Область изобретения
Предложенное изобретение относится к способу изготовления многослойной детали и устройству для осуществления данного способа.
Уровень техники
Под многослойной деталью, как правило, следует понимать деталь, которая состоит из слоев одинаковых или различных материалов. В простейшем случае многослойная деталь состоит из двух покровных слоев, одного верхнего покровного слоя и одного нижнего покровного слоя, а также внутреннего слоя, который расположен между верхним покровным слоем и нижним покровным слоем. Соединение отдельных слоев часто происходит путем прессования посредством подходящего инструмента, например пресса.
Подобные многослойные детали применяются во многих различных областях. В последние годы их значение, прежде всего, как структурных деталей в области облегченной конструкции автомобилей, чрезвычайно выросло. При этом под "структурной деталью" понимается выполненная трехмерной деталь, которая не обязательно должна быть несущей деталью транспортного средства. Например, это могут быть передние крышки, задние крышки или двери.
Уровень техники показывает множество различных подходов к изготовлению структурных деталей.
Например, в DE 102012222376 А1 описывается способ изготовления многослойной детали для использования в качестве структурной детали транспортного средства. При этом сначала в инструменте располагается внутренний покровный слой, на внутреннем покровном слое располагается, по меньшей мере, частично пористый внутренний слой и, в свою очередь, на нем внешний покровный слой. После описанного расположения отдельных слоев создается технологическое давление на оба покровных слоя и внутреннее давление во внутреннем слое для компенсации давления относительного технологического давления. За счет этого на внутренний слой не оказывается нагрузки от слишком высокого технологического давления, и он не должен иметь избыточной прочности.
В DE 102013013419А1 раскрывается способ непрерывного изготовления различных с видовой поверхности многослойных деталей, устройство для изготовления многослойной детали и имеющую возможность изготовления с их помощью многослойная деталь. Представленный в этой публикации способ изготовления многослойной детали включает в себя, начиная от стопы покровного слоя - внутреннего слоя - покровного слоя, причем покровные слои состоят из слоев волокнистого материала, первый шаг нагрева многослойной конструкции, причем многослойная конструкция нагревается до тех пор, пока термопластичный материал, по меньшей мере, не начнет заполнять слой волокнистого коврика. Нагрев происходит в нагревательном инструменте, например нагревательном прессе. При применении нагревательного пресса создаваемое давление прессование воздействует на адгезию термопластичных слоев волоконного материала к сотовой основе (внутреннему слою). На следующем шаге способа декоративный слой со слоем пены располагается на нагретой многослойной конструкции таким образом, чтобы слой пены был направлен к покровному слою. Тягучий термопласт покровного слоя обеспечивает прилипание слоя пены к многослойной конструкции. Затем поверхность декоративного слоя посредством фасонного шаблона подгоняется под структуру поверхности, которую должна иметь готовая многослойная конструкция. Для этого один или несколько фасонных шаблонов располагаются на одной или обеих базовых поверхностях фасонного прессового инструмента. Завершающий шаг способа представляет собой холодное фасонное прессование посредством формовочного пресса.
В публикации DEP 1897680 А1 также описывается способ изготовления усиленной волокном многослойной детали с сотовой основой, причем сотовая основа закрыта посредством покровного слоя лишь с одной стороны, хотя сотовая основа закрыта с обеих сторон. При этом способ включает в себя следующие шаги:
- изготовление укладки, включающей в себя сотовую основу, а также по меньшей мере с одной стороны на сотовой основе, расположенные изнутри наружу имеющий возможность затвердевания клеевой слой, предохранительный слой и волоконный слой,
- помещение укладки в газоплотное пространство,
- создание вакуума в газоплотном пространстве,
- отверждение или схватывание клеевого слоя между сотовой основой и предохранительным слоем в данном вакууме, так что из сотовых ячеек, по меньшей мере, частично удаляется воздух, прежде чем они будут закрыты предохранительным слоем,
- после затвердевания или же начального затвердевания слоя клея, инфузия волоконного слоя в вакууме с материалом матрицы,
- затвердевание материала матрицы в вакууме.
Постановка задачи
Задачей изобретения является предложить альтернативный способ изготовления многослойной детали и устройство для осуществления именно данного способа, причем свойства многослойной детали должны иметь возможность оптимизации для различных целей использования.
Данная задача решена посредством способа изготовления многослойной детали с признаками согласно п. 1 формулы изобретения, а также с указанными в п. 16 формулы изобретения признаками устройства для осуществления именно данного способа. Предпочтительные осуществления изобретения указаны в зависимых пунктах формулы изобретения.
