Настоящее изобретение относится к измерительной технике, а именно к способам оперативного контроля технического состояния работающей силовой установки на наличие магнитных и немагнитных частиц металла (ЧМ) в потоке масла системы смазки, а также оценки размеров обнаруженных частиц, и может быть использовано в авиации, газовой и нефтяной индустрии, электроэнергетике и других отраслях промышленности для диагностики состояния подшипниковых узлов силовых установок, обслуживания по фактическому техническому состоянию и своевременного предотвращения аварийных ситуаций.
В процессе экспериментальных исследований и штатной эксплуатации силовых установок (авиационные двигатели, дизель-генераторные установки и др.) возникает необходимость контролировать параметры рабочих процессов машин непосредственно на работающем двигателе.
Известен способ обнаружения частиц металла в масле системы смазки узлов трения и определения скорости потока масла с помощью вихретокового датчика, в котором масло прокачивают через проходной канал датчика, преобразуют информацию о прохождении частицы металла по каналу датчика в электрический сигнал с помощью дифференциальной измерительной цепи, в которую включены два одновитковых вихретоковых чувствительных элемента ЧЭ1 и ЧЭ2, смещенных относительно друг друга по направлению потока на заданное расстояние, выполняют идентификацию магнитных и немагнитных ЧМ, а также определяют скорость потока масла по известному расстоянию и времени прохождения ЧМ между ЧЭ1 и ЧЭ2 (Патент РФ №2668513 «Способ обнаружения частиц металла в масле системы смазки узлов трения и определения скорости потока масла», опубл. 01.10.2018 Бюл. №28).
Недостаток способа заключается в том, что он не обеспечивает возможности определения размера обнаруженных частиц металла.
Наиболее близким техническим решением является способ, реализованный в вихретоковом датчике (патент РФ №2674577 «Способ обнаружения частиц металла в системе смазки узлов трения силовых установок с разбиением на группы по размерам частиц», опубл. 11.12.2018 г., Бюл. №35), предназначенный для регистрации частиц изнашивания (частиц металла), определения вида металла (магнитный - немагнитный), а также разбиения обнаруженных частиц на группы по размерам в потоке масла, проходящего через его масляный канал. Датчик включается в трубопровод системы принудительной смазки узлов трения газотурбинного двигателя и используется в системе диагностики подшипников.
В указанном способе поток масла системы смазки ГТД поступает на вход датчика. Охватывающий маслопровод датчика индуктивный вихретоковый чувствительный элемент 1 (фиг. 1), включенный в дифференциальную измерительную цепь, формирует информационный сигнал о прохождении частицы металла 2 в потоке масла.
С измерительной цепи выходной сигнал поступает в блок обработки данных, в котором формируется информация о числе и типе (магнитный или немагнитный) частиц металла, а также на основе вероятностного подхода относят обнаруженную частицу металла к одной из размерных групп.
При реализации способа выполняют следующие операции:
- снимают градуировочные характеристики - зависимости напряжения U измерительной цепи от радиального смещения r частицы металла в плоскости витка чувствительного элемента от центра до внутреннего радиуса маслопровода для частиц металла различного размера (диаметра) в выделенном диапазоне контроля dmin-dmax;
- находят аппроксимирующую функцию для градуировочных характеристик в виде аналитического выражения - Ud(r) (связанного соответственно с изменением индуктивности ΔL, которое является информационным параметром ЧЭ);
- разбивают заданный диапазон размеров контролируемых частиц от dmin до dmax на заданное число (N) групп: G1 - от d1=dmin до d2; … Gn - от dn до d(n+1)…GN - от dN до dN+1=dmax, где Gn - группа частиц металла с номером n;
- выделяют дополнительные группы вне заданного диапазона размеров контролируемых частиц:
группа Gmin, в которой размер частицы металла d<dmin;
группа Gmax, в которой размер частицы металла d>dmax;
вычисляют вероятность принадлежности обнаруженных частиц металла к выделенным группам размеров.
