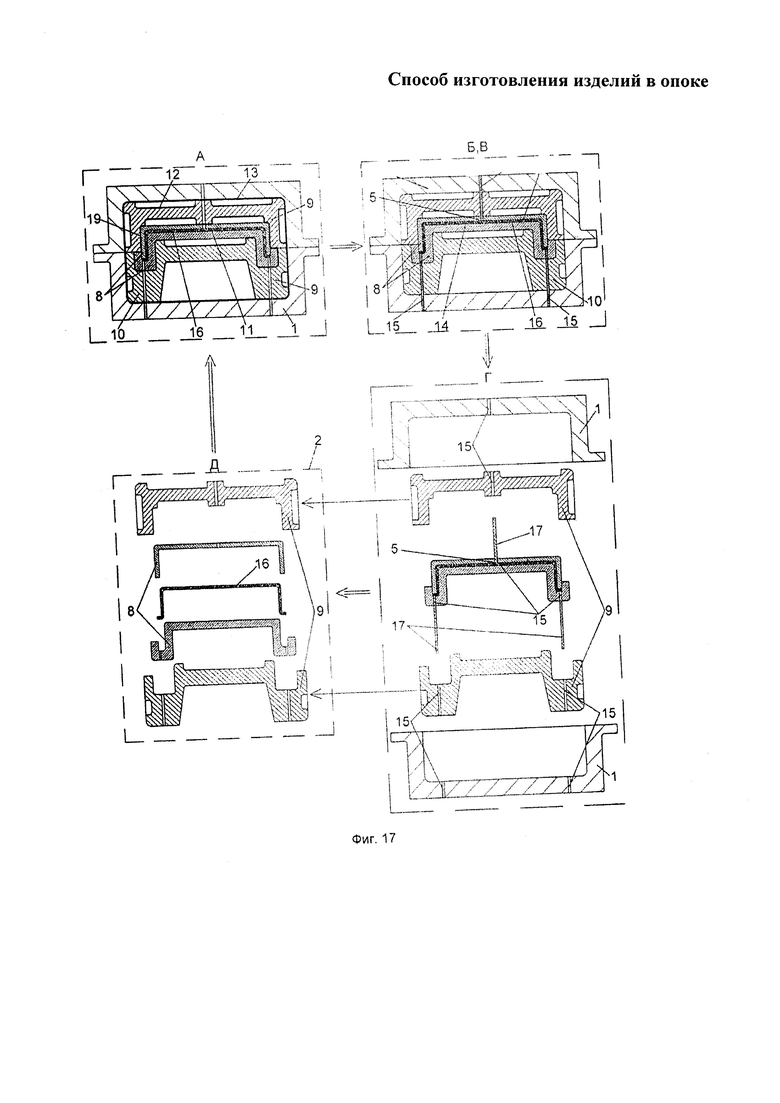
Фиг. 17 - схема цикла операций.
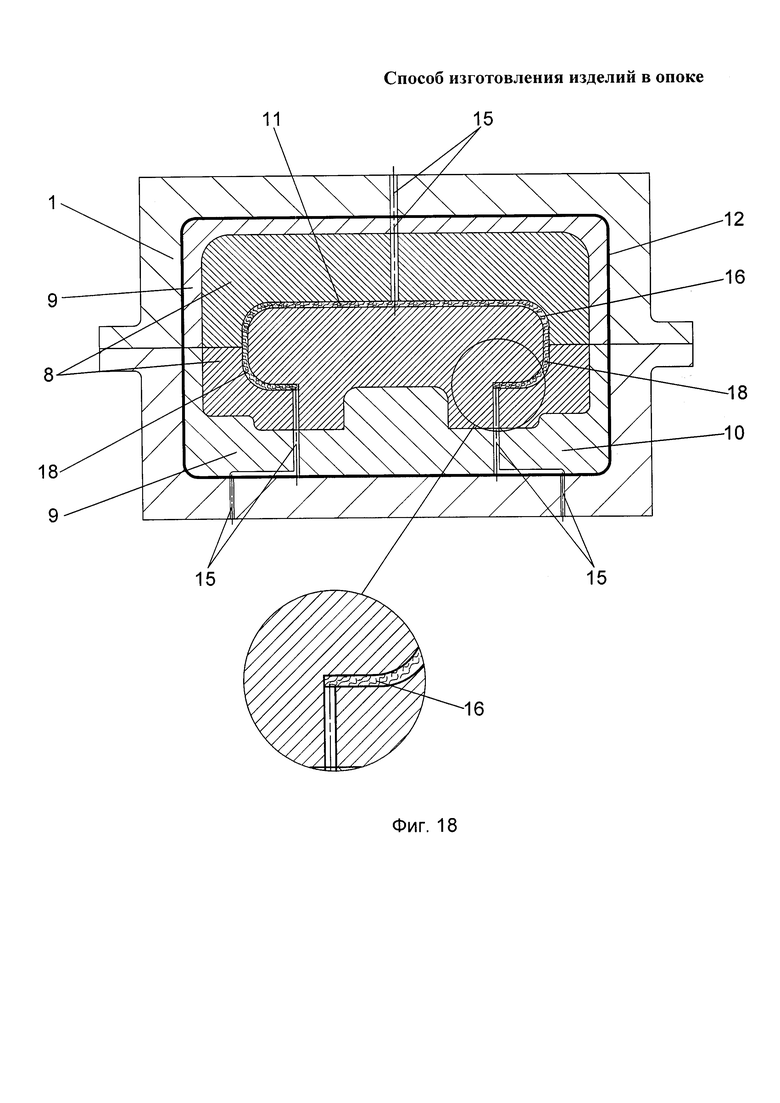