Предлагаемый способ изготовления многослойной детали содержит следующие шаги: обеспечение нескольких раскроенных заготовок материала; нанесение материала матрицы на верхнюю и/или нижнюю сторону по меньшей мере одной раскроенной заготовки материала; расположение раскроенных заготовок материала друг над другом и/или рядом друг с другом, причем по меньшей мере две раскроенные заготовки материала располагают друг над другом, причем по меньшей мере две из раскроенных заготовок материала выполнены различно или материал матрицы наносят вдоль их верхней и/или нижней стороны различным образом, или по меньшей мере на одну из раскроенных заготовок материала вдоль ее верхней и/или нижней стороны материал матрицы наносят различным образом, так что создается по меньшей мере одна горизонтальная и/или вертикальная зона многослойной детали с иными механическими свойствами, чем другие области многослойной детали; спрессовывание раскроенных заготовок материала в многослойную деталь.
В соответствии с изобретением отдельные раскроенные заготовки материала подают для нанесения материала матрицы посредством устройства удержания нескольких слоев, способного удерживать вертикально друг над другом несколько раскроенных заготовок и горизонтально раздвигать их.
Раскроенной заготовки материала, по меньшей мере, до спрессовывания, являются по существу плоскими деталями с заданной окантовкой.
При этом согласно изобретению "горизонтальная зона" простирается над областью многослойной детали в продольном направлении, то есть перпендикулярно конструкции ее слоев из раскроенных заготовок материала. "Вертикальная зона" простирается в направлении конструкции слоев многослойной детали, то есть перпендикулярно ее протяженности в продольном направлении.
Под понятием "различным способом" следует понимать нанесение материала матрицы путем нанесения различного количества и/или различного вида материала матрицы на раскроенной заготовки материала.
За счет этого можно создать одну или несколько специальных зон, например, для предотвращения травмирования при столкновении с пешеходами, причем специальные зоны соответственно отличаются от других зон или областей детали.
Посредством этого по меньшей мере две раскроенные заготовки материала могут быть выполнены различными, чтобы две раскроенные заготовки материала имели отличные друг от друга поверхности.
Под "различными поверхностями" раскроенных заготовок материала следует понимать различную двухмерную геометрическую форму и/или размер раскроенных заготовок материала или же при неровностях двухмерных проекций раскроенных заготовок материала.
Путем использования раскроенных заготовок материала с различными поверхностями и/или нанесения матрицы различным образом создаются зоны с различными свойствами, прежде всего прочностью, жесткостью, так как различно отформованные раскроенные заготовки материала в некоторых областях детали присутствуют, а в некоторых областях отсутствуют и/или путем разного нанесения материала матрицы в различных зонах детали данные зоны получают соответственно различные свойства, например способность к более легкой деформации.
Предпочтительно, по меньшей мере одна из раскроенных заготовок материала, особо предпочтительно по меньшей мере две из раскроенных заготовок материала, включают в себя волоконный материал.
Изготовленная посредством способа согласно изобретению многослойная деталь состоит, по меньшей мере, из нескольких по меньшей мере двух слоев раскроенных заготовок материала. При этом, предпочтительно, предусмотренный внутренний слой расположен между по меньшей мере двух раскроенных заготовок материала.
Раскроенные заготовки материала, предпочтительно, изготовлены из волоконного материала и по сравнению с выполненным как внутренний слой слоем, предпочтительно, выполнены тонкими. Использованные при этом волокна являются натуральными волокнами, например пеньковыми волокнами, бамбуковыми волокнами, волокнами на основе целлюлозы и т.п. и/или органическими, а также неорганическими химическими волокнами, например полиамидными волокнами, стекловолокнами, углеродными волокнами и т.п.
При этом волоконный материал, предпочтительно, состоит из волокон, которые переработаны в ткани, иглонабивные нетканые материалы, трикотаж, коврики, сетки и т.п., причем данные структуры в зависимости от требования, предпочтительно, переработаны в так называемые композитные вещества.
Раскроенные заготовки материала (из волоконного материала) в предпочтительном варианте осуществления способа согласно изобретению предварительно обработаны, причем рассматриваются все известные специалисту виды предварительной обработки, например покрытие праймером, пропитывание, нанесение слоя и т.п.
Используемые отдельные раскроенные заготовки материала могут отличаться друг от друга по своему (основному) составу и оформлению.
Предпочтительным образом, раскроенные заготовки материала выполнены проницаемыми для материала матрицы.
