Изобретение относится к способу термомеханической обработки для получения толстого листа из исходного материала для повышения вязкости, в частности низкотемпературной вязкости, толстого листа, при котором толстый лист подвергается нагреванию, частичному и конечному формованию прокаткой и ускоренному по сравнению с охлаждением при температуре окружающей среды охлаждению, причем толстый лист, нагретый для частичного формования до температуры выше точки Ас3, после своего конечного формования подвергается ускоренному охлаждению.
Для возможности достижения состояний структуры листов, которые отличаются более высокосортными механико-технологическими характеристиками, чем известные при традиционных способах термической обработки, из уровня техники известен способ термомеханической обработки для получения толстого листа, в котором исходный материал или, соответственно, лист подвергается согласованной друг с другом комбинации из формования и температурного режима.
Поэтому способ термомеханической обработки отличается от традиционной горячей прокатки тем, что прокатка применяется не только как способ придания формы, но целенаправленно используется для создания комбинации свойств. Для этого должны быть соблюдены требования, например, в отношении высоких значений предела текучести, предела прочности при растяжении в сочетании с высокой вязкостью при низких температурах, а также хорошей свариваемостью.
Так, например, при способе термомеханической обработки толстого листа известно ускоренное охлаждение толстого листа после его частичного и конечного формования из аустенитной области, чтобы тем самым обеспечить образование тонкозернистой структуры для достижения более высоких значений вязкости. Например, это является существенным именно при применении подобных толстых листов для газовых трубопроводов, так как там требуется сравнительно высокая низкотемпературная вязкость. Кроме того, может быть улучшено достижимое с помощью способа термомеханической обработки измельчение зерна, для чего в листовой материал добавляются определенные легирующие элементы, например ниобий. Однако с увеличением толщины листа обнаружилось, что известные для тонких листов достоинства термомеханической обработки уже не могут быть достигнуты в той же мере. Пределы мощности механического формования клети прокатного стана, с одной стороны, и достигаемые степени деформации, с другой стороны, здесь, как представляется, в совокупности с другими параметрами ведут к снижению достижимых значений вязкости для толстых листов, так что для более высоких значений нужно прибегать главным образом к иному химическому составу стального сплава и последующей термической обработке, что является сравнительно более дорогостоящим и в дополнение также занимающим больше времени.
При традиционной горячей прокатке лент известно (JP 2005-133177), что лента, охлажденная до температуры ниже точки Ar3 после частичной прокатки, подвергается индуктивному нагреванию до температуры выше точки Ас3 и затем конечной прокатке. Тем самым должна достигаться улучшенная прокатываемость ленты, а также улучшаться однородность структуры материала ленты. Последнее также ведет к улучшенным и более однородным прочностным характеристикам материала ленты, что также может быть благоприятным при глубокой вытяжке изготовляемых из нее изделий. Улучшение вязкости материала ленты в JP 2005-133177 не упоминается.
К этому ничего не может добавить также известная из ЕР 0227199А1 традиционная горячая прокатка, которая показывает создание однородной структуры без дуплексной структуры, в которой края ленты индуктивно нагреваются до температуры выше точки Ас3, после чего они охлаждаются в виду удаления окалины до температуры ниже точки Ar3 (страница 7, строка 14).
Согласно JP 9003539A дополнительно известна традиционная горячая прокатка, при которой полое тело, температура которого после его формования опустилась ниже точки Ar3, нагревается до температуры выше точки Ас3, после чего оно подвергается конечной прокатке (см. реферат). Здесь также ничего не говорится о способе термомеханической обработки, как и о проблемах при получении толстого листа, причем полое тело по геометрической форме явно отличается от толстых листов, так что JP 9003539A ничего не может привнести в изобретение.
Кроме того, из DE 2649019A1 известна проверка эффективности бора относительно закаливаемости пластин, причем предварительно прокатанная пластина вновь нагревается до температуры 930 градусов Цельсия, затем подвергается прокатке и потом резкому охлаждению (страница 22). К повышению вязкости толстых листов, полученных с помощью способа термомеханической обработки, DE 2649019A1 отношения не имеет.
Поэтому изобретение имеет задачей исходя из описанного в начале уровня техники создание способа термомеханической обработки толстого листа, который, в частности, отличается улучшенными значениями вязкости обработанного этим способом толстого листа. Кроме того, способ должен быть быстрым, простым в применении и экономичным.
Изобретение решает поставленную задачу тем, что толстый лист между частичным и конечным формованием подвергается ускоренному охлаждению до температуры ниже точки Ar3 и затем индуктивному нагреванию до температуры выше точки Ас3.