Недостатком способа является:
- значительное снижение чувствительности к частицам металла, проходящим в потоке масла через центральную область чувствительного элемента, в сравнении с чувствительностью к частицам металла, проходящим в непосредственной близости к проводнику чувствительного элемента (на радиальном удалении r от центра, близким к радиусу R чувствительного элемента). Следствием указанного недостатка при практической реализации способа является невозможность регистрировать частицы металла, проходящие через центральную область ЧЭ, с уровнем информационного сигнала ниже уровня «шума» (Рш) аналого-цифрового тракта измерительного средства, приведенного к информационному параметру чувствительного элемента.
Для иллюстрации указанного недостатка разработана расчетная модель электромагнитного взаимодействия немагнитной частицы металла с чувствительным элементом в виде одиночного контура (витка) тока радиусом R.
Информационным параметром ЧЭ является величина изменения индуктивности ΔL в ответ на прохождение частицей металла размером d его контура. По сути, величина изменения индуктивности ЧЭ от частицы заданного размера является чувствительностью  данного ЧЭ.
данного ЧЭ.
Физическим свойством вихретокового ЧЭ является квадратичная зависимость величины информационного параметра ΔL(d, r) для частицы любого заданного размера d от радиального положения, на котором частица находится (пересекает в потоке масла) в плоскости ЧЭ.
Вычисление изменений индуктивности чувствительного элемента ΔL от нахождения частицы металла размером d в плоскости витка чувствительного элемента выполнено на основе закона Био-Савара и метода конечных элементов.
Задачей расчетной модели является нахождение распределения индукции В(r) в радиальном направлении в плоскости S чувствительного элемента, от величины которой зависит чувствительность к частицам металла. Распределение В(r) позволяет вычислить изменение индуктивности чувствительного элемента ΔL(d, r) от частицы металла заданного условного размера d.
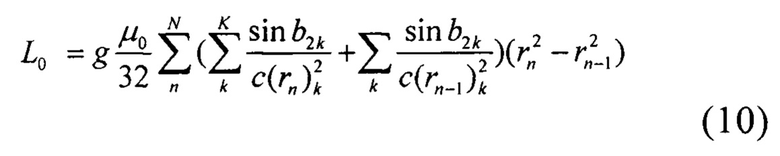
В расчетной модели использован чувствительный элемент в виде одиночного витка с радиусом R=4 mm (фиг. 2) и током с амплитудой 0,1 А. В общем случае ток, протекающий по проводнику чувствительного элемента, является функцией времени t. Характер изменения тока во времени I(t) определяется видом напряжения питания чувствительного элемента (импульсное, гармоническое, постоянное). Так как индуктивность чувствительного элемента L в идеальном случае не зависит от формы питающего напряжения, то для рассматриваемого случая за ток I примем его максимальное (амплитудное) значение.
Контур витка разбивается на «конечные элементы» тока g (фиг. 2) путем его деления в угловом направлении на заданное число К.

Индукция на заданном радиусе r (фиг. 2) определится с учетом закона Био-Савара выражением

где  - магнитная проницаемость воздуха;
- магнитная проницаемость воздуха;
 - угловое положение конечного элемента на шаге k.
- угловое положение конечного элемента на шаге k.

Так как проводник контура чувствительного элемента и частица металла имеют физические размеры, то центр ЧМ не может находиться в центре проводника ЧЭ. В этой связи индукция вычислена до r=3.8 мм.
Индуктивность L чувствительного элемента при отсутствии частицы металла в рабочей зоне чувствительного элемента определяется известным выражением

где  - магнитный поток через поверхность S, охватываемую контуром тока чувствительного элемента.
- магнитный поток через поверхность S, охватываемую контуром тока чувствительного элемента.
