Область техники, к которой относится изобретение
Данное изобретение относится к области изготовления в виде блока элементов, в частности, лопаточных элементов газотурбинного двигателя, при помощи технологии литья по выплавляемым моделям. Предпочтительно каждый элемент представляет собой отдельную лопатку, такую как лопатка рабочего колеса компрессора или турбины.
Изобретение относится к любому типу наземных или авиационных газотурбинных установок и, в частности, к газотурбинным двигателям летательного аппарата, таким как турбореактивные двигатели и турбовинтовые двигатели.
Более конкретно, изобретение касается реализации модельного блока и изготовления оболочковой формы, формируемой вокруг этой модели, частично изготовленной из воска, при этом в указанную оболочковую форму в дальнейшем будет заливаться металл для получения элементов газотурбинного двигателя.
Таким образом, изобретением предложены модельный блок и оболочковая форма для получения по меньшей мере одного приспособления для манипулирования блоком отдельно от формуемых элементов газотурбинного двигателя, а также соответствующий способ изготовления множества элементов газотурбинного двигателя посредством литья по выплавляемым моделям.
Уровень техники
Технология литья по выплавляемым моделям для одновременного изготовления нескольких лопаточных элементов авиационного газотурбинного двигателя хорошо известна. Такая технология описана, например, во французской патентной заявке FR 2 985 924 А1.
Можно напомнить, что прецизионное литье по выплавляемым моделям состоит в выполнении из воска, заливаемого в инструменты, модели каждого из требуемых лопаточных элементов. Сборка этих моделей на дозаторе воска позволяет получить модельный блок, который затем погружают в различные вещества, чтобы сформировать вокруг него керамическую оболочковую форму достаточно равномерной толщины. Модельный блок часто называют также «моделью», «комплексным блоком» или «восковым деревом», хотя не все его компоненты выполнены из воска или из другого расходного материала.
Способ продолжают расплавлением воска, который оставляет при этом свой точный отпечаток в оболочке из керамики, в которую заливают расплавленный металл при помощи разливочной чаши, соединенной с дозатором металла. После охлаждения металла оболочковую форму разбивают, и детали из металла разделяют и производят их финишную обработку.
Преимуществом этой технологии является точность размеров, что позволяет сократить и даже исключить некоторые виды механической обработки. Кроме того, она обеспечивает очень хороший внешний вид поверхности.
В области литья по выплавляемым моделям известен принцип разливки сверху или без применения давления расплавленного металла, который состоит в разливке металла сверху в полости оболочковой формы, предназначенные для формования деталей газотурбинного двигателя. Согласно этому принципу, расплавленный металл выливают в разливочную чашу, затем он обычно поступает в кольцевую систему питания множества элементов, которые образуют детали газотурбинного двигателя, как описано, например, во французской патентной заявке FR 2 985 924 А1.
Предпочтительно такая система питания может также служить кольцом для манипулирования блоком на различных стадиях способа изготовления, в частности, на выходе из печи, во время выбивки, то есть во время разрушения оболочковой формы, или во время разрезания для получения металлических деталей газотурбинного двигателя.
Кроме того, в области литья по выплавляемым моделям известен также принцип сифонной разливки расплавленного металла, который, наоборот, состоит в разливке металла снизу в полости оболочковой формы, предназначенные для формования деталей газотурбинного двигателя. Чаще всего расплавленный металл заливают в разливочную чашу, затем специальные каналы, соединенные с чашей, обеспечивают нагнетание металла из нижней части полостей.
В рамках сифонной разливки кинетическая энергия, накопленная до входа в полости, является более значительной, поэтому скорость является более высокой. Средства питания металлом способствуют потерям напора и содержат, например, колено, чтобы снижать скорость.
Кроме того, как правило, блок, для которого применяют принцип сифонной разливки, имеет систему питания, образующую кольцо для манипулирования блоком, описанное выше в связи с принципом разливки сверху.
Это кольцо для манипулирования обычно напрямую связано с выполняемыми деталями. При этом, если масса кольца эквивалента массе деталей, существует большой риск механического взаимодействия кольца с деталями во время затвердевания и/или во время охлаждения, что при достаточно больших усилиях может привести к появлению на деталях дефектов типа трещин или смещения сердцевины, а также в случае монокристаллического затвердевания с образованием рекристаллизованных зерен по причине внутренних напряжений в деталях.
Следовательно, существует потребность в оптимизации существующей технологии литья по выплавляемым моделям, в частности, в рамках принципа сифонной разливки с модельным блоком, имеющим приспособления для манипулирования, чтобы избегать появления вышеупомянутых дефектов, обычно возникающих при нежелательных взаимодействиях между выполняемыми деталями и приспособлениями для манипулирования блоком, такими как кольцо для манипулирования, образованное системой питания при разливке сверху.