Фиг. 18 - форма с сухим наполнителем.
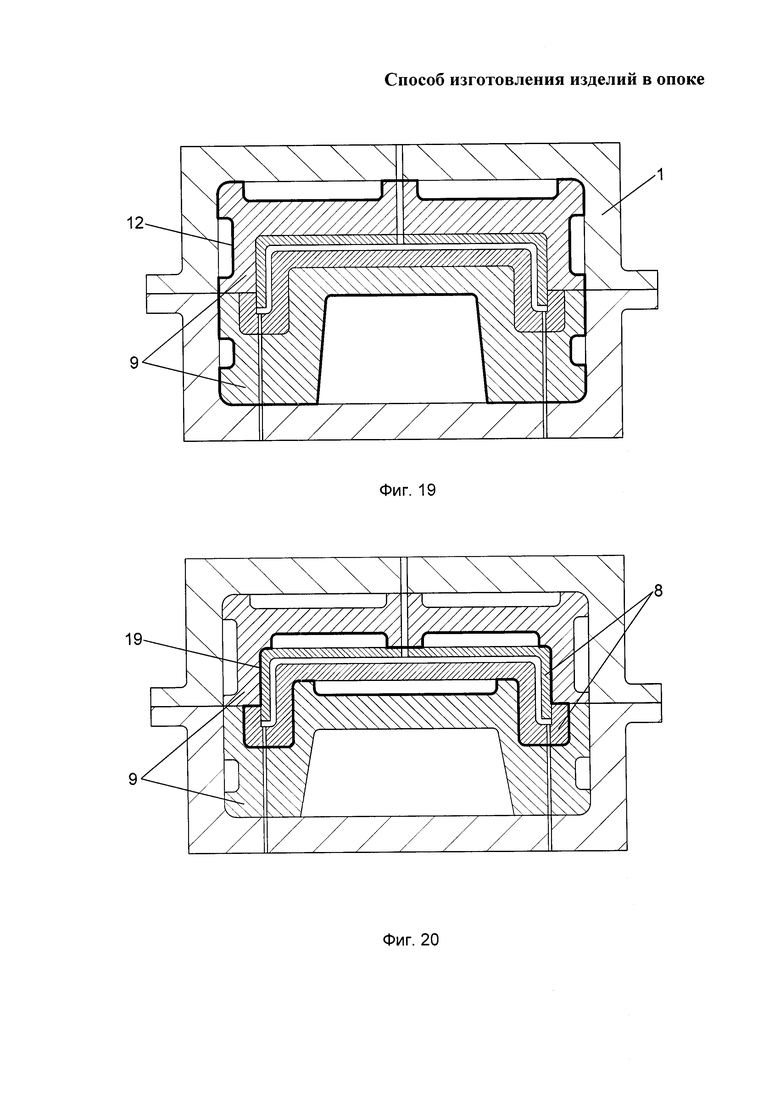
Фиг. 19, 20 - варианты исполнения формы.
