Область техники
Настоящее изобретение относится к листу высокопрочной стали и к способу его производства, а более конкретно, к листу высокопрочной стали для трубопровода, пригодному для стабильного использования даже в суровых условиях за счет высоких прочностных характеристик за счет оптимизации состава стали, микроструктуры и производственный процесс, обладающему превосходными низкотемпературной вязкостью разрушения и относительным удлинением, а также к способу его производства.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
В последнее время, когда разработка месторождений велась в холодных регионах, таких как Сибирь и Аляска, с плохими климатическими условиями, активно реализуются проекты по транспортировке обильных избыточных ресурсов газа из богатых нефтью регионов в регионы потребления по трубопроводам. Сталь, используемая в таком проекте трубопровода, обязательно должна иметь устойчивость к деформации трубопровода из-за криогенной температуры и морозного пучения (явление отталкивания поверхности Земли, когда земля замерзает при смене сезонов), а также давления транспортируемого газа, и, следовательно, требуется, чтобы она имела высокие прочностные характеристики и отличную вязкость разрушения при испытании на разрыв падающим грузом (DWTT), а также характеристику высокого коэффициента удлинения.
Процент вязкого разрушения в DWTT - это своего рода показатель для определения того, обладает ли сталь для трубопровода задерживающей способностью к хрупкому разрушению для безопасного использования при низкой температуре. В целом, трубопроводы, устанавливаемые в холодных регионах, должны иметь процент сдвига DWTT 85% или более при -20 °C в состоянии трубы. Чтобы обеспечить процент сдвиг DWTT 85% или более при -20 °C в состоянии трубы, процент сдвига DWTT для стального листа, предназначенного для производства трубы, должен удовлетворять 85% или более при -30°C.
В целом, известно, что свойство DWTT тесно связано с эффективным размером зерна стального листа. Эффективный размер зерна определяется как размер зерен, имеющих высокоугловую границу зерен, и по мере измельчения эффективного размера зерна способность к задержке трещин увеличивается. Причина этого в том, что путь распространения трещины изменяется на эффективной границе зерна, когда трещина зарождается и распространяется.
Для измельчения эффективного размера зерна широко используется метод осуществления ускоренного охлаждения сразу после прокатки. Смешанная структура игольчатого феррита и бейнита может быть реализована путем ускоренного охлаждения сразу после прокатки. Однако микроструктура, образованная посредством обычного ускоренного охлаждения, имеет высокую твердость, поскольку углерод (C) перенасыщает зерна, и, соответственно, вызывает низкую пластичность, такую как коэффициент равномерного удлинения менее 9% и общий коэффициент удлинения менее 20%. В результате формуемость во время формирования трубы снижается, и локальная концентрация напряжений легко создается во время приложения внешней деформации, и, таким образом, стабильность трубы значительно снижается.
Следовательно, при производстве стального листа для трубопровода, требуется способ производства стального листа для трубопровода, имеющего превосходную низкотемпературную вязкость разрушения и отличную пластичность в виде коэффициента равномерного удлинения 9% или более и общего коэффициента удлинения 28% или более, за счет подавления ухудшения относительного удлинения стального листа, изготовленного путем ускоренного охлаждения.
В предшествующем уровне техники были проведены исследования стального листа, имеющего превосходный коэффициент удлинения и низкотемпературную вязкость разрушения. В связи с этим в Патентной литературе 1 предлагается способ производства стали, содержащей смешанную структуру, состоящую из 30-60% равноосного феррита и 40-70% бейнита с точки зрения доли площади в виде микроструктуры путем прокатки в области без рекристаллизации стали, содержащая никель (Ni), ниобий (Nb) и молибден (Mo) при обжатии при прокатке 65% или более, первого очередь охлаждение стали до температуры Bs со скоростью охлаждения от 15 до 30 °C/с, и второго охлаждения стали до температурного диапазона от 350 до 500 °C со скоростью охлаждения от 30 до 60 °C/с.
