Изобретение относится к измерительной технике, а именно к способам оперативного бортового контроля технического состояния работающего газотурбинного двигателя (ГТД) на наличие магнитных и немагнитных частиц металла в потоке масла системы смазки, а также разбиения обнаруженных частиц на группы по размерам, и может быть использовано в авиации, газовой и нефтяной промышленности, электроэнергетике и других отраслях промышленности для диагностики состояния узлов трения, ремонта по состоянию и своевременного предотвращения аварийных ситуаций.
Известны способы обнаружения металлических частиц в масле, основанные на спектральном, сцинтилляционном, феррографическом, колориметрическом анализе, анализе методом радиоактивных изотопов и ряд других, имеющих довольно высокую информативность. (Машошин О.Ф. Диагностика авиационной техники. Учебное пособие. - М: МГТУ ГА, 2007. - 141 с.)
Недостаток этих способов состоит в том, что они применяются лишь в лабораторных условиях и не пригодны для использования непосредственно на работающем двигателе. Кроме того, они не применяются для разбиения обнаруженных частиц на группы по размерам.
Известны способы контроля состояния узлов терния газотурбинных двигателей, основанные на накоплении металлических частиц, содержащихся в потоке масла, на магнитной пробке, установленной в маслопроводе и последующей регистрации электронным блоком момента достижения их массы заданной величины (Патент РФ №2511971 Сигнализатор стружки, опубл. 10.04.2014).
Недостатком способа является то, что магнитные пробки не улавливают немагнитные частицы металла, и требуется значительное время между появлением продуктов износа в масле и выдачей сигнала «стружка в масле» из-за необходимости накопления значительного количества продуктов износа в зазоре между электрическим контактом и корпусом магнитной пробки. Также, с помощью магнитных пробок произвести разбиение обнаруженных частиц металла на группы по размерам невозможно.
Известен способ, реализованный в устройстве с датчиками проточного типа (фильтры-сигнализаторы) в виде решетки из проводников, включающий регистрацию такого размера частицы износа в потоке масла, при которой одна из пар проводников замыкается, и формирование электронным блоком сигнала о наличии частиц металла в масле. (Патент РФ №2315900 Сигнализатор наличия металлических частиц в системе смазки, опубл. 27.01.2008.)
Недостатком способа является невозможность разбиения обнаруженных частиц металла на группы по размерам, соответственно и невозможность обнаружения развивающегося дефекта на начальной стадии разрушения узла трения.
Известен способ, применяемый в стационарной системе контроля металлических частиц МРМ 01, заключающийся в прокачивании масла из системы смазки через проходной канал сенсора металлических частиц MPS, с принципом действия, основанном на индуктивном методе измерения, контроле числа частиц износа в определенном интервале времени с помощью блока управления МРМ 01 (электронный ресурс www.filterelement.ru/?firm=internormen&catalog).
Недостатком способа является невозможность разбиения обнаруженных частиц металла на группы по размерам.
Наиболее близким по технической сущности является способ, реализованный в системе мониторинга частиц износа с датчиком проточного типа «Вектор-Т», разработанной ООО "ГК Инновация" (электронный ресурс www.gkin.ru/vector-t.html), в котором информационный сигнал формируется в результате электромагнитного взаимодействия индуктивного чувствительного элемента, охватывающего проходной масляный канал датчика, с частицей металла. Система в режиме реального времени прокачивает масло из системы смазки двигателя через проходной канал датчика, регистрирует частицы металла в потоке масла, идентифицирует вид металла (магнитный или не магнитный) и формирует информационные сигналы о наличии частиц металла.
Недостатком способа является невозможность разбиения обнаруженных частиц металла на группы по размерам.
Целью изобретения является усовершенствование процесса контроля состояния узлов трения, за счет распределения обнаруженных частиц металла системой мониторинга на группы по размерам и возможности подсчета числа обнаруженных частиц в группах за заданный интервал времени.
Указанная цель достигается тем, что в известный способ, заключающийся в прокачке масла из системы смазки двигателя через проходной канал датчика системы мониторинга, идентификации вида металла (магнитный или не магнитный), регистрации частиц металла в потоке масла, формировании информационного сигнала о наличии частиц металла введены дополнительные операции.