Способ изготовления изделий в опоке может быть реализован с использованием комплекса устройств включающего:
Разборную опоку 1 в виде пустотелого устройства, состоящего из нижней и верхней частей и предназначенного для жесткой фиксации внутри устройства конструктивных элементов, образующих форму.
Наборы элементов 2, 3, 4, соответствующие различным изделиям 5, 6, 7.
Набор элементов 2 включает в себя элементы изделия 8 и элементы формы 9, соответствующие изделию 5.
Набор элементов 3 включает в себя элементы изделия 8 и элементы формы 9, соответствующие изделию 6.
Набор элементов 4 включает в себя элементы изделия 8 и элементы формы 9, соответствующие изделию 7.
Каждый набор элементов 2, 3, 4 в опоке 1 может быть собран в виде формы 10 так, что элементы изделия 8 образуют в форме 10 полость 11. При этом, элементы формы 9 охватывают элементы изделия 8, а внешняя поверхность 12 элементов формы 9 соответствует внутренней поверхности 13 опоки 1.
При осуществлении способа, полость 11 в форме 10 заполняют текучим, твердеющим со временем материалом 14, используя для подачи материала 14 в форму 10 каналы 15.
Каналы 15 выполнены в опоке 1, а также в элементах формы 9 и элементах изделия 8.
Каналы 15 служат также для отвода излишка текучего, твердеющего со временем материала 14 из полости 11 после ее заполнения.
Текучий, твердеющий со временем материал 14 является также и связующим материалом, который в процессе осуществления способа соединяет элементы изделия 8 и отвердевший материал 14 в единое изделие (5, 6, 7).
Варианты осуществления способа могут быть реализованы с использованием сухого наполнителя 16, размещенного в полости 11 формы 10. В процессе осуществления способа сухой наполнитель 16 пропитывается текучим, твердеющим со временем материалом 14, образуя в изделии армированный слой.
После разборки формы 10 единое изделие (5, 6, 7) выходит из элементов формы 8 и 9 с литниками 17, представляющими собой отвердевший в каналах 15 материал 14 (см. фиг. 11, 12, 13).
Полость 11, образованная двумя элементами изделия 8 может быть продолжена в одном из элементов изделия 8 в виде полости 18.
Такое исполнение полости 18 технологически легко реализуется при изготовлении элемента 8 методом аддитивной технологии (объемной 3D-печатью).
В этом варианте осуществления способа, сухой наполнитель 16 и материал 14 заполняют всю полость 11, включая ее продолжение - полости 18 (фиг. 18).
Для реализации способа используют элементы формы 9, внешняя поверхность которых 12 соответствует внутренней поверхности опоки 13. Соответствие поверхностей 12 и 13 может быть полным или частичным, что обусловлено технологией изготовления элементов формы и экономией материалов. В любом случае, соответствие поверхностей 12 и 13 (выделены утолщенными линиями на фиг. 1 и фиг. 19) обеспечивает плотное смыкание всех элементов формы, необходимое для обеспечения герметичности формы 10 при ее заполнении текучим, твердеющим со временем материалом 14.
Аналогично, с этой же целью обеспечения герметичности формы 10, охватывающая поверхность элементов формы 9 полностью или частично соответствует охватываемой поверхности элементов изделий 8.
Частичное соответствие охватывающей поверхности 19 элементов формы 9, охватываемой поверхности элементов изделий 8 показано на фиг. 20 (выделено утолщенной линией).
Ниже описан конкретный вариант осуществления способа для трех различных изделий.
Способ изготовления различных изделий в опоке 1, заключается в том, что комплектуют наборы элементов 2, 3, 4.
Указанные наборы элементов используют при изготовлении соответствующих этим наборам изделий 5, 6, 7.
Все элементы, входящие в наборы 2, 3, 4 изготавливают методом объемной 3D-печати.
Для формирования идентичных изделий выполняют цикл операций, который проиллюстрирован на фиг. 17.
В данном случае изготавливают идентичные друг другу изделия 5, при изготовлении которых используются наборы элементов 2.