Однако в Патентном документе 1, в котором низкотемпературная прокатка выполняется на стальном листе, имеющем толщину 20 мм или более, существует техническая трудность в применении соответствующих условий процесса к стальному листу, имеющему толщину менее 20 мм. Причина в том, что стальной лист толщиной менее 20 мм подвергается низкотемпературной прокатке, а затем быстро охлаждается, и, таким образом, трудно обеспечить желаемые низкотемпературную вязкость разрушения, прочность и коэффициент удлинения по всей длине стального листа, в частности, на участке заднего конца стального листа.
Релевантный документ уровня техники
(Патентный документ 1) Выложенная публикация патента Кореи № 10-2013-0073472 (опубликовано 3 июля 2013 г.)
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая проблема
Аспектом настоящего изобретения является предоставление листа высокопрочной стали, имеющего превосходную низкотемпературную ударную вязкость, и способа его производства.
Аспект настоящего раскрытия не ограничивается вышеупомянутым содержанием. Специалистам в данной области техники не составит труда понять дополнительный аспект настоящего раскрытия из общего содержания настоящего описания.
Техническое решение
Согласно аспекту настоящего раскрытия предлагается лист высокопрочной стали, имеющий превосходные низкотемпературную вязкость разрушения и коэффициент удлинения, содержащий:
в мас.%, 0,05 - 0,1% углерода (C), 0,05 - 0,5% кремния (Si), 1,4 - 2,0% марганца (Mn), 0,01 - 0,05% алюминия (Al), 0,005-0,02 титана (Ti), 0,002 - 0,01 азота (N), 0,04 – 0,07% ниобия (Nb), 0,05-0,3 хрома (Cr), 0,05-0,4% никеля (Ni), 0,02% или менее фосфора (P), 0,005% или менее серы (S), 0,0005-0,004% кальция (Ca), остальное железо (Fe) и неизбежные примеси, и от 20 до 60 % площади феррита и бейнита в качестве микроструктуры, при этом размер зерна, верхних 80% размеров зерен, имеющих высокоугловые границы, исходя из 15°, в центральной части листа высокопрочной стали, составляет 70 мкм или менее.
Лист высокопрочной стали может дополнительно содержать 0,3 мас.% или менее молибдена (Мо).
Доля бейнита может составлять от 35 до 75% площади.
Микроструктура листа высокопрочной стали может дополнительно содержать 5 % площади или менее мартенситно-аустенитной составляющей.
Предел текучести листа высокопрочной стали может составлять 485 МПа или более.
Общий коэффициент удлинения листа высокопрочной стали может составлять 28% или более, а коэффициент равномерного удлинения листа высокопрочной стали в направлении, перпендикулярном направлению прокатки, может составлять 9% или более.
В испытании на разрыв падающим грузом (DWTT) процент сдвига листа высокопрочной стали при -30 ° C стали в направлении, перпендикулярном направлению прокатки стального листа, может составлять 85% или более.
Толщина листа из высокопрочной стали может быть менее 20 мм.
Согласно другому аспекту настоящего раскрытия предлагается способ изготовления листа высокопрочной стали, имеющего превосходные низкотемпературную вязкость разрушения и коэффициент удлинения, включающий:
подогрев сляба, содержащего, в мас.%, 0,05 - 0,1% углерода (C), 0,05 - 0,5% кремния (Si), 1,4 - 2,0% марганца (Mn), 0,01 - 0,05% алюминия (Al), 0,005-0,02 титана (Ti), 0,002 - 0,01 азота (N), 0,04 – 0,07% ниобия (Nb), 0,05-0,3 хрома (Cr), 0,05-0,4% никеля (Ni), 0,02% или менее фосфора (P), 0,005% или менее серы (S), 0,0005-0,004% кальция (Ca), остальное железо (Fe) и неизбежные примеси;
поддержание и извлечение сляба;
прокатку в области рекристаллизации поддерживаемого и извлеченного сляба в диапазоне температур Tnr или выше;
прокатку в области без рекристаллизации прокатанного в области рекристаллизации материала с общей степенью обжатия 30% или более; и
охлаждение прокатанного в области без рекристаллизации стального листа до температурного диапазона от (Bs - 80°C) до Bs,
при этом прокатка в области без рекристаллизации начинается в диапазоне температур Tnr или ниже и заканчивается в диапазоне температур (Ar3+100°C) или выше.