В частности, необходимо одновременно использовать преимущества сифонной разливки без применения давления, избегая ухудшения металлургических характеристик деталей газотурбинного двигателя, и обеспечивать литье приспособлений для манипулирования, таких как кольцо для манипулирования блоком опять же без ухудшения металлургических характеристик деталей газотурбинного двигателя.
Раскрытие сущности изобретения
Задача изобретения состоит в по меньшей мере частичном удовлетворении вышеупомянутых потребностей и устранении недостатков, присущих известным техническим решениям.
Согласно одному из аспектов изобретения, его объектом является модельный блок, вокруг которого сформирована оболочковая форма для изготовления посредством литья по выплавляемым моделям множества элементов, в частности, лопаточных элементов газотурбинного двигателя, при этом указанный модельный блок имеет продольную ось и содержит:
- модель, например, из воска, разливочной чаши, выполненную с возможностью нагнетания расплавленного металла в оболочковую форму,
- модель, например, из металла, центрального стояка (или держателя), проходящего вдоль продольной оси и выполненного с возможностью сообщения по текучей среде с разливочной чашей для поступления в него расплавленного металла,
- множество моделей, например, из воска, элементов оболочковой формы, в частности, лопаточных элементов, каждый из которых предназначен для получения одного из элементов газотурбинного двигателя, при этом каждый элемент оболочковой формы содержит первую нижнюю концевую часть и вторую верхнюю концевую часть,
при этом согласно изобретению, модель дополнительно содержит:
- множество моделей, например, из воска, каналов для сифонной подачи в элементы оболочковой формы, выполненных с возможностью сообщения по текучей среде с центральным стояком и со вторыми нижними концевыми частями элементов оболочковой формы для обеспечения сифонной разливки в элементы оболочковой формы,
- модель, например, из воска, оболочковой формы приспособления для манипулирования, независимой от множества элементов оболочковой формы и от системы их питания металлом, чтобы не сообщаться по текучей среде с элементами оболочковой формы, при этом оболочковая форма приспособления для манипулирования выполнена с возможностью сообщаться по текучей среде с центральным стояком для обеспечения разливки сверху в оболочковую форму приспособления для манипулирования.
Согласно другому из аспектов изобретения, его объектом является также оболочковая форма для изготовления посредством литья по выплавляемым моделям множества элементов, в частности, лопаточных элементов газотурбинного двигателя, при этом указанная оболочковая форма в виде блока имеет продольную ось и содержит:
- разливочную чашу, выполненную с возможностью обеспечения нагнетания расплавленного металла в оболочковую форму,
- центральный стояк, проходящий вдоль продольной оси оболочковой формы и сообщающийся по текучей среде с разливочной чашей для заполнения расплавленным металлом,
- множество элементов, в частности, лопаточных элементов оболочковой формы, каждый из которых предназначен для получения одного из элементов газотурбинного двигателя, при этом каждый элемент оболочковой формы содержит первую нижнюю концевую часть и вторую верхнюю концевую часть,
при этом согласно изобретению, оболочковая форма дополнительно содержит:
- множество каналов для сифонной подачи в элементы оболочковой формы, сообщающихся по текучей среде с центральным стояком и со вторыми нижними концевыми частями элементов оболочковой формы для обеспечения сифонной разливки в элементы оболочковой формы,
- оболочковую форму приспособления для манипулирования, независимую от множества элементов оболочковой формы и от системы их питания металлом, чтобы не сообщаться по текучей среде с элементами оболочковой формы, при этом оболочковая форма приспособления для манипулирования выполнена с возможностью сообщаться по текучей среде с центральным стояком для обеспечения разливки сверху в оболочковую форму приспособления для манипулирования.
Предпочтительно приспособление для манипулирования, в частности, в виде кольца для манипулирования, выполняет в рамках изобретения единственную функцию манипулирования блоком, в частности, на выходе печи, во время выбивки или во время разрезания, и не используется для питания расплавленным металлом, как в рамках описанного выше принципа разливки сверху. Предпочтительно приспособление для манипулирования имеет достаточные механические свойства, чтобы выдерживать собственный вес во время операции перемещения и чтобы не разрушаться во время охлаждения.
Кроме того, модельный блок и оболочковая форма в соответствии с изобретением могут иметь один или несколько следующих признаков, рассматриваемых отдельно или в любых технически возможных комбинациях.
Оболочковая форма приспособления для манипулирования может содержать радиальные ветви, соединяющие по текучей среде оболочковую форму кольца для манипулирования, центрованную по продольной оси, с центральным стояком.
