Данное изобретение касается способа и системы управления и/или регулирования металлургической установки.
Кроме того, данное изобретение касается компьютерной программы, носителя данных и компьютерной системы.
По мере развития технологии и техники к применяемым сортам стали предъявляются все более высокие требования. Для выполнения этих требований при производстве стали применяют математические модели, которые позволяют проводить высокотехнологичные процессы, как, например, прокатку металлического изделия, по определенным, заранее заданным планам, чтобы существенно улучшить механические свойства готового конечного продукта. Стартовая и конечная точки отдельных этапов процесса при этом в значительной степени зависят от микроструктурных изменений, протекающих в обрабатываемом материале.
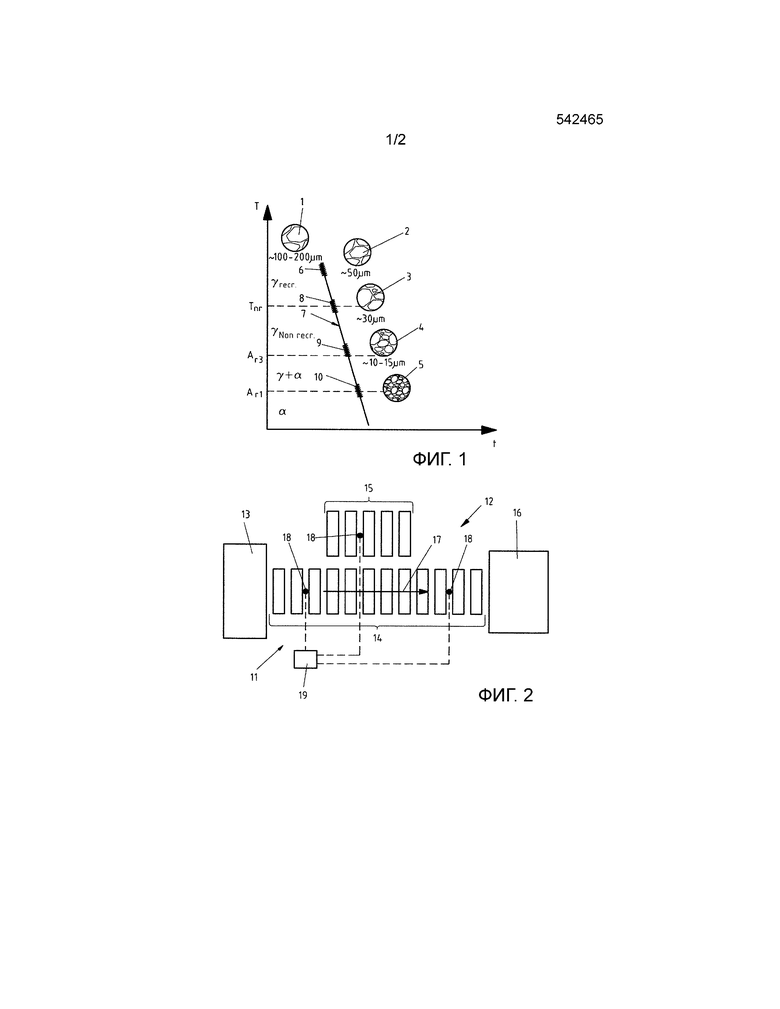
Микроструктурные изменения, протекающие в обрабатываемом материале, в качестве примера пояснены с использованием Фиг. 1, на которой представлен термомеханический процесс прокатки стального листа и сопутствующие ему микроструктурные изменения.
Показанный на Фиг. 1 процесс прокатки протекает в несколько стадий, между которыми необходимо охлаждать плоский слиток, который перед этим повторно нагревается в печи. После первой стадии прокатки или, соответственно, после первого термомеханического процесса прокатки при высоких температурах структура металла или, соответственно, аустенит рекристаллизуется. Затем происходит быстрое укрупнение зерна. Эта первая стадия прокатки обычно служит целям формообразования. После следующей за ней другой стадии прокатки или, соответственно, после дополнительного термомеханического процесса прокатки при низких температурах структура металла или, соответственно, аустенит рекристаллизуется в мелкое зерно. Последующее укрупнение зерна сильно замедляется благодаря низким температурам.