Сляб может дополнительно содержать 0,3 мас.% или менее молибдена (Мо).
Диапазон температур подогрева сляба может составлять от 1140 до 1200 °C.
Диапазон температур выдержки и извлечения сляба может составлять от 1140 до 1200 °C.
Прокатка в области рекристаллизации может выполняться с накоплением проходов, и средняя степень обжатия каждого из проходов может составлять 10% или более.
Прокатанный в области рекристаллизации материал может быть охлажден до диапазона температур Tnr или ниже путем охлаждения на воздухе.
Прокатанный в области без рекристаллизации стальной лист может охлаждаться со скоростью охлаждения 10-50 оС/с.
Охлаждение прокатанного в области без рекристаллизации стального листа может начинаться в диапазоне температур (Ar3+30 °C) или выше.
Толщина листа высокопрочной стали может быть менее 20 мм.
В техническом решении не перечислены все признаки настоящего раскрытия, и различные особенности настоящего раскрытия, а также преимущества и эффекты в соответствии с различными функциями будут более понятны со ссылкой на следующие конкретные примерные варианты осуществления.
ПОЛЕЗНЫЕ ЭФФЕКТЫ
Как указано выше, согласно примерному варианту осуществления настоящего изобретения предоставляются стальной лист, в частности, подходящий в качестве материала для трубопровода благодаря высоким прочностным характеристикам и низкотемпературной вязкости разрушения и степени удлинения, и способ его производства.
ОПИСАНИЕ ЧЕРТЕЖА
ФИГ. 1 представляет собой фотографию Образца 2 примера по изобретению, наблюдаемую с помощью оптического микроскопа.
ФИГ. 2 представляет собой графики, иллюстрирующие результаты, полученные путем измерения размеров зерен путем измерения размеров зерен, имеющих высокоугловые границы зерен, исходя из 15°, Образца 2 с использованием дифракции обратно-рассеянных электронов (EBSD).
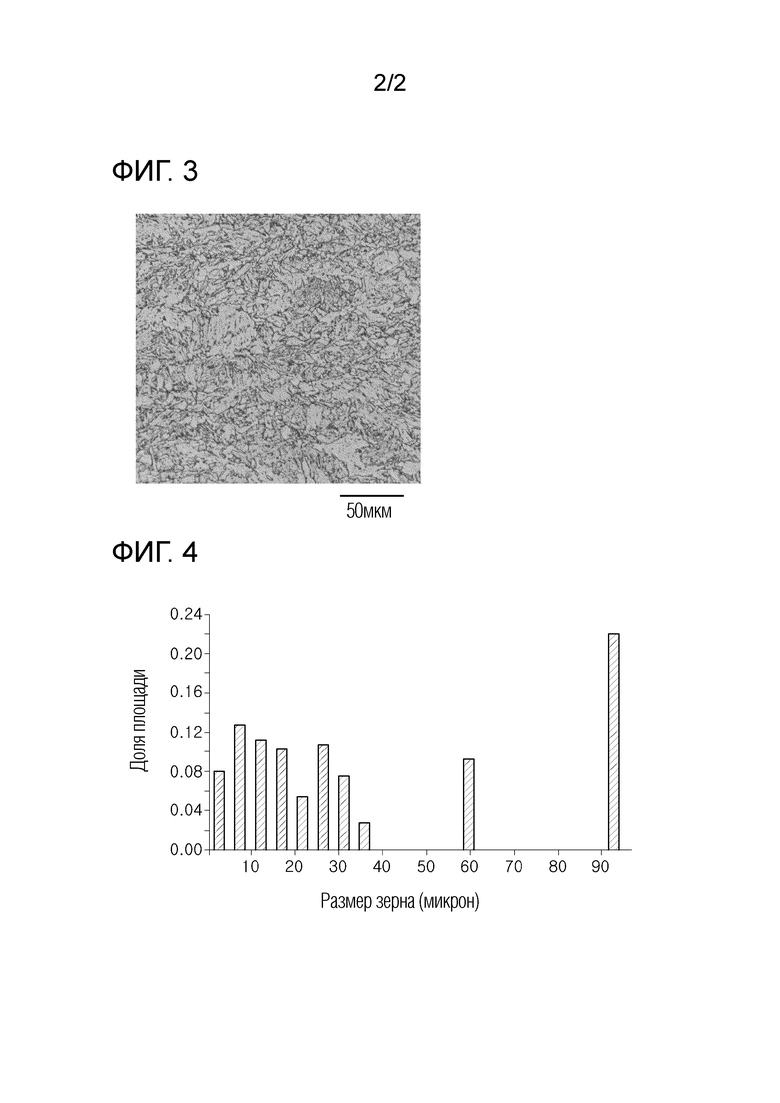
ФИГ. 3 представляет собой фотографию Образца 18 примера по изобретению, наблюдаемую с помощью оптического микроскопа.