Если толстый лист между частичным и конечным формованием подвергается ускоренному охлаждению до температуры ниже Ar3 и затем индуктивному нагреванию до температуры выше Ас3, то неожиданно могут быть явственно улучшены значения вязкости толстого листа сравнительно со значениями, достигаемыми с использованием известных способов термомеханической обработки. А именно, было обнаружено, что проводимое между этапами прокатки ускоренное и потому быстрое охлаждение в сочетании с индуктивным и тем самым быстрым нагреванием может вести к особенному измельчению зерна аустенита, благодаря чему в комбинации с дополнительными технологическими стадиями способа термомеханической обработки - в смысле формования и температурного режима - могут быть преодолены известные пределы достижимых значений вязкости. К тому же могут быть также достигнуты новые состояния структуры толстых листов, которые могут отличаться более высокими характеристиками вязкости, что при иных обстоятельствах известно только для листов с незначительной толщиной. В частности, для толстых листов с их сравнительно большими толщинами и тем самым сопутствующими проблемами при формовании прокаткой было выявлено значительное улучшение низкотемпературной вязкости, благодаря чему обработанные этим путем толстые листы могут быть особенно пригодными для труб в трубопроводах для нефти и природного газа. Поэтому согласно изобретению, по меньшей мере, частичный отжиг на мелкое зерно структуры листа может оказаться особенно благоприятным для улучшения вязкости, достижимой с помощью способа термомеханической обработки, хотя при соответствующем изобретению способе термомеханической обработки придется считаться с возможностью снижения значений прочности. В этой связи в отношении отжига на мелкое зерно следует упомянуть, что простоты ради под отжигом на мелкое зерно понимают, по меньшей мере, одно частичное преобразование структуры с помощью, по меньшей мере, двух фазовых переходов, соответственно, по меньшей мере, одного двукратного фазового перехода, а именно здесь с выходом из γ-фазы и опять с возвращением. К этому следует добавить, что ускоренное охлаждение, а также индуктивное нагревание не должны охватывать весь толстый лист целиком, что однако преимущественно и происходит. То есть вполне допустимо, что по существу весь толстый лист целиком ускоренно охлаждается и индуктивно нагревается. Ускоренное охлаждение предпочтительно должно обеспечивать возможность сравнительно быстрого γ-α-перехода, а также уменьшенный рост аустенитных зерен. Ускоренное охлаждение предпочтительно проводится подачей воды на лист. При индуктивном нагревании всего толстого листа целиком предпочтительно выбирается скорость нагревания в среднем более 1 градуса Цельсия в секунду. Кроме того, может быть отмечено как благоприятное обстоятельство, что благодаря ускоренному охлаждению может быть установлен повышенный температурный градиент по толщине листа, что таким же образом может содействовать достижению повышенных значений вязкости на толстом листе. Кроме того, соответствующий изобретению способ может оказаться особенно простым в плане его встраивания в существующие технологии термомеханической обработки. А именно, благодаря сравнительно короткому этапу охлаждения и сравнительно быстрому этапу нагревания при применении этих технологических этапов можно прийти к лишь сравнительно незначительной задержке в процессе обработки, так что соответствующий изобретению способ термомеханической обработки может отличаться не только улучшенными характеристиками материала, но и сравнительно высокой пропускной способностью толстых листов вследствие экономичности и простоты в реализации.
Для обеспечения возможности достижения особенно улучшенных значений вязкости конечное формование может быть проведено с помощью термомеханической или контролирующей рекристаллизацию прокатки. В отличие от контролирующей рекристаллизацию прокатки (RCR) при термомеханической прокатке (TM) аустенитное зерно уже больше не рекристаллизуется и может главным образом вытягиваться по направлению прокатки. В ходе нее могут образовываться сильно деформированные аустенитные зерна, что может быть использовано для уменьшения крайне важного для преобразования (превращения) размера аустенитных зерен в направлении толщины листа и для повышения плотности дефектов. Подобная TM-прокатка может быть при определенных условиях выявлена на готовом толстом листе таким образом, когда отношение большой оси к малой оси эллипса, вписанного в прежнее аустенитное зерно, превышает значение 1,25. Путем TM-прокатки тем самым могут быть еще более улучшены условия, созданные соответствующим изобретению измельчением зерна между частичным и конечным формованием, чтобы получить готовый толстый лист с особенными характеристиками вязкости. Подобные улучшения, даже если не в такой мере, также могут быть обеспечены конечной RCR-прокаткой, в частности, в сочетании с последующим ускоренным охлаждением.
В частности, соответствующий изобретению способ может отличаться тем, что в нем толщина толстого листа при конечном формовании устанавливается на величину, большую или равную 24 мм. Тем самым в способе может быть допустимой не только повышенная толщина листа, но и созданный таким образом толстый лист может, в частности, выгодно отличаться от известных толстых листов равной толщины структурой с улучшенной низкотемпературной вязкостью.
Если толстый лист после частичного формования подвергается ускоренному охлаждению, то способ обработки может быть не только быстрым, но и создающим улучшенное измельчение зерна. Так, например, сравнительно высокая остаточная теплота в толстом листе после частичного формования может содействовать улучшенному отжигу структуры на мелкое зерно, при котором толстый лист подвергается воздействию повышенного перепада температур в результате ускоренного охлаждения и повторного индуктивного нагревания. Кроме того, созданная после частичного формования структура толстого листа может быть доведена до отжига на мелкое зерно почти неизменной, поскольку время ожидания между частичным формованием и охлаждением может быть почти сведено на нет, так что тем самым могут быть дополнительно улучшены значения вязкости термомеханически обработанного толстого листа.
Особенные соотношения в создании сравнительно высоких значений вязкости могут возникнуть, когда толстый лист после частичного формования ускоренно охлаждается до температуры ниже точки Ar1. Тем самым помимо всего прочего возможно может быть сделан полный отжиг на мелкое зерно аустенита с исключением смешанных фаз (γ+α-фаз), что может вести к значительному измельчению зерна аустенитной структуры.
Когда толстый лист подвергается индуктивному нагреванию до своей температуры для конечного формования и затем конечному формованию, то процесс реализации способа обработки может быть упрощен, так как никаких дополнительных мер для предварительной подготовки толстого листа к конечной прокатке больше не требуется. Последующим конечным формованием также может быть преимущественно простым путем предотвращено возможное искривление (выгиб) толстого листа, так как при этом не требуется соблюдение времени ожидания до достижения необходимой для конечного формования температуры, и в этом смысле толстый лист может быть обработан далее непосредственно после нагревания. Кроме того, толстый лист без задержки после отжига на мелкое зерно может быть подвергнут обработке на последующих этапах термомеханической обработки, что обеспечивает не только быстрый и воспроизводимый способ обработки, но и позволяет избежать нежелательных изменений структуры, которые, например, могут быть обусловлены временем ожидания. К этому следует добавить, что благодаря такой регулировке также может быть, в частности, доведен до благоприятной температуры сердцевинный слой толстого листа. А именно, толстый лист может быть индуктивно нагрет до температуры для конечного формования таким образом, что температура сердцевинного слоя также находится в диапазоне слегка выше температуры Ar3, так что при конечной прокатке может быть достигнуто усиленное измельчение зерна в сердцевинной структуре толстого листа, благодаря чему повышается вязкость толстого листа.
