Область техники, к которой относится изобретение
Изобретение относится к устройству и способу изготовления заготовок из армированного волокном синтетического материала.
Уровень техники
В настоящее время выбор материалов для самых различных областей применения все чаще падает на синтетические материалы, армированные стекловолокном или углеродным волокном. Это обусловлено все большим спросом на легкие конструкции. В области машиностроения и особенно в авиационной и космической технике, а также в ветросиловых установках уже не обойтись без высокопрочных и одновременно очень легких конструкций из синтетических материалов, армированных стекловолокном или углеродным волокном.
Естественно, что выгодные свойства этих материалов проявили себя также в автомобилестроении и самолетостроении. В особенности для крупносерийного производства в автомобилестроении можно предсказать все более широкое использование компонентов из синтетических материалов, армированных стекловолокном или углеродным волокном.
В самолетостроении, связанном с перемещением больших масс, за счет использования легких конструкций может быть резко повышена эффективность продукции. Так, например, за счет экономии веса могут быть снижены до минимума также эксплуатационные затраты, такие как затраты на топливо.
Преимущество армированных волокном синтетических материалов состоит в их высокой удельной прочности и жесткости при очень низкой плотности. Это является значительным преимуществом по сравнению с металлическими материалами. За счет очень низкой плотности используемых волокон и обычно еще более низкой плотности используемых синтетических материалов достигается значительное превосходство в отношении веса этих легких строительных материалов над традиционно используемыми металлическими материалами.
В целом изготовление деталей из армированных волокнами синтетических материалов все еще в значительной мере ориентировано на ручной труд. С этим связана очень высокая стоимость изготовления, так что серийное или массовое производство пока остается нерентабельным.
Частично или полностью автоматизированные процессы изготовления пока известны только для деталей очень простой геометрии. Так, например, для изготовления прямых профилей постоянного сечения используется так называемый способ получения одноосно-ориентированного волокнистого пластика или пултрузии. Он пригоден помимо прочего для изготовления из синтетических материалов перил ограждения, направляющих, стоек или рамных оснований.
В особенности требуемые для самолетостроения и автомобилестроения изогнутые конструктивные детали в настоящее время могут изготавливаться только вручную с высокими затратами средств и времени. Такие изогнутые конструктивные детали из армированных волокном синтетических материалов, которые часто требуются по соображениям аэродинамики или по критерию лучшей жесткости, становятся все более значимыми в области автомобилестроения и самолетостроения.
Для изготовления конструктивных деталей более высокой геометрической сложности, так называемых интегральных деталей, вначале желаемым конструкциям из волокнистого полуфабриката, такого как ровинги, ткани, специальные текстильные полотнища, нетканые материалы, жгуты, придают желаемую форму. Это выполняют, например, с помощью специального раскроя материалов, которые затем укладывают вокруг выпуклых, вогнутых устройств или устройств, которым придана другая пространственная форма. В заключение эти конструкции, которые состоят в основном из нескольких полуфабрикатов, сшивают и пропитывают синтетическим материалом, который затвердевает в так называемую матрицу.
Один из особых недостатков этих способов изготовления заключается в том, что вследствие сшивания образуются мелкие отверстия, которые, помимо прочего, могут снижать прочность, поскольку швы могут также повреждать волокна.
Из патентного документа EP 1504880 A известны автоматизированный процесс и предусмотренная для его осуществления машина, с помощью которых из полуфабрикатов композитного пластика или препрегов в ходе частично автоматизированного процесса могут изготавливаться детали простых геометрических форм, таких как L-образная, S-образная, Н-образная форма или форма шляпы. Небольшие изгибы могут создаваться путем того, что в ходе процесса изготовления детали используемые препреги укладывают в специальной пресс-форме таким образом, что деталь имеет соответствующий радиус.
Недостаток этого способа состоит в том, что могут выполняться изгибы только очень пологой кривизны и могут использоваться только препреги, но не другие исходные материалы. С одной стороны, препреги дороги, и с другой стороны, препреги должны укладываться и накрываться специальными пленками, чтобы они не склеивались. Естественно, что перед соединением различных слоев эти пленки должны быть удалены. Это затрудняет процесс непрерывного изготовления деталей. Кроме того, препреги имеют ограниченную устойчивость при хранении перед обработкой и должны храниться охлажденными.
Далее собранная стопка препрегов должна быть покрыта сверху и снизу другими специальными пленками, чтобы она не приставала к горячему прессу. Для получения желаемого изгиба эти пленки должны быть предварительно изготовлены с таким же изгибом, что также связано со значительными затратами.