ФИГ. 4 представляет собой графики, иллюстрирующие результаты, полученные путем измерения размеров зерен путем измерения размеров зерен, имеющих высокоугловые границы зерен, исходя из 15°, Образца 2 с использованием EBSD.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к листу высокопрочной стали, имеющему превосходные низкотемпературную вязкость разрушения и коэффициент удлинения, а также к способу его изготовления, и примерные варианты осуществления изобретения далее будут раскрыты в настоящем раскрытии. Примерные варианты осуществления в настоящем раскрытии могут быть модифицированы, чтобы иметь несколько форм, и не следует интерпретировать, что объем настоящего раскрытия ограничивается примерными вариантами осуществления, описанными ниже. Настоящие примерные варианты осуществления предоставлены для дальнейшего подробного описания настоящего раскрытия для специалистов в данной области техники, к которой относится настоящее раскрытие.
В дальнейшем состав стали согласно настоящему раскрытию будет описан более подробно. В дальнейшем, если не указано иное, процентное содержание, указывающее на содержание каждого элемента, основано на массе.
Лист высокопрочной стали, имеющий превосходную низкотемпературную вязкость разрушения и коэффициент удлинения, согласно примерному варианту осуществления в настоящем раскрытии, содержит, в мас.% от 0,05 до 0,1% углерода (C), от 0,05 до 0,5% кремния (Si), от 1,4 до 2,0% марганца (Mn), от 0,01 до 0,05% алюминия (Al), от 0,005 до 0,02% титана (Ti), от 0,002 до 0,01% азота (N), от 0,04 до 0,07% ниобия (Nb), от 0,05 до 0,3% хрома (Cr), от 0,05 до 0,4% никеля (Ni), 0,02% или менее фосфора (P), 0,005% или менее серы (S), от 0,0005 до 0,004% кальция (Ca), остальное железо (Fe) и неизбежные примеси.
Кроме того, лист высокопрочной стали, имеющий превосходную низкотемпературную вязкость разрушения и коэффициент удлинения, согласно примерному варианту осуществления в настоящем раскрытии, может дополнительно содержать 0,3 мас.% или менее молибдена (Мо).
Углерод (C): 0,05-0,1 %
Углерод (C) - это элемент, который наиболее эффективно повышает прочность стали. Кроме того, когда количество добавленного углерода (C) меньше заданного уровня, дорогие легирующие элементы, такие как молибден (Mo) и никель (Ni), необходимо добавлять в большом количестве, чтобы обеспечить прочность стали, что не является предпочтительным с точки зрения экономии. В настоящем раскрытии нижний предел содержания углерода (C) может быть ограничен 0,05% для достижения такого эффекта. Однако когда углерод (C) добавляется в чрезмерном количестве, это не является предпочтительным с точки зрения свариваемости, деформируемости, ударной вязкости и подобного стали. Таким образом, в настоящем раскрытии верхний предел содержания углерода (C) может быть ограничен до 0,1%. Следовательно, содержание углерода (C) по настоящему изобретению может находиться в диапазоне от 0,05 до 0,1%, а более предпочтительно в диапазоне от 0,05 до 0,095%.