Основная деформационная обработка происходит в диапазоне температур между температурами Tnr и Ar3. При этом Tnr это температура, ниже которой рекристаллизация сильно замедляется, а Ar3 это температура, при которой начинается образование феррита. Поскольку материал в этом диапазоне температур больше не может динамично рекристаллизоваться, то деформирующее действие нескольких проходов прокатки может аккумулироваться без восстановления структуры металла. Возникают сильно растянутые и «лепешкообразно» раскатанные аустенитные зерна, которые содержат много зародышей для образования феррита (также называется «расплющиванием» - „Pancakingʺ). При последующем охлаждении ниже температуры Ar3 вследствие этого образуется чрезвычайно мелкая ферритная структура металла.
Диапазон температур между температурами Tnr и Ar3 является относительно небольшим. Чтобы при термомеханической прокатке можно было надежно попасть в этот диапазон температур, обычно его можно расширить путем легирования, например, ниобием. Большой выбор различных легирующих элементов, которые оказывают влияние на диапазон температур между температурами Tnr и Ar3, и обычно возникающие колебания в процессе не дают никакой возможности точного задания моментов структурного изменения и за счет этого вызывают большую нестабильность при регулировании механических свойств готового конечного продукта.
То же относится и к диапазону температур ниже температуры Ar3. При многоступенчатых процессах прокатки необходимо избегать того, чтобы аустенит при выдержке между отдельными этапами прокатки частично кристаллизовался в структуру с зерном разной крупности. Такая нежелательная смешанная структур на следующих этапах прокатки не может быть полностью выровнена, что ведет к низким вязкостным свойствам готового конечного продукта. Кроме того, прокатка в этом низком диапазоне температур может привести к грубому ферритному зерну с плохим поведением при разрушении, поскольку феррит при относительно низких температурах рекристаллизуется. Вследствие этого результат термомеханической обработки проката был бы сведен к нулю. Поэтому и, если желательна, упрочняющая прокатка с ферритной деформацией (называемая также «повышающей прочность холодной деформацией»), самая нижняя допустимая температура прокатки обычно задается температурой кромок металлического изделия.
Часто вслед за многоступенчатым процессом прокатки для дальнейшего измельчения микроструктуры и для создания повышающих прочность структурных фаз, как например, бейнита и мартенсита, имеет место ускоренное охлаждение проката. При этом так же важно точно уловить точку начала охлаждения, причем это охлаждение лучше всего начинать точно после стопроцентной рекристаллизации, еще до того, как аустенитное зерно начнет снова расти.
Из вышеизложенного следует, что точное определение моментов начала и конца таких микроструктурных изменений, как рекристаллизация и превращение, а также долей соответствующих еще не изменившихся или, соответственно, уже изменившихся микроструктур, как например, остаточного аустенита, и возможно также крупности зерен имеет чрезвычайное значение для оптимизации процесса прокатки.
Из WO 2004/050923 A1 известен способ управления процессом или регулирования процесса в металлургической установке для пластического формообразования, охлаждения и/или термической обработки, в основе которого лежит математическая модель способа. Онлайн определяется достоверная, информативная для структуры металла обрабатываемого металлического изделия величина, на основе которой осуществляется динамическая онлайн-адаптация математической модели способа, например, модели программы прокатки или модели участков охлаждения.
Задача данного изобретения заключается в том, чтобы сделать возможным простое, надежное и экономичное управление и/или регулирование металлургической установки.
Эта задача решается признаками независимых пунктов формулы изобретения. Предпочтительные варианты осуществления приведены, в частности, в зависимых пунктах формулы, каждый из которых сам по себе или в различных комбинациях с другими может представлять аспект данного изобретения.
Предлагаемый изобретением способ управления и/или регулирования металлургической установки включает в себя следующие этапы:
- определение структуры металла металлического изделия после осуществления одного этапа обработки металлического изделия с помощью установки;
- создание по меньшей мере одной маркировки по структурному составу, характеризующей указанную определенную структуру металла;
- сравнение соответствующей созданной маркировки по структурному составу по меньшей мере с одним предварительно заданным граничным критерием; и
- осуществление еще одного этапа обработки металлического изделия, следующего за упомянутым этапом обработки, с помощью указанной установки исключительно тогда, когда указанная, созданная в данном случае маркировка по структурному составу отвечает предварительно заданному граничному критерию.