Однако если, например, требуются конструктивные детали более высокой сложности, в настоящее время они должны быть изготовлены в виде отдельных деталей простой геометрии, а затем собраны в желаемый узел в ходе затратных сборочных процессов. Результатом этих способов изготовления помимо очень высокой стоимости является повышенный вес и очень долгое время производства.
Раскрытие изобретения
Соответственно, задачей изобретения является создание способа и устройства, которые обеспечивают возможность экономичного изготовления заготовок и деталей из армированных волокном синтетических материалов.
В соответствии с изобретением решение поставленной задачи достигается за счет способа для изготовления заготовок из армированных волокном синтетических материалов, обладающего признаками по п.1, а также за счет устройства для осуществления способа, обладающего признаками по п.14 формулы изобретения. Предпочтительные решения по развитию изобретения являются предметом защиты в зависимых пунктах. Другие преимущества и особенности изобретения будут ясны из описания примеров осуществления.
Согласно изобретению в способе изготовления заготовок из армированного волокном синтетического материала по изобретению вначале непрерывно подаваемые слои волокнистого материала пластически деформируют путем поперечного пластического деформирования до получения предварительно заданного поперечного сечения. Затем полученный профиль целенаправленно изгибают путем продольного пластического деформирования.
Способ по изобретению дает много преимуществ. Значительное преимущество заключается в том, что конструктивная деталь сложной геометрии может изготавливаться непрерывным и автоматизированным образом. Поперечное пластическое деформирование в поперечном сечении достигается посредством формования вокруг формующего сердечника, изготовленного с использованием компьютерного числового программного управления, так что достигается желаемая форма поперечного сечения профиля. Другое преимущество заключается в том, что посредством способа по изобретению могут изготавливаться также изогнутые детали. Особенное преимущество состоит в том, что для способа могут использоваться даже сухие волокнистые материалы, которые не склеиваются и могут хорошо укладываться.
При этом речь идет главным образом об изготовлении сложных конструктивных деталей. Соответственно, заготовки предпочтительно собирают, по меньшей мере, из двух профилей.
Для обеспечения действительно непрерывного и быстрого способа особенно предпочтительно, по меньшей мере, два профиля для заготовки изготавливают параллельно или одновременно, а затем их собирают в единую деталь.
В предпочтительных примерах осуществления слои волокнистого материала уложены на барабанах или катушках, и их подают в процесс изготовления из блока пополнения запаса. Благодаря этому может обеспечиваться непрерывное производство.
В особенно предпочтительном примере осуществления замена катушек производится автоматически. Однако возможен вариант, в котором слои волокнистого материала непрерывно изготавливают предварительно в расположенном спереди устройстве для изготовления, специально предназначенном для процесса.
В качестве волокнистых слоев предпочтительно используют сухой волокнистый материал, ровинги, ткани, специальные текстильные полотнища, нетканые материалы, жгуты или препреги. Далее эти материалы заключают в матрицу из термопластичного синтетического материала. Используемый синтетический материал не всегда должен наноситься на слои волокнистого материала. Так, например, слои волокнистого материала могут изготавливаться из волокон, покрытых синтетическим материалом. При этом отдельные волокна, или определенная часть волокон, или все волокна могут быть покрыты материалом раздельно. Из них может быть изготовлена ткань или подобная структура. Однако для матрицы возможно также использование термореактивных синтетических материалов. Препреги уже предварительно пропитаны связующей системой.
Для предотвращения какого-либо напряжения в детали в предпочтительных примерах осуществления слои волокнистого материала вводят в процесс разгруженными от натяжения. Это снятие натяжения может быть управляемым путем пропуска волокнистых слоев, например, через систему компенсирующих роликов или через выравнивающие ролики, ориентированные и регулируемые в соответствии с процессом изготовления.
Особенно предпочтительно слои волокнистого материала, по меньшей мере, одного профиля перед поперечным пластическим деформированием фиксируют только точечным образом, в особенности не в области будущего наружного радиуса. Это особенно важно для профилей с волокнистыми слоями, имеющими одно направление волокон, которые не могут растягиваться в процессе продольного пластического деформирования. При этом точечную фиксацию производят в особенности не в области будущего наружного радиуса, так как в этой области слои волокнистого материала должны оставаться подвижными относительно друг друга для продольного пластического деформирования.
Предпочтительно термопластичные синтетические материалы активизируют с помощью нагревательного блока. Предпочтительно он является излучателем инфракрасного излучения.
Предпочтительно эти нагревательные блоки выполнены с возможностью шарнирного отвода и/или поворота. За счет этого при простоях в производстве может предотвращаться перегрев материалов. Защита от перегрева возможна также путем экранирования излучателя.