Нанесение по меньшей мере одного материала матрицы на верхнюю и/или нижнюю сторону по меньшей мере одной раскроенной заготовки материала может производиться так, чтобы по меньшей мере на две раскроенные заготовки материала материал матрица наносился различным образом.
Согласно предлагаемому способу материал матрицы наносится на один или несколько рулонных материалов гомогенно и/или негомогенно.
Отдельные раскроенные заготовки материала в одном варианте осуществления выполнены послойными, то есть они состоят по меньшей мере из двух отдельных слоев, причем по меньшей мере один отдельный слой является волоконным материалом.
При этом отдельные слои из неволоконного материала, предпочтительным образом, состоят из искусственного материала и выполнены пленкообразными.
По меньшей мере две из раскроенных заготовок материала исключительно до окончательного изготовления многослойной детали могут иметь другую поверхность, так как по меньшей мере одна раскроенная заготовка материала в процессе изготовления может быть подрезана под одинаковую поверхность с другой раскроенной заготовкой материала. Естественно, согласно изобретению раскроенные заготовки материала также и после окончательного изготовления могут иметь различные поверхности. Предпочтительно, по меньшей мере одна раскроенная заготовка материала, особо предпочтительно большинство или все раскроенные заготовки материала, уже до нанесения материала матрицы имеют форму желаемой многослойной детали.
Предпочтительно, материал матрицы состоит из термопластичного и/или дюропластичного искусственного материала.
Предпочтительно, материал матрицы - это смола, особо предпочтительно искусственная смола (например, полиуретан).
Особо предпочтительно, материал матрицы выполнен в виде клеящего материала и, например, имеет основными компонентами смолу и отвердитель или же базу и отвердитель.
Для воздействия на свойства материала матрицы относительно различных требований, например прочности или эластичности, к материалу матрицы, преимущественным образом, подмешиваются дополнительные компоненты и/или материала, например волокна.
При этом в материал матрица гомогенно или негомогенно могут быть подмешаны короткие и/или длинные волокна, чтобы гомогенно и/или негомогенно нанести материал матрицы на раскроенные заготовки материала. Так также создаются различные свойства детали, например негомогенная и/или гомогенная зональная жесткость на поверхности раскроенных заготовок материала. Прежде всего, посредством различного подмешивания волокон может быть создана по меньшей мере одна зона с иными механическими свойствами, чем другие области детали. За счет этого получается многослойная деталь с гомогенной и/или негомогенной структурой слоев как по поверхности детали, так и по структуре слоев.
Раскроенные заготовки материала, предпочтительно, монтируются в веерном захвате (также может называться "накидной захват") и после одностороннего и/или двухстороннего нанесения материала матрицы, предпочтительно путем обрызгивания, сводятся с, предпочтительно, также размещенной на ячейке захвата основой или несколькими основами (позиционированными вертикально друг над другом) и, тем самым, получается конструкция слоев многослойной детали.
Раскроенные заготовки материала могут быть в отдельных слоях разной формы, либо размера, которые обеспечивают полное перекрывание подлежащей изготовлению детали, или также возможно только частичное укрывание поверхности подлежащей изготовлению детали, чтобы тем самым создать различные лицевые поверхности или же деталь, которой приданы различные функциональные или же свойства детали в различных зонах. К тому же при этом также является преимуществом, если вид и/или характеристики волокон по меньшей мере в двух слоях, то есть раскроенных заготовках материала, отличаются друг от друга. Дополнительно, преимуществом является, если (преимущественные) направления волокон или же траектории волокон или же ориентации волокон содержащихся в раскроенных заготовках материала волокнах по меньшей мере двух слоев отличаются друг от друга, предпочтительно, по меньшей мере в двух отдельных слоях указывают в соответственно разных направлениях, например повернуты относительно друг друга на угол больше 0 и меньше 180 градусов или также повернуты на 180 градусов.
При этом раскроенные заготовки материала или предварительно подготовленные в соответствии с контуром многослойной детали отдельные слои перед дополнительной кройкой или перед приведением к различным поверхностям соответственно поворачиваются, или раскроенные заготовки материала, по меньшей мере две из которых имеют различную поверхность и/или у которых направление (направления) волокон, траектория волокон или же ориентация волокон по меньшей мере двух слоев, отличаются друг от друга, предпочтительно располагаются в соответственно одной ячейке веерного захвата.