Конкретные параметры термомеханической обработки могут быть созданы, когда сердцевинный слой толстого листа индуктивно нагрет до уровня в диапазоне от 0 до 80 градусов Цельсия выше температуры Ar3, в частности на 20 градусов выше температуры Ас3, поскольку тогда конечная прокатка может приводить к особенному измельчению зерна в сердцевинной структуре толстого листа. Само собой разумеется, что под сердцевинным слоем толстого листа можно понимать средний в поперечном сечении слой структуры толстого листа, к которому примыкают оба наружных слоя толстого листа.
Для возможности преобразовать измельчение зерна аустенита в особенную вязкость может быть предусмотрено, что толстый лист с температурой конечной прокатки при конечном формовании подвергается ускоренному охлаждению от температуры, большей или равной Ar3. А именно, ускоренным охлаждением исходя от температуры выше Ar3 полученная при конечной прокатке тонкозернистая и обогащенная дефектами аустенитная структура может быть в особенной степени переведена в однородную преобразованную структуру. Теперь созданная с помощью способа термомеханической обработки структура может отличаться, в частности, своей низкотемпературной вязкостью. В частности, температура толстого листа при конечном формовании должна удерживаться ниже диапазона температур рекристаллизации, чтобы больше не могла происходить рекристаллизация деформированного аустенита и тем самым возможное нарушение структуры.
Пропускная способность толстых листов, обрабатываемых соответствующим изобретению способом термомеханической обработки, может быть дополнительно улучшена, когда толстый лист подвергается обработке на следующих друг за другом последовательных технологических этапах, а именно частичного формования, ускоренного охлаждения, индуктивного нагревания, возможно, удаления окалины, конечного формования и ускоренного охлаждения. Смывание окалины, соответственно, удаление окалины может быть необходимым, например, когда окалина (оксид железа на поверхности толстого листа) должна быть удалена с помощью воды под сравнительно высоким давлением, чтобы предотвратить закатывание этого оксида железа в толстый лист.
Толстый лист предпочтительно может быть индуктивно нагрет по существу по всей своей ширине листа, благодаря чему соответствующий изобретению способ особенно просто может быть встроен в известную технологию термомеханической обработки. А именно, тогда должны быть предприняты не особенно значительные конструктивные меры в отношении формовочных клетей, соответственно, клетей прокатного стана, чтобы иметь возможность воздействовать на отожженные на мелкое зерно области толстого листа при конечном формовании. Кроме того, тем самым может быть обеспечен равномерный отжиг на мелкое зерно структуры для однородного размера зерен аустенита по всему толстому листу. Особенные условия формования для деформирования прокаткой могут возникнуть, когда лист индуктивно нагревается в зоне нагревания, лежащей в области верхней и нижней стороны листа.
Когда лист индуктивно нагревается с помощью нагревания в продольном поле, то тогда может быть обеспечено равномерное нагревание и тем самым однородное измельчение зерна по всей структуре толстого листа, что дополнительно может улучшать вязкость материала. Нагревание в продольном поле может быть использовано в особенности для создания замкнутой в поперечном сечении толстого листа зоны нагревания, чтобы достигнуть равномерного последовательного разогревания от этой зоны других частей толстого листа. Кроме того, к этому следует добавить, что посредством индуктивного воздействия на толстый лист магнитным полем, по меньшей мере частично, вдоль продольной протяженности толстого листа также может быть обеспечена сравнительно однородная индукция, по меньшей мере в частях структуры толстого листа, что может вести к улучшенным параметрам термомеханической обработки.
Толстый лист подвергается индуктивному нагреванию для конечного формования предпочтительно так, что область листа вблизи верхней и нижней стороны листа имеет по существу повышенную сравнительно с другими частями листа температуру, чтобы тем самым обеспечить особые условия для вытяжения зерен аустенита при конечном формовании. В особенности при TM-прокатке в качестве конечного формования можно тем самым отрегулировать улучшенное вытяжение зерен аустенита в области на половине толщины листа, что может вести к значительно улучшенным вязкостным характеристикам изготовленного таким образом толстого листа.
Если толстый лист подвергается реверсивной частичной и/или конечной прокатке, то помимо всего прочего могут быть термомеханически обработаны даже листы с повышенными толщинами. Кроме того, тем самым может быть улучшено управление процессом в способе термомеханической обработки.
Если толстый лист имеет незначительный размер зерен, будучи изготовленным с помощью способа термомеханической обработки, при котором помимо всего прочего между двумя этапами прокатки проводится отжиг на мелкое зерно, то может быть достигнута структура, которая может вести к повышенной вязкости толстого листа.
Толстый лист может иметь особые вязкостные характеристики, когда порядок величины зерна согласно стандарту ASTM (ASTM E112 1996 - «Американское общество испытания материалов») составляет величину, большую или равную 8,5, а также вытянутое бывшее аустенитное зерно.
Если толстый лист имеет толщину толстого листа после конечной прокатки, большую или равную 24 мм, то могут быть достигнуты толстые листы со сравнительно большой толщиной с повышенными вязкостными характеристиками.
Улучшенные значения вязкости могут быть обеспечены, когда для способа термомеханической обработки применяется толстый лист из стального сплава, содержащего от 0,02 до 0,1% по массе (С) углерода, от 1,0 до 2,0% по массе (Mn) марганца, от 0 до 0,1% по массе (V) ванадия, и (Ti) титана, и (Nb) ниобия, от 0 до 1,0% по массе (Cr) хрома и (Mo) молибдена, от 0 до 1,0% по массе (Cu) меди и (Ni) никеля, от 0 до 0,003% по массе (B) бора, значение CEIIW от 0,2 до 0,7% по массе, а также загрязняющие примеси и (Fe) железо. Как известно, углеродный эквивалент Международного Института Сварки (IIW) рассчитывается по следующей формуле: CEIIW=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15.