Поскольку для различных случаев применения требуются различные детали с разными радиусами кривизны, в предпочтительных примерах осуществления при продольном пластическом деформировании профиля ему придают регулируемый радиус кривизны. Возможно и целесообразно также изменение радиуса в процессе изготовления профиля.
В предпочтительных примерах осуществления изготовленные профили непосредственно укорачивают до желаемой длины. Для этого процесс производства может кратковременно прерываться, однако возможен частный вариант, в котором предусмотрен подвижный разделительный блок, синхронизированный с процессом изготовления. Благодаря этому профили могут разделяться на отрезки желаемой величины без перерывов в производственном процессе.
Разрезанные таким образом профили далее передают в сборочно-обжимное устройство, особенно предпочтительно с помощью манипуляторного блока, который может содержать робот. При этом робот может быть, например, снабжен захватной рукоятью с вакуумным устройством, посредством которого транспортируются готовые профили. В качестве примера роботом могут захватываться детали с радиусом кривизны от 1500 до 2500 мм.
В соответствии с изобретением устройство для непрерывного изготовления заготовок из армированного волокном синтетического материала содержит различные зоны. При этом предусмотрены, по меньшей мере, блок пополнения запаса, в котором слои волокнистого материала могут быть уложены на барабанах или катушках. Предусмотрен, по меньшей мере, нагревательный блок, с помощью которого слои волокнистого материала могут нагреваться, например, посредством излучателя инфракрасного излучения. Предусмотрены также, по меньшей мере, блок поперечного пластического деформирования и, по меньшей мере, блок продольного пластического деформирования. Подлежащие обработке слои волокнистого материала могут непрерывно подаваться из блока пополнения запаса. В блоке поперечного пластического деформирования слои волокнистого материала могут пластически деформироваться в профиль предварительно заданного поперечного сечения. В блоке продольного пластического деформирования этот профиль может быть изогнут с предварительно заданным радиусом кривизны.
Для обеспечения возможности нанесения на слои волокнистого материала связующей системы в том случае, когда используются не такие предварительно подготовленные слои волокнистого материала как препреги, в предпочтительных примерах выполнения предусмотрен модуль нанесения связующего. С его помощью связующая система может быть нанесена на слои волокнистого материала локально, однако возможно также полное оснащение волокнистых слоев связующей системой. При этом связующая система может иметь вид, например, порошкообразного материала и может наноситься на слои волокнистого материала через перфорированный лист и вращающуюся заслонку. Целесообразны также жидкие связующие системы, которые могут наноситься, например, с помощью распылительной головки в качестве аэрозоля.
