Область техники
Заявляемая группа изобретений относится к обработке металлов и материалов давлением и может быть использована при изготовлении многослойных пустотелых изделий для применения в различных отраслях промышленности. Так, многослойные пустотелые изделия могут быть применены, например, в нефтегазовой отрасли, при изготовлении бурильных труб, в оборонном комплексе, при изготовлении стволов артиллерийских орудий, в области энергетического и химического машиностроения, металлургии и т.д. Таким образом, сфера применения заявляемой группы изобретений достаточно широка.
Уровень техники
Из уровня техники, характеризующего варианты изготовления многослойных изделий, известны следующие технические решения.
Известна бурильная труба, состоящая из нескольких слоев связанных между собой труб (а.с. СССР №1712576). Каждый слой трубы выполнен из спирально навитых предварительно нагретых и растянутых металлических лент.
Известная многослойная бурильная труба достаточно трудоемка в изготовлении. Кроме того, наличие сварных швов снижает надежность работы изделия.
Известен также способ изготовления многослойных изделий по а.с. СССР №711731, при реализации которого из листовых заготовок в матрице осуществляют последовательную горячую наштамповку последующего слоя на пуансон с закрепленным на нем предыдущим слоем, при этом в матрицу предварительно заштамповывают вспомогательные заготовки, число которых на единицу меньше числа слоев изделия, штампуют внутренний слой горловины, извлекают из матрицы внутреннюю вспомогательную заготовку и далее штампуют поочередно последующие слои горловины на соответствующих вспомогательных заготовках с удалением вспомогательной заготовки после штамповки каждого слоя. Из данного источника информации также известно многослойное изделие, полученное описанным способом.
Известный способ применим для изготовления только коротких изделий, типа горловин, втулок и т.д., а для изготовления длинномерных изделий, типа труб, данный способ не рентабелен ввиду использования в качестве исходного - листового материала.
Среди зарубежных источников информации известен патент Великобритании GB №874514 «Улучшенный или модифицированный к сварке би- или мультиметаллический отрезок трубы». Данное изделие получают методом прямого выдавливания заготовки, состоящей из двух и более металлических частей, размещенных друг на друге в полости матрицы пресса. Таким образом получают комбинированное по материалу изделие, однако в данном случае отсутствует многослойность стенки изделия, как таковая.
Также из уровня техники известны способы изготовления многослойных полых деталей конкретного применения, например, по а.с. СССР №1428553 известен способ изготовления конической многослойной втулки методом раскатки.
Кроме того, способ изготовления многослойных труб известен из а.с. СССР №984552. В соответствии с известным способом заготовку изготавливают сворачиванием металлической ленты в рулон, нагревают и передают на ось контейнера, после чего вводят в нее прессовую иглу. Далее пресс-штемпелем выдавливают трубу через очко матрицы.
Известным способом достаточно проблематично изготовить крупные изделия, например, трубные изделия для металлургии, поскольку способ ограничен по применению конструктивными особенностями используемого пресса. Кроме того, способ не предусматривает изготовление изделия из материалов разного химического состава, поскольку навивка заготовки осуществляется из единой ленты. Таким образом, при наличии многослойности отсутствует возможность использования материалов разного химического состава.
Наиболее близким по технической сущности к заявляемой группе изобретений является ствол Староверова (Патент РФ №2524286), а также способ его изготовления, описанный в этом же источнике информации, согласно которому изготавливают отдельно каждый слой трубы в виде однослойной трубы, которые собираются последовательным вкладыванием труб одна в одну с натягом или без него. Разные коэффициенты теплового расширения слоев обеспечивают создание сжимающих напряжений в стволе.
Основным недостатком данного решения являются большие объемы механообработки заготовок и конечных изделий, что приводит к удорожанию способа, снижению его технологичности, и значительному увеличению трудоемкости.
Раскрытие изобретения
Задачей изобретения является создание менее трудоемкого способа изготовления многослойного полого изделия из материалов разного химического состава.
Технический результат, достигаемый при использовании заявляемой группы изобретений, заключается в повышении прочности получаемого изделия, в частности, повышения уровня химической защиты получаемого изделия, его стойкости, за счет использования комбинированной заготовки, при снижении трудоемкости способа изготовления и обеспечении возможности получения изделий, работающих при больших механических нагрузках («силовых» изделий).