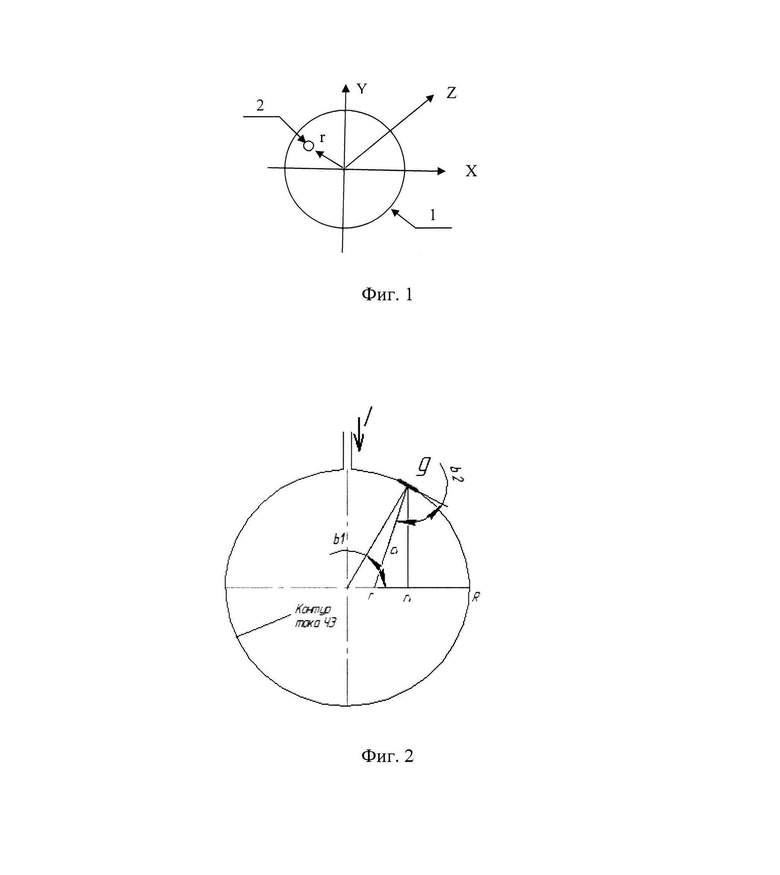
Вычислим интеграл по поверхности численным способом. Выделим на поверхности S, охватываемой контуром чувствительного элемента, N «колец» с помощью концентрических окружностей, каждая из которых соответствует линии постоянной индукции (фиг. 3).
Площадь кольца dSn определится выражением
Примем величину индукции для кольца равной среднему значению индукции В(rn ср) на радиусах rn и rn-1

Магнитный поток dФn через элемент площади dSn определится следующим выражением

Величина магнитного потока через всю площадь S определится выражением

С учетом выражений (2), (6) выражение для потока Ф примет вид

Индуктивность чувствительного элемента (4) при отсутствии частицы металла в зоне чувствительности примет вид
Прохождение немагнитной ЧМ с высокой электропроводностью (медь, латунь, бронза…) плоскости ЧЭ связано с возникновением вихревых токов в объеме ЧМ, которые создадут вторичное электромагнитное поле (ЭМП), противодействующее ЭМП чувствительного элемента от тока I. В идеальном случае поле ЧМ полностью компенсирует первичное поле в области поверхности ЧЭ, покрываемой частицей металла (Sчм). В результате магнитный поток ЧЭ уменьшится на величину
ΔФ=B(r)Sчм(d)
где d - условный размер ЧМ (в рассматриваемой модели примем за частицу металла шар с заданным диаметром d).
Изменение потока вызовет соответствующее изменение индуктивности чувствительного элемента на ΔLчэ.