Согласно изобретению, обрабатываемое металлическое изделие подается на следующий этап обработки только тогда, когда структура металла металлического изделия является оптимальной для осуществления этого следующего этапа обработки или, соответственно, если она с учетом твердо установленных, в частности, предварительно заданных параметров этого следующего этапа способа приведет к желаемым свойствам металлического изделия после осуществления указанного следующего этапа обработки. Таким образом, не требуется как в WO 2004/050923 A1 онлайн динамически согласовывать математическую модель способа каждый раз с имеющейся структурой металла. Тем самым, согласно изобретению не требуется производить никакой дополнительной корректировки математической модели способа. Вместо этого заданная математическая модель способа может оставаться неизменной. Теоретически прокатку можно было бы выполнять вообще без математической модели способа. По сравнению с WO 2004/050923 A1 за счет этого управление и/или регулирование металлургической установки может происходить явно проще, надежнее и экономичнее.
Предлагаемый изобретением способ может применяться, например, при прокатке толстолистовой стали сорта, требующего особых методов обработки. После прокатки этот стальной лист перед охлаждением может выдерживаться, чтобы дать время, необходимое материалу для полного завершения превращения. Обычно такое время выдержки рассчитывается предварительно с применением имеющейся математической модели способа, поскольку, как правило, для этого нет никаких измерительных устройств или методов измерения. Обычное вычисление времени выдержки с помощью имеющихся математических моделей способа является не всегда приемлемым и как правило нуждается в подгонке путем динамической адаптации к конкретному материалу металлического изделия. Ошибки в предварительном расчете процессов превращения в этом случае привели бы к нежелательной комбинации свойств готового металлического изделия. В противоположность этому предлагаемый изобретением способ делает возможным точное определение временного интервала превращения, а также доли преобразованной структуры. Таким образом, последующие этапы обработки могут быть запущены в правильный или, соответственно, оптимальный момент времени, не требуя при этом динамической подгонки основополагающей модели к этим этапам обработки. Это ведет к существенной оптимизации свойств готовой конечной продукции, а также к стабильному производству продукции.
Особенно предпочтительно использовать данное изобретение при обработке относительно коротких стальных листов, например, если их длина короче, чем применяемая для охлаждения зона охлаждения. В таком случае обычное изменение модели параметров участков охлаждения нежелательно и нецелесообразно.
Определение структуры металла металлического изделия после осуществления одного этапа обработки металлического изделия может происходить с помощью указанной установки с применением одного, двух или более устройств для определения структуры металла. Определение структуры металла не ограничивается специальным методом определения. Такое определение структуры металла может дополнительно применяться для проверки математических моделей способов и для повышения их достоверности. Для определения структуры металла могут определяться параметры, как например, момент начала превращения, момент конца превращения, доля остаточного аустенита, крупность зерна, текстура или тому подобное.
Маркировка по структурному составу может представлять собой отдельную величину, комбинацию величин, функцию или другую маркировку по структурному составу, характеризующую структуру металла. Для одной установленной структуры металла может быть создано также две или более различных маркировок по структурному составу.
Упомянутый граничный критерий может быть - соответственно указанной маркировке по структурному составу - одной отдельной величиной, комбинацией величин, функцией или т.п. Например, такой граничный критерий может соблюдаться за счет недостижения или превышения граничного критерия в форме предельного значения. В порядке альтернативы этот граничный критерий может соблюдаться за счет идентичности или предварительно заданной степени подобия между указанной маркировкой по структурному составу и этим граничным критерием. Такой граничный критерий может быть предварительно задан или предварительно рассчитан в автономном режиме.
Посредством сравнения созданной в каждом случае маркировки по структурному составу с предварительно заданным граничным критерием можно установить, соответствует ли эта маркировка по структурному составу предварительно заданному граничному критерию, или, соответственно, может ли указанное металлическое изделие подаваться на следующий этап обработки.
Металлическое изделие может быть слябом, металлическим листом или т.п. Этап обработки может быть задан, например, как прокатка, охлаждение или нагревание.
Посредством определения структуры металла металлического изделия в различные моменты времени становится возможной проверка или, соответственно, оптимизация предварительно заданной математической модели, которая обычно применяется для осуществления обработки и переработки металлических изделий. В частности, можно проверить, был ли момент запуска обработки такой математической модели выбран оптимально. Если это не так, то можно эту математическую модель скорректировать или, соответственно, оптимизировать.