Так, при использовании изделия в оборонном комплексе, существенным показателем является прочность на разрыв ствола орудия. Выполнение ствола орудия многослойным в соответствии с заявляемым способом приводит к повышению прочности стенки ствола с целью увеличения мощности используемого заряда.
В то же время, при изготовлении изделий для энергетического или химического машиностроения, например, изготовлении многослойных сосудов, включающий слои, например, алюминия и меди, важным критерием является прочность внутреннего слоя, а именно, обеспечение его стойкости и химической защиты. Заявляемое изобретение обеспечивает повышение химической защиты для изделий такого рода.
Поставленная задача решается тем, что, в соответствии с техническим решением, заготовка многослойного пустотелого изделия, представляет собой составную деталь, выполненную, по крайней мере, из двух частей - первой и последующей, изготовленных из материалов различного химического состава, при этом первая часть предназначена для формирования внешнего слоя изделия и содержит центральную полость для размещения последующих частей заготовки, предназначенных для формирования внутренних слоев, а заготовка имеет соотношение геометрических размеров, обеспечивающее возможность ее обработки комбинированным выдавливанием сдвигом. Заготовка также может характеризоваться следующими вариантами размещения частей: в центральной полости первой части заготовки плотно вложены последовательно расположенные друг за другом по высоте заготовки последующие части заготовки, или в центральной полости первой части заготовки плотно вложены друг в друга последующие части заготовки. При этом, каждая последующая часть, кроме последней, имеет центральную полость для размещения последующей части. Объем первой и каждой последующей частей заготовки соответствует объемам внешнего и внутренних слоев получаемого многослойного пустотелого изделия. Материалы первой и последующих частей заготовки выбраны, исходя из возможности их сварки. Заготовка может содержать дополнительный слой адгезивного материала, расположенный между частями заготовки для увеличения адгезионной способности материалов заготовки. Заготовка выполнена с уменьшающейся площадью поперечного сечения от поверхности, со стороны которой размещены последующие части заготовки к противоположной. По крайней мере, одна последующая часть заготовки, формирующая внутренний слой изделия, может быть запрессована или залита в центральную полость первой части. Поставленная задача решается также тем, что способ изготовления многослойного пустотелого изделия включает размещение в матрице пресса описанной выше заготовки, или частей заготовки, прошивку заготовки комбинированным выдавливанием сдвигом посредством воздействия на нее пуансоном, площадь торцевой поверхности которого меньше площади контактной торцевой поверхности части заготовки, предназначенной для формирования внутреннего слоя изделия. Перед прошивкой матрицу пресса закрывают (замыкают) со стороны пуансона в области размещения заготовки для устранения обратного выдавливания более пластичной части заготовки. В случае применения горячей штамповки, перед размещением заготовки в матрице, заготовку нагревают с обеспечением убывания температуры нагрева от внешней поверхности к оси заготовки. Для прошивки заготовки комбинированным выдавливанием сдвигом может быть использован пресс двойного действия. В случае размещения в матрице пресса не готовой заготовки, а частей заготовки, их размещают с формированием заготовки, описанной выше конструкции. Кроме того, задача решается также тем, что согласно техническому решению заявляется многослойное пустотелое изделие, представляющее собой деталь, полученную из заявляемой заготовки, выполненной по заявляемому способу, при этом изделие включает, по меньшей мере, два плотно контактирующих друг с другом слоя, выполненных из материалов разного химического состава.
Наружная поверхность заготовки и готового изделия может быть ступенчатой, конической, гиперболической или иной формы с убывающей площадью поперечного сечения от стороны воздействия пуансона к противоположной.