Особенно предпочтительно устройство содержит, по меньшей мере, следующие модули: индукторный блок, модуль нанесения связующего, разделительный блок, манипуляторный блок, сборочно-обжимное устройство.
Краткий перечень чертежей
Другие преимущества и особенности изобретения будут ясны из описания примеров осуществления со ссылками на прилагаемые. На чертежах:
фиг.1 схематично изображает устройство по изобретению на виде в перспективе сбоку,
фиг.2 изображает принципиальную схему устройства по фиг.1 на виде в перспективе сбоку,
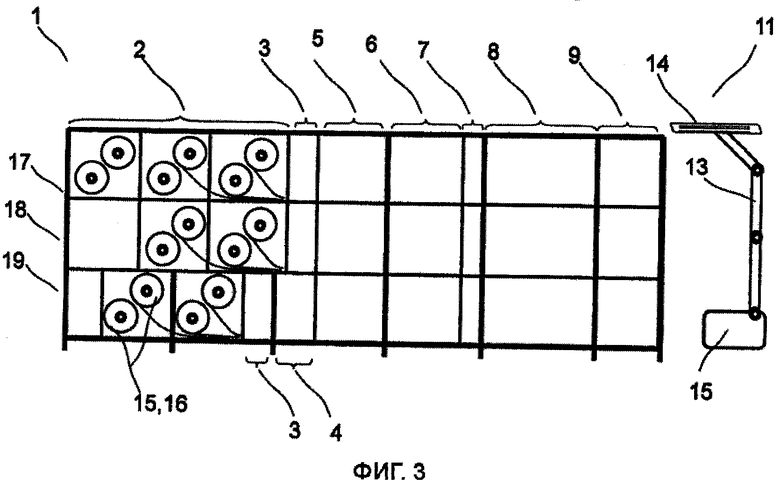
фиг.3 изображает принципиальную схему устройства на виде сбоку,
фиг.4а схематично изображает блок поперечного пластического деформирования,
фиг.4b изображает принципиальную схему блока по фиг.4а,
фиг.5a схематично изображает блок продольного пластического деформирования на виде в перспективе сбоку,
фиг.5b схематично изображает блок продольного пластического деформирования на виде сверху,
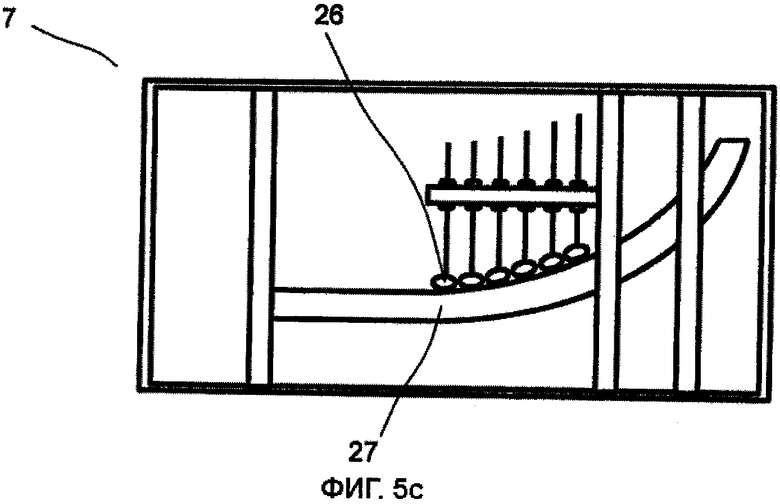
фиг.5c изображает принципиальную схему блока по фиг.5а,
фиг.6 схематично изображает в перспективе модуль нанесения связующего,
фиг.7 изображает LCF-профиль, изготовленный способом по изобретению,
фиг.8 схематично изображает LCF-профиль по фиг.7 в поперечном сечении,
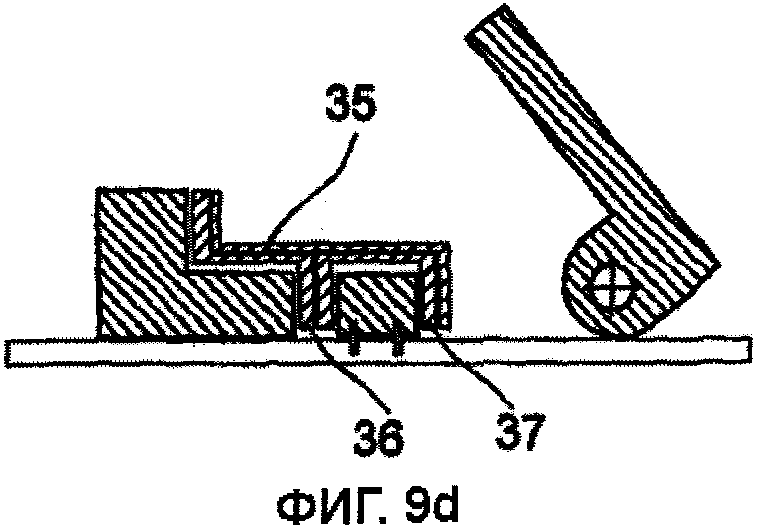
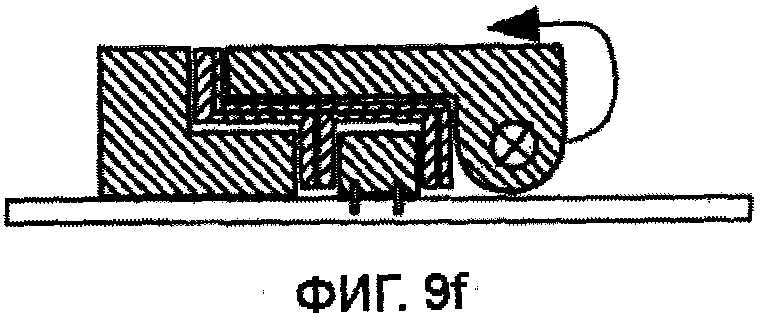
фиг.9a-9g схематично изображают принцип действия сборочно-обжимного блока, показанного в поперечном сечении.
Осуществление изобретения
На фиг.1 показан пример выполнения устройства 1 по изобретению. Установка состоит из рамы, изготовленной из стандартных профильных элементов. При этом выбор используемых компонентов ориентирован на легкую заменяемость, стойкость к температурам, по меньшей мере, примерно до 200°C, стойкость к ацетону и высокую защиту материала по время производственного процесса. Кроме того, вся установка может обходиться без смазочных средств, что снимает какие-либо ограничения в выборе материала.
Каркас выполнен модульным, причем в отдельных рамах находятся установки для соответствующих функциональных устройств. Благодаря этому установка может быть оптимальным образом приспособлена к различным требованиям относительно изготавливаемых заготовок, а также к месту размещения.