Согласно одному предпочтительному варианту выполнения определение структуры металла производится непрерывно или через предварительно заданные промежутки времени, пока созданная в каждом случае маркировка по структурному составу не будет соответствовать предварительно заданному граничному критерию. Это делает возможным контроль структуры металла, пока он не будет иметь состояние, оптимальное для последующего этапа обработки. Повторяемое через предварительно заданные промежутки времени определение структуры металла по сравнению с непрерывным определением структуры металла сопряжено с сокращенной обработкой данных. Эти промежутки времени могут быть подобраны для каждого конкретного случая применения. В частности, эти промежутки времени могут оставаться постоянными в течение соответствующего цикла определения или могут изменяться, например, укорачиваться.
Согласно еще одному предпочтительному варианту выполнения определение структуры металла осуществляется с применением ультразвука. Соответствующее бесконтактное ультразвуковое определение может применяться, например, в противоположность определению с применением измерения остаточной намагниченности металлического изделия при любой толщине изделий, например, до нескольких сотен миллиметров. Для ультразвукового определения может использоваться по меньшей мере один электромагнитный ультразвуковой преобразователь (EMAT) или применяться лазерно-ультразвуковой метод исследования (LUS). Изменение структуры металла, протекающее в металлическом изделии, может быть определено по изменению во времени и по амплитудам ультразвукового сигнала, поскольку измельчение структуры при рекристаллизации и изменение кристаллической решетки при превращении вызывают соответствующие изменения в скорости ультразвука и затухании ультразвука, как это показано на Фиг. 3 и 4. Объемная доля преобразованной части структуры точно так же может быть определена по ультразвуковому сигналу. Кроме того, возможно определение крупности зерна с помощью ультразвука.
Другой предпочтительный вариант выполнения предусматривает, что определяется по меньшей мере еще один параметр металлического изделия. Например, можно измерять температуру металлического изделия, толщину металлического изделия или т.п. Благодаря принятию во внимание по меньшей мере одного дополнительного параметра металлического изделия может быть повышена точность создаваемой маркировки по структурному составу.
Предлагаемая изобретением компьютерная программа содержит записанные на машиночитаемом носителе данных средства программного кода, которые подают команды на компьютер или на соответствующий вычислительный блок для осуществления способа согласно одному из вышеприведенных вариантов реализации или согласно любой комбинации этих вариантов, если они выполняются на компьютере или, соответственно, на соответствующем вычислительном блоке. С этой компьютерной программой связано обеспечение приведенных выше преимуществ данного способа.
Предлагаемый изобретением носитель данных содержит вышеупомянутую компьютерную программу. С указанным носителем данных связано обеспечение приведенных выше преимуществ данного способа.
В предлагаемую изобретением компьютерную систему загружена вышеупомянутая компьютерная программа. С этой компьютерной системой связано обеспечение приведенных выше преимуществ данного способа.
Предлагаемая изобретением система управления и/или регулирования металлургической установки содержит
- по меньшей мере одно устройство для определения структуры металла металлического изделия после осуществления одного этапа обработки металлического изделия с помощью указанной установки и
- по меньшей мере одно управляющее и/или регулирующее устройство, соединяемое с использованием коммуникационных технологий с указанным устройством для определения структуры металла для создания по меньшей мере одной маркировки по структурному составу, характеризующей определенную в конкретном случае структуру металла,
- причем это управляющее и/или регулирующее устройство выполнено с возможностью сравнения этой созданной в каждом конкретном случае маркировки по структурному составу с по меньшей мере одним предварительно заданным граничным критерием; и
- причем это управляющее и/или регулирующее устройство выполнено с возможностью управления и/или регулирования установки таким образом, что этап обработки металлического изделия, следующий за предыдущим этапом обработки, осуществляется с помощью указанной установки исключительно тогда, когда такая созданная в каждом случае маркировка по структурному составу будет отвечать предварительно заданному граничному критерию.
С указанной системой соответственно связаны вышеприведенные преимущества предлагаемого способа. Указанное устройство для определения структуры металла может быть расположено перед прокатной клетью или после нее, в рольганге, на запасном пути („Shuttleʺ) или в зоне охлаждения металлургической установки. Эта система может содержать также два или более выполненных одинаково или по-разному устройств для определения структуры металла, которые установлены на разных позициях металлургической установки. Указанное управляющее и/или регулирующее устройств может быть образовано системой управления или, соответственно, регулирования установки или может быть установлено отдельно от нее. Это управляющее и/или регулирующее устройство для сравнения маркировки по структурному составу с граничным критерием может содержать вычислительный блок с аналитическим программным обеспечением и блок памяти с предварительно задаваемым граничным критерием. Такой системой может быть дооснащена уже имеющаяся металлургическая установка.