Сущность заявляемой группы изобретений поясняется чертежами, где схематично представлены
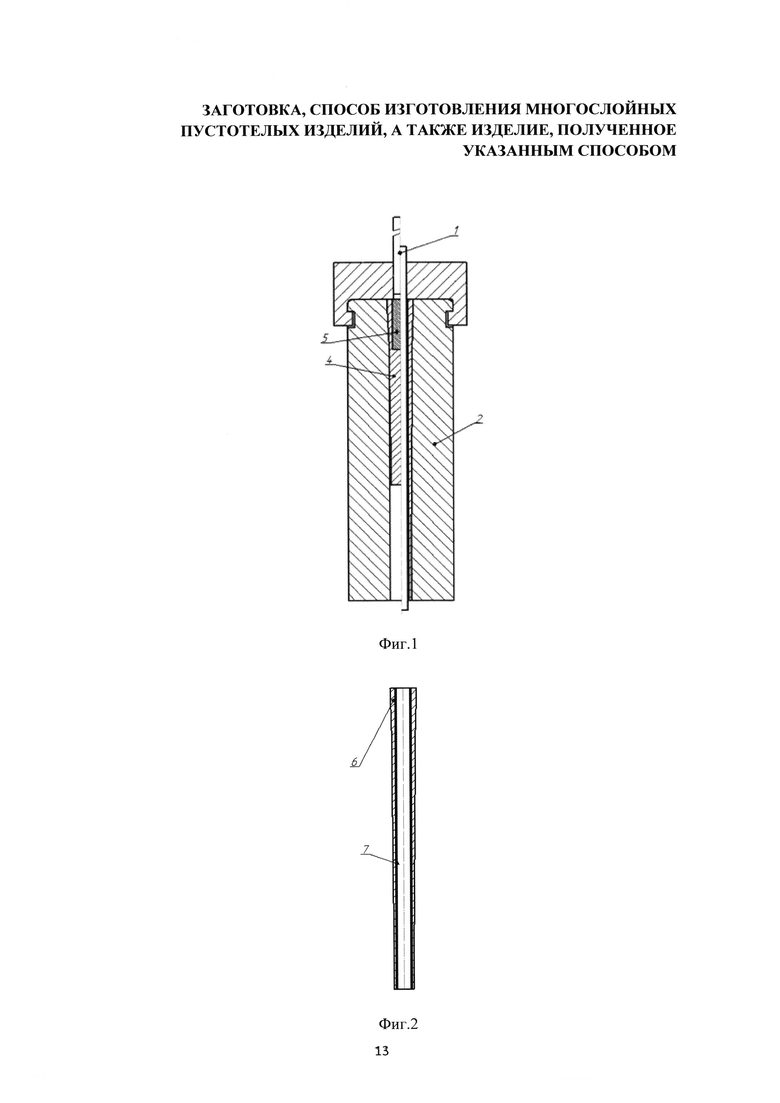
на фиг. 1 представлены исходная составная заготовка, установленная в матрице (слева от оси фиг. 1), и прошитое двухслойное изделие (справа от оси фиг. 1),
на фиг. 2 представлено готовое двухслойное изделие;
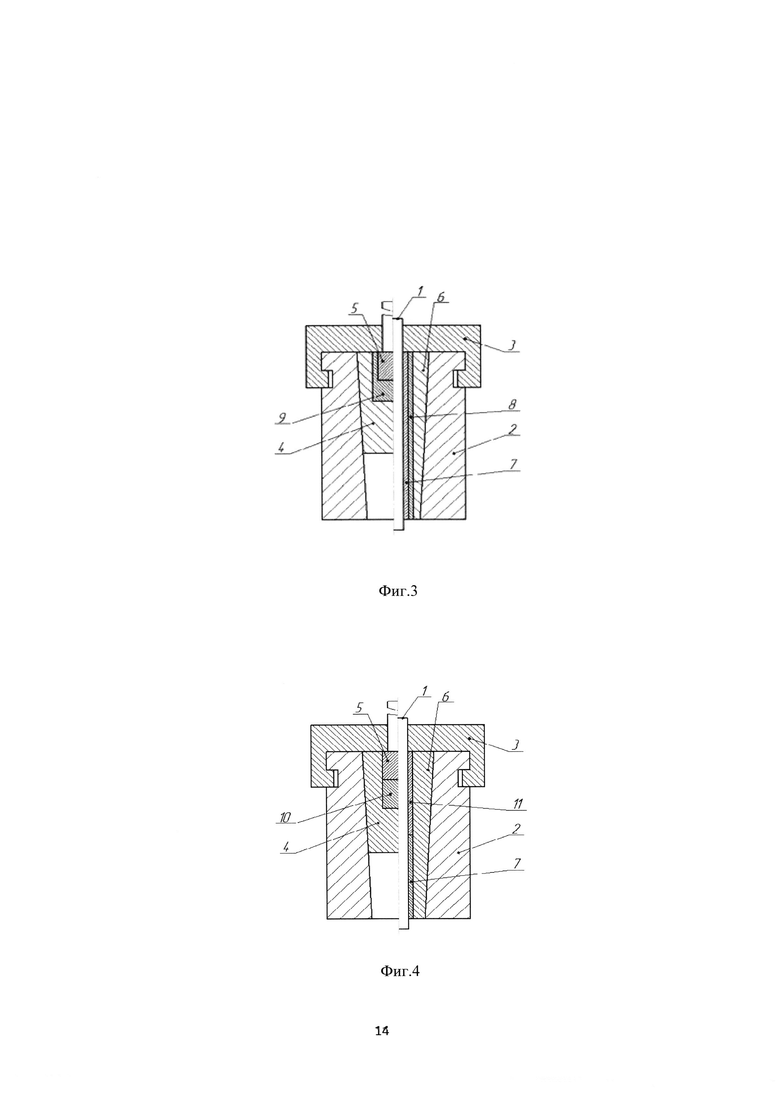
на фиг. 3 представлены исходная составная заготовка, установленная в матрице с вложенными друг в друга частями заготовки, (слева от оси), прошитое трехслойное изделие (справа от оси);