Далее соответствующий изобретению способ термомеханической обработки описан на примере с помощью примера исполнения. Как показано,
фиг.1 представляет схематический вид устройства для осуществления способа термомеханической обработки,
фиг.2А схематически представляет вид в продольном разрезе структуры толстого листа, подвергаемого обработке способом термомеханической обработки, известным из прототипа,
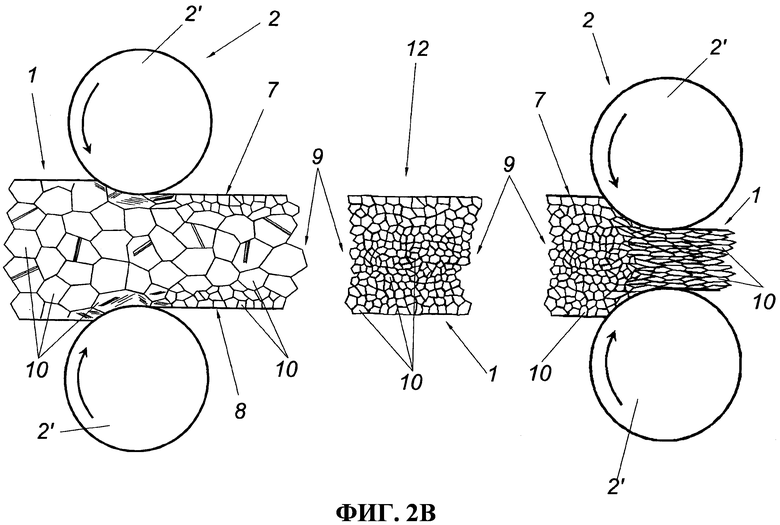
фиг.2В схематически представляет вид в продольном разрезе структуры толстого листа, подвергаемого обработке соответствующим изобретению способом термомеханической обработки,
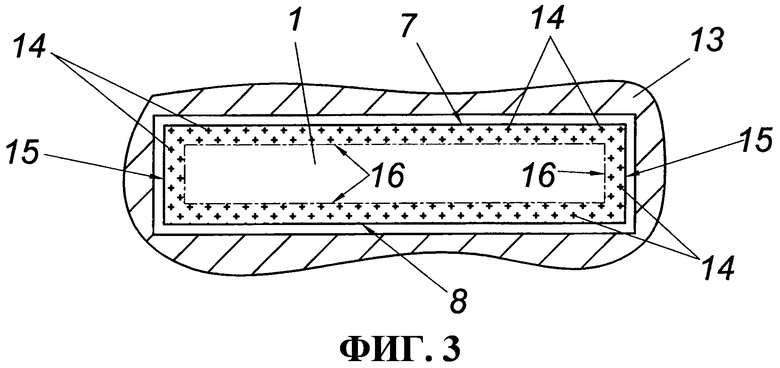
фиг.3 представляет вид в поперечном разрезе толстого листа во время индуктивного нагревания по способу согласно фиг.1,
фиг.4 представляет частичный выделенный вид поперечного сечения индуктивно нагретого толстого листа с изображением температурного режима,
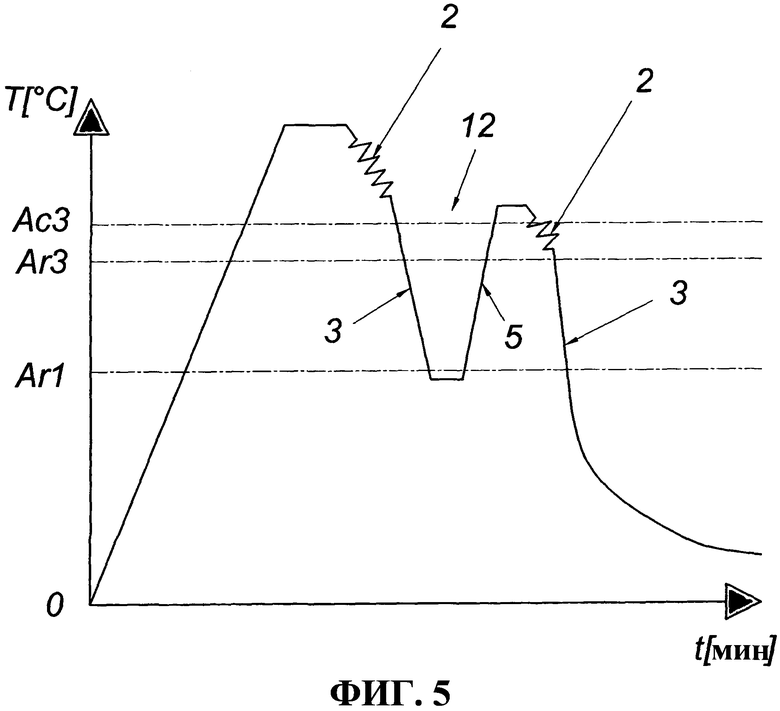
фиг.5 представляет профиль температуры для способа согласно фиг.1, и
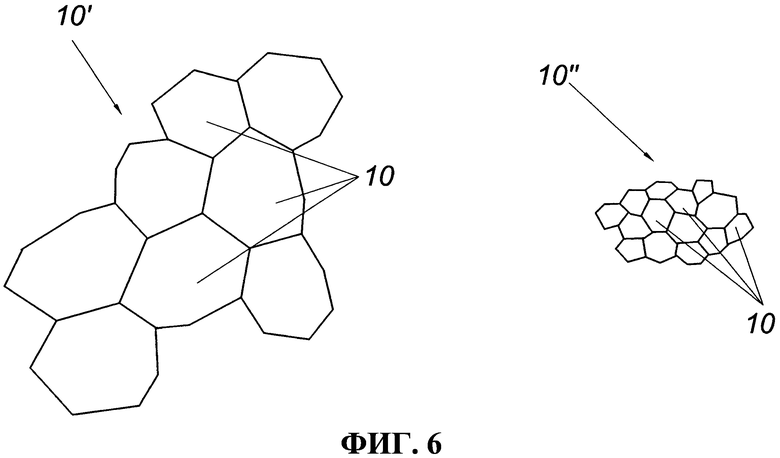
фиг.6 представляет увеличенное сравнительное изображение двух структур.