Способ изготовления изделий 5 реализуется в виде следующего цикла операций:
Операция А
В опоке 1 из набора элементов 2 (элементов изделия 8 и элементов формы 9) собирают форму 10 так, что элементы изделия 8 образуют в форме полость 11, элементы формы 9 охватывают элементы изделия 8, при этом используют элементы формы 9, внешняя поверхность 12 которых частично соответствует внутренней поверхности 13 опоки 1.
Для входящих в набор 2 элементов, охватывающая поверхность 19 элементов форм 9 частично соответствует охватываемой поверхности элементов изделий 8 (внешней поверхности изделия 5).
В этом варианте осуществления способа, в полости 11 размещают сухой наполнитель 16.
Операция Б
Полость 11 в форме 10 через канал 15 в верхней части опоки 1 заполняют текучим, твердеющим со временем материалом 14.
Заполнение материалом 14 формы 10 производят под давлением. Заполнение формы 10 материалом 14 прекращают после выхода материла 14 из каналов 15 в нижней части опоки 1. При заполнении полости 11 материалом 14, текучий материал 14 полностью пропитывает сухой наполнитель 16.
Операция В
Изделие 5 формируют в виде соединения элементов изделия 8 с отвердевшим в форме 10 материалом 14.
Формирование изделия происходит во время выдержки материала 14 в форме 10 под давлением до его полного отверждения.
При этом сухой наполнитель 16 и полностью пропитавший его и отвердевший в полости 11 материал 14 образуют композит.
Отвердевший в полости 11 материал 14 одновременно является связующим, соединяющим композит и элементы изделия 8 в единое целое. Таким образом, изделие 5 представляет собой композитное неразъемное соединение элементов изделия 8 (изготовленных методом объемной 3D-ечати), соединенных с композитным внутренним слоем, представляющим собой сухой наполнитель 16, пропитанный отвердевшим материалом 14.
Операция Г
Форму 10 разбирают:
размыкают верхнюю и нижнюю части опоки 1;
размыкают элементы формы 9;
изделие 5 отделяют от элементов формы 9.
Изделие 5 на этом этапе выходит из формы 10 с литниками 17, представляющими собой отвердевший в каналах 15 материал 14. В дальнейшем, для получения готового изделия 5, литники 17 удаляют механическим способом.
Поскольку материал 14 является связующим материалом, необходимо устранить адгезию материала 14 в каналах 15 с материалом опоки 1 и материалом элементов формы 9.
Для этого перед сборкой формы 10 (операция А) поверхность отверстий 15 в опоке 1 и в элементах формы 9 покрывают разделительным составом (антиадгезивом), который обеспечивает свободный выход литников 17 из каналов 15.
Операция Д
Элементы формы 9 от разобранной формы 10 используют для комплектации набора элементов 2 идентичного набору элементов 2 по операции А).
Таким образом, изготовленные аддитивным методом (3D-печати) элементы формы 9 могут использоваться в цикле производства изделий 5 многократно.
Элементы изделий 8 в процессе производства становятся неотделимыми частями изделий 5, поэтому для комплектации наборов 2 и обеспечения бесперебойного цикла производства, изделия 5 необходимо изготавливать аддитивным методом (3D-печати) и доукомплектовывать ими набор элементов 2 в процессе осуществления способа.
Для изготовления изделий 5 в состав набора 2 входит также и сухой наполнитель 16, который в процессе изготовления изделия становится его неотделимой частью.
После комплектации набора элементов 2 цикл производства идентичных изделий 5 повторяется.
Аналогично, в соответствии с вышеописанным циклом, изготавливают идентичные изделия 6 из наборов 3 и идентичные изделия 7 из наборов 4.
Способ позволяет производить технологичную, быструю переналадку формообразующего устройства для изготовления нового изделия.
Поскольку внешняя поверхность элементов формы для всех наборов соответствует внутренней поверхности опоки, переналадка на производство нового изделия представляет собой простую замену одного набора элементов другим.
По сравнению с известными способами, заявляемый способ значительно расширяет технологические возможности и снижает стоимость процесса, поскольку позволяет совместить серийное производство изделий с единичным, используя при этом различные варианты простого формообразующего устройства, собираемого в одной и той же опоке. Это преимущество способа увеличивается за счет того, что часть элементов, входящих в наборы, или все элементы, входящие в наборы, изготавливают методом объемной 3D-печати.