на фиг. 4 представлена исходная заготовка по оси (слева от оси) и изделие полученное прошивкой КВС с двумя внутренними слоями расположенными один за другим (справа от оси);
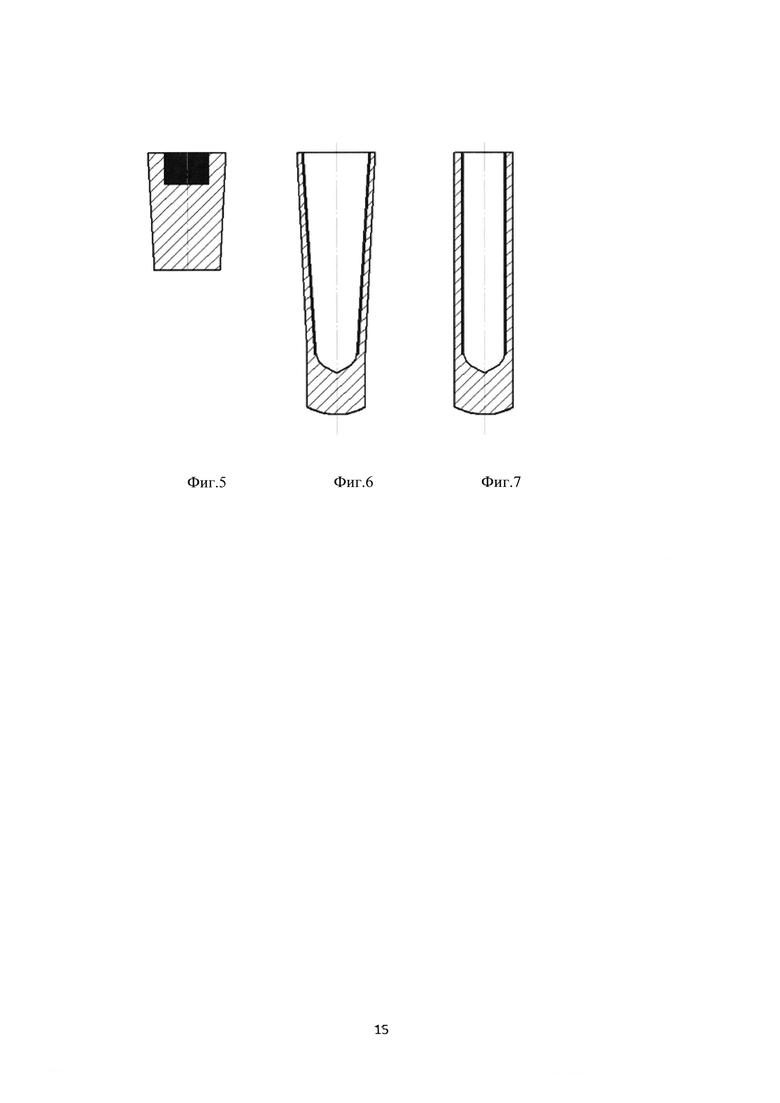
на фиг. 5-7 в качестве примера применения заявляемого способа показана по переходам технология получения сосуда с двойной стенкой, при этом на фиг. 5 показана заготовка, включающая две части из материалов разного химического состава; на фиг. 6 показано изделие, полученное заявляемым способом; на фиг. 7 показан сосуд, полученный протяжкой через матрицу.