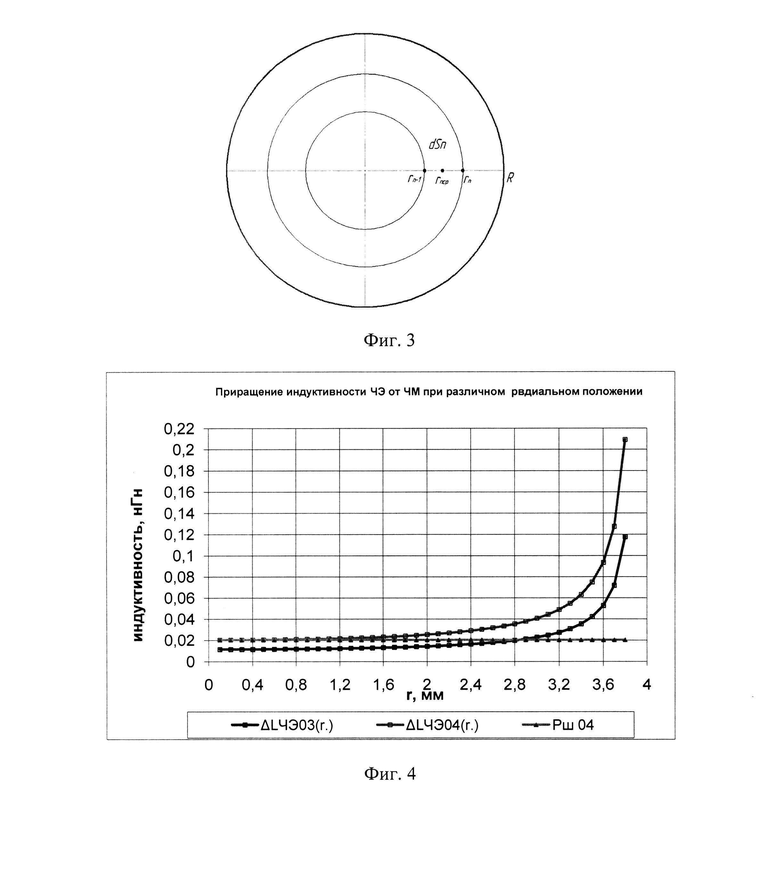
Результаты вычисления по (11) зависимостей ΔLчэ(d, r) для двух ЧМ с размерами d1=0.4 мм и d2=0.3 мм представлены на фиг. 4. Из графиков следует, что отношение ΔLчэ(d, r) при r→R и при r=0 более 10.
Пусть величина приведенного «шума» аналого-цифрового тракта средства измерения находится на уровне минимального информационного сигнала ЧЭ от ЧМ размером 0.4 мм (на фиг. 4 линия Рш). Очевидно, что вся характеристика ΔL(0.4, r) находится выше линии «шума» и частица металла размером 0.4 мм будет обнаружена средством измерения.
Зависимость ΔL(0.3, r) в области r=0…r=2.8 находится ниже уровня «шума» и сигнал от ЧМ на фоне «шума» не может быть выделен. ЧМ с размером 0.3 мм может быть обнаружена в диапазоне r>2.8 мм….r→R.
Известно, что при ламинарном движении жидкости по круглому трубопроводу скорость потока по сечению трубы распределяется по параболическому закону (А.А. Угингус. Гидравлика и гидравлические машины: Харьков: Издательство Харьковского Государственного университета им. A.M. Горького, 1966. - 402 с.), а потому большая часть частиц металла будет проходить через центральную часть сечения трубы в плоскости ЧЭ в зоне пониженной чувствительности, что ограничивает возможности по обнаружению частиц минимального размера.
Целью изобретения является повышение чувствительности вихретоковых средств контроля к ЧМ в области малых размеров, присутствующих в масле проточной системы смазки силовых установок в процессе изнашивания подшипниковых узлов.