В основе метода 3D-печати заложен принцип послойного добавления материала, в отличие от традиционных методов формирования детали (где материал удаляется из массива заготовки), что позволяет изготавливать элементы самых сложных форм и конфигураций.
Таким образом, для комплектования набора под совершенно новое изделие, необходимо будет напечатать 3D-методом новые расходуемые элементы изделия и новые, используемые многократно элементы формы.
Вариант реализации способа совмещенный с методом 3D-печати позволяет изготавливать элементы с внутренними полостями, которые невозможно изготовить никакими другими способами, что значительно увеличивает технологические возможности способа.
В частности, появляется возможность изготавливать изделия, содержащие всего один элемент изделия с внутренней полостью, заполненной композитом (сухим наполнителем, пропитанным связующим в виде отвердевшего материала).
Метод 3D-печати позволяет технологично и дешево изготавливать элементы формы, внешняя поверхность которых полностью или частично соответствует внутренней поверхности опоки, а внутренняя (охватывающая) поверхность которых полностью или частично соответствует внешней (охватываемой) поверхности изделия.
С целью экономии времени и материалов нецелесообразно изготавливать элементы формы, внешняя поверхность которых полностью соответствует (полностью повторяет) внутренней поверхности опоки.
Для достижения технического результата достаточно, использовать элементы формы, внешняя поверхность которых частично соответствует внутренней поверхности опоки, то есть повторяет ее только на части внутренней поверхности опоки в отдельных местах.
Такое исполнение целесообразно только в тех местах, в которых сопряжение поверхностей опоки и элементов формы обеспечивает необходимую точность смыкания (с допустимыми зазорами) всех составляющих формы, а также обеспечивает необходимую прочность и долговечность формообразующего устройства в целом.
Аналогично (с тем же техническим результатом) охватывающая (внутренняя) поверхность элементов форм может частично соответствовать охватываемой (внешней) поверхности элементов изделий.
Такое исполнение элементов формы значительно снижает материалоемкость и стоимость их изготовления методом 3D-печати.
Метод 3D-печати также позволяет технологично и дешево изготавливать элементы опоки, элементы формы и элементы изделия сразу с внутренними каналами, необходимыми для подачи в полость формы и отвода из полости формы текучего, твердеющего со временем материала.
Опока, в которой производят сборку формы состоит по меньшей мере из двух частей. В конструкции опоки могут быть предусмотрены крепежные элементы, предназначенные для фиксации частей опоки.
Опока может быть выполнена из любого прочного материала, например, металла или пластика, и сконструирована так, чтобы выдерживать давление подачи текучего твердеющего со временем материала в полость формы.
Для осуществления способа возможен вариант изготовления методом 3D-печати составных частей опоки, а также трубопроводов и присоединительных элементов для подачи/отвода в форму текучего твердеющего со временем материала.
Для обеспечения подачи в формообразующее устройство текучего, твердеющего со временем материала под давлением, чаще всего используют специальную инжекционную машину.
Текучий, твердеющий со временем материал может представлять собой многокомпонентную смесь, включающую смолу и отвердитель. При необходимости в смесь могут включать добавки: катализаторы, наполнители, красители.
На практике способ реализован для изготовления четырех различных изделий, каждое из которых представляет собой композитное соединение типа «пластик-композит».
Способ реализован с применением инжекционной машины ИМ-2 и лазерного 3D-принтера EOS Р760.
Процесс изготовления изделий и формообразующее устройство имели следующие параметры:
Расход смеси на входе в опоку: от 5,5 до 9,5 л/мин.
Давление на выходе инжекционной машины: 6,5-8,5 Бар.
Подогрев компонентов: до 120 град. С.
Время выдержки изделия под давлением до полного отверждения связующего: 120 мин.
Опока: составная из двух частей.
Материал опоки: алюминий.
Размеры опоки, мм: 350,0×450,0×500,0.
Количество элементов формы - 2.
Количество элементов изделия - 2
Материал элементов формы - полиамид EOS РА2200 (3D-печать).