Перед частичной прокаткой исходный материал, например плоская заготовка (сляб), нагревается с помощью устройства для нагревания плоской заготовки до температуры выше Ас3, предпочтительно до уровня от 1000 до 1200 градусов Цельсия, что представлено согласно фиг.5. Затем согласно фиг.1 и фиг.5 исходный материал, то есть прокатываемая заготовка, далее называемая как толстый лист 1, подвергается прокатке, причем эта прокатка может состоять из одной или нескольких частичных прокаток с возможными несколькими этапами частичной прокатки (проходами) и одной конечной прокатки с возможными несколькими этапами конечной прокатки (проходами), что, например, может быть сделано с помощью реверсивной прокатки. Такой способ, например, может представлять собой трехступенчатую прокатку с двумя частичными прокатками, а именно предварительной прокаткой и промежуточной прокаткой, и заключительной конечной прокаткой. Простоты ради будет подробно рассмотрена только частичная прокатка, тем более что между частичной и конечной прокаткой также может быть включен отжиг на мелкое зерно, так что этот отжиг на мелкое зерно может быть выполнен между частичной прокаткой, за которой может быть проведена конечная прокатка. Таким образом, под частичной прокаткой понимается деформирование (обработка давлением) толстого листа 1, при котором еще не достигается конечная форма толстого листа 1.
Далее нагретый толстый лист 1 согласно фиг.1 и 5 пропускается через клеть 2 прокатного стана для частичной прокатки. Частично деформированный и еще не готовый толстый лист 1 в ходе исполнения способа термомеханической обработки подвергается также конечному формованию, причем для этого также может быть применена клеть 2 прокатного стана. После конечного формования, предпочтительно при температуре прокатки выше Ar3, толстый лист 1 подвергается ускоренному охлаждению, чтобы тем самым, как известно, обеспечить возможность достижения повышенных значений вязкости готового толстого листа 1. Подобное ускоренное охлаждение по сравнению с охлаждением при температуре окружающей среды может быть выполнено, например, с использованием участка 3 охлаждения с помощью воды 4 для охлаждения прокатанного до готовности толстого листа 1. Может быть предусмотрена температура окончания охлаждения, при которой ускоренное охлаждение прерывается, ниже температуры Ar3 или по меньшей мере на 100 градусов Цельсия ниже конечной температуры прокатки, причем тогда может быть проведено дополнительное охлаждение при температуре окружающей среды, чтобы после этого получить готовый толстый лист 1.
Однако в отличие от уровня техники между частичным формованием и конечным формованием весь толстый лист 1 целиком ускоренно охлаждается из аустенитной области (γ-фазы), в результате чего может быть создана тонкозернистая структура со сравнительно малым содержанием феррита, и тогда сравнительно быстро индуктивно нагревается опять до этой температурной области, соответственно, в эту фазу, как это может быть ясно из фиг.1 и фиг.5. Тем самым происходит, по меньшей мере краткосрочно, отжиг 12 на мелкое зерно, по меньшей мере частично, аустенитной структуры. В результате этого частичного γ-α-γ-преобразования может быть достигнуто особенное измельчение зерна. Для ускоренного охлаждения (водой) может быть использован, например, уже упомянутый участок 3 охлаждения. Реверсивная прокатка не изображена, однако для специалиста ясно, что в зависимости от требований к толстому листу 1 он может быть термомеханически обработан в многочисленных проходах через соответствующие клети 2 прокатного стана.
Теперь соответствующие изобретению преимущества более подробно разъясняются с помощью фиг.2А и 2В в качестве примера. Согласно фиг.2А в сильно упрощенном виде представлен традиционный способ термомеханической обработки толстого листа 1. Во-первых, способ включает частичное формование, соответственно, предварительное формование (например: плоской заготовки), в котором посредством валков 2' клети 2 прокатного стана к еще не готовому толстому листу 1, соответственно, исходному материалу прилагаются высокие относительные степени деформации. Вследствие толщины d толстого листа 1 и связанных с этим проблем с ограниченной глубиной обработки в клети 2 прокатного стана в сочетании с температурным дрейфом между верхней и нижней стороной 7, 8 относительно сердцевинного слоя 9 толстого листа 1, соответственно, середины толстого листа 1 здесь не может быть создан однородный (гомогенный) по толщине d листа размер зерна аустенита 10. Таким образом, в отличие от верхней, соответственно, нижней стороны 7, 8 листа в сердцевине 9 образуется более грубое, соответственно, более крупное зерно 10 аустенита, так как в этой области имеют место более высокие температуры и незначительная относительная степень деформации. Здесь часто обсуждается также область половины толщины 9 листа или, соответственно, сердцевина 9, причем специалисту понятно, что области плавно переходят одна в другую и поэтому нельзя провести никаких четких разделяющих области границ между различными размерами зерен аустенита 10. Простоты ради здесь в фиг.2А и 2В представлены только две характерных области. В краевой области толстого листа 1, соответственно, в области верхней стороны 7 листа и нижней стороны 8 листа теперь, после частичной прокатки вследствие высокой относительной степени деформации, а также меньшей температуры, образовалась более тонкозернистая структура аустенита, чем внутри толстого листа 1. Этот процесс по существу обусловлен рекристаллизацией. Согласно фиг.2А эти различные размеры зерен в толстом листе 1 явственно различимы. Теперь это различие уже не может быть устранено даже конечным формованием, соответственно, отделочной прокаткой толстого листа 1, хотя эта прокатка предпочтительно выполняется как термомеханическая прокатка (TM-прокатка) при температуре рекристаллизации аустенита 10, как эта прокатка представлена справа в фиг.2А. Хотя в результате конечной прокатки с помощью валков 2' предпочтительно той же клети 2 прокатного стана аустенитное зерно 10 может быть особенно вытянуто в наружных областях, однако в сердцевине 9 по сравнению с этим обеспечивается возможность только незначительного вытяжения аустенитного зерна. Это может быть следствием того, что несмотря на термомеханическую прокатку рекристаллизация аустенита не может быть полностью исключена. Распределение температуры по толщине d листа здесь скорее всего подобно предварительной прокатке, в которой области верхней, соответственно, нижней стороны 7, 8 листа имеют более низкую температуру, чем сердцевина 9, соответственно, область в середине толщины 9 листа. Поэтому даже посредством термомеханической прокатки нельзя создать однородное измельчение зерна по всей толщине d толстого листа 1, что говорит против высокой вязкости, в частности низкотемпературной вязкости, особенно в области половины толщины 9 листа.