Указанная цель расширения диапазона контролируемых ЧМ в области малых размеров при заданном значении приведенного «шума» используемого средства измерения достигается за счет введения к основным операциям, при которых:
- прокачивают масло системы смазки двигателя через проходной канал датчика;
- регистрируют частицы металла в потоке масла;
- идентифицируют вид металла;
- формируют информационный сигнал о наличии частиц металла;
- снимают градуировочные характеристики - зависимости информационного сигнала измерительной цепи от радиального смещения частицы металла в плоскости витка чувствительного элемента от наружного диаметра вставки до внутреннего диаметра маслопровода для частиц различного диаметра в выделенном диапазоне контроля;
- находят аппроксимирующую функцию для градуировочных характеристик в виде аналитического выражения;
- разбивают заданный диапазон размеров контролируемых частиц на заданное число групп;
- выделяют группы, примыкающие к заданному диапазону размеров контролируемых частиц;
- вычисляют вероятности принадлежности обнаруженных частиц металла к выделенным группам размеров,
дополнительных операций, при которых:
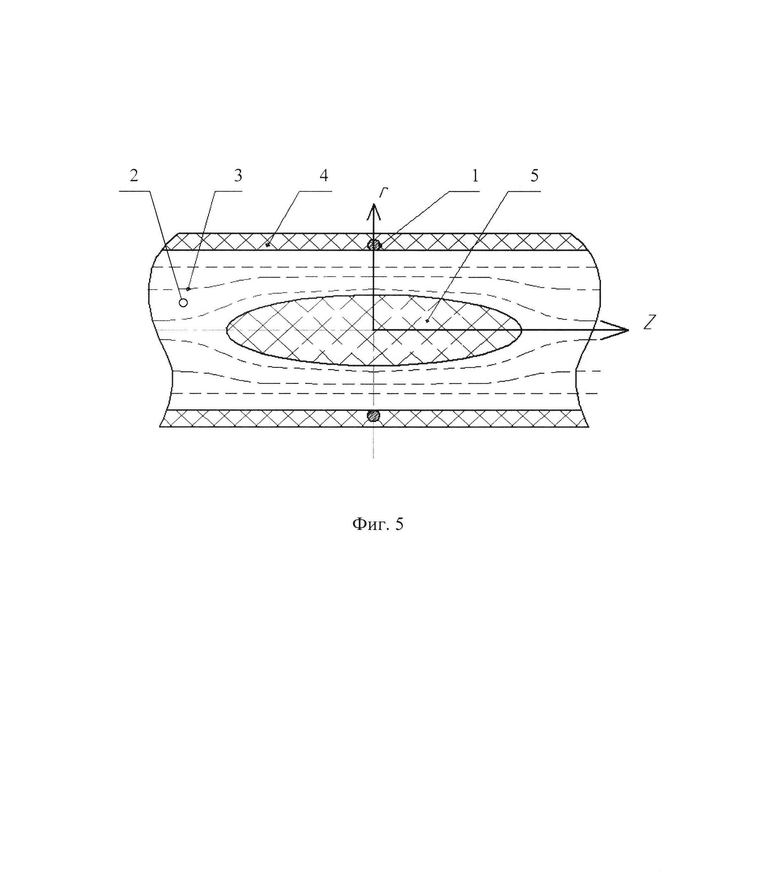
- вытесняют поток масла 3 (фиг. 5) с ЧМ 2 из центральной области плоскости чувствительного элемента 1 к периферии, к стенкам масляного канала 4 за счет размещения в центре потока масла эллипсовидной вставки 5 из диэлектрического немагнитного материала радиусом Rвст;
- вычисляют максимальный радиус вставки по точке пересечения линии Рш с характеристикой ΔL(d, r) с выбранным минимальным размером d частицы металла.
В результате выполнения первой операции поток масла с частицами металла будет проходить через поверхность SK в виде кольца с минимальным радиусом Rвст и максимальным радиусом, равным R исходного чувствительного элемента.
Выполнение второй операции поясняется результатами моделирования, представленными на фиг. 4. Примем за минимальный размер контролируемых частиц металла d=0.3 мм. В этом случае пересечение характеристики ΔL(0.3, r) с линией Рш произойдет при r=2.8 мм. Следовательно, радиус вставки Rвст=2.8 мм.
В итоге рабочая область чувствительного элемента с вставкой будет находиться в пределах r=2.8 мм…r=R=4 mm. Рабочий участок характеристики ΔL(0.3, r) будет находиться над линией Рш.