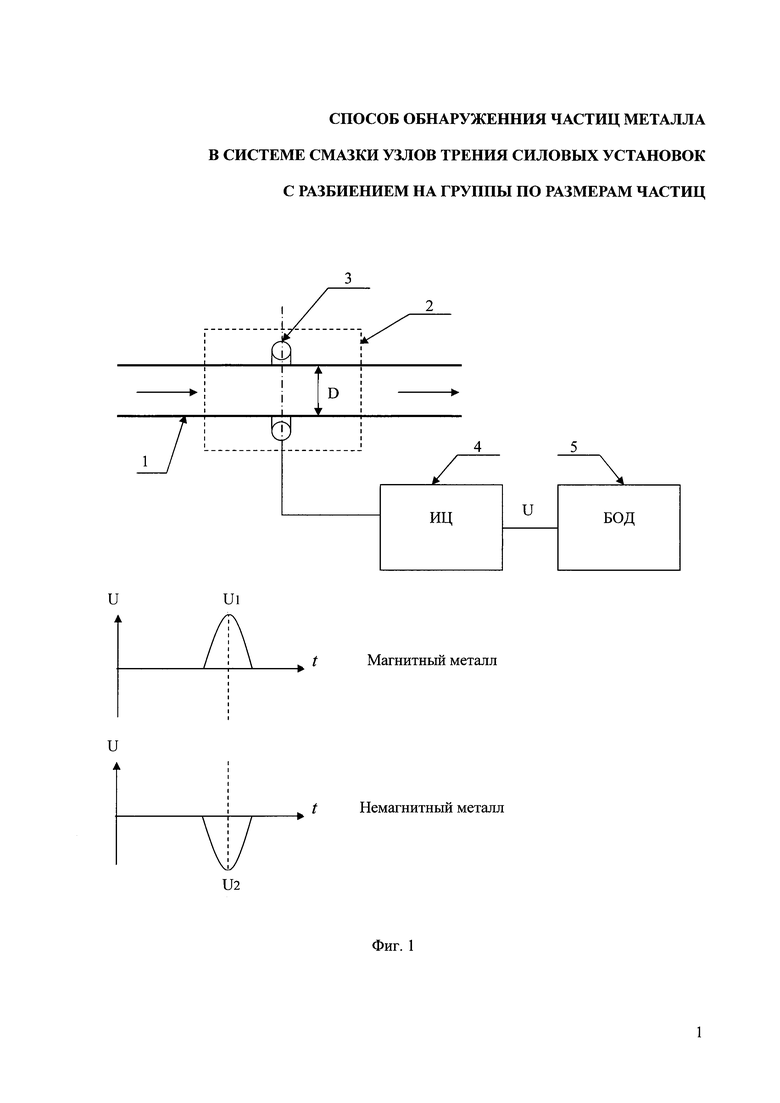
Суть предлагаемого способа поясняется фигурами 1 и 2.
Общий поток масла 1 системы смазки ГТД поступает на вход датчика 2, реализующего способ (фигура 1). Индуктивный вихретоковый чувствительный элемент 3, охватывающий маслопровод диаметром D и включенный в дифференциальную измерительную цепь 4, формирует информационный сигнал о прохождении частицы металла в потоке масла. Выходной сигнал U с измерительной цепи поступает в блок обработки данных 5, в котором формируется информация о числе и типе (магнитный или немагнитный) частиц металла, о величине вероятности принадлежности обнаруженной частицы металла к выделенным группам.