В качестве примера показанная на фиг.1 установка имеет длину 8 м, ширину 2,5 м и высоту 2 м. При этом здесь отдельные модули имеют высоту 625 мм и ширину 500 мм. Длина разных модулей различна в соответствии со встроенными в них блоками, при этом здесь предусмотрены модули с шагом 125 мм.
Установка по изобретению служит для изготовления непрерывным способом заготовок или конструктивных элементов сложной геометрии. Это достигается путем того, что в установке изготавливают, по меньшей мере, два профиля и затем соединяют их в комплексный конструктивный элемент. Для обеспечения быстрого и непрерывного процесса эти, по меньшей мере, два профиля, которые, естественно, могут иметь также различные поперечные сечения, могут изготавливаться в установке параллельно/одновременно. В качестве примера это показано на фиг.1-3 с помощью трех представленных производственных плоскостей 17, 18, 19.
Показанная на фиг.1-3 установка содержит блок 2 пополнения запаса с десятью модулями в целом. В данном примере осуществления каждый модуль может вмещать две катушки 15 с волокнистыми слоями 16. При этом имеются соответствующие катушки для слоев профиля с углом наклона +/-45° и 0°. Замена катушек организована таким образом, что может проводиться быстро и удобно для обслуживания. Слои волокнистого материала с углом наклона +/-45° особенно хорошо приспособлены для профильной укладки, так как форма продольно лежащей полосы может быть изменена на криволинейную без растяжения или сплющивания волокон на внутреннем или наружном радиусе.
В каждой производственной плоскости 17, 18, 19 в производственный процесс могут подаваться несколько слоев волокнистого материала с различных катушек.
Для обеспечения возможности транспортирования материала управляемым образом без задержек в слоях волокнистого материала предпочтительно имеются компоненты UD. Далее, предпочтительно катушки выполнены подторможенными, чтобы предотвращать слишком быструю подачу слоев волокнистого материала. Для этого катушки имеют полую сердцевину, зажатую между двумя подвижными коническими деталями, установленными с возможностью вращения. Торможение осуществляется, например, с помощью подпружиненного фрикционного элемента на одной из конических деталей. Само собой разумеется, что возможны другие системы торможения, такие как порошковые магнитные тормоза или гистерезисные тормоза.
Каждый модуль блока 2 пополнения запаса снабжен, по меньшей мере, одним поворотным снимателем для надежного разматывания слоев волокнистого материала с катушки. На конце каждого модуля блока 2 пополнения запаса находятся ролики для выравнивания хода материала. Для требуемого прямого направления материала при разматывании с катушек используются съемные кольца в качестве реборд.
Другим рациональным методом управляемого разматывания отдельных волокнистых слоев с катушек является использование непоказанного на фиг.1-3 модуля снятия натяжения. Здесь на входе и на выходе модуля находятся жестко установленные выровненные ролики. Между ними функции разгрузки от натяжения выполняют ролики, подвижно установленные в вертикальных направляющих, которые в зависимости от нагрузки натяжения действуют в качестве выравнивающих элементов. Благодаря этому устраняется разница скорости между отдельными волокнистыми слоями. Этот модуль может использоваться также дополнительно к подторможенным роликам.
Следующим модулем в установке по фиг.1-3 является блок 3 подачи. Он служит для того, чтобы придавать отдельным волокнистым слоям правильную ориентацию. Для этого на вращающихся роликах предусмотрены установочные кольца, которые направляют отдельные слои волокнистого материала в нужном направлении и могут также задавать желаемую ширину материала. К концу этого модуля используемые слои волокнистого материала сводятся в одну стопку.
На фиг.1-3 в самой нижней плоскости 19 установки встроен дополнительный модуль. Индукторный блок 4 необходим для создания специального профиля. Устройство и способ по изобретению будут описаны на примере установки для изготовления специального профиля LCF. Этот LCF-профиль 30 (заготовка) будет подробно описан со ссылками на фиг.7 и 8. Профиль для этой заготовки имеет С-образную форму и содержит в двух пластически деформированных сторонах полок слои волокнистого материала с одним направлением волокон. Вследствие этого при последующем продольном пластическом деформировании с приданием детали изгиба они не растягиваются. Поэтому для С-образного профиля не требуется полной фиксации слоев волокнистого материала.
Для их соединения необходим индукторный блок 4, поскольку с его помощью слои волокнистого материала могут быть связаны друг с другом локально.
Благодаря этому остается подвижность отдельных слоев относительно друг друга в области последующего наружного радиуса. Требуемые индукторы позиционируют с помощью пневматического захватного механизма.