В тот промежуток времени, когда раскроенные заготовки материала смонтированы в ячейках веерного захвата, осуществляются шаги нанесения по меньшей мере одного материала матрицы на верхнюю и/или нижнюю сторону по меньшей мере одной из раскроенных заготовок материала, причем по меньшей мере на две раскроенные заготовки материала материал матрицы может быть нанесен различным образом и по меньшей мере на одну из раскроенных заготовок материала вдоль ее поверхности материал матрица может быть нанесен различным образом, причем раскроенные заготовки материала могут включать в себя внутренний слой, и спрессовывание раскроенных заготовок материала и, предпочтительно, имеющегося внутреннего слоя в прессе по существу именно в такой последовательности.
При спрессовывании детали основа, предпочтительно, локально или же по всей поверхности также спрессовывается так, чтобы это служило изготовлению геометрии детали.
За счет этого в начале способа находится нанесения по меньшей мере одного материала матрицы на верхнюю и/или нижнюю сторону по меньшей мере одной из раскроенных заготовок материала.
Согласно изобретению нанесение материала матрицы происходит, предпочтительно, на верхнюю или нижнюю сторону раскроенных заготовок материала, но в зависимости от необходимости, также может наноситься одновременно на верхнюю и нижнюю сторону раскроенных заготовок материала. Последнее при конструкции из нескольких раскроенных заготовок материала обуславливает экономию времени.
Нанесение материала матрицы на отдельные раскроенные заготовки материала при этом, предпочтительно, происходит распылительным нанесением и/или процессом окунания и/или роликовым нанесением (нанесение посредством роликов).
Узел нанесения, особо предпочтительно, является распылительным узлом, причем распылительный узел, предпочтительно, имеет по меньшей мере две распылительных головки, благодаря чему простым способом на раскроенные заготовки материала может быть нанесен материал матрицы с различными свойствами, например вязкостью, тиксотропией, составом и т.п.
При этом производятся многослойные детали с частично различными свойствами в отношении, например, зональной жесткости или качества поверхности.
Далее посредством индивидуального (различным способом) нанесения материала матрицы на отдельные раскроенные заготовки материала, а также адаптации свойств материала матрицы (например, вязкости, тиксотропии, количества) под соответствующий материал раскроенных заготовок материала требуется соответственно сравнительно более тонкое нанесение матрицы, благодаря чему получается оптимизация по весу и функциональности.
В особо предпочтительной форме осуществления способа согласно изобретению между двумя подобными раскроенная заготовками материала располагается по меньшей мере одна, выполненная как внутренний слой, раскроенная заготовка материала. Данный внутренний слой в готовой детали обеспечивает, например, предпочтительное увеличение жесткости данной многослойной детали.
Внутренний слой, предпочтительным образом, выполнен в виде сот. Но также не исключаются и иные структуры и формы внутреннего слоя, например волнообразное выполнение.
Внутренний слой, предпочтительно, выполнен из легкого материала, например полимера (пена, искусственный материал, резина и т.п.), материала на основе целлюлозы (бумага, дерево, картон и т.п.), композитного материала или же из металла.
В следующей дополнительной форме осуществления внутренний слой выполнен послойным, например, посредством нескольких расположенных друг над другом отдельных внутренних слоев. При этом по меньшей мере два отдельных внутренних слоя могут быть выполнены отличными друг от друга. Прежде всего, сотовые основы с различными формами сот, размерами сот, ориентацией сот, различными геометриями перемычек и/или сотовый материал и/или материал отдельных внутренних слоев могут быть уложены в стопку и соединены друг с другом. Это имеет преимущество, прежде всего, потому, что затем готовая деталь частично может быть оснащена различными функциональными свойствами или свойствами детали, с одной стороны, деталь должна иметь определенную требуемую прочность и жесткость, а, с другой стороны, в определенных местах она должна содержать мягкие, имеющие возможность более легкой деформации зоны, как это, например, является преимущественным в автомобильной области для избежания травмирования при столкновении с пешеходами.
Внутренний слой, предпочтительно, выполнен проницаемым для материала матрицы, по меньшей мере, полупроницаемым.
Раскроенные заготовки материала в способе согласно изобретению спрессовываются в многослойную деталь. Спрессовывание происходит посредством пресса, предпочтительно способом мокрого прессования.
Устройство согласно изобретению для осуществления описанного ранее способа изготовления многослойной детали по существу включает в себя устройство удержания нескольких слоев, причем в устройстве удержания нескольких слоев могут удерживаться несколько раскроенных заготовок материала вертикально друг над другом, и по меньшей мере один узел нанесения для нанесения по меньшей мере одного материала матрицы на верхнюю и/или нижнюю сторону по меньшей мере одной раскроенной заготовки материала, и по меньшей мере один пресс для спрессовывания раскроенных заготовок материала в многослойную деталь.