Перечень принятых на чертежах обозначений:
1. - пуансон;
2. - матрица;
3. - зажим, направляющая для пуансона;
4. - первая часть заготовки;
5. - последующая часть заготовки;
6. - внешний слой изделия;
7. - внутренний слой изделия;
8. - внутренняя слой изделия с тремя слоями (средний слой);
9. - последующая часть для внутреннего слоя изделия с тремя слоями;
10. - последующая часть для внутреннего слоя изделия (нижняя)
11. - последующая часть для внутреннего слоя изделия (верхняя).
Заявляемая заготовка представляет собой составную, по меньшей мере, из двух частей, деталь. Первая часть заготовки предназначена для формирования внешнего слоя изделия, выполнена в осевом сечении усеченно-конической с центральной полостью со стороны большего основания конуса. При этом соотношения габаритных размеров первой части заготовки (отношение высоты заготовки к ее большему диаметру, угол конусности заготовки и отношение большего диаметра заготовки к диаметру пуансона) выбраны с обеспечением возможности применения комбинированного выдавливания сдвигом (КВС). Подробно указанные соотношения описаны в статье, опубликованной в сборнике Краматорского индустриального института Обработка металлов давлением, 2010 г. №1 (22) Комбинированное выдавливание сдвигом. Катрич Ю.П., Петров А.Н., Петров П.А.
Так, например, для металлов, используемых в качестве материалов первой и последующей частей при одноступенчатой наружной поверхности заготовки, справедливы следующие соотношения:
отношение высоты заготовки к диаметру пуансона меньше 1,8; отношение квадратов диаметров пуансона и полости матрицы в диапазоне 0,11…1; максимальное отношение квадратов диаметров очка матрицы и контейнера 0,17…0,92. Глубина прошиваемого отверстия до 6 диаметров пуансона. КВС в многоступенчатой матрице позволяет увеличить глубину полости в несколько раз.
Центральная полость в первой части выполнена со стороны большего основания конуса. В указанной полости размещена (вложена), по крайней мере, одна последующая часть, предназначенная для формирования, по крайней мере, одного внутреннего слоя изделия. Так, при формировании двуслойного изделия в полости размещают одну последующую часть, при этом первая и последующие части выполнены из материалов разного химического состава, например, из металлов, в частности, сталей различного химического состава. Выбор комбинации материалов для формирования слоев заготовки обусловлен возможностью их сварки (так, для сталей предусматривают возможность их кузнечной сварки), что способствует повышению прочности получаемого многослойного изделия. При формировании трехслойного (или более) изделия, последующие части могут быть размещены вариативно:
- в полости первой части друг за другом (вертикально по длине заготовки, см. фиг. 4) размещены две последующие части из другого материала;
- в полости первой части размещена последующая часть (см. фиг. 3), в которой также выполнена полость для размещения последующей части (принцип вложенных друг в друга стаканов).
Приведенные варианты размещения частей заготовки друг относительно друга справедливы и для большего количества частей, которое определяется, исходя из требований к конечному многослойному изделию.
Основным критерием, определяющим соотношение первой и последующей частей заготовки, является равенство объемов соответствующих частей заготовки объемам соответствующих слоев изделия. Иными словами, объем первой части заготовки должен соответствовать объему внешнего слоя получаемого изделия. Объем каждой последующей части заготовки должен соответствовать каждому последующему внутреннему слою заготовки.
Части заготовки плотно сопряжены между собой. Возможен вариант запрессовки каждой последующей части или ее заливки. Иначе говоря, заготовку формируют таким образом, чтобы части заготовки были взаимосопряжены. При этом материалы, из которых формируют части заготовки выбирают, исходя из условия их возможной сварки, что дополнительно способствует повышению прочности получаемого изделия. Например, для трехслойного изделия возможен вариант применения таких материалов, как сталь, медь и алюминий. Для более прочного соединения между двумя частями заготовки при ее формировании может быть нанесен контактный слой (например, адгезив на основе различных термопластичных смол), улучшающий адгезионные свойства материалов двух сопрягаемых частей заготовки.
Многослойное изделие, получаемое из собранной таким образом заготовки, характеризуется наличием, по меньшей мере, двух, плотно прилегающих друг к другу, слоев, выполненных из материала разного химического состава. Внешняя форма получаемого изделия определяется конструкцией матрицы пресса, обеспечивающего КВС. В зависимости от расположения последующих частей заготовки в полости первой части (вложены друг в друга (фиг. 3) или размещены последовательно (фиг. 4)) получают либо трехслойное изделие, стенки которого по всей протяженности имеют трехслойную структуру, либо двуслойное изделие, внутренний слой которого представлен двумя различными материалами. Все описательные характеристики и соотношения справедливы и для большего количества слоев.
Заявляемое многослойное пустотелое изделие изготавливают следующим образом, реализуя при этом заявляемый способ.
Используют пресс, обеспечивающий возможность проведения операции комбинированного выдавливания сдвигом. В качестве такого пресса может быть использован, например, гидравлический пресс для глубокой прошивки, конструкция которого предусматривает возможность замыкания матрицы со стороны пуансона при его рабочем ходе, а также пресс двойного действия. Усилие пресса в данном случае не является определяющим фактором. Важным аспектом в данном случае является конусность матрицы, соответствующая конусности заготовки, поскольку только в матрице конического типа возможно выполнение КВС.
В конической матрице пресса размещают подготовленную заготовку, конструктивно описанную выше. Также возможен вариант сборки заготовки непосредственно в матрице пресса. Для этого в матрицу размещают первую часть заготовки с центральной полостью, в которую запрессовывают или заливают, или иным способом плотно размещают все последующие части заготовки (в случае, если это предусмотрено технологией, то аналогично описанному выше, используют дополнительный контактный слой адгезионного материала). Далее размещенную или собранную заготовку прошивают комбинированным выдавливанием сдвигом (КВС) при прямом ходе пуансона, площадь торцевой поверхности которого меньше площади контактной торцевой поверхности части заготовки, предназначенной для формирования внутреннего слоя изделия. При этом перед прошивкой матрицу пресса закрывают (замыкают) со стороны пуансона. Прошивка может быть осуществлена в горячем состоянии. Для этого заготовку предварительно нагревают, соблюдая увеличивающийся градиент температур от центральной части заготовки к ее внешней поверхности в радиальном направлении для обеспечения натяга слоев изделия в процессе прошивки. При остывании заготовки нагретый до большей температуры слой обеспечит большую усадку и обеспечит сжатие последующего слоя. При этом при повышенной температуре и высоком удельном давлении происходит кузнечная сварка слоев металла и изделие превращается в «монолит».
Также, прошивка может быть осуществлена «на холодную». Подробно операция КВС описана в следующих источниках, использованных в настоящей заявке посредством ссылки:
Заготовительные производства в машиностроении. Катрич Ю.П., Комбинированное выдавливание сдвигом., №3, 2005 г., стр. 24.
Наукоемкие производства в машиностроении. Катрич Ю.П., Комбинированное выдавливание сдвигом. №4, 2014 г., стр. 12.
Процесс изготовления двухслойного изделия (фиг. 1) ведут прошивкой КВС пуансоном 1 составной заготовки, установленной в матрице 2 с направлением пуансона по направляющему зажиму 3 (возможно направление пуансона наружным ползуном пресса двойного действия). В центральной полости прошиваемой конической первой части 4 заготовки (из которой получают внешний слой изделия 6) установлена последующая часть 5 для получения при прошивке внутреннего слоя 7 изделия.
Процесс получения трехслойного изделия, представленный на фиг. 3, характеризуется тем, что последующую часть заготовки для формирования внутреннего слоя изделия устанавливают в полость части заготовки, предназначенной для формирования среднего слоя изделия 8.
Процесс получения изделия с двумя последовательно расположенными по протяженности изделия внутренними слоями показан на фиг. 4. В полости первой части заготовки 4 устанавливают две последовательно расположенных последующих части 5 и 10, из которых получают два внутренних последовательно расположенных слоя 7 и 11.