Таким образом, вытеснение потока масла из центральной области к периферии ведет к перемещению ЧМ в область более высокой чувствительности и увеличению абсолютного значения информационного параметра ΔL до уровня Рш для ЧМ меньшего размера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБНАРУЖЕНИЯ ЧАСТИЦ МЕТАЛЛА В СИСТЕМЕ СМАЗКИ УЗЛОВ ТРЕНИЯ СИЛОВЫХ УСТАНОВОК С РАЗБИЕНИЕМ НА ГРУППЫ ПО РАЗМЕРАМ ЧАСТИЦ | 2017 |
|
RU2674577C1 |
| СПОСОБ ОБНАРУЖЕНИЯ И ОЦЕНКИ РАЗМЕРОВ ЕДИНИЧНЫХ ЧАСТИЦ МЕТАЛЛА В СИСТЕМЕ СМАЗКИ ПАР ТРЕНИЯ СИЛОВЫХ УСТАНОВОК | 2019 |
|
RU2724309C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТИ ПОТОКА МАСЛА ПРИ ОБНАРУЖЕНИИ ЧАСТИЦ МЕТАЛЛА В СРЕДСТВАХ ДИАГНОСТИКИ УЗЛОВ ТРЕНИЯ ГТД | 2020 |
|
RU2749574C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ЧАСТИЦ МЕТАЛЛА И ОПРЕДЕЛЕНИЯ СКОРОСТИ ПОТОКА МАСЛА В ПРОТОЧНОЙ СИСТЕМЕ СМАЗКИ ПОДШИПНИКОВЫХ УЗЛОВ ЭНЕРГОСИЛОВЫХ УСТАНОВОК | 2023 |
|
RU2806666C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ЧАСТИЦ МЕТАЛЛА В МАСЛЕ СИСТЕМЫ СМАЗКИ УЗЛОВ ТРЕНИЯ И ОПРЕДЕЛЕНИЯ СКОРОСТИ ПОТОКА МАСЛА | 2017 |
|
RU2668513C1 |
| СПОСОБ ОБНАРУЖЕНИЯ МЕТАЛЛИЧЕСКИХ ЧАСТИЦ ИЗНОСА В ПОТОКЕ МАСЛА РАБОТАЮЩЕГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2646520C1 |
| СПОСОБ ОЦЕНКИ ДЕФОРМАЦИИ СТАТОРА И ПАРАМЕТРОВ БИЕНИЯ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2008 |
|
RU2379626C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ДВИЖЕНИЯ ТОРЦОВ ЛОПАТОК РОТОРА ТУРБОМАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2231750C2 |
| СПОСОБ ИЗМЕРЕНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ МЕЖДУ ТОРЦАМИ РАБОЧИХ ЛОПАТОК И СТАТОРОМ ТУРБОМАШИНЫ И ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ РАБОЧЕЙ СРЕДЫ В ПРОТОЧНОЙ ЧАСТИ | 2017 |
|
RU2674079C1 |
| СПОСОБ УМЕНЬШЕНИЯ ТЕМПЕРАТУРНОЙ ПОГРЕШНОСТИ ИЗМЕРЕНИЯ МНОГОКООРДИНАТНЫХ СМЕЩЕНИЙ ТОРЦОВ ЛОПАТОК ОДНОВИТКОВЫМ ВИХРЕТОКОВЫМ ПРЕОБРАЗОВАТЕЛЕМ | 2012 |
|
RU2519844C2 |
Изобретение относится к области контроля металлических частиц износа в проточных системах смазки работающих силовых установок при прокачке масла через проходной канал датчика, встроенного в маслопровод силовой установки; обеспечивается идентификация магнитного или немагнитного вида металла; отнесение обнаруженных частиц к выделенным группам размеров. Для повышения чувствительности к частицам металла малых размеров используют вихретоковый датчик с размещенной в центре ЧЭ, охватывающего поток масла, эллипсовидной вставкой из диэлектрического немагнитного материала с максимальным радиусом Rвст, вычисленным по точке превышения зависимости информационного параметра чувствительного элемента ΔL(dmin, r) от радиального положения r частицы металла с минимальным размером dmin, принятым в качестве нижней границы регистрируемых частиц, над приведенным уровнем «шума» в процессе изнашивания подшипников частиц металла. Технический результат - повышение чувствительности вихретоковых средств контроля к ЧМ в области малых размеров, присутствующих в масле проточной системы смазки силовых установок в процессе изнашивания подшипниковых узлов. 5 ил.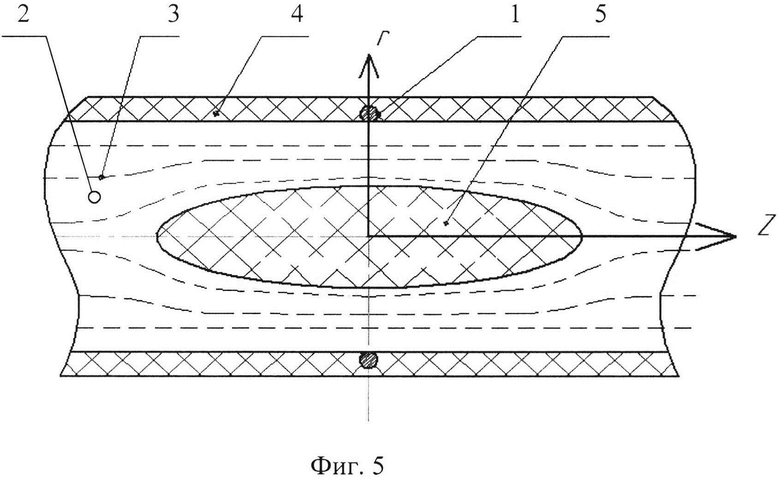