Кроме того, оболочковая форма приспособления для манипулирования может содержать центральный элемент с центральной осью, совпадающей с продольной осью оболочковой формы, закрепленный на центральном стояке или на разливочной чаше, при этом радиальные ветви соединяют по текучей среде оболочковую форму кольца для манипулирования и центральный элемент.
Кроме того, элементы оболочковой формы предпочтительно могут быть расположены вокруг продольной оси, отстоя друг от друга в окружном направлении и образуя внутреннее пространство с центром на продольной оси, в котором находится центральный стояк.
Согласно первому варианту, каждый элемент оболочковой формы может сообщаться по текучей среде на уровне своей второй верхней концевой части с единственным каналом удаления воска, соединенным с разливочным каналом.
Согласно второму варианту, каждый элемент оболочковой формы может сообщаться по текучей среде на уровне своей второй верхней концевой части с единственным каналом удаления воска. Оболочковая форма может содержать по меньшей мере первый набор и второй набор из множества каналов удаления воска, соединенные между собой соответственно по меньшей мере первым боковым каналом и вторым боковыми каналом, при этом указанные по меньшей мере первый боковой канал и второй боковой канал соответственно соединены по текучей среде с разливочной чашей по меньшей мере через первый и второй главные каналы удаления воска, проходящие соответственно между разливочной чашей и указанными по меньшей мере первым и вторым боковыми каналами.
Элементы газотурбинного двигателя оболочковой формы могут быть, например, лопаточными элементами оболочковой формы, каждый из которых выполнен с возможностью получения единственной подвижной лопатки.
Согласно еще одному из аспектов изобретения, его объектом является также способ изготовления посредством литья по выплавляемым моделям множества элементов, в частности, лопаточных элементов газотурбинного двигателя, причем его осуществляют при помощи описанной выше оболочковой формы и/или при помощи описанного выше модельного блока при этом способ содержит этап разливки металла в оболочковую форму.
Предпочтительно способ может дополнительно содержать этап изготовления из материала, отличного от металла, в частности, из керамики для получения приспособления для манипулирования.
Краткое описание чертежей
Изобретение будет более понятно из нижеследующего подробного описания неограничивающих примеров его осуществления со ссылками на схематичные и частичные фигуры прилагаемых чертежей, на которых:
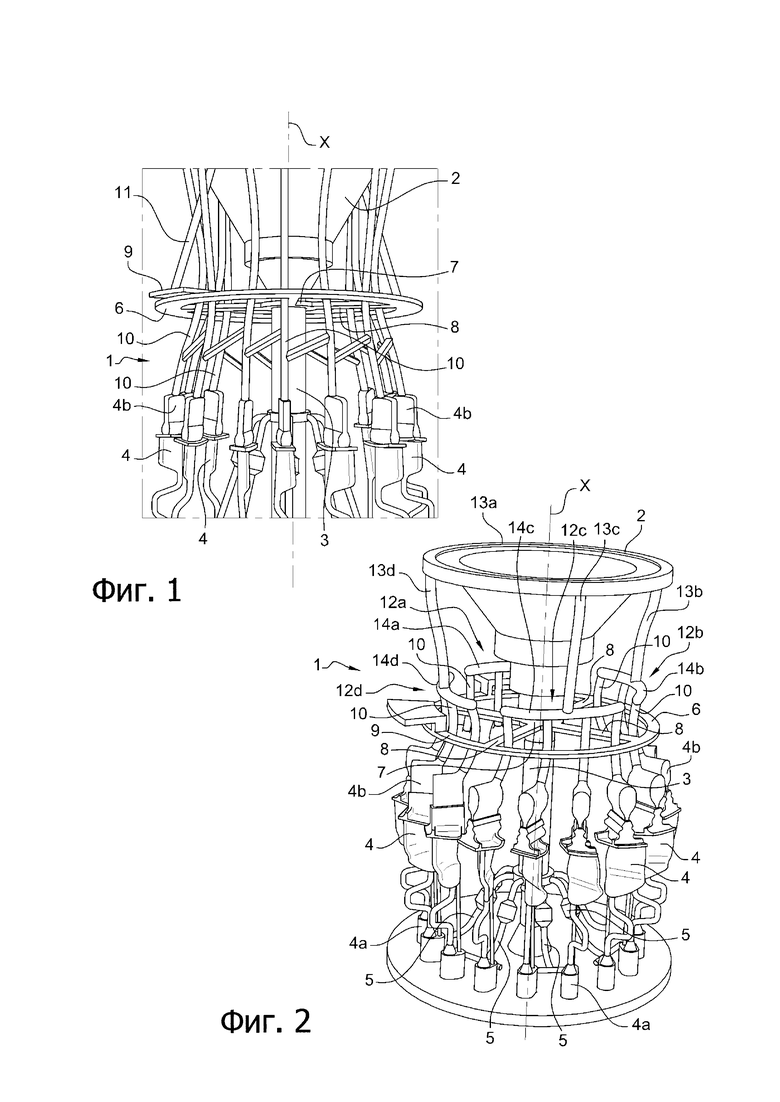
на фиг. 1 показан первый пример осуществления заявленной оболочковой формы для литья по выплавляемым моделям множества элементов газотурбинного двигателя, частичный вид в перспективе;
на фиг. 2 показан второй пример осуществления заявленной оболочковой формы для литья по выплавляемым моделям множества элементов газотурбинного двигателя, который является версией варианта, изображенного на фиг. 1, частичный вид в перспективе.