Один предпочтительный вариант осуществления предусматривает, что указанное устройство для определения структуры металла и указанное управляющее и/или регулирующее устройство выполнены с возможностью проведения определения структуры металла непрерывно или через предварительно заданные промежутки времени до тех пор, пока созданная в каждом случае маркировка по структурному составу не будет отвечать указанному предварительно заданному граничному критерию. Такое выполнение обеспечивает достижение преимуществ, связанных с соответствующим осуществлением указанного способа.
Согласно еще одному предпочтительному варианту выполнения указанное устройство для определения структуры металла содержит по меньшей мере один ультразвуковой датчик, в частности, электромагнитный ультразвуковой датчик (EMAT, EMUS). С таким выполнением соответствующим образом связаны вышеуказанные преимущества, обеспечиваемые соответствующим осуществлением предлагаемого способа.
Предпочтительно указанное устройство для определения структуры металла выполнено с возможностью реализации лазерно-ультразвукового исследования.
Согласно еще одному предпочтительному варианту выполнения указанная система содержит по меньшей мере один сенсорный блок, который с возможностью коммуникации связан с управляющим и/или регулирующим устройством для определения по меньшей мере одного дополнительного параметра металлического изделия. С таким выполнением соответствующим образом связаны вышеуказанные преимущества, обеспечиваемые соответствующим осуществлением предлагаемого способа. Этот сенсорный блок может быть выполнен, например, в виде пирометра или подобного устройства.
Далее данное изобретение на примере предпочтительных вариантов выполнения поясняется более подробно со ссылкой на прилагаемые чертежи, причем представленные ниже признаки как каждый сам по себе, так и в различных комбинациях с другими может характеризовать соответствующий аспект данного изобретения. На чертежах показано следующее:
Фиг. 1: диаграмма приведенного в качестве примера термомеханического процесса прокатки,
Фиг. 2: схематичное представление примера выполнения предлагаемой изобретением системы,
Фиг. 3: диаграмма изменения скорости ультразвука при изменении температуры,
Фиг. 4: диаграмма изменения затухания ультразвука во времени, и
Фиг. 5: блок-схема примера осуществления предлагаемого изобретением способа.
На Фиг. 1 показана диаграмма приведенного в качестве примера многоэтапного термомеханического процесса прокатки. На Фиг. 1 представлены пять увеличенных фрагментов 1-5, показывающих структуру металла для различных температур и в разное время. Увеличенный фрагмент 1 показывает структуру металла, какой она может быть после повторного нагрева стального листа. В этой структуре металла присутствует аустенит (гамма-железо) с крупностью зерна от примерно 100 до 200 мкм. После проведения термомеханического процесса прокатки при высоких температурах выше температуры Tnr, показанного извитым участком 6 кривой 7, аустенит рекристаллизуется. В структуре металла согласно увеличенному фрагменту 2 тогда присутствует аустенит с крупностью зерна примерно 50 мкм. После проведения следующего термомеханического процесса прокатки при более низких температурах около температуры Tnr, показанного извитым участком 8 кривой 7, аустенит или, соответственно, структура металла рекристаллизуется до мелкого зерна крупностью около 30 мкм, как это показано на увеличенном фрагменте 3. После проведения следующего термомеханического процесса прокатки при еще более низких температурах около температуры Ar3, показанного извитым участком 9 кривой 7, возникают „лепешкообразноʺ раскатанные аустенитные зерна, как показано на увеличенном фрагменте 4, и которые содержат много зародышей для образования α-феррита. Крупность зерна лежит при этом в диапазоне от около 10 до 15 мкм. После проведения следующего термомеханического процесса прокатки при еще более низких температурах около температуры Ar1, показанного извитым участком 10 кривой 7, в структуре металла возникает еще более мелкое зерно, как показано на увеличенном фрагменте 5. Выше температуры Tnr имеет место рекристаллизация аустенита. Между температурами Ar3 и Tnr рекристаллизация аустенита сильно тормозится, что противодействует укрупнению зерна. Между температурами Ar1 и Ar3 в структуре присутствует смесь из аустенита и α-феррита. Ниже температуры Ar1 в структуре металла присутствует лишь α-феррит.