Дополнительные операции при подготовке системы мониторинга к работе:
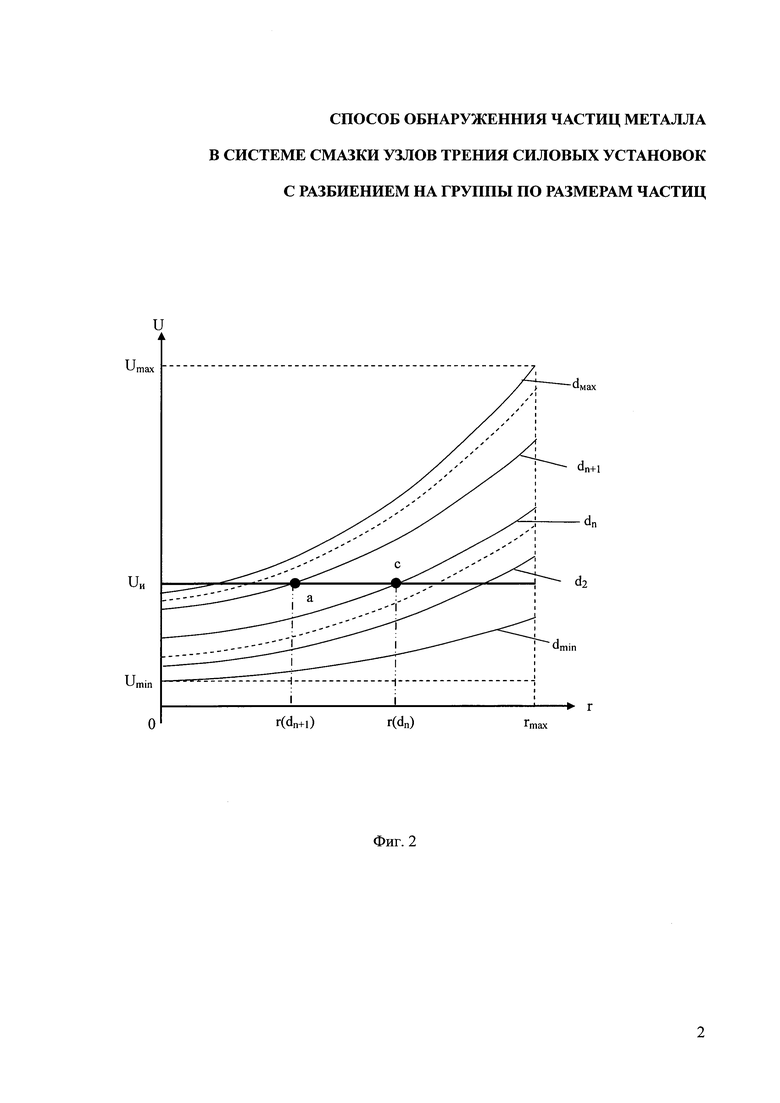
- снятие градуировочных характеристик - зависимости напряжения U измерительной цепи от радиального смещения r частицы металла в плоскости витка чувствительного элемента от центра до внутреннего радиуса маслопровода для частиц металла различного размера (диаметра) в выделенном диапазоне контроля dmin - dmax (фиг. 2);
- нахождение аппроксимирующей функции для градуировочных характеристик в виде аналитического выражения - Ud(r);
- разбиение заданного диапазона размеров контролируемых частиц от dmin до dmax на заданное число (N) групп: G1 - от d1=dmin до d2; … Gn - от dn до d(n+1) … GN - от dN до dN+1=dmax, где Gn - группа частиц металла с номером n.
- выделение дополнительных групп вне заданного диапазона размеров контролируемых частиц:
группа Gmin, в которой размер частицы металла d<dmin;
группа Gmax, в которой размер частицы металла d>dmax.
Операции при работе системы мониторинга по назначению:
- Определение по величине измеренного напряжения на выходе измерительной цепи Uи в момент прохождения частицы металла через датчик, к каким группам размеров может принадлежать зафиксированная частица в предположении, что ее положение в радиальном направлении от центра маслопровода является случайным и равновероятным. Графическая интерпретация определения вероятности принадлежности зафиксированной частицы металла к группе размеров Gn представлена на фиг. 2 и заключается в том, что график Uи пересекает в точках «а» и «с» соответственно граничные градуировочные характеристики U(dn) и U(dn+1). Действительно, частица металла с размерами от dn до dn+1, находясь на расстоянии от центра маслопровода в пределах r(dn) … r(dn+1) может сформировать сигнал измерительной цепи амплитудой Uи.