На всех фигурах идентичные или аналогичные элементы могут иметь одинаковые обозначения.
Кроме того, различные показанные на фигурах части могут быть представлены не в одинаковом масштабе для большей ясности фигур.
Осуществление изобретения
Следует отметить, что во всем описании термины «верх», «низ», «верхний» и «нижний» следует рассматривать относительного ориентации, как она показана на фигурах.
Кроме того, следует отметить, что изобретение позволяет изготавливать элементы газотурбинного двигателя, которые могут быть, например, подвижными лопатками компрессора или турбины или лопатками статора компрессора или турбины, выполняемыми раздельно или в виде секторов, содержащих несколько лопаток.
Следует также отметить, что описанные ниже признаки представлены для оболочковой формы 1, но понятно, что их можно аналогично применять для модельного блока, вокруг которого формируют эту оболочковую форму 1.
На фиг. 1 представлен первый пример выполнения заявленной оболочковой формы для изготовления посредством литья по выплавляемым моделям множества элементов газотурбинного двигателя, в частности лопаточных элементов.
Для изготовления оболочковой формы сначала выполняют модельный блок (не показан), вокруг которого формируют оболочковую форму 1 предпочтительно из керамики. Этот модельный блок в основном состоит из расходных элементов, выполняемых из воска, хотя и не исключительно. Однако для упрощения его называют «восковой моделью».
Этап выполнения оболочковой формы 1 из керамики, как известно, осуществляют путем погружения восковой модели в последовательные ванны (не показаны).
После сушки полученная оболочковая форма 1 имеет общую форму блока и содержит элементы оболочковой формы, которые будут описаны ниже, при этом оболочковая форма 1 показана на фиг. 1 в положении, в котором ее затем заполняют расплавленным металлом.
Прежде всего оболочковая форма 1 содержит чашу 2 для разливки металла, которая может быть полностью или частично покрыта оболочковой формой 1. Эта разливочная чаша 2 сообщается по текучей среде с центральным стояком 3, проходящим вдоль продольной оси Х оболочковой формы 1. Предпочтительно этот центральный стояк 3 имеет форму полого цилиндра с осью Х, который проходит от низа разливочной чаши до уровня нижних концов 4а лопаточных элементов 4 оболочковой формы.
Предпочтительно и как известно, центральный стояк 3 сообщается с каналами 5 для сифонной подачи, показанными на описанной ниже фиг. 2, в лопаточные элементы 4 оболочковой формы, которые предназначены для формования деталей из металла в виде лопаточных элементов. Иначе говоря, расплавленный металл поступает в разливочную чашу 2, затем проходит через центральный стояк 3 и попадает в нижней части в каналы 5 для сифонной подачи, обеспечивая заполнение лопаточных элементов 4 оболочковой формы через низ, то есть снизу вверх.
Лопаточные элементы 4 оболочковой формы называются лопаточными, так как после удаления восковой модели каждый из них образует внутри полость, соответствующую лопатке. Эти лопаточные элементы 4 оболочковой формы проходят вверх, будучи расположенными вокруг оси Х, а также вокруг центрального стояка 3, проходящего вдоль этой же оси вниз от нижней части разливочной чаши 2. Лопаточные элементы 4 оболочковой формы образуют периферическую стенку оболочковой формы 1 с продольной осью Х. Они отстоят друг от друга в окружном направлении и образуют внутреннее пространство с центром на оси Х, в котором находится центральный стояк 3.
Кроме того, согласно изобретению, оболочковая форма 1 содержит оболочковую форму 6 приспособления для манипулирования, полностью независимую от лопаточных элементов 4 оболочковой формы и от системы их питания расплавленным металлом.
Эта оболочковая форма 6 приспособления для манипулирования содержит, например, центральный элемент 7, имеющий форму цилиндрического или конического тела вращения, центральная ось которого совпадает с центральной осью Х оболочковой формы 1 и ориентирована вертикально.