Кремний (Si): от 0,05 до 0,5%
Кремний (Si) - это элемент, используемый для раскисления расплавленной стали, а также элемент, который способствует повышению прочности стали за счет упрочнения твердого раствора. В настоящем раскрытии нижний предел содержания кремния (Si) может быть ограничен 0,05% для достижения такого эффекта. Более предпочтительный нижний предел содержания кремния (Si) может составлять 0,1%. Однако, поскольку кремний (Si) представляет собой элемент, обладающий сильными окислительными свойствами, предпочтительно ограничивать верхний предел содержания кремния (Si) заданным диапазоном. То есть, когда кремний (Si) добавляется в чрезмерном количестве, он вызывает образование красной окалины во время горячей прокатки, что нежелательно с точки зрения качества поверхности, и оказывает нежелательное влияние на ударную вязкость зоны сварного шва. Таким образом, в настоящем раскрытии верхний предел содержания кремния (Si) может быть ограничен 0,5%. Более предпочтительный верхний предел содержания кремния (Si) может составлять 0,4%.
Марганец (Mn): 1,4 до 2,0%
Марганец (Mn) - это элемент, который эффективен для упрочнения стали за счет упрочнения твердого раствора. В настоящем раскрытии нижний предел содержания марганца (Mn) может быть ограничен 1,4% для обеспечения высоких прочностных свойств стали. Однако, когда марганец (Mn) добавляется в чрезмерном количестве, сегрегационная часть может образовываться в широком диапазоне в центральной части толщины во время разливки сляба в процессе выплавки стали, что не является предпочтительным с точки зрения свариваемость конечного продукта. Таким образом, в настоящем описании верхний предел содержания марганца (Mn) может быть ограничен 2,0%. Более предпочтительный верхний предел содержания марганца (Mn) может составлять 1,8%.
Алюминий (Al): 0,01-0,05
Алюминий (Al) является типичным элементом, который добавляется в качестве раскислителя вместе с кремнием (Si). Кроме того, алюминий (Al) - это элемент, который способствует повышению прочности стали за счет упрочнения твердого раствора. В настоящем раскрытии нижний предел содержания алюминия (Al) может быть ограничен 0,01% для достижения такого эффекта. Более предпочтительный нижний предел содержания алюминия (Al) может составлять 0,015%. Однако, когда алюминий (Al) добавляется в избыточном количестве, это не является предпочтительным с точки зрения ударной вязкости. Таким образом, в настоящем раскрытии верхний предел содержания алюминия (Al) может быть ограничен 0,05%. Более предпочтительный верхний предел содержания алюминия (Al) может составлять 0,04%.
Титан (Ti): От 0,005 до 0,02%
Титан (Ti) - это элемент, который образует включения TiN в процессе затвердевания стали для подавления роста аустенитных зерен в процессе нагрева сляба и горячей прокатки и, таким образом, измельчает размер зерна конечной структуры. В настоящем раскрытии нижний предел содержания титана (Ti) может быть ограничен 0,005% для достижения эффекта улучшения ударной вязкости стали в соответствии с измельчением конечной структуры. Более предпочтительное содержание титана (Ti) может составлять 0,008%. Однако, при чрезмерном добавлении титана (Ti) TiN в виде крупных частиц выделяется во время нагрева сляба, что не подходит для измельчения окончательной структуры. Таким образом, в настоящем раскрытии верхний предел содержания титана (Ti) может быть ограничен 0,02%. Более предпочтительный верхний предел содержания титана (Ti) может составлять 0,018%.
Азот (N): От 0,002 до 0,01%
Азот (N) растворяется в твердом состоянии в стали, а затем выделяется в виде включений для повышения прочности стали, и известно, что такой эффект повышения прочности намного больше, чем у углерода (C). Кроме того, в настоящем раскрытии TiN образуется в результате реакции между титаном (Ti) и азотом (N), и он предназначен для подавления роста зерен в процессе подогрева. Таким образом, нижний предел содержания азота (N) может быть ограничен 0,002%. Однако, при чрезмерном добавлении азота (N), азот (N) существует в форме азота твердого раствора (N), а не в форме включений TiN, так что ударная вязкость стали может быть значительно снижена. Таким образом, в настоящем раскрытии верхний предел содержания азота (N) может быть ограничен 0,01%. Предпочтительный верхний предел содержания азота (N) может составлять 0,006%, а более предпочтительный верхний предел содержания азота (N) может составлять 0,005%.
Ниобий (Nb):0,04-0,07
Ниобий (Nb) - это элемент, который очень полезен для измельчения зерен и является элементом, который значительно способствует повышению прочности стали, способствуя образованию игольчатого феррита или бейнита, который представляет собой высокопрочную структуру. Кроме того, поскольку высокотемпературная прокатка неизбежна для стального листа, имеющего толщину менее 20 мм, что является целевой толщиной в настоящем раскрытии, ниобий (Nb), который оказывает наибольшее влияние на повышение температуры области без рекристаллизации необходимо добавить в заранее определенном количестве или больше. Таким образом, в настоящем раскрытии нижний предел содержания ниобия (Nb) может быть ограничен 0,04%. Однако, при чрезмерном добавлении ниобия (Nb) свариваемость стали может ухудшиться. Таким образом, в настоящем раскрытии верхний предел содержания ниобия (Nb) может быть ограничен 0,07%. Предпочтительный верхний предел содержания ниобия (Nb) может составлять 0,06%.
Хром (Cr): От 0,05 до 0,3%
Хром (Cr) - это элемент, улучшающий прокаливаемость, и элемент, который эффективно увеличивает прочность стали. Кроме того, хром (Cr) является элементом, который способствует улучшению равномерного удлинения, способствуя образованию мартенситно-аустенитной составляющей (MA) во время ускоренного охлаждения. В настоящем раскрытии нижний предел содержания хрома (Cr) может быть ограничен 0,05% для достижения такого эффекта. Более предпочтительный нижний предел содержания хрома (Cr) может составлять 0,08%. Однако, чрезмерное добавление хрома (Cr) может вызвать ухудшение свариваемости стали. Таким образом, в настоящем раскрытии верхний предел содержания хрома (Cr) может быть ограничен до 0,3%. Предпочтительный верхний предел содержания хрома (Cr) может составлять 0,25%, а более предпочтительный верхний предел содержания хрома (Cr) может составлять 0,2%.
Никель (Ni): 0,05-0,4
Никель (Ni) - это элемент, который эффективно способствует повышению ударной вязкости и прочности стали. В настоящем раскрытии нижний предел содержания никеля (Ni) может быть ограничен 0,05% для достижения такого эффекта. Однако, никель (Ni) является дорогим элементом, и чрезмерное добавление никеля (Ni) не является предпочтительным с точки зрения экономии. Таким образом, в настоящем раскрытии верхний предел содержания никеля (Ni) может быть ограничен до 0,4%. Предпочтительный верхний предел содержания никеля (Ni) может составлять 0,3%, а более предпочтительный верхний предел содержания никеля (Ni) может составлять 0,25%.
Фосфор (P): 0,02% или меньше
Фосфор (P) является типичным примесным элементом, который присутствует в стали и в основном выделяется в центральной части стального листа, чтобы вызывает снижение ударной вязкости стали, и поэтому предпочтительно устанавливать фосфор (P) на уровне как можно ниже. Однако, для того, чтобы полностью удалить фосфор (P) из стали, в процессе выплавки стали требуются чрезмерные затраты и время, что не является предпочтительным с точки зрения экономии. Таким образом, в настоящем раскрытии содержание фосфора (P) может быть ограничено 0,02% или менее. Более предпочтительное содержание фосфора (P) может составлять 0,015% или менее.
Сера (S): 0,005% или меньше
Сера (S) также является типичным примесным элементом, присутствующим в стали, и элементом, который соединяется с марганцем (Mn) или тому подобным в стали с образованием неметаллических включений, таких как MnS, и, соответственно, значительно ухудшает ударную вязкость и прочность стали. Таким образом, предпочтительно устанавливать серу (S) на как можно более низком уровне. Однако, для полного удаления серы (S) из стали требуются чрезмерные затраты и время в процессе производства стали, что не является предпочтительным с точки зрения экономии. Таким образом, в настоящем раскрытии содержание серы (S) может быть ограничено 0,005% или менее. Более предпочтительное содержание серы (S) может составлять 0,003% или менее.