- Вычисление по имеющемуся математическому описанию градуировочных характеристик Ud(r) вероятности принадлежности обнаруженной частицы металла к выделенным группам размеров
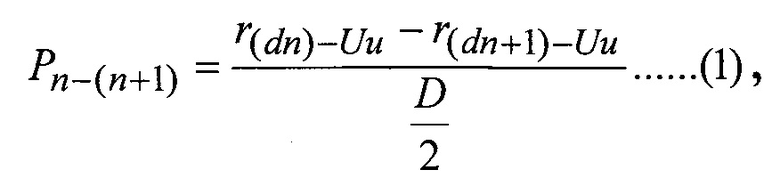
где: Pn-(n+1) - вероятность отнесения обнаруженной частицы металла к группе G с номером «n» с размерами от dn до dn+1;
r(dn)-Uи и r(dn+1)-Uи - значения r в точках пересечения «а» и «с» соответственно зависимостей U(dn)(r) и U(dn+1)(r) с Uи;
D - внутренний диаметр маслопровода, охватываемый контуром чувствительного элемента.
- Подсчет количества обнаруженных частиц в каждой группе размеров за заданный интервал времени.
Численный пример для подтверждения реализуемости предлагаемого способа.
Пусть:
- Внутренний диаметр маслопровода D=8 мм;
- Диапазон контролируемых частиц металла - от dmin=0,2 мм до dmax=0,6 мм.
- Задано число выделенных групп частиц металла в выделенном для контроля диапазоне N=4 (G1 - от 0,2 до 0,3 мм., G2 - от 0,3 до 0.4 мм., G3 - от 0,4 до 0,5 мм., G4 - от 0,5 до 0,6 мм.). Кроме того, фиксируются частицы, выходящие за пределы выделенного для контроля диапазона - группа Gmin, в которой d<0,2 мм, и группа Gmax, в которой d>0,6 мм.
- Диапазон изменения унифицированного сигнала измерительной цепи 0÷5 В (должен соответствовать диапазону входного сигнала предполагаемого для применения аналого-цифрового преобразователя, например, LCard Е-440, и содержать, в том числе, участки для информации о частицах групп Gmin, Gmax).
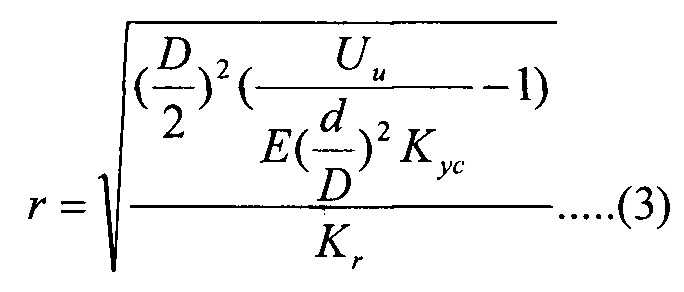
Выполнена градуировка чувствительного элемента датчика совместно с измерительной цепью и найдена аппроксимирующая функция градуировочных характеристик в следующем виде:

где: r - расстояние от центра ЧЭ, 
Kr=3,6 - коэффициент изменения чувствительности в пределах от r=0 до 
Kус=95 - коэффициент усиления выходного каскада измерительной цепи, обеспечивающий выходное напряжение в пределах выбранной величины унифицированного сигнала с измерительной цепи.