Этот центральный элемент 7 закреплен на центральном стояке 3 или даже непосредственно на разливочной чаше 2. Радиальные ветви 8, более наглядно показанные на фиг. 2, соединяют центральный элемент 7 с оболочковой формой 9 кольца для манипулирования с центром на оси Х. Радиальные ветви 8 и оболочковая форма 9 кольца для манипулирования расположены, например, сразу под разливочной чашей 2.
Предпочтительно радиальные ветви 8 и центральный элемент 7 сообщаются по текучей среде с центральным стояком 3, который, в свою очередь, сообщается по текучей среде с разливочной чашей 2 для обеспечения изготовления приспособления для манипулирования из металла. Согласно изобретению, чтобы получить это приспособление для манипулирования, производят разливку сверху. Таким образом, в рамках изобретения одновременно применяют сифонную разливку для выполнения лопаточных элементов газотурбинного двигателя и разливку сверху для выполнения приспособления для манипулирования, при этом лопаточные элементы и приспособление для манипулирования выполняют полностью независимо друг от друга, чтобы избежать дефектов изготовления, как было указано выше.
Кроме того, в этом примере осуществления, показанном на фиг. 1, каждый лопаточный элемент 4 оболочковой формы сообщается по текучей среде на уровне своего верхнего конца 4b с единственным каналом 10 удаления воска, называемым также сливом воска или выпором 10 для удаления воска. Эти каналы 10 удаления воска ориентированы по существу вертикально в положении оболочковой формы 1, схематично показанном на фиг. 1.
Кроме того, как показано на фиг. 1, для усиления удержания оболочковой формы 9 кольца для манипулирования можно предусмотреть несколько подпорок 11 из керамики, соединяющих оболочковую форму 9 кольца для манипулирования с разливочной чашей 2.
В примере осуществления, представленном на фиг. 2, было решено не соединять сливы воска с деталью, образуемой лопаточным элементом 4 оболочковой формы, то есть не связывать слив воска с каждым лопаточным элементом 4 оболочковой формы. Так, в этом примере первый 12а, второй 12b, третий 12c и четвертый 12d узлы четырех каналов 10 удаления воска, соответственно связанные с четырьмя лопаточными элементами 4 оболочковой формы, соединены между собой по текучей среде соответственно первым 14а, вторым 14b, третьим 14c и четвертым 14d боковыми каналами.
Таким образом, каналы 10 удаления воска частично связаны между собой для их скрепления. Это позволяет избегать слишком сильных вибраций, в частности, во время этапа выбивки. Действительно, эти вибрации могут оказывать отрицательное влияние, порождая рекристаллизацию и, следовательно, способствуя появлению рекристаллизованных зерен на получаемых деталях.
На уровне каждого из четырех боковых каналов 14а-14d с ними сообщается по текучей среде главный канал 13а, 13b, 13c или 13d удаления воска или слив воска 13а-13d, который, в свою очередь, связан по текучей среде с разливочной чашей 2.
Иначе говоря, удаление воска в этом примере происходит в разливочной чаше 2 через первый 13а, второй 13b, третий 13c и четвертый 13d главные каналы удаления воска, каждый из которых соединен по текучей среде с множеством лопаточных элементов 4 оболочковой формы.
Предпочтительно такой пример осуществления, показанный на фиг. 2, может позволить улучшить аспекты литья и безопасности. Он позволяет также уменьшить или увеличить напряжения в лопатке во время фазы затвердевания и обеспечивает более тщательное удаление воска. Это позволяет оптимизировать систему удаления воска.
После получения оболочковой формы 1 и удаления основной части заключенного в нее модельного блока оболочковую форму 1 нагревают до высокой температуры в соответствующей печи, например, до 1000-1200°С, чтобы обеспечить текучесть металла в оболочковой форме 1 во время литья.
После нагрева оболочковой формы 1 металл, выходящий из плавильной печи, заливают в лопаточные элементы 4 оболочковой формы через разливочную чашу 2, при этом оболочковая форма 1 находится в положении, показанном на фиг. 1 или 2, то есть с разливочной чашей 2, открытой вверх, и с ориентированной вертикально осью Х.
Таким образом, расплавленный металл последовательно проходит через разливочную чашу 2, затем поступает в центральный стояк 3, центральный элемент 7, радиальные ветви 8 и оболочковую форму 9 кольца для получения приспособления для манипулирования посредством разливки сверху и почти одновременно в центральный стояк 3, каналы 5 для сифонной подачи и лопаточные элементы 4 оболочковой формы с целью выполнения лопаточных элементов газотурбинного двигателя путем сифонной разливки.
После охлаждения металла после литья оболочковую форму 1 разбивают, затем подвижные лопатки вынимают из блока для возможной механической обработки и операций отделки и контроля.