В отличие от известного способа термомеханической обработки согласно фиг.2А в фиг.2В представлен соответствующий изобретению способ термомеханической обработки для получения толстого листа 1 из исходного материала, который ведет к превосходной вязкости, в частности низкотемпературной вязкости, толстого листа 1. Сначала сравниваются оба способа термомеханической обработки при частичном формовании, соответственно, предварительной прокатке с помощью валков 2' клети 2 прокатного стана. Однако разница состоит в том, что перед конечным формованием, соответственно, отделочной прокаткой также с помощью валка 2' клети 2 прокатного стана имеет место соответствующий изобретению промежуточный этап отжига 12 на мелкое зерно структуры толстого листа 1. Такой отжиг 12 на мелкое зерно включает ускоренное охлаждение (участок 3 охлаждения водой) наряду с индуктивным нагреванием (индуктивное нагревание 5 в продольном поле) и оказывает, как изображено посередине в фиг.2В, особенное влияние на структуру аустенита 10 в толстом листе, в частности на зерно 9, соответственно, область на половине толщины 9 толстого листа 1. А именно, тем самым неожиданно сокращается существующий диаметр аустенита и сглаживается разность диаметров между зернами аустенита 10 в области верхней, соответственно, нижней 7 и 8 стороны листа (что по существу создано предварительной прокаткой), с одной стороны, и расположенных внутри зерен аустенита 10, с другой стороны, как это может быть видно также в фиг.2В, как отжиг на мелкое зерно, проведенный после предварительной или частичной прокатки. Согласно изобретению так может быть достигнута равномерно тонкозернистая, соответственно, однородная структура аустенита 10 по всей толщине d листа, сохраняющаяся в последующем(-щих) этапе(-пах) способа. Однако, в дополнение, также еще используется тот технический эффект, что посредством соответствующего изобретению отжига на мелкое зерно создаются улучшенные условия для конечного формования, соответственно, отделочной прокатки. А именно, в отличие от уровня техники для предпочтительной термомеханической прокатки в качестве конечного формования с использованием клети 2 прокатного стана по толщине толстого листа устанавливается температурный градиент, который обеспечивает более высокую температуру верхней, соответственно, нижней стороны 7, 8 сравнительно с сердцевиной 9 толстого листа 1, соответственно, его внутренней частью. Благодаря этому может быть подавлена возможная рекристаллизация аустенита 10 даже в области на половине толщины 9 листа, что при сравнительно больших толщинах листа не может быть полностью предотвращено даже при TM-прокатке, так что в этой области по существу могут оставаться также вытянутые прокаткой аустенитные зерна 10 и также может быть настроено повышение плотности дефектов. Эта особенно тонкозернистая аустенитная структура в фиг.2В различима после конечного формования, соответственно, отделочной прокатки, что дополнительно показывает однородное вытяжение аустенита 10 по толщине d толстого листа. Кроме того, например, даже в готовых толстых листах 1 с толщиной d свыше 24 мм достигается конечная структура, которая имеет размер зерна согласно стандарту ASTM (ASTM E112 1996 - «Американское общество испытания материалов»: Метод измерения числа зерен на единицу площади в шлифе) прежнего аустенита 10, больший или равный 8,5, а также вытянутое прежнее аустенитное зерно 10. Тем самым согласно изобретению могут быть преодолены известные технологические пределы для достижимых значений вязкости, благодаря чему даже для толстых листов с большей толщиной, например свыше 24 мм, также достижимы состояния структуры с высокими значениями вязкостных характеристик. Для разъяснения этого преимущества также следует обратиться к фиг.6. Здесь в увеличенном виде представлены многочисленные аустенитные структуры в соотношении: позицией 10' обозначена аустенитная структура с аустенитными зернами 10, которые могут быть достигнуты, когда структура подвергнута традиционной, соответственно, известной термической обработке (улучшение или нормализация), а позицией 10” показана явно более тонкозернистая аустенитная структура с аустенитными зернами 10, которая может быть создана соответственно изобретению.
В частности, оказалось выгодным индуктивное нагревание с помощью нагревания 5 в продольном поле, что в качестве примера представлено согласно фиг.3. Магнитное поле 6, направленное по существу в продольном направлении толстого листа 1, проявило превосходные свойства в значениях вязкости, достижимых благодаря способу термомеханической обработки. Так, толстый лист 1 в продольном направлении проводится через катушку 13, причем питаемая переменным напряжением катушка 13 возбуждает вихревые токи 14 по существу в краевой области верхней и нижней стороны 7, 8, а также на боковых сторонах 15 толстого листа 1. Тем самым образуется, как упрощенно изображено в фиг.3, замкнутая зона 16 нагревания, которая может быть использована для равномерного быстрого нагревания при создании благоприятных структурных характеристик.
Магнитным полем 6 создается представленное в фиг.4 распределение 17 температуры по толщине d толстого листа и, соответственно, по поперечному сечению толстого листа. Благодаря этому в области всей верхней, соответственно, нижней стороны 7, 8 листа обеспечивается более высокая температура сравнительно с температурой внутри толстого листа 1, так что конечное формование в виде TM-прокатки может вести к улучшенным значениям вязкости толстого листа 1, как уже упоминалось ранее. Именно индуктивное нагревание 5 в продольном поле толстого листа 1 может в простом конструктивном оформлении обеспечивать представленное в фиг.4 распределение температуры. Представимы другие конструкции, например, с помощью индуктивного нагревания в поперечном поле, чтобы, как и при нагревании в продольном поле, обеспечить нагревание по существу по всей ширине 11 толстого листа 1.
Для сравнения с этим в фиг.4 также представлено распределение 18 температуры в способе термомеханической обработки согласно уровню техники; как очевидно, оно явственно отличается от соответствующего изобретению температурного режима 17 (почти противоположный градиент).