Модуль, содержащий нагревательный блок 5, служит для того, чтобы фиксировать относительно друг друга проходящие свободно лежащие друг над другом слои волокнистого материала таким образом, чтобы во время последующего поперечного пластического деформирования не могли происходить отклонения от направления. В представленном примере осуществления каждый из профилей, которые в дальнейшем будут собраны в заготовку, содержит, по меньшей мере, на стороне будущей области полки слои волокнистого материала с одним направлением волокон. Они могут нагреваться в нагревательном блоке 5 с обеих сторон, поскольку в нагревательном блоке 5 они еще остаются плоскими. Источники тепла могут быть различными. В данном примере осуществления используются излучатели инфракрасного излучения, которые при данном способе нагревают только слои с одним направлением волокон. Излучатели инфракрасного излучения установлены с возможностью отвода поворотом, предпочтительно примерно на 90°. Однако они могут также быть отведены поворотом на другой угол или откинуты, отведены вбок или даже закрыты, например, металлическими листами. Благодаря этому может устраняться перегрев волокнистых слоев при простое установки.
Далее нагретую стопку волокнистых слоев сжимают в желаемых местах с помощью прижимных роликов в единый комбинированный материал. Находящаяся еще в сводном состоянии слоистая конструкция удерживается в направляющих специальной формы, что устраняет возможность бокового скольжения отдельных слоев.
Следующий модуль, блок 6 поперечного пластического деформирования, придает стопке волокнистых слоев нужное поперечное сечение. Подробное описание работы этого модуля будет дано со ссылками на фиг.4a и 4b.
Следующий модуль является блоком 7 подачи (см. фиг.3). Он обеспечивает транспортирование материала в процессе изготовления. В описываемом примере осуществления пара гребенчатых роликов из высококачественной стали подает ветвь через установку в области перемычки конструкции. При этом один ролик приводится приводным сервомотором с зависимостью по частоте, а другой служит ответным роликом и подпружинен или управляется пневматически. Ответный ролик является регулируемым по вертикальной оси, так что процесс подачи может регулироваться таким образом, чтобы обеспечивать оптимальный прямолинейный выход и передачу профиля без напряжения к последующему блоку 8 продольного пластического деформирования. Путем регулирования мотора привода первого ролика может регулироваться скорость процесса.
Блок 8 продольного пластического деформирования будет подробно описан со ссылками на фиг.5a-5c.
После того, как в блоке 8 продольного пластического деформирования профилям придана предварительно определенная кривизна, их укорачивают до желаемой длины в следующем модуле, в разделительном блоке 9. При этом в показанном примере осуществления пневмоцилиндр подачи механически соединен с приводом разделительного диска. Разделительный диск управляется также пневматически.
Разделительный блок может находиться на передвижном столе, чтобы подвигаться для разделения профилей в предварительно определенных местах.
Можно кратковременно останавливать непрерывный процесс изготовления для выполнения разрезания. Однако можно и предпочтительно синхронизировать работу разделительного блока с подачей профиля, чтобы не нужно было прерывать процесс изготовления. В этом случае разделительный блок на передвижном столе перемещается синхронно с подачей профиля, так что профиль может разделяться в процессе его поступательного движения.
Последним модулем установки является манипуляторный блок 10. Он содержит устройство 11 позиционирования (например, робот) и манипулятор (устройство монтажа и уплотнения). Робот 11 передает отдельные профили в сборочное устройство 38, в котором профили собирают в готовые заготовки.
Для передачи робот 11 содержит автоматический захват 14, укрепленный на рукояти 13, которая может быть снабжена подвижными шарнирами. Робот может быть установлен на цоколе 15. Автоматический захват 14 имеет отдельные захватные элементы, которые в продольном направлении отстоят друг от друга на фиксированное расстояние и регулируются в поперечном направлении. За счет этого с помощью вакуумной удерживающей силы могут захватываться профили определенного радиуса кривизны. В показанном примере осуществления радиус кривизны может составлять от 1500 до 2500 мм.
На фиг.4a и 4b показан пример выполнения блока 6 пластического деформирования.
В схематичном изображении на фиг.4а видны различные приводные и неприводные прижимные ролики. Одни ролики 21 прижимают слои волокнистого материала 16 вертикально. Другие ролики 22 обжимают слои волокнистого материала 16 вокруг формующего сердечника 20, изготовленного с использованием компьютерного числового программного управления. Предусмотрены также ролики 23, установленные под углом 90° к исходному положению слоев волокнистого материала. Ролики 21, 22, 23 могут быть выпуклыми, вогнутыми или прямыми по форме. В частности, все ролики могут быть выполнены регулируемыми в пределах определенного угла прессования. Все формующие и все транспортирующие элементы в установке изготовлены из высококачественного материала.