Предпочтительно на каждую радиальную ветвь 8 кольца для манипулирования добавляют элементы жесткости для повышения жесткости блока, чтобы он не оседал под действием собственного веса.
Кроме того, выполнение кольца для манипулирования и, в целом, самого приспособления для манипулирования, полностью независимого от лопаточных элементов, позволяет уменьшить размерность кольца для манипулирования по сравнению с кольцом для манипулирования, выполняемым при помощи решения разливки сверху, описанного выше в части, касающейся предшествующего уровня техники. Это уменьшение размера может привести к уменьшению массы металла, в частности, более чем на 50%. Кроме того, такое приспособление для манипулирования и, в частности, такое кольцо для манипулирования, можно выполнить не из металла, а из керамики, так как оно служит только для манипулирования, а не для заполнения лопаточных элементов 4 оболочковой формы. Поэтому массу металла можно даже свести к нулю в случае использования материала, отличного от металла. Это уменьшение размера и массы металла приспособления для манипулирования можно осуществить с сохранением достаточных механических свойств.
Кроме того, сифонная заливка блока позволяет сохранить металлургические характеристики полученных деталей. Таким образом, можно уменьшить риски смещения и поломки сердцевины, так как скорости воздействия металла являются очень низкими и, как правило, составляют от 0,2 до 0,6 м/с. Кроме того, можно уменьшить металлургические дефекты, такие как включения, окисление, рекристаллизованные зерна, паразитные элементы, как было описано выше в связи с предшествующим уровнем техники.
В целом, изобретение позволяет добиться аэрации блока и повышения его жесткости при лучшей прочности во время литья и при отделке. Принцип изобретения, предусматривающий изоляцию кольца для манипулирования от лопаточных элементов, обеспечивает уменьшение напряжений и пластических деформаций во время затвердевания и охлаждения.
Действительно, техническим результатом изобретения является ограничение термомеханических напряжений, связанных с термическими градиентами при направленном отверждении. Заявленное решение позволяет уменьшить риски появления рекристаллизованных зерен и трещин в холодном состоянии. Поскольку речь идет о процессе направленной кристаллизации, пресс-форма охлаждается неравномерно, при этом низ охлаждается в первую очередь, в результате чего горячий металл вытягивается холодным металлом. Управляя температурой в нижней части пресс-формы, можно контролировать температурный градиент в направлении кристаллизации. Устанавливается равновесие металлических масс верхней части по отношению к нижней части, и напряжения на всех изготавливаемых деталях ослабляются и лучше распределяются.
Кроме того, необходимо отметить, что цифровое подтверждение заявленного решения при оценке критерия пластичности типа критерия Мизеса в конце затвердевания показывает, что напряжения существенно ослабляются примерно на 45-50%, если блок напрямую соединен с разливочной чашей 2, как в примерах изобретения, представленных на фиг. 1 и 2, а не с системой питания в виде кольца, как в известном классическом решении при разливке сверху. При этом снижается вероятность образования металлургических дефектов, в частности, типа рекристаллизованных зерен.