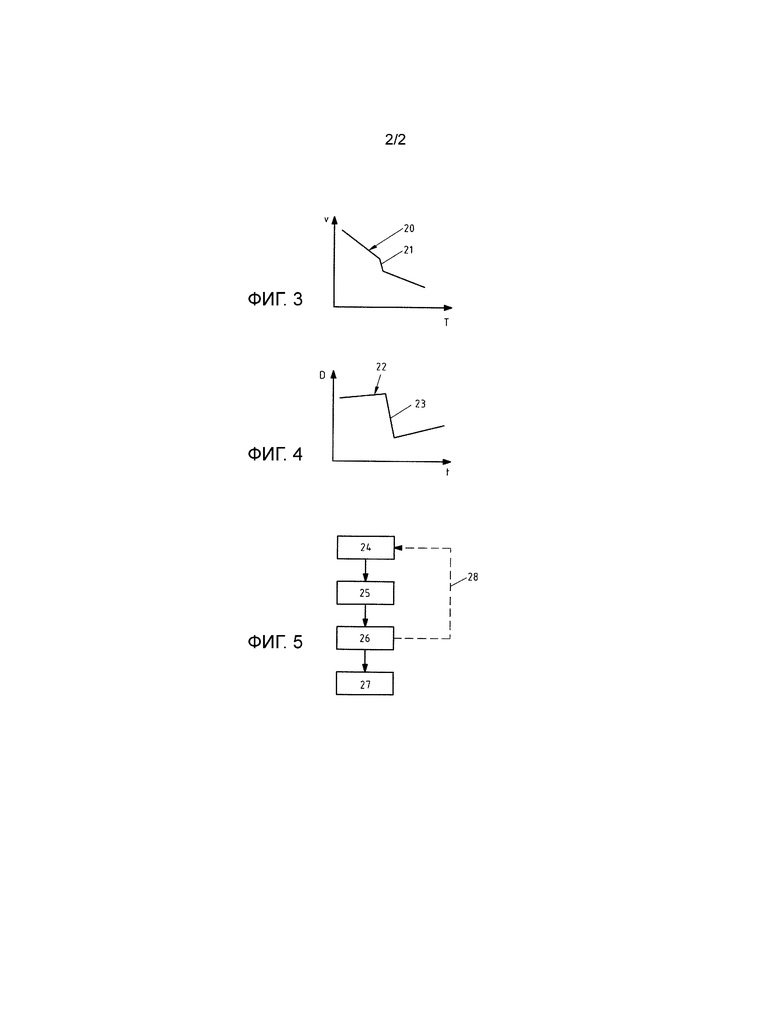
На Фиг. 2 показано схематичное представление примера выполнения предлагаемой изобретением системы 11 управления и/или регулирования металлургической установки 12. На этой фигуре представлены такие части металлургической установки 12, как прокатная клеть 13, рольганг 14, запасный путь 15 и зона 16 охлаждения. Направление движения не показанного обрабатываемого металлического изделия обозначено стрелкой 17.
Система 11 включает в себя по меньшей мере одно устройство 18 для определения структуры металла металлического изделия после осуществления одного этапа обработки металлического изделия посредством прокатной клети 13 установки 12. На Фиг. 2 показаны три возможные позиции, в каждой из которых может быть установлено по одному устройству 18 для определения структуры металла. Однако может быть предусмотрено лишь одно устройство 18 для определения структуры металла, которое расположено в одной из показанных позиций.
Указанная система 11 содержит также связываемое с использованием коммуникационной технологии по меньшей мере с одним устройством 18 для определения структуры металла управляющее и/или регулирующее устройство 19 для создания по меньшей мере одной маркировки по структурному составу, которая характеризует определяемую в каждом конкретном случае структуру металла. Управляющее и/или регулирующее устройство 19 выполнено с возможностью сравнения такой созданной в конкретном случае маркировки по структурному составу с по меньшей мере одним предварительно заданным граничным критерием. Кроме того, это управляющее и/или регулирующее устройство 19 выполнено с возможностью управления и/или регулирования указанной установки 12 таким образом, что следующий за этапом обработки, произведенным с помощью указанной прокатной клети 13, другой этап обработки металлического изделия с помощью зоны 16 охлаждения установки 12 выполняется исключительно в том случае, если указанная созданная в этом конкретном случае маркировка по структурному составу отвечает предварительно заданному граничному критерию.