Пример конкретного выполнения
С применением заявляемого способа возможно изготовление изделий с наружной поверхностью постоянного диаметра, для чего наружную коническую поверхность на оправке после прошивки КВС протягивают через очко или на оправке обрабатывают на радиально-обжимной машине.
Так, в качестве примера конкретного выполнения и применения заявляемой заготовки, способа и получаемого изделия на фиг. 5-7 показана технология получения цельного двухслойного сосуда, реализованная на гидравлическом прессе в лаборатории МФТИ.
Заготовку для получения сосуда выполняют из двух частей (алюминий и медь). На первом переходе (фиг. 5) в матрице из цилиндрической заготовки получают коническую первую часть заготовки с центральной полостью, в которую запрессовывают или заливают медь - в качестве материала последующей части заготовки. Выполняют КВС в этой же матрице (фиг. 6), прошивая заготовку коническим пуансоном на необходимую глубину изделия. При этом происходит движение металла перед пуансоном с образованием внутреннего слоя меди. Таким образом получают двуслойное полое изделие с конической внешней и внутренней поверхностями. Для получения цилиндрического сосуда, в матрице, имеющей отверстие близкое по диаметру к диаметру сосуда, производят обжатие полученного конического изделия (фиг. 7) по цилиндрическому пуансону.
Таким образом, с использованием заявляемой заготовки и заявляемого способа получен двуслойный сосуд, обладающий повышенными прочностными характеристиками химической защиты по сравнению с однослойным изделием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПУСТОТЕЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2721253C1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ | 2013 |
|
RU2540026C1 |
| Способ изготовления и сборки комбинированных полых заклепок | 1991 |
|
SU1771435A3 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ТИПА ВТУЛОК | 2009 |
|
RU2422237C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ | 2018 |
|
RU2686704C1 |
Изобретения относятся к обработке давлением и могут быть использованы при изготовлении многослойных пустотелых изделий, применяемых в различных отраслях промышленности. Формируют заготовку, содержащую по меньшей мере две плотно сопряженные между собой части из металлов с различным химическим составом, которые обеспечивают возможность кузнечной сварки частей заготовки между собой. Одна часть предназначена для формирования внешнего слоя изделия и выполнена с центральной полостью, расположенной со стороны основания части. Последующая по меньшей мере одна часть предназначена для формирования внутреннего слоя изделия и размещена в центральной полости. Полученную заготовку размещают в матрице пресса и прошивают пуансоном. Площадь торцевой поверхности пуансона меньше площади контактной торцевой поверхности части заготовки, предназначенной для формирования внутреннего слоя изделия. Прошивку осуществляют комбинированным выдавливанием сдвигом. В результате обеспечивается повышение прочности и уровня химической защиты получаемого изделия. 2 н. и 10 з.п. ф-лы, 7 ил., 1 пр.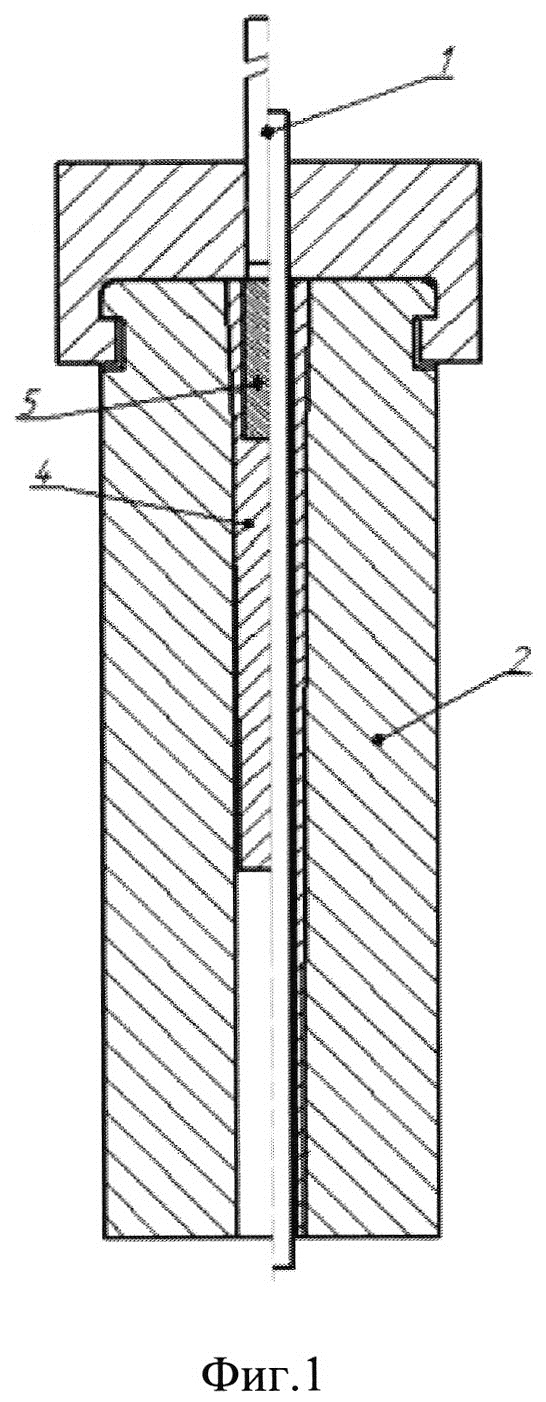
1. Способ изготовления многослойного пустотелого изделия, включающий
формирование заготовки, содержащей по меньшей мере две части из металлов с различным химическим составом, при этом одна часть предназначена для формирования внешнего слоя изделия и выполнена с центральной полостью, расположенной со стороны основания части, а последующая по меньшей мере одна часть предназначена для формирования внутреннего слоя пустотелого изделия и размещена в упомянутой центральной полости,
и прошивку заготовки пуансоном, площадь торцевой поверхности которого меньше площади контактной торцевой поверхности части заготовки, предназначенной для формирования внутреннего слоя изделия,
отличающийся тем, что формируют заготовку, части которой плотно сопряжены между собой и выполнены из металлов, обеспечивающих возможность их кузнечной сварки между собой, при этом прошивку осуществляют комбинированным выдавливанием сдвигом заготовки, предварительно размещенной в матрице пресса.
2. Способ по п. 1, отличающийся тем, что перед прошивкой матрицу пресса со стороны пуансона закрывают.
3. Способ по п. 1, отличающийся тем, что перед размещением в матрице заготовку нагревают с обеспечением убывания температуры нагрева от внешней поверхности к оси заготовки.
4. Способ по п. 1, отличающийся тем, что для прошивки заготовки комбинированным выдавливанием сдвигом используют пресс двойного действия.
5. Способ по п. 1, отличающийся тем, что формирование заготовки осуществляют в матрице пресса.
6. Способ по п. 1, отличающийся тем, что при формировании заготовки все последующие части заготовки располагают в центральной полости первой части заготовки последовательно друг за другом по высоте заготовки.
7. Способ по п. 1, отличающийся тем, что при формировании заготовки все последующие части заготовки, которые размещают в центральной полости первой части заготовки, плотно вкладывают друг в друга.
8. Способ по п. 1, отличающийся тем, что при формировании заготовки обеспечивают соответствие объемов первой и последующих частей заготовки объемам внешнего и внутренних слоев многослойного пустотелого изделия.
9. Способ по п. 1, отличающийся тем, что при формировании заготовки обеспечивают уменьшение площади ее поперечного сечения в направлении от поверхности, расположенной со стороны размещения центральной полости.
10. Способ по п. 1, отличающийся тем, что при формировании заготовки осуществляют запрессовку по меньшей мере одной последующей части заготовки в центральную полость предыдущей части.
11. Способ по п. 1, отличающийся тем, что при формировании заготовки по меньшей мере одну ее последующую часть получают путем заливки металла в центральную полость предыдущей части.
12. Многослойное пустотелое изделие, содержащее по меньшей мере два плотно сопряженных между собой слоя, выполненных из металлов с разным химическим составом, отличающееся тем, что оно изготовлено способом по п. 1.
| СОСТАВНАЯ ЗАГОТОВКА ДЛЯ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ПРУТКОВ, ПРОВОЛОКИ И ТРУБ | 1992 |
|
RU2068325C1 |
| Трехслойная заготовка для прессования труб | 1976 |
|
SU583833A1 |
| JP 57103791 A, 28.06.1982. | |||