Описанный выше принцип изобретения предпочтительно можно применять для любой конфигурации блока.
Разумеется, изобретение не ограничивается описанными примерами осуществления. Специалист в данной области может вносить в них различные изменения.
Изобретение относится к литейному производству. Модельный блок для формирования оболочковой формы для изготовления элементов газотурбинного двигателя методом литья по выплавляемым моделям, имеющий продольную ось (Х), содержит модели разливочной чаши (2), центрального стояка (3), элементов (4) газотурбинного двигателя, каналов (5) для сифонной подачи расплавленного металла в оболочковые формы элементов (4) и приспособления для манипулирования. Модель приспособления для манипулирования размещена независимо от моделей элементов (4) газотурбинного двигателя и от моделей каналов (5) для сифонной подачи, с обеспечением отсутствия сообщения по текучей среде формируемых оболочковых форм приспособления для манипулирования и элементов (4) газотурбинного двигателя. Формируемая оболочковая форма (6) приспособления для манипулирования выполнена сообщающейся по текучей среде с формируемым центральным стояком (3). Обеспечивается аэрация модельного блока и повышение его жесткости и прочности во время литья. Изоляция кольца для манипулирования от лопаточных элементов обеспечивает уменьшение напряжений и пластических деформаций во время затвердевания и охлаждения. 3 н. и 7 з.п. ф-лы, 2 ил.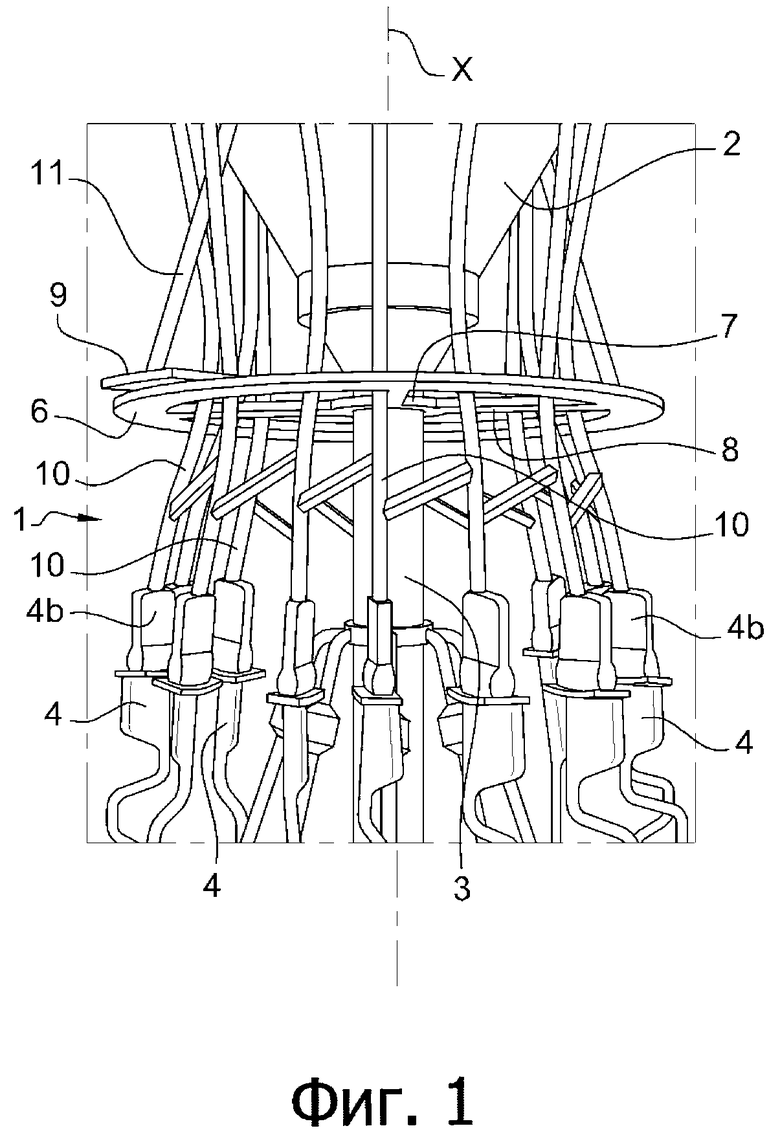
1. Модельный блок для формирования оболочковой формы для изготовления элементов газотурбинного двигателя методом литья по выплавляемым моделям, имеющий продольную ось (Х) и содержащий
- модель разливочной чаши (2) для нагнетания расплавленного металла в изготавливаемую оболочковую форму (1),
- модель центрального стояка (3), проходящую вдоль продольной оси (Х), соединенную с моделью разливочной чаши (2),
- модели элементов (4) газотурбинного двигателя, каждая из которых предназначена для формирования оболочковой формы, предназначенной для получения одного элемента (4) газотурбинного двигателя, при этом каждая формируемая оболочковая форма элемента (4) газотурбинного двигателя содержит первую нижнюю концевую часть (4а) и вторую верхнюю концевую часть (4b),
отличающийся тем, что он содержит:
- модели каналов (5) для сифонной подачи расплавленного металла в оболочковые формы элементов (4) газотурбинного двигателя, соединенные с моделью центрального стояка (3) и с моделями элементов (4) газотурбинного двигателя на уровне вторых нижних концевых частей (4а) формируемых оболочковых форм элементов (4) газотурбинного двигателя;
- модель приспособления для манипулирования, размещенная независимо от моделей элементов (4) газотурбинного двигателя и от моделей каналов (5) для сифонной подачи расплавленного металла, с обеспечением отсутствия сообщения по текучей среде формируемых оболочковых форм приспособления для манипулирования и элементов (4) газотурбинного двигателя, при этом формируемая оболочковая форма (6) приспособления для манипулирования выполнена сообщающейся по текучей среде с формируемым центральным стояком (3).