Указанное по меньшей мере одно устройство 18 для определения структуры металла и указанное управляющее и/или регулирующее устройство 19 выполнены с возможностью проведения определения структуры металла непрерывно или через предварительно заданные промежутки времени до тех пор, пока указанная создаваемая в каждом конкретном случае маркировка по структурному составу не будет отвечать предварительно заданному граничному критерию. Устройство 18 для определения структуры металла содержит по меньшей мере один не показанный ультразвуковой датчик и может быть выполнено с возможностью реализации лазерно-ультразвукового метода.
На Фиг. 3 показана диаграмма изменения скорости v ультразвука при изменении температуры, причем скорость v ультразвука указана по отношению к температуре T. Кривая 20 показывает зависимость скорости v от температуры T, причем скорость v возрастает с падением температуры T. Кривая 20 имеет участок 21, который соответствует превращению аустенита в α-феррит.
На Фиг. 4 показана диаграмма изменения затухания D ультразвука за время t. Кривая 22 показывает зависимость затухания D от времени t. Кривая 22 имеет участок 23, который соответствует падению затухания D при рекристаллизации аустенита или, соответственно, сопутствующем измельчении микроструктуры.
На Фиг. 5 показано схематичное представление одного примера выполнения предлагаемого изобретением способа управления и/или регулирования металлургической установки. На этапе 24 определяют структуру металла металлического изделия после осуществления одного этапа обработки металлического изделия с помощью указанной установки. На этапе 25 исходя из этой определенной в конкретном случае структуры металла создают по меньшей мере одну маркировку по структурному составу, которая характеризует эту определенную в данном конкретном случае структуру металла. На этапе 26 эту созданную в данном случае маркировку по структурному составу сравнивают с по меньшей мере одним предварительно заданным граничным критерием. Если эта созданная в данном случае маркировка по структурному составу отвечает предварительно заданному граничному критерию, то выполняют следующий за данным этапом обработки дополнительный этап 27 обработки металлического изделия с помощью указанной установки. Если эта созданная в данном случае маркировка по структурному составу не соответствует предварительно заданному граничному критерию, то металлическое изделие в соответствии со стрелкой 28 снова передается на этап 24. Такой порядок действий продолжает выполняться до тех пор, пока такая создаваемая в каждом случае маркировка по структурному составу не будет отвечать предварительно заданному граничному критерию.
Перечень ссылочных обозначений
1 увеличенный фрагмент
2 увеличенный фрагмент
3 увеличенный фрагмент
4 увеличенный фрагмент
5 увеличенный фрагмент
6 участок
7 кривая
8 участок
9 участок
10 участок
11 система
12 установка
13 прокатная клеть
14 рольганг
15 запасный путь
16 зона охлаждения
17 стрелка
18 устройство для определения структуры металла
19 управляющее и/или регулирующее устройство
20 кривая
21 участок
22 кривая
23 участок
24 этап
25 этап
26 этап
27 этап обработки
28 стрелка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2519343C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 2011 |
|
RU2448167C1 |
| Способ производства горячекатаных листов из низколегированной стали класса прочности К60 толщиной до 40 мм | 2018 |
|
RU2675891C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2011 |
|
RU2477323C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2018 |
|
RU2689348C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2235792C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 2006 |
|
RU2340684C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ИЗ ЖАРОПРОЧНЫХ ГРАНУЛИРОВАННЫХ СПЛАВОВ | 2014 |
|
RU2583564C1 |
| Способ производства стального проката | 2020 |
|
RU2724217C1 |
| ЛИСТ ВЫСОКОПРОЧНОЙ СТАЛИ, ИМЕЮЩИЙ ПРЕВОСХОДНЫЕ НИЗКОТЕМПЕРАТУРНУЮ ВЯЗКОСТЬ РАЗРУШЕНИЯ И КОЭФФИЦИЕНТ УДЛИНЕНИЯ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2771151C1 |
Изобретение относится к области металлургического производства. Этапы управления процессом термомеханической обработки изделия включают в себя следующие этапы определение структуры металла металлического изделия после осуществления одного этапа обработки металлического изделия, создание по меньшей мере одной маркировки по структурному составу, характеризующей определенную структуру металла, сравнение этой маркировки по структурному составу с по меньшей мере одним предварительно заданным граничным критерием и осуществление следующего за данным этапом обработки другого этапа обработки металлического изделия только тогда, когда созданная маркировка по структурному составу соответствует предварительно заданному граничному критерию. Использование изобретения позволяет повысить качество термомеханической обработки изделия. 2 н. и 6 з.п. ф-лы, 5 ил.