Материал элементов изделия - угленаполненный полиамид EOSCarbonMide (3D-печать).
Сухой наполнитель - углеродная ткань (твил 2/2-К-1000-200).
В качестве текучего, твердеющего со временем материала (связующего) применялась смесь, состоящая из двух компонентов:
Основа - эпоксидная смола L
Отвердитель - GL1
В качестве антиадгезива (разделительного состава) для покрытия поверхности каналов в формообразующем устройстве использовался воск.
Так же возможны следующие варианты осуществления способа:
Подачу текучего, твердеющего со временем материала обеспечивают за счет создания в форме разрежения (пониженного давления, вакуума). При этом текучий материал возможно подавать в форму через каналы в нижней части опоки до ее полного заполнения и выхода излишков текучего материала через каналы в верхней части опоки.
Все или часть процессов, составляющих способ автоматизированы с помощью числового программного метода.
В процессе изготовления изделия производят подогрев формы.
Для герметизации формообразующего устройства используют уплотнение стыков частей формообразующего устройства (частей опоки, элементов формы, элементов изделия).
Операции формообразования изделия в процессе осуществления заявляемого способа контролируют с помощью специальных датчиков, встроенных в формообразующее устройство, в том числе с помощью датчиков температуры и давления.
В качестве материала элементов формообразующего устройства используют полиамид, стеклонаполненный полиамид, угленаполненный полиамид, полиэфирэфиркетон, цветные и черные металлы, а также пластики, обогащенные металлической крошкой, в том числе - алюмидий.
Стыки между элементами и поверхности каналов формообразующего устройства покрывают антиадгезивом в виде разделительных восков, или разделительных составов на основе: поливинилового спирта; поливинилацетата; модифицированных латексов; силоксанов; фторированных соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования изделий | 2016 |
|
RU2723684C2 |
| Конструктивный элемент плавучего средства | 2017 |
|
RU2686548C1 |
| Конструктивный элемент станка | 2017 |
|
RU2697748C2 |
| Композитное пористое изделие (варианты) | 2021 |
|
RU2790250C2 |
| Способ изготовления литейных форм и стержней по технологии формовки холодно-твердеющих смесей (ХТС) в модельно-стержневую оснастку, формообразующая которой изменяет геометрию за короткое время | 2022 |
|
RU2804514C1 |
| ТЕХНОЛОГИЧЕСКИЕ ФОРМЫ, ИЗГОТОВЛЕННЫЕ НА ОСНОВЕ МОДЕЛИРОВАНИЯ МЕТОДОМ НАПЛАВЛЕНИЯ, ДЛЯ ФОРМОВАНИЯ И ТИРАЖИРОВАНИЯ ОБЪЕКТОВ | 2016 |
|
RU2642654C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРХИТЕКТУРНО-СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2024 |
|
RU2838894C1 |
| Способ изготовления деталей двигателестроения из композитных материалов с помощью аддитивных технологий | 2023 |
|
RU2823647C1 |
| КАССЕТА ДЛЯ ЛИТЬЕВОГО ФОРМОВАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТВЕРДЕЮЩИХ МАТЕРИАЛОВ | 2007 |
|
RU2352456C1 |
| ГИДРОГЕЛЬ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С АНТИБАКТЕРИАЛЬНОЙ АКТИВНОСТЬЮ ДЛЯ ЗАМЕЩЕНИЯ КОСТНО-ХРЯЩЕВЫХ ДЕФЕКТОВ МЕТОДОМ 3D ПЕЧАТИ | 2016 |
|
RU2632431C2 |