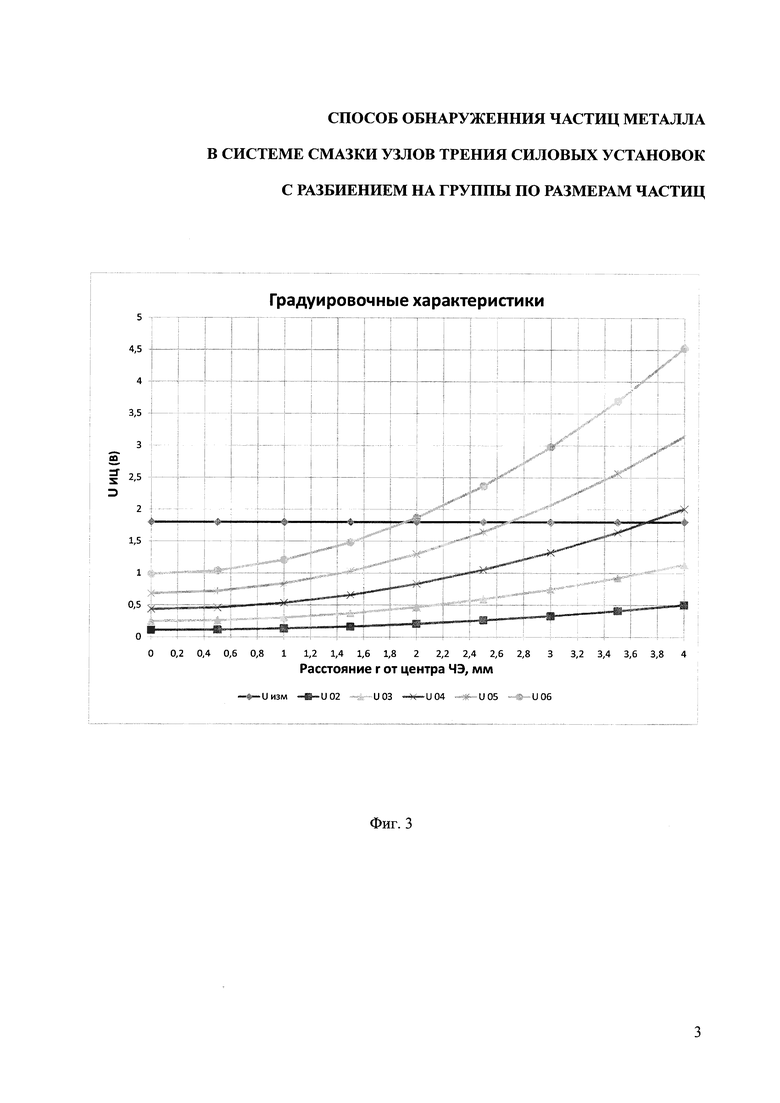
Построены зависимости выходного сигнала измерительной цепи от перемещения r частицы металла для граничных значений выделенных групп частиц (фиг. 3).
Пусть при прохождении частицы металла неизвестного размера через датчик сформировался сигнал с измерительной цепи амплитудой Uи=1,8 В. Этому значению выходного сигнала (показано на фиг. 3 горизонтальной линией) соответствуют диаметры, относящиеся к группам частиц G2 - (0,3-0,4], G3 - (0,4-0,5], G4 - (0,5-0,6], Gmax - >0,6 мм.
Величина r в точках пересечения линии Uи=1,8 B с градуировочными характеристиками для граничных значений диаметров частиц метала может быть вычислена после преобразования выражения (2) к следующему виду:
Тогда вероятности попадания значения диаметра частицы металла в интервал группы будут равны: P(G2) - 0,069904, P(G3)=0,25656, P(G4)=0,193787, P(Gmax)=0,479749, P(Gmin) и P(G1)=0. При этом суммарная вероятность равна единице (PΣ=1).
Частицу металла следует отнести к группе размеров с наибольшей вероятностью.
Информативность при регистрации частиц металла, находящихся в потоке масла, и определении их размера, существенно возрастает с применением в предложенном способе дополнительных операций по разбиению значений размеров частиц (диаметра) на группы интервалов, что при использовании заранее снятых градуировочных характеристик U(r) позволяет более точно определить диаметр частицы металла, а, следовательно, и степень износа трущихся деталей.
Благодаря непрерывному контролю числа и вида частиц металла, находящихся в потоке масла, распределения частицы на группы по размерам и анализируя тенденцию изменений в масле непосредственно во время эксплуатации двигателей и без их остановки, появляется возможность своевременно оценивать степень износа основных узлов трения, прогнозировать развитие дефектов в будущем и устранять проблемы в работе двигателя до их развития, максимально использовать ресурс двигателя и проводить ремонтные работы не по регламенту, а по фактическому состоянию, а также заблаговременно предупреждать о приближении аварийных ситуаций в двигателе.