Способ контроля частиц металла, присутствующих в масле проходной системы смазки силовых установок, в процессе изнашивания подшипников, заключающийся в том, что прокачивают масло системы смазки двигателя через проходной канал датчика; регистрируют частицы металла в потоке масла; идентифицируют вид металла; формируют информационный сигнал о наличии частиц металла; снимают градуировочные характеристики - зависимости информационного сигнала измерительной цепи от радиального смещения частицы металла в плоскости витка чувствительного элемента от наружного диаметра вставки до внутреннего диаметра маслопровода для частиц различного диаметра в выделенном диапазоне контроля; находят аппроксимирующую функцию для градуировочных характеристик в виде аналитического выражения; разбивают заданный диапазон размеров контролируемых частиц на заданное число групп; выделяют группы, примыкающие к заданному диапазону размеров контролируемых частиц; вычисляют вероятности принадлежности обнаруженных частиц металла к выделенным группам размеров, отличающийся тем, что вводят следующие дополнительные операции: вытесняют поток масла с частицами металла из центральной области плоскости чувствительного элемента к стенкам масляного канала за счет размещения в центре потока масла эллипсовидной вставки из диэлектрического немагнитного материала радиусом Rвст; вычисляют максимальный радиус вставки по точке пересечения линии уровня «шума» аналого-цифрового тракта Рш с характеристикой величины изменения индуктивности ΔL(dmin, r), где dmin - минимальный размер частицы металла, r - радиальное смещение частицы металла.
| СПОСОБ ОБНАРУЖЕНИЯ ЧАСТИЦ МЕТАЛЛА В СИСТЕМЕ СМАЗКИ УЗЛОВ ТРЕНИЯ СИЛОВЫХ УСТАНОВОК С РАЗБИЕНИЕМ НА ГРУППЫ ПО РАЗМЕРАМ ЧАСТИЦ | 2017 |
|
RU2674577C1 |
| СПОСОБ ОБНАРУЖЕНИЯ МЕТАЛЛИЧЕСКИХ ЧАСТИЦ ИЗНОСА В ПОТОКЕ МАСЛА РАБОТАЮЩЕГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2646520C1 |
| СПОСОБ ОБНАРУЖЕНИЯ И ОЦЕНКИ РАЗМЕРОВ ЕДИНИЧНЫХ ЧАСТИЦ МЕТАЛЛА В СИСТЕМЕ СМАЗКИ ПАР ТРЕНИЯ СИЛОВЫХ УСТАНОВОК | 2019 |
|
RU2724309C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ЧАСТИЦ МЕТАЛЛА В МАСЛЕ СИСТЕМЫ СМАЗКИ УЗЛОВ ТРЕНИЯ И ОПРЕДЕЛЕНИЯ СКОРОСТИ ПОТОКА МАСЛА | 2017 |
|
RU2668513C1 |
| ВИХРЕТОКОВЫЙ ДАТЧИК СО СМЕЩЕННЫМ ЧУВСТВИТЕЛЬНЫМ ЭЛЕМЕНТОМ | 2021 |
|
RU2778031C1 |
| US 5696331 A1, 09.12.1997. | |||