Измельчение зерна, в частности, может быть улучшено, когда прокатываемая заготовка подвергается ускоренному охлаждению ниже точки Ar1, что, в частности, можно увидеть в фиг.5. Тем самым вся структура в целом достигает, по меньшей мере кратковременно, α-фазы, и после повторного нагревания происходит полный отжиг 12 на мелкое зерно всей аустенитной структуры.
Индуктивное нагревание предпочтительно проводится до подобной высокой температуры свыше Ас3, так что при последующей конечной прокатке толстого листа имеет место температура прокатки выше Ar3, которая предпочтительно лежит в области от 680 до 920 градусов Цельсия. Тем самым после индуктивного нагревания толстого листа 1 без времени ожидания может быть начата конечная прокатка. Тем самым может быть особенно отрегулирована температура сердцевинного слоя 9 толстого листа, чтобы именно в толстых листах с большой толщиной обеспечить возможность предпочтительно термомеханической обработки их сердцевины 9, сравнительно трудно поддающейся обработке. Для этого оказались пригодными температуры в области на величину от 0 до 80 градусов Цельсия выше температура Ar3, в частности на 20 градусов выше температуры Ас3.
Соответствующий изобретению способ термомеханической обработки оказался особенно выгодным, в частности, для готового прокатанного толстого листа с толщиной свыше 24 мм, предпочтительно от 25 до 100 мм, и/или для толстого листа 1 из стального сплава, включающего
от 0,02 до 0,1% по массе (С) углерода,
от 1,0 до 2,0% по массе (Mn) марганца,
от 0 до 0,1% по массе (V) ванадия, и (Ti) титана, и (Nb) ниобия,
от 0 до 1,0% по массе (Cr) хрома и (Mo) молибдена,
от 0 до 1,0% по массе (Cu) меди и (Ni) никеля,
от 0 до 0,003% по массе (B) бора,
значение CEIIW от 0,2 до 0,7% по массе,
а также загрязняющие примеси и (Fe) железо. При этом удалось достигнуть механико-технологических характеристик, которые путем горячей прокатки, соответствующей уровню техники термомеханической обработки, а также термической обработки сами по себе недостижимы.
В общем же, с помощью соответствующего изобретению способа для листа с толщиной свыше 24 мм, предпочтительно 25 мм, удалось установить, что тем самым достигнуто явное сокращение размера зерен аустенита 10 и тем самым также удалось улучшить вязкость, соответственно, низкотемпературную вязкость образованной этим путем преобразованной структуры. Так, сдвиг перехода к хрупкому излому до более низких температур, например, определенных в испытании ударом на изгиб надрезанного образца или тесте «ударные испытания на разрыв по Бателю» (BDWTT), может быть использован для изготовления из такого обработанного толстого листа 1 газового трубопровода или платформ «для морской добычи», поскольку эти материалы должны быть достаточно вязкими и свариваемыми при низких температурах. Поэтому изобретение преодолевает пределы обусловленных толщиной d листа достижимых значений вязкости, в которых толстый лист 1 в направлении по меньшей мере одного частичного отжига на мелкое зерно аустенитной структуры подвергается ускоренному температурному воздействию, что создается как ускоренным охлаждением, так и индуктивным быстрым нагреванием, в частности индуктивным нагреванием с усредненной временной характеристикой скорости, большей или равной 1 градусу Цельсия в секунду.
Так, результаты испытаний, например, при толщине листа 25 мм показали улучшение температуры перехода к хрупкому излому, определенной в испытании BDWTT (согласно стандарту DIN EN 10274), примерно на 40 градусов Цельсия, что стало возможным на основе соответствующего изобретению способа термомеханической обработки. При этом соответствующий изобретению способ термомеханической обработки помимо всего прочего был применен для толстого листа с минимальным пределом прочности при растяжении 700 МПа из стального сплава, включающего
0,06% по массе (C) углерода,
0,34% по массе (Si) кремния,
1,63% по массе (Mn) марганца,
0,012% по массе (P) фосфора,
0,001% по массе (S) серы,
0,04% по массе (Al) алюминия,
0,4% по массе (Cr) хрома,
0,2% по массе (Mo) молибдена,
0,035% по массе (Nb) ниобия,
0,014% по массе (Ti) титана,
0,0015% по массе (B) бора,
0,0045% по массе (N) азота,
а также загрязняющие примеси и (Fe) железо,
а также с минимальным пределом прочности при растяжении 448 МПа из стального сплава, включающего
0,03% по массе (C) углерода,
0,35% по массе (Si) кремния,
1,55% по массе (Mn) марганца,
0,009% по массе (P) фосфора,
0,001% по массе (S) серы,
0,03% по массе (Al) алюминия,
0,18% по массе (Cr) хрома,
0,04% по массе (Nb) ниобия,
0,012% по массе (Ti) титана,
0,0044% по массе (N) азота,
а также загрязняющие примеси и (Fe) железо.
В общем, следует упомянуть, что согласно стандарту DIN EN 10052 существуют следующие определения:
Ac3: температура, при которой завершается преобразование (переход) феррита в аустенит при нагревании.
Ar1: температура, при которой завершается преобразование (переход) аустенита в феррит или в феррит и цементит при охлаждении.