2. Оболочковая форма (1) для изготовления элементов газотурбинного двигателя методом литья по выплавляемым моделям, имеющая продольную ось (Х) и содержащая:
- разливочную чашу (2), выполненную с возможностью нагнетания расплавленного металла в оболочковую форму (1),
- центральный стояк (3), проходящий вдоль продольной оси (Х) оболочковой формы (1) и сообщающийся по текучей среде с разливочной чашей (2) с обеспечением его заполнения расплавленным металлом,
- оболочковые формы элементов (4) газотурбинного двигателя, каждая из которых предназначена для получения одного элемента газотурбинного двигателя и содержит первую нижнюю концевую часть (4а) и вторую верхнюю концевую часть (4b), отличающаяся тем, что она содержит:
- каналы (5) для сифонной подачи расплавленного металла в оболочковые формы элементов (4) газотурбинного двигателя, выполненные сообщающимися по текучей среде с центральным стояком (3) и со вторыми нижними концевыми частями (4а) оболочковых форм элементов (4) газотурбинного двигателя для обеспечения сифонной разливки расплавленного металла в оболочковые формы элементов (4) газотурбинного двигателя,
- оболочковую форму (6) приспособления для манипулирования, размещенную независимо от оболочковых форм элементов (4) газотурбинного двигателя и от каналов (5) для сифонной подачи расплавленного металла, с обеспечением отсутствия сообщения по текучей среде оболочковых форм приспособления для манипулирования и элементов (4) газотурбинного двигателя, при этом оболочковая форма (6) приспособления для манипулирования выполнена сообщающейся по текучей среде с центральным стояком (3).
3. Оболочковая форма по п. 2, отличающаяся тем, что оболочковая форма (6) приспособления для манипулирования содержит оболочковую форму (9) кольца для манипулирования, центрованную по продольной оси (Х), и радиальные ветви (8), соединяющие по текучей среде оболочковую форму (9) кольца для манипулирования с центральным стояком (3).
4. Оболочковая форма по п. 3, отличающаяся тем, что оболочковая форма (6) приспособления для манипулирования содержит центральный элемент (7) с центральной осью, совпадающей с продольной осью (Х) оболочковой формы (1), закрепленный на центральном стояке (3) или на разливочной чаше (2), при этом радиальные ветви (8) выполнены соединяющими по текучей среде оболочковую форму (9) кольца для манипулирования и центральный элемент (7).
5. Оболочковая форма по любому из пп. 2-4, отличающаяся тем, что оболочковые формы элементов (4) газотурбинного двигателя расположены вокруг продольной оси (Х), отстоят друг от друга в окружном направлении с образованием внутреннего пространства с центром на продольной оси (Х), в котором размещен центральный стояк (3).
6. Оболочковая форма по любому из пп. 2-5, отличающаяся тем, что каждая оболочковая форма элемента (4) газотурбинного двигателя выполнена сообщающейся по текучей среде на уровне своей второй верхней концевой части (4b) с одним каналом (10) для удаления воска соответствующей модели элемента (4) газотурбинного двигателя, соединенным с разливочной чашей (2).
7. Оболочковая форма по любому из пп. 2-5, отличающаяся тем, что каждая оболочковая форма элемента (4) газотурбинного двигателя выполнена сообщающейся по текучей среде на уровне своей второй верхней концевой части (4b) с одним каналом (10) для удаления воска соответствующей модели элемента (4) газотурбинного двигателя, при этом оболочковая форма (1) содержит по меньшей мере первый набор (12а) и второй набор (12b) каналов (10) удаления воска соответствующей модели элемента (4) газотурбинного двигателя, соединенные между собой по меньшей мере первым боковым каналом (14а) и вторым боковыми каналом (14b), при этом указанные по меньшей мере первый боковой канал (14a) и второй боковой канал (14b) соединены по текучей среде с разливочной чашей (2) по меньшей мере через первый (13a) и второй (13b) главные каналы удаления воска модели элемента (4) газотурбинного двигателя, проходящие между разливочной чашей (2) и указанными по меньшей мере первым (14a) и вторым (14b) боковыми каналами.
8. Оболочковая форма по любому из пп. 2-7, отличающаяся тем, что оболочковая форма элемента (4) газотурбинного двигателя является оболочковой формой лопаточного элемента (4), выполненной с возможностью получения одной подвижной лопатки газотурбинного двигателя.
9. Способ изготовления элементов газотурбинного двигателя методом литья по выплавляемым моделям, осуществляемый посредством оболочковой формы (1) по любому из пп. 2-8 и/или при помощи модельного блока по п. 1, включающий этап разливки расплавленного металла в оболочковую форму (1).
10. Способ по п. 9, отличающийся тем, что он включает этап изготовления приспособления для манипулирования из материала, отличного от металла, в частности из керамики.
| FR 3026973 A1, 15.04.2016 | |||
| CN 105290333 A, 03.02.2016 | |||
| RU 2014150532 A, 10.07.2016 | |||
| US 7231955 B1, 19.06.2007 | |||
| WO 2015080854 A1, 04.06.2015 | |||
| Литниковая система для отливки рабочего колеса турбомашины | 1987 |
|
SU1507512A1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |

