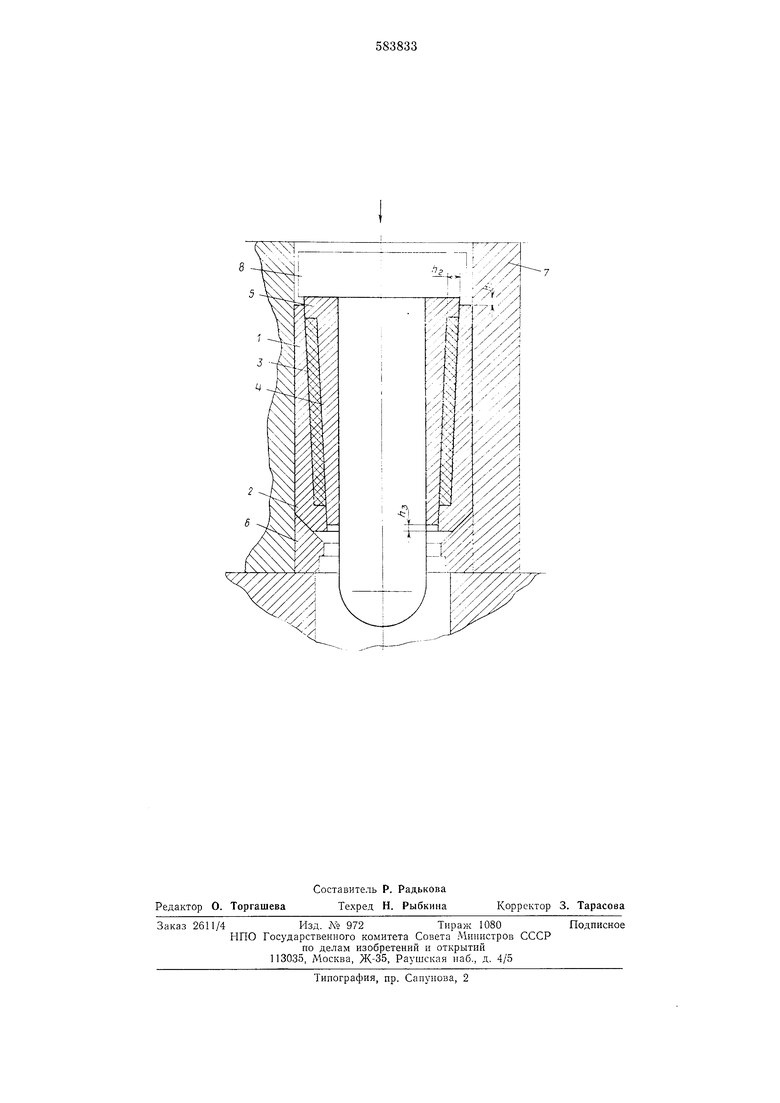
hz. Толщина сердечника равна ширине бурта как наружной, так и внутренней оболочек. Оболочки контактируют с еердечником по конусным его поверхностям и торцам.
Изготовление, сборку и прессование заготовки осуществляют следующим образом.
Из стали Х18Н10Т изготавливают внутреннюю | наруж11у о оболочки в виде толстостенных труб. Образование буртов на торцам нлаК11руюн1их оболочек (труб) ocyн ecтвляют любым 1 звестпыл1 методом, нанример нрессованнел с раздачей с образованием конусности и уто.пценмй на торцах оболочек.
Полученный из титана ВТ1-0 сердечпнк 3 своим пшрокнм основапнем надевается на внутреннюю оболочку 4 до соприкосновения с буртом 5 оболочки 4. Затем наружная оболочка 1 надевается на сердечник 3 до соприкосновения торца сердечника с буртом 2 оболочки 1. Заготовка ио бурту 2, имеющему ф|0рму торца, повтсфяющего форму угла заходпого конуса, устанавливается на матрицу 6, расноложенную на контейнере 7 и в внутреннюю полость заготовки вводится игла 8.
В собранном виде оболочка 4 выстунаег над обо.лочкой 1 на величину lii, обо.точка 1 над Hii/ixiiiiM торцом ()бо;г()чкн 4 на величину Ь.з.
Сборка заготовки осуществляется с минимальными зазорами и нагревается до 850- 900°С.
Иеред началом истечеиия многослойной заготовки нроизводится ее распрессовка в коитейнере, во время которой осуществляетея сдвиг оболочек по конусным новерхностям сердечннка и всестороннее уплотнение нриле1ания оболочек к сердечнику. Ири этом торцы оболочек выравниваются. Заготовка приобретает свойства, приближающиеся к свойствам монолитиой, сплощной заготовки. Далее осуществляется прессование многослойной заготовки длиной 150 мм с диаметром 44X64 мм на вертикальном гидравлическом прессе усилием 600 т через коиическую матрицу. Скорость движения пресс-щтемнеля до 150 мм/с. Ирессование заготовок с вытяжками 8 - 15 возможно ири температуре не ниже 850°С. Ири более
низких температурах нагрева или более высоких вытяжках прессонание ос;,Н1,ествнть невозможно, так как необходимое усилие превыщает номинальное усилие пресса. Отпрессованные трихслойиые трубы нодлиие сл-оев имеют достаточно равномерное распределение, а oTHoniCi-nie поперечных сеченнй слоев С1)отвстствует расчетному. Трехслойные за1-отовки {сталь XlSiilOT--титан
БТ1-0 -сталь XISHIOT) являются нерспектявным конструкц1:()||11Ыл iaтepнaлoм н могут найти применение и народном хозя11стве. llo тину иредлагаемой трехслойиой заготовки можно изготовить трехслойные т)убы нрактически из любых металлов.
Предлагаемая конструкция заготовки обеспечивает хоронлее ирилегание слоев заготовки на стадии pacnpeccojjKH н получение трехслойных труб с равномерными ио сечению и
длине слоями.
Ф i) ) м у л а н 3 о б р с т е н н я
Трехслойная заготовка для нрессования труб, выиолиенная Е виде сопрягающихся между собой по коническим новерхностям полых сердечника, внутзенней и иаружной оболочек, отличающаяся тем, что, с целью иовышения качества труб за счет повыщепня равномерности распределения оболочек иа сердечнике и обеспечеиия надежного сцепления между ними, внутренняя оболочка выполнена с наружным, а наружная с внутренним буртом, нмеюни М щирику, равную щирине сердечника, ири этом расноложеиы с иротивоноложных торнов и сердечпнк установлен между пнми, а расстояние от каждого бурта до соирягающегося с ипм торца соответствуюН1,ей оболочки не большие толщины сердечника,
Источникн пи формации,
припятыс во вннмание при экспертизе
1. Коромс В. К. н Гнльденгорна М. С. Основы технологии производства многослойиых металлов, М., 1970, «Металлургия, с. 43, рис. 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ, ПРЕИМУЩЕСТВЕННО ШЕСТИГРАННОЙ ФОРМЫ | 2013 |
|
RU2525030C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2013 |
|
RU2524156C1 |
| Способ изготовления пористых бесшовных оболочек из металлической сетки | 1978 |
|
SU743833A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ РЕБРИСТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И МАТРИЦА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2091872C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДВУХСТЕННЫХ СТАКАНОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242310C2 |
| Способ изготовления изделий из труднодеформируемых материалов | 1981 |
|
SU1159669A1 |
| Устройство для изготовления биметаллических заготовок | 1977 |
|
SU789240A1 |
| ЗАГОТОВКА ОБОЛОЧКИ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2209705C2 |
| Пресс-форма для изготовления коль-цЕВОгО издЕлия из пОлиМЕРНОгО МАТЕРиАлА | 1978 |
|
SU806457A1 |
| Составная заготовка для прессования биметаллических изделий | 1981 |
|
SU988399A1 |