1. Способ управления процессом термомеханической обработки металлического изделия в металлургической установке (12), включающий в себя следующие этапы:
- определение структуры металла упомянутого металлического изделия после осуществления одного этапа обработки металлического изделия с помощью указанной установки (12),
- создание по меньшей мере одной маркировки по структурному составу, которая характеризует упомянутую определенную структуру металла,
- сравнение созданной маркировки по структурному составу с по меньшей мере одним предварительно заданным граничным критерием, и
- осуществление следующего этапа (27) обработки металлического изделия с помощью указанной установки (12) в случае, если созданная маркировка по структурному составу соответствует предварительно заданному граничному критерию, при этом
этапы определения структуры металла, создания маркировки по структурному составу и сравнения созданной маркировки с граничным критерием повторяют перед осуществлением упомянутого следующего этапа до тех пор, пока определенная структура металла не будет соответствовать упомянутому заданному граничному критерию.
2. Способ по п. 1, отличающийся тем, что определение структуры металла проводят непрерывно или через предварительно заданные промежутки времени до тех пор, пока созданная в каждом конкретном случае маркировка по структурному составу не будет соответствовать предварительно заданному граничному критерию.
3. Способ по п. 1 или 2, отличающийся тем, что определение структуры металла проводят посредством ультразвука.
4. Способ по любому из пп. 1-3, отличающийся тем, что при создании маркировки по структурному составу определяют или учитывают температуру металлического изделия и/или его толщину.
5. Система (11) для управления процессом термомеханической обработки металлического изделия в металлургической установке (12), включающая в себя:
- по меньшей мере одно устройство (18) для определения структуры металла металлического изделия после осуществления одного этапа обработки металлического изделия с помощью установки (12) и
- по меньшей мере одно соединенное с устройством (18) для определения структуры металла управляющее устройство (19) для создания по меньшей мере одной маркировки по структурному составу, которая характеризует определенную в конкретном случае структуру металла,
- при этом управляющее устройство (19) выполнено с возможностью сравнения этой созданной в данном случае маркировки по структурному составу с по меньшей мере одним предварительно заданным граничным критерием, и
- с возможностью управления установкой (12) таким образом, что следующий за данным этапом обработки другой этап (27) обработки металлического изделия с помощью указанной установки (12) выполняется только в том случае, если упомянутая созданная в данном случае маркировка по структурному составу соответствует предварительно заданному граничному критерию,
причем устройство (18) для определения структуры металла металлического изделия и упомянутое управляющее устройство (19) выполнены с возможностью проведения определения структуры металла, создания маркировки по структурному составу и сравнения созданной маркировки с предварительно заданным граничным критерием непрерывно или через предварительно заданные промежутки времени до тех пор, пока созданная маркировка по структурному составу не будет соответствовать предварительно заданному граничному критерию.
6. Система (11) по п. 5, отличающаяся тем, что устройство (18) для определения структуры металла содержит по меньшей мере один ультразвуковой датчик, в частности электромагнитный ультразвуковой датчик.
7. Система (11) по п. 6, отличающаяся тем, что устройство (18) для определения структуры металла выполнено с возможностью осуществления лазерно-ультразвукового исследования.
8. Система (11) по любому из пп. 5-7, отличающаяся тем, что она содержит по меньшей мере один соединенный с управляющим устройством (19) сенсорный блок для определения по меньшей мере одного дополнительного параметра металлического изделия, в частности температуры металлического изделия и/или его толщины.
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЛИ РЕГУЛИРОВАНИЯ ПРОЦЕССА НА УСТАНОВКЕ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ, ОХЛАЖДЕНИЯ И/ИЛИ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛА | 2003 |
|
RU2336339C2 |
| Способ управления термической обработкой изделия | 1985 |
|
SU1271902A1 |
| JP 2009148797 A, 09.07.2009 | |||
| Станок для растяжки секций статорных обмоток крупных электрических машин | 1961 |
|
SU147648A1 |
| Тяговая лебедка | 1979 |
|
SU829548A1 |