Предпочтительно, устройство удержания нескольких слоев может быть веерным захватом, причем в веерном захвате несколько раскроенных заготовок материала могут удерживаться вертикально друг над другом и раздвигаться в горизонтальном направлении, то есть разворачиваться в виде веера, так что развернутые раскроенные заготовки материала хорошо доступны для нанесения матрицы. Для подачи раскроенных заготовок материала к прессу раскроенной заготовки материала могут отпускаться устройством удержания нескольких слоев, прежде всего веерным захватом, для падения в пресс или же во время их удержания в устройстве удержания нескольких слоев, прежде всего в веерном захвате, спрессовываться прессом.
Устройство удержания нескольких слоев, прежде всего веерный захват, предпочтительно, включает в себя робот-манипулятор или направляется линейной манипуляторной системой.
Пресс для спрессовывания раскроенных заготовок материала в области верхней прижимной плиты и/или в области нижней прижимной плиты может иметь режущее приспособление. Путем расположения режущего приспособления в области верхней прижимной плиты и/или нижней прижимной плиты обеспечивается одновременное спрессовывание раскроенных заготовок материала (включая внутренний слой) в многослойную деталь и дополнительная, прежде всего финальная, резка раскроенных заготовок материала. Так образом в одном процессе соединяются два рабочих этапа.
Пресс или же прессовочный инструмент также может быть выполнен с возможностью нагрева.
Посредством по меньшей мере одного узла нанесения по меньшей мере один материал матрицы наносят на верхнюю и/или нижнюю сторону по меньшей мере одной раскроенной заготовки материала.
При этом узел нанесения, предпочтительно, является распылительным узлом и/или узлом окунания.
Особо предпочтительно, узел нанесения является распылительным узлом, по меньшей мере, с двумя распылительными головками, причем вторая распылительная головка, предпочтительно, наносит материал матрицы иным способом путем нанесения другого количества и/или другого типа материала матрицы. Особо преимущественным является нанесения посредством распылительного узла, если в материал матрицы подмешан дополнительный волоконный материал, например материал из короткого волокна.
Краткое описание чертежей
Далее изобретение в качестве примера описывается со ссылкой на чертежи.
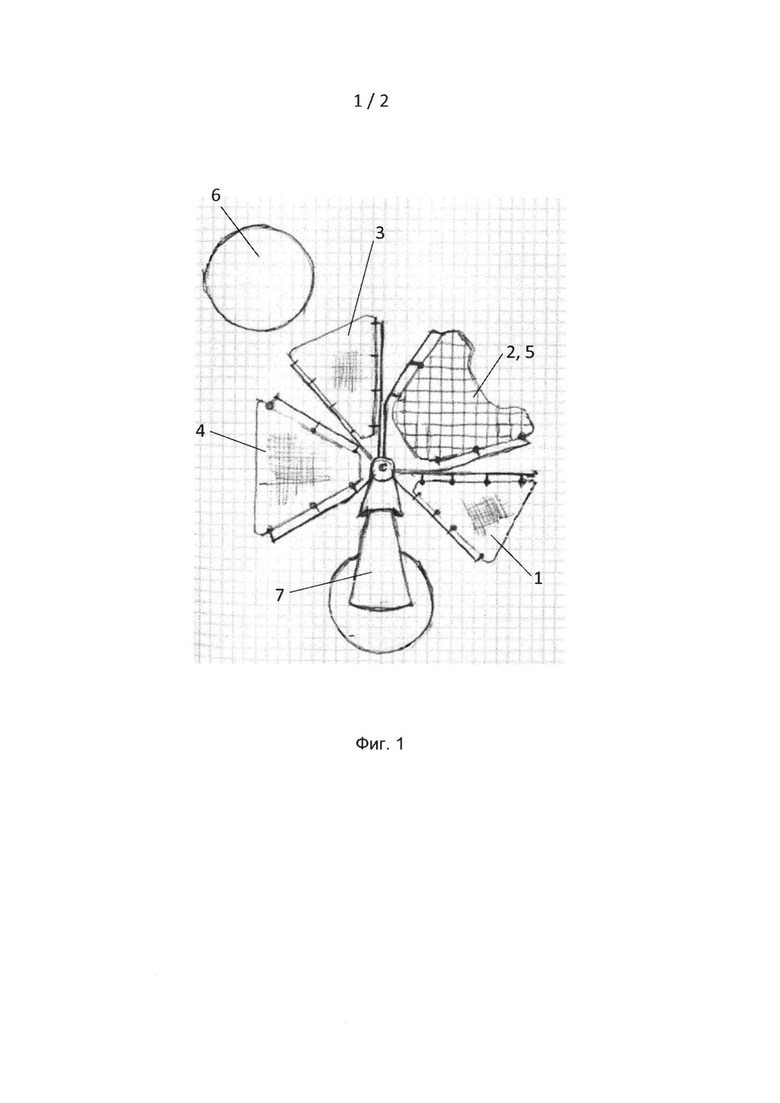
Фиг. 1 показано схематичное изображение сверху веерного захвата и узла нанесения устройства согласно изобретению для осуществления способа согласно изобретению изготовления многослойной детали.