Ar3: температура, при которой начинается образование феррита при охлаждении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2019 |
|
RU2735308C1 |
| СПОСОБ ПОЛУЧЕНИЯ ХОЛОДНОКАТАНОГО СТАЛЬНОГО ЛИСТА | 2012 |
|
RU2563397C2 |
| Способ производства толстолистового проката с повышенной хладостойкостью для изготовления электросварных труб и сварных конструкций | 2018 |
|
RU2714566C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1999 |
|
RU2148660C1 |
| ВЫСОКОПРОЧНАЯ ДВУХФАЗНАЯ СТАЛЬНАЯ ПЛАСТИНА С ПОВЫШЕННОЙ ЖЕСТКОСТЬЮ И ПРИГОДНОСТЬЮ К СВАРКЕ | 1995 |
|
RU2147040C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2235792C2 |
| ГОРЯЧЕШТАМПОВАННАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2648104C2 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2669487C2 |
| ГОРЯЧЕКАТАНАЯ ТОЛСТОЛИСТОВАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2740067C1 |
| СТАН ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ИЛИ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2010 |
|
RU2505363C1 |


Изобретение относится к способу термомеханической обработки для получения толстого листа (1) из исходного материала с повышенной вязкостью, в частности низкотемпературной вязкостью. Толстый лист (1) подвергается нагреванию, частичному или конечному формованию прокаткой и затем ускоренному охлаждению. Нагретый для частичного формования выше температуры Ас3 толстый лист (1) после его конечного формования подвергается ускоренному охлаждению. Толстый лист (1) между частичным и конечным формованием подвергается ускоренному охлаждению до температуры ниже точки Ar3 и затем индуктивному нагреванию до температуры выше точки Ас3. 2 н. и 16 з.п. ф-лы, 6 ил.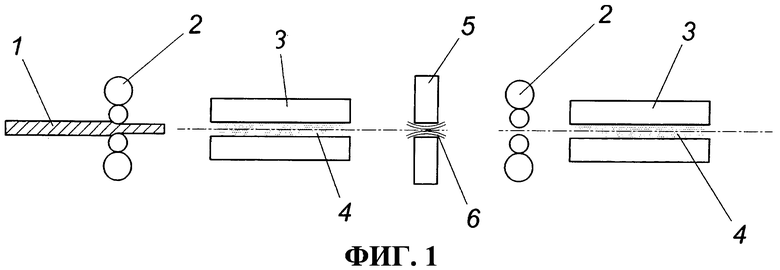
1. Способ термомеханической обработки при изготовлении толстого листа (1) из исходного материала для повышения вязкости толстого листа (1), в котором толстый лист (1) подвергают нагреву, частичному и конечному формованию прокаткой и по сравнению с охлаждением при температуре окружающей среды ускоренному охлаждению, причем нагретый для частичного формования выше температуры Ас3 толстый лист (1) после своего конечного формования подвергают ускоренному охлаждению, отличающийся тем, что толстый лист (1) между частичным и конечным формованием подвергают ускоренному охлаждению до температуры ниже точки Ar3 и затем индуктивному нагреванию до температуры выше точки Ас3.
2. Способ термомеханической обработки по п.1, отличающийся тем, что конечное формование проводят с помощью термомеханической или контролирующей рекристаллизацию прокатки.
3. Способ термомеханической обработки по п.1 или 2, отличающийся тем, что конечным формованием устанавливают толщину (d) толстого листа больше или равную 24 мм.
4. Способ термомеханической обработки по п.1, отличающийся тем, что толстый лист (1) после частичного формования подвергают ускоренному охлаждению.
5. Способ термомеханической обработки по п.1, отличающийся тем, что толстый лист (1) после частичного формования подвергают ускоренному охлаждению до температуры ниже точки Ar1.
6. Способ термомеханической обработки по п.1, отличающийся тем, что толстый лист (1) подвергают индуктивному нагреванию до своей температуры для конечного формования и затем подвергают конечному формованию.
7. Способ термомеханической обработки по п.6, отличающийся тем, что сердцевинный слой (9) толстого листа (1) подвергают индуктивному нагреву в области от 0 до 80 градусов Цельсия выше температуры Ar3, в частности на 20 градусов выше температуры Ас3.
8. Способ термомеханической обработки по п.1, отличающийся тем, что толстый лист (1) с температурой конечной прокатки при конечном формовании подвергают ускоренному охлаждению от температуры, большей или равной Ar3.
9. Способ термомеханической обработки по п.1, отличающийся тем, что толстый лист (1) подвергают обработке в следующих последовательно друг за другом этапах способа, а именно частичное формование, ускоренное охлаждение, индуктивное нагревание, возможное удаление окалины, конечное формование и ускоренное охлаждение.
10. Способ термомеханической обработки по п.1, отличающийся тем, что толстый лист (1) подвергают индуктивному нагреву по существу по всей своей ширине (11) листа и, в частности, по зоне (16) нагревания, расположенной в области верхней и нижней стороны (7, 8) листа.
11. Способ термомеханической обработки по п.1, отличающийся тем, что лист (1) подвергают индуктивному нагреву в продольном поле.
12. Способ термомеханической обработки по п.1, отличающийся тем, что толстый лист (1) подвергают индуктивному нагреву для конечного формования таким образом, что область листа вблизи верхней и нижней стороны (7, 8) листа имеет по существу повышенную по сравнению с другими частями листа температуру.
13. Способ термомеханической обработки по п.1, отличающийся тем, что толстый лист (1) подвергают реверсивной частичной и/или конечной прокатке.
14. Способ термомеханической обработки по п.1, отличающийся тем, что обрабатывают толстый лист (1) из стального сплава, включающего в себя:
от 0,02 до 0,1% по массе (С) углерода,
от 1,0 до 2,0% по массе (Mn) марганца,
до 0,1% по массе (V) ванадия, и (Ti) титана, и (Nb) ниобия,
до 1,0% по массе (Cr) хрома и (Мо) молибдена,
до 1,0% по массе (Cu) меди и (Ni) никеля,
до 0,003% по массе (В) бора,
значение CEIIW от 0,2 до 0,7% по массе,
а также загрязняющие примеси и (Fe) железо.
15. Способ термомеханической обработки по п.1, отличающийся тем, что обработку осуществляют для повышения низкотемпературной вязкости изготавливаемого толстого листа.
16. Толстый лист со структурой, имеющей малый размер зерна, изготовленный способом термомеханической обработки по одному из пп.1-15.
17. Толстый лист по п.16, отличающийся тем, что структура имеет номер величины зерна согласно стандарту ASTM аустенита (10), больший или равный 8,5, а также вытянутое аустенитное зерно (10).
18. Толстый лист по п.16 или 17, отличающийся тем, что толстый лист (1) имеет толщину (d) толстого листа после конечной прокатки, большую или равную 24 мм.
| EP 227199 A1, 01.07.1987 | |||
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2163934C2 |
| Способ получения растительного масла | 2017 |
|
RU2649019C1 |
| JP 9003539 A, 07.01.1997 | |||