Изобретение относится к способам оперативного бортового контроля технического состояния работающего газотурбинного двигателя (ГТД) на наличие магнитных и немагнитных частиц металла в потоке масла системы смазки. Сущность изобретения заключается в том, что способ обнаружения частиц металла в масле системы смазки узлов трения и определения скорости потока масла на работающем газотурбинном двигателе дополнительно содержит этапы, на которых осуществляют снятие градуировочных характеристик - зависимости напряжения измерительной цепи от радиального смещения частицы металла в плоскости витка чувствительного элемента от центра до внутреннего радиуса маслопровода для частиц металла различного размера (диаметра) в выделенном диапазоне контроля; нахождение аппроксимирующей функции для градуировочных характеристик в виде аналитического выражения; разбиение заданного диапазона размеров контролируемых частиц на заданное число групп; выделение групп, примыкающих к заданному диапазону размеров контролируемых частиц; вычисление вероятности принадлежности обнаруженной частицы металла к выделенным группам размеров. Технический результат – повышение информативности контроля технического состояния ГТД. 3 ил.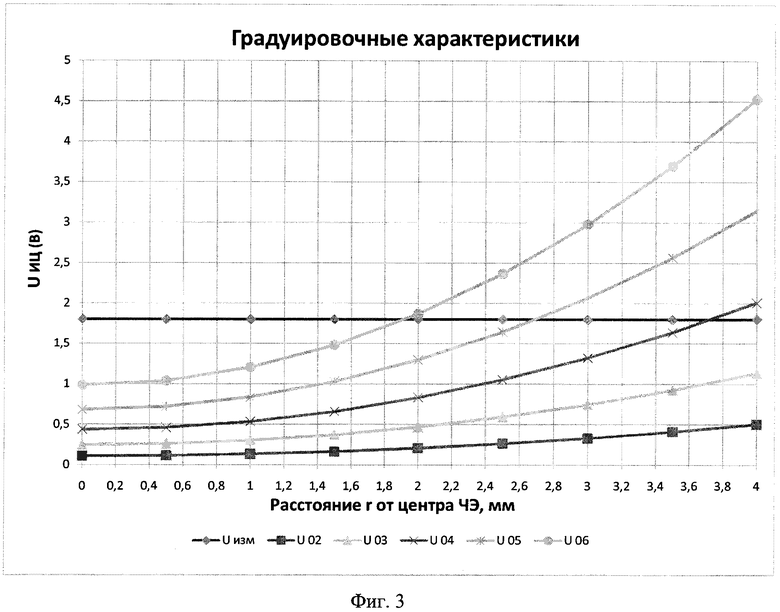
Способ обнаружения частиц металла в масле системы смазки узлов трения и определения скорости потока масла на работающем газотурбинном двигателе, заключающийся в прокачке масла системы смазки двигателя через проходной канал датчика; регистрации частиц металла в потоке масла; идентификации магнитного или не магнитного вида металла; формировании информационного сигнала о наличии частиц металла; отличающийся тем, что с целью распределения обнаруженных в масле частиц металла на группы по размерам, а также повышения информативности введены следующие дополнительные операции: снятие градуировочных характеристик - зависимости напряжения измерительной цепи от радиального смещения частицы металла в плоскости витка чувствительного элемента от центра до внутреннего радиуса маслопровода для частиц металла различного размера (диаметра) в выделенном диапазоне контроля; нахождение аппроксимирующей функции для градуировочных характеристик в виде аналитического выражения; разбиение заданного диапазона размеров контролируемых частиц на заданное число групп; выделение групп, примыкающих к заданному диапазону размеров контролируемых частиц; вычисление вероятности принадлежности обнаруженной частицы металла к выделенным группам размеров.
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2007 |
|
RU2369854C2 |
| СПОСОБ КОНТРОЛЯ И ПРОГНОЗИРОВАНИЯ СОСТОЯНИЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ, ПРЕИМУЩЕСТВЕННО ДВИГАТЕЛЕЙ С МЕЖВАЛЬНЫМИ ПОДШИПНИКАМИ | 1998 |
|
RU2164344C2 |
| СИГНАЛИЗАТОР НАЛИЧИЯ МЕТАЛЛИЧЕСКИХ ЧАСТИЦ В СИСТЕМЕ СМАЗКИ | 2006 |
|
RU2315900C1 |
| JP 2012163512 A, 30.08.2012. | |||