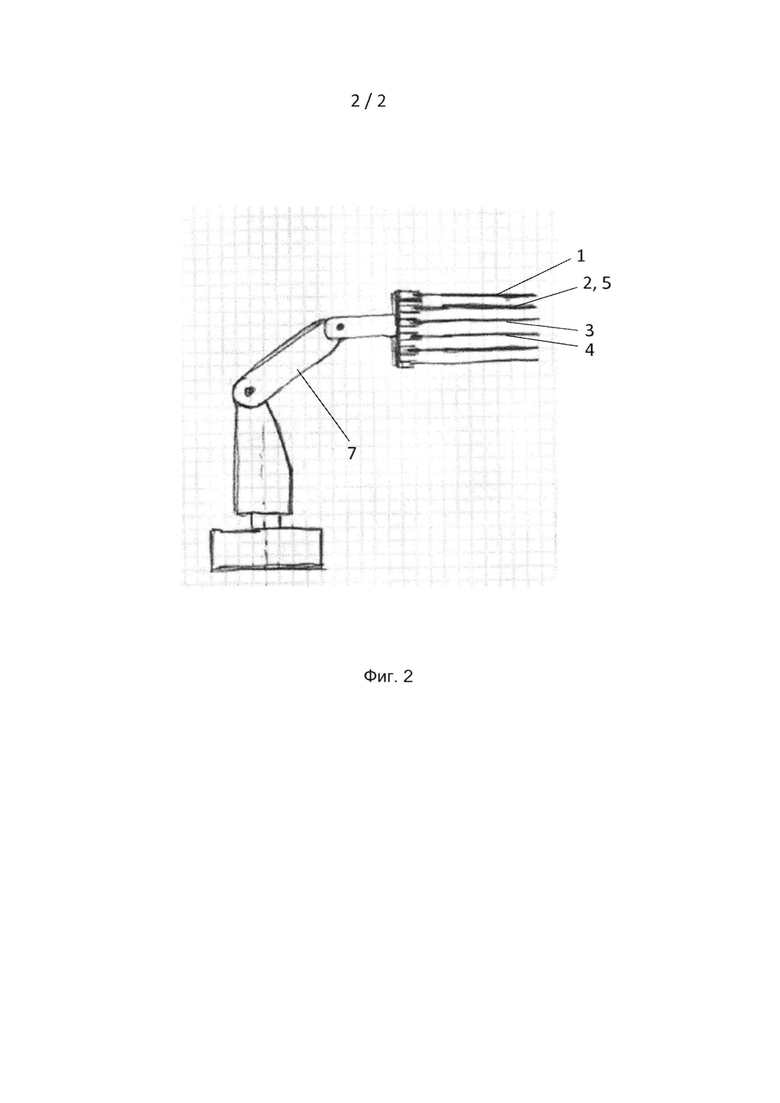
Фиг. 2 показано схематичное изображение сбоку веерного захвата устройства согласно изобретению для изготовления многослойной детали.
Подробное описание изобретения
На фиг. 1 показан веерный захват 7, который выполнен как робот, и служит в качестве манипулятора для четырех раскроенных заготовок 1, 2, 3 и 4 материала (также называются слоями). Веерный захват 7 приводит слои, то есть раскроенные заготовки 1, 2, 3, 4 материала, включая также и образованную раскроенной заготовкой 2 материала основу 5, для распылительного нанесения в соответствующую позицию относительно распылительной головки распылительного узла 6.
После распылительного нанесения слои 1, 2, 3, 4 с помощью веерного захвата 7 перемещаются друг над другом (вертикально) и укладываются в пресс. Затем на веерном захвате 7 точки крепления или же точки удержания соответствующих слоев, то есть раскроенных заготовок 1, 2, 3, 4 материала по одному по очереди или одновременно открываются, так что слой за слоем может быть уложен в нагретый прессовый инструмент. Пресс закрывается, и прессуется многослойная конструкция. Опционально прессовать также можно, как только слои будут перемещены друг над другом (позиционированы вертикально друг над другом) и в то время когда слои еще закреплены в соответствующей ячейке веерного захвата 7.