Изобретение относится к способу изготовления изделий в опоке. Способ заключается в том, что комплектуют наборы элементов для различных изделий. Для получения серии идентичных изделий в опоке из набора элементов собирают форму, полость в форме заполняют текучим, твердеющим со временем материалом, изделие формируют в виде соединения элементов изделия с отвердевшим в форме материалом, форму разбирают, при этом изделие отделяют от элементов формы, а элементы формы от разобранной формы используют для комплектации нового набора элементов. Текучий, твердеющий со временем материал подают в форму под давлением или обеспечивают его подачу за счет создания в форме вакуума. Техническим результатом изобретения является расширение технологических возможностей при производстве различных изделий. 8 з.п. ф-лы, 20 ил.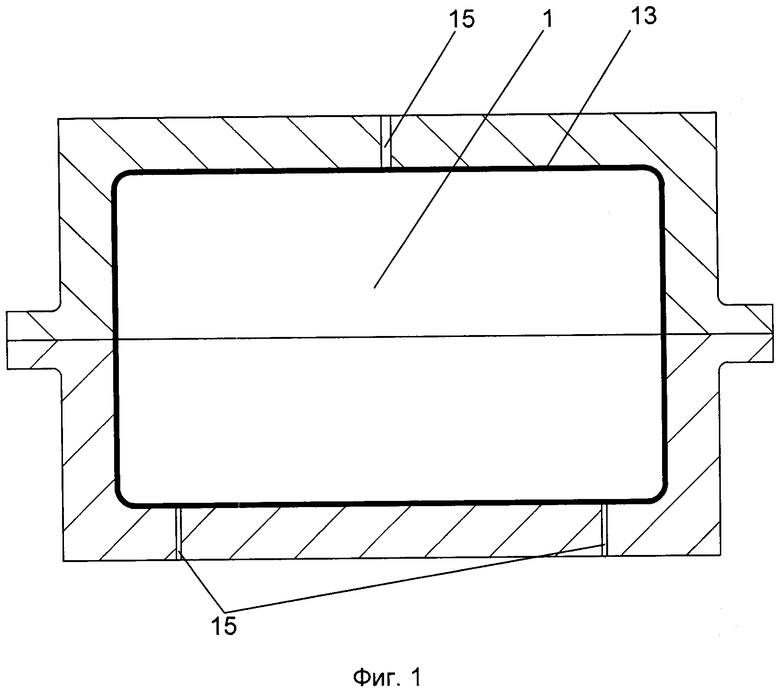
1. Способ изготовления изделий в опоке, заключающийся в том, что комплектуют наборы элементов, соответствующие различным изделиям, при этом каждый набор элементов включает элементы изделия и элементы формы, а для формирования идентичных изделий выполняют следующий цикл операций:
A) в опоке из набора элементов собирают форму так, что элементы изделия образуют в форме полость, элементы формы охватывают элементы изделия, при этом используют элементы формы, внешняя поверхность которых соответствует внутренней поверхности опоки;
Б) полость в форме заполняют текучим, твердеющим со временем материалом;
B) изделие формируют в виде соединения элементов изделия с отвердевшим в форме материалом;
Г) форму разбирают, при этом изделие отделяют от элементов формы;
Д) элементы формы от разобранной формы используют для комплектации набора элементов, идентичного набору элементов по операции А).
2. Способ по п. 1, заключающийся в том, что по меньшей мере один элемент, входящий в набор элементов, изготавливают аддитивным методом.
3. Способ по п. 2, заключающийся в том, что элемент изготавливают методом объемной 3D-печати.
4. Способ по п. 1, заключающийся в том, что для входящих в набор элементов охватывающая поверхность элементов форм полностью или частично соответствует охватываемой поверхности элементов изделий.
5. Способ по п. 1, заключающийся в том, что используют элементы формы, внешняя поверхность которых полностью или частично соответствует внутренней поверхности опоки.
6. Способ по п. 1, заключающийся в том, что в полости формы размещают сухой наполнитель, который в процессе формирования изделия пропитывают текучим, твердеющим со временем материалом.
7. Способ по п. 1, заключающийся в том, что изделия формируют в виде композитных соединений.
8. Способ по п. 1, заключающийся в том, что текучий, твердеющий со временем материал подают под давлением.
9. Способ по п. 1, заключающийся в том, что подачу текучего, твердеющего со временем материала обеспечивают за счет создания в форме вакуума.
| ЛИТЬЕВОЕ ФОРМОВАНИЕ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ С ПРОРЕЗЬЮ | 2012 |
|
RU2559459C1 |
| УНИВЕРСАЛЬНАЯ БЛОК-ФОРМА | 2005 |
|
RU2296049C2 |
| СПОСОБ ЛИТЬЯ И СРЕДСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2311984C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2094229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННЫХ ИЗДЕЛИЙ | 1990 |
|
SU1822067A1 |