На фиг.4b подобный блок 6 пластического деформирования показан в виде принципиальной схемы.
На фиг.5а-5 с показан пример выполнения блока 7 продольного пластического деформирования. На фиг.5а модуль с блоком 7 продольного пластического деформирования показан на виде в перспективе сбоку.
Этот блок 7 продольного пластического деформирования показан на фиг.5b на виде сверху. Для блока 7 продольного пластического деформирования могут быть также предназначены тепловые излучатели 24. Они также могут быть выполнены отводимыми, поворотными или откидными для предотвращения перегрева. Здесь тепло также может экранироваться от материала. В этом модуле производится также охлаждение. Оно может быть ускорено путем впуска холодного воздуха.
В описываемом примере осуществления зубчатое ременное устройство транспортирует профиль через блок 7 продольного пластического деформирования. При этом профиль проходит по деформирующим и направляющим листам 25, которым в этом примере выполнения может придаваться определенный радиус кривизны с помощью штампа 26, регулируемого ходовым винтом 27. С помощью ходового винта предварительно заданный радиус может также изменяться в процессе производства, так что по длине профиля радиус изгиба может быть различным.
При этом гибкие транспортирующие ремни зацепляются с двух сторон с полками профиля, которые в данном примере осуществления способны принимать радиус кривизны профиля в пределах от 1500 до 2500 мм. Само собой разумеется, что возможны другие величины радиуса кривизны. За счет параллельного направления дополнительно создается увеличенная рабочая область для обслуживания установки при пуске производства.
На фиг.6 на виде в перспективе сбоку показан модуль 28 нанесения связующего в соответствии с изобретением. В этом модуле слои волокнистого материала 16 могут полностью или локально снабжаться связующей системой. Для этого посредством вращающейся заслонки 29, на нижней стороне которой укреплен перфорированный лист, на проходящие слои волокнистого материала 16 наносят порошкообразное связующее. Во вращающейся заслонке 29 установлен вал с установленными вдоль него направляющими лопастями. При вращении вала лопасти вращаются и подают равномерное количество связующего на перфорированный лист. За счет скоординированного со скоростью подачи слоев волокнистого материала 16 числа оборотов вращающейся заслонки 29 определенное количество порошкообразного связующего падает через перфорированный лист на слои волокнистого материала 16.
Для соединения связующего с волокнистыми слоями для модуля 28 нанесения связующего предназначен тепловой излучатель, в частности, опять же излучатель 24 инфракрасного излучения.
На фиг.7 и 8 показана заготовка 30, которая может быть изготовлена с помощью способа и устройства по изобретению. При этом на фиг.7 она показана схематично с боковыми поверхностями 32, 33, 34 и горизонтальной поверхностью 31.
Специальное расположение слоев этого конструктивного профиля показано на фиг.8 в поперечном сечении. При этом три готовых профиля 35, 36, 37 собраны в сборочном устройстве 38 (см. фиг.9). Из них два профиля 35 и 36 имеют S-образную форму, а профиль 37 выполнен С-образным. Большой S-образный профиль 35 лежит на малом S-образном профиле 36 и на С-образном профиле 37 и образует горизонтальную поверхность 31. Боковая поверхность 34 образована большим и малым S-образными профилями 35, 36, боковая поверхность 33 - малым S-образным профилем 36 и С-образным профилем 37, а боковая поверхность 32 - большим S-образным профилем 35 и С-образным профилем 37.
За счет соединения трех отдельных профилей 35, 36, 37 получают конструктивную деталь высокой сложности, очень устойчивую по форме.
На фиг.9a-9g показана сборка заготовки 30 по изобретению (профиля LCF) из трех профилей 35, 36, 37.
Для этого имеется сборочное устройство 38 с плитой 42 основания и тремя жесткими металлическими формами 39, 40, 41. Металлическая форма 39 жестко соединена с плитой 42 основания. Три профиля укладывают в сборочное устройство 38 один за другим с помощью робота 11. Вначале укладывают С-образный профиль на металлическую форму 39 (фиг.9a). Затем малый S-образный профиль 36 укладывают на металлическую форму 40. Эта металлическая форма 40 может поступательно перемещаться на плите основания, и ее придвигают непосредственно к С-образному профилю на металлической форме 39 (фиг.9b, 9c).
Затем на оба профиля укладывают большой S-образный профиль 35 (фиг.9d), Металлическая форма 41, выполненная в виде подвижного рычага, наезжает на профили 35, 36, 37 и фиксирует их путем прижима вниз (фиг.9e, 9f).