На фиг. 2 показан вид сбоку на веерный захват 7, причем отдельные слои, то есть раскроенные заготовки 1, 2, 3, 4 материала и еще дополнительные раскроенные заготовки материала удерживаются в смещенном по вертикали положении и готовятся к последующей обработке.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Первая раскроенная заготовка материала
2 Вторая раскроенная заготовка материала
3 Третья раскроенная заготовка материала
4 Четвертая раскроенная заготовка материала
5 Внутренний слой
6 Распылительная головка
7 Веерный захват
Изобретение относится к способу изготовления многослойной детали. Техническим результатом является упрощение оптимизации свойств многослойной детали для различных целей. Технический результат достигается способом изготовления многослойной детали согласно следующим шагам. Обеспечение нескольких раскроенных заготовок материала. Нанесение материала матрицы на верхнюю и/или нижнюю сторону раскроенной заготовки материала. Размещение раскроенных заготовок материала друг над другом и/или рядом друг с другом, причем две раскроенные заготовки материала располагают друг над другом. При этом две из раскроенных заготовок материала выполнены различно или материал матрицы наносят вдоль их верхней и/или нижней стороны различным образом, или на одну из раскроенных заготовок материала вдоль ее верхней и/или нижней стороны материал матрицы наносят различным образом, так что создается горизонтальная и/или вертикальная зона многослойной детали с иными механическими свойствами, чем другие области многослойной детали. Спрессовывание раскроенных заготовок материала в многослойную деталь. Причем отдельные раскроенные заготовки материала подают для нанесения материала матрицы посредством устройства удержания нескольких слоев, способного удерживать вертикально друг над другом несколько раскроенных заготовок и горизонтально раздвигать их. 2 н. и 17 з.п. ф-лы, 2 ил.
1. Способ изготовления многослойной детали согласно следующим шагам:
- обеспечение нескольких раскроенных заготовок (1, 2, 3, 4) материала,
- нанесение по меньшей мере одного материала матрицы на верхнюю и/или нижнюю сторону по меньшей мере одной раскроенной заготовки (1, 2, 3, 4) материала,
- размещение раскроенных заготовок (1, 2, 3, 4) материала друг над другом и/или рядом друг с другом, причем по меньшей мере две раскроенные заготовки (1, 2, 3, 4) материала располагают друг над другом,
- причем по меньшей мере две из раскроенных заготовок (1, 2, 3, 4) материала выполнены различно или материал матрицы наносят вдоль их верхней и/или нижней стороны различным образом, или по меньшей мере на одну из раскроенных заготовок (1, 2, 3, 4) материала вдоль ее верхней и/или нижней стороны материал матрицы наносят различным образом, так что создается по меньшей мере одна горизонтальная и/или вертикальная зона многослойной детали с иными механическими свойствами, чем другие области многослойной детали,
- спрессовывание раскроенных заготовок (1, 2, 3, 4) материала в многослойную деталь,
причем отдельные раскроенные заготовки (1, 2, 3, 4) материала подают для нанесения материала матрицы посредством устройства удержания нескольких слоев, способного удерживать вертикально друг над другом несколько раскроенных заготовок (1, 2, 3, 4) и горизонтально раздвигать их.
2. Способ по п. 1, отличающийся тем, что по меньшей мере две раскроенные заготовки (1, 2, 3, 4) материала выполнены различно посредством того, что две раскроенные заготовки (1, 2, 3, 4) материала имеют отличные друг от друга поверхности.
3. Способ по одному из предшествующих пунктов, отличающийся тем, что по меньшей мере одна из раскроенных заготовок (1, 2, 3, 4) материала, предпочтительно по меньшей мере две из раскроенных заготовок (1, 2, 3, 4) материала, включают в себя волоконный материал.
4. Способ по п. 3, отличающийся тем, что по меньшей мере две раскроенные заготовки (1, 2, 3, 4) материала выполнены различно посредством того, что преимущественное направление волокон содержащегося в раскроенных заготовках (1, 2, 3, 4) материала волокна по меньшей мере двух раскроенных заготовок (1, 2, 3, 4) материала различно, прежде всего повернуты относительно друг друга между 0 и 180° или повернуты на 180°.
5. Способ по одному из предшествующих пунктов, отличающийся тем, что нанесение материала матрицы происходит различным образом путем нанесения различного количества и/или различного вида материала матрицы.