Все металлические формы 39, 40, 41 снабжены нагревательными патронами и активизируют связующее в волокнистых слоях, в результате профили соединяются в заготовку. При этом вакуумная мембрана 43 обеспечивает необходимое давление процесса.
За счет обжима в сборочном устройстве 38 сводится к минимуму время крепления устройства отверждения RTM.













Изобретение относится к способу и устройству изготовления заготовок из армированного волокном синтетического материала. На первом шаге непрерывно подаваемые слои волокнистого материала пластически деформируют поперечно определенным образом, а на втором шаге полученный профиль целенаправленно изгибают путем продольного пластического деформирования, причем радиус продольного пластичного деформирования является регулируемым. Изобретение обеспечивает уменьшение времени изготовления деталей. 2 н. и 11 з.п. ф-лы, 18 ил.
1. Способ изготовления заготовок из армированного волокном синтетического материала, при котором на первом шаге непрерывно подаваемые слои волокнистого материала пластически деформируют путем поперечного пластического деформирования до получения предварительно заданного поперечного сечения, отличающийся тем, что на втором шаге полученный профиль целенаправленно изгибают путем продольного пластического деформирования, причем радиус продольного пластического деформирования является регулируемым.
2. Способ по п.1, отличающийся тем, что заготовку собирают, по меньшей мере, из двух профилей.
3. Способ по п.2, отличающийся тем, что, по меньшей мере, два профиля изготавливают параллельно.
4. Способ по п.1, отличающийся тем, что слои волокнистого материала подают в процесс изготовления из блока пополнения запаса, в котором слои волокнистого материала уложены на барабанах или катушках, причем замену катушек производят автоматически.
5. Способ по п.1, отличающийся тем, что слои волокнистого материала непрерывно предварительно изготавливают в расположенном спереди устройстве для изготовления.
6. Способ по одному из п.п.1-5, отличающийся тем, что в качестве слоев волокнистого материала используют сухой волокнистый материал, ровинги, ткани, специальные текстильные полотнища, нетканые материалы, жгуты или препреги, а в качестве матрицы используют термопластичный синтетический материал, который может покрывать волокна.
7. Способ по одному из п.п.1-5, отличающийся тем, что слои волокнистого материала вводят в процесс разгруженными от натяжения.
8. Способ по одному из п.п.1-5, отличающийся тем, что слои волокнистого материала, по меньшей мере, одного профиля перед поперечным пластическим деформированием фиксируют только точечным образом, в особенности не в области будущего наружного радиуса.
9. Способ по одному из п.п.1-5, отличающийся тем, что предусмотрен нагревательный блок, в частности, по меньшей мере, один излучатель инфракрасного излучения, для активизации термопластичного синтетического материала.
10. Способ по п.9, отличающийся тем, что нагревательные источники выполнены с возможностью шарнирного отвода и/или поворота и/или экранирования.
11. Способ по одному из п.п.1-5, отличающийся тем, что готовые профили разделяют посредством разделительного блока на определенные размеры.
12. Способ по одному из п.п.1-5, отличающийся тем, что изготовленные профили с помощью манипуляторного блока, в особенности робота, передают в сборочно-обжимное устройство.
13. Устройство для непрерывного изготовления заготовок из армированного волокном синтетического материала, содержащее, по меньшей мере, блок пополнения запаса, по меньшей мере, нагревательный блок, по меньшей мере, блок поперечного пластического деформирования, отличающееся тем, что подлежащие обработке слои волокнистого материала могут непрерывно подаваться из блока пополнения запаса и в блоке поперечного пластического деформирования могут пластически деформироваться до предварительно заданного поперечного сечения, и предусмотрен, по меньшей мере, один блок продольного пластического деформирования, в котором поперечно деформированные слои волокнистого материала могут быть изогнуты по радиусу кривизны.
| Несущий элемент из композиционно-волокнистого материала типа бруса или опорного шпангоута | 1985 |
|
SU1320359A1 |
| МАСКА СВАРЩИКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2268123C1 |
| SU 1811114 A1, 20.07.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287431C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЦИЛИНДРА ИЛИ ПОЛЫХ ТЕЛ ИНОГО ВЫПУКЛОГО СЕЧЕНИЯ | 1995 |
|
RU2102236C1 |
| Устройство для транспортировки различных грузов | 1930 |
|
SU46223A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО МАТЕРИАЛА | 0 |
|
SU390705A1 |
| Устройство для изготовления армированных волокнистым полотном длинномерных полимерных изделий | 1986 |
|
SU1590032A3 |