6. Способ по одному из предшествующих пунктов, отличающийся тем, что одна из раскроенных заготовок (1, 2, 3, 4) материала образуется внутренним слоем (5), причем внутренний слой (5) располагают так, чтобы внутренний слой (5) оказался лежащим между по меньшей мере двух других раскроенных заготовок (1, 2, 3, 4) материала многослойной детали.
7. Способ по одному из предшествующих пунктов, отличающийся тем, что по меньшей мере две из раскроенных заготовок (1, 2, 3, 4) материала исключительно до окончательного изготовления многослойной детали имеют различную форму, и по меньшей мере одну раскроенную заготовку (1, 2, 3, 4) материала в процессе изготовления обрезают под одинаковую форму с другой раскроенной заготовкой (1, 2, 3, 4) материала.
8. Способ по одному из предшествующих пунктов, отличающийся тем, что по меньшей мере две из раскроенных заготовок (1, 2, 3, 4) материала после окончательного изготовления многослойной детали имеют различную форму, чтобы образовывать в детали по меньшей мере одну горизонтальную зону с иными механическими свойствами, чем другие области детали.
9. Способ по одному из предшествующих пунктов, отличающийся тем, что по меньшей мере на одной стороне внутреннего слоя (5) располагают по меньшей мере две из раскроенных заготовок (1, 2, 3, 4) материала, причем на эти две раскроенные заготовки (1, 2, 3, 4) материала материал матрицы наносят различным образом и/или по меньшей мере на одну из этих двух раскроенных заготовок (1, 2, 3, 4) материала вдоль ее поверхности материал матрицы наносят различным образом.
10. Способ по п. 6, отличающийся тем, что внутренний слой (5) выполнен ячеистым.
11. Способ по одному из предшествующих пунктов, отличающийся тем, что в материал матрицы подмешаны волокна.
12. Способ по одному из предшествующих пунктов, отличающийся тем, что нанесение материала матрицы происходит посредством распылительного нанесения посредством распылительного узла (6) и/или процесса окунания и/или роликового нанесения.
13. Способ по п. 11, отличающийся тем, что распылительный узел (6) имеет по меньшей мере одну вторую распылительную головку.
14. Способ по одному из предшествующих пунктов, отличающийся тем, что раскроенные заготовки (1, 2, 3, 4) материала, прежде всего включающие внутренний слой (5), направляют в направлении пресса и посредством пресса, предпочтительно способом мокрого прессования, спрессовывают в многослойную деталь.
15. Способ по одному из предшествующих пунктов, отличающийся тем, что в качестве устройства удержания нескольких слоев используют веерный захват (7), способный удерживать вертикально друг над другом раскроенные заготовки (1, 2, 3, 4) и разворачивать их в виде веера.
16. Устройство для осуществления способа по одному из пп. 1-15, включающее в себя по меньшей мере одно устройство удержания нескольких слоев, причем в устройстве удержания нескольких слоев несколько раскроенных заготовок (1, 2, 3, 4) материала могут удерживаться вертикально друг над другом, и по меньшей мере один узел (6) нанесения для нанесения по меньшей мере одного материала матрицы на верхнюю и/или нижнюю сторону по меньшей мере одной из раскроенных заготовок (1, 2, 3, 4) материала, и по меньшей мере один пресс для спрессовывания раскроенных заготовок (1, 2, 3, 4) материала в многослойную деталь.
17. Устройство по п. 16, отличающееся тем, что устройство удержания нескольких слоев является веерным захватом (7), причем в веерном захвате (7) несколько раскроенных заготовок (1, 2, 3, 4) материала могут удерживаться вертикально друг над другом и раздвигаться горизонтально, то есть могут быть разложены в виде веера.
18. Устройство по п. 16 или 17, отличающееся тем, что узел нанесения является распылительным узлом (6) и/или узлом для окунания, и/или роликовым узлом.
19. Устройство по п. 18, отличающееся тем, что распылительный узел (6) имеет по меньшей мере одну вторую распылительную головку, причем вторая распылительная головка, предпочтительно, может наносить материал матрицы различным образом путем нанесения различного количества и/или различного вида материала матрицы.
| DE 102013013419 А1, 06.03.2014 | |||
| US 5096526 A, 17.03.1992 | |||
| DE 10153973 A1, 15.05.2003 | |||
| ЭЛЕКТРОННЫЙ МОДУЛЬ, СОДЕРЖАЩИЙ ЭЛЕМЕНТ, ВИДИМЫЙ НА ОДНОЙ ПОВЕРХНОСТИ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО МОДУЛЯ | 2003 |
|
RU2316817C2 |