Кальций (Ca): От 0,0005 до 0,004%
Кальций (Ca) - это элемент, который эффективно подавляет образование трещин вокруг неметаллических включений за счет сфероидизации неметаллических включений, таких как MnS. В настоящем раскрытии нижний предел содержания кальция (Ca) может быть ограничен до 0,0005% для достижения такого эффекта. Однако, при чрезмерном добавлении кальция (Ca) образуется большое количество включений на основе CaO, вызывающих снижение ударной вязкости. Таким образом, в настоящем раскрытии верхний предел содержания кальция (Ca) может быть ограничен 0,004%. Предпочтительный верхний предел содержания кальция (Ca) может составлять 0,002%.
Молибден (Мо): 0,3% или меньше
Молибден (Мо) является элементом, который эффективно обеспечивает как высокую прочность, так и высокую вязкость, способствуя образованию бейнита, который представляет собой структуру низкотемпературного превращения. Следовательно, в настоящем раскрытии молибден (Мо) может быть добавлен выборочно для достижения такого эффекта. Однако, молибден (Мо) является дорогим элементом, и с точки зрения экономии нежелательно добавлять молибден (Мо) в чрезмерных количествах. Таким образом, в настоящем описании верхний предел содержания молибдена (Мо) может быть ограничен до 0,3%.
В настоящем раскрытии, в дополнение к составам стали, описанным выше, остальная часть может содержать Fe и неизбежные примеси. Неизбежные примеси могут быть непреднамеренно введены в обычном процессе производства стали и не могут быть полностью исключены, и специалисты в области производства стали могут легко понять значение неизбежных примесей. Кроме того, настоящее раскрытие не исключает полностью добавления состава, отличного от составов стали, описанных выше.
Далее микроструктура согласно настоящему изобретению будет описана более подробно.
Стальной лист согласно примерному варианту осуществления в настоящем раскрытии может содержать феррит и бейнит в качестве микроструктуры и может дополнительно содержать мартенситно-аустенитный компонент. Доли феррита и бейнита могут составлять от 20 до 60% площади и от 35 до 75% площади соответственно, а доля мартенситно-аустенитной составляющей может составлять 5% площади или менее.
Стальной лист в соответствии с настоящим изобретением содержит феррит, имеющий дисперсную высокоугловую границу зерна на площади 20% или более, и, таким образом, может эффективно обеспечивать характеристики при низкотемпературном испытания на разрыв при падении груза (DWTT). Кроме того, стальной лист в соответствии с настоящим изобретением содержит феррит на площади 60% или менее и содержит бейнит на площади 35% или более и, таким образом, может обеспечивать предел текучести 485 МПа или более. Однако, в настоящем раскрытии доля бейнита может быть ограничена до 75% площади или менее, чтобы предотвратить чрезмерно грубую границу зерна с высокоугловыми границами, и, соответственно, эффективно обеспечить характеристики низкотемпературного DWTT. Кроме того, мартенситно-аустенитная составляющая оказывает нежелательное влияние на характеристики низкотемпературного DWTT, и поэтому предпочтительно подавлять долю мартенситно-аустенитной составляющей в максимально возможной степени. Следовательно, в настоящем раскрытии доля мартенситно-аустенитной составляющей может быть ограничена 5% площади или менее.
Кроме того, стальной лист в соответствии с примерным вариантом осуществления в настоящем раскрытии может иметь размер зерна 70 мкм или менее для верхних 80% размеров зерен с высокоугловыми границами, исходя из 15°, в центральной части стального листа. Таким образом, в настоящем раскрытии эффективные размеры зерен могут быть улучшены путем измельчения крупных размеров зерен, и, соответственно, могут быть эффективно обеспечены характеристики низкотемпературного DWTT. Здесь центральную часть стального листа можно интерпретировать как область, включающую точку t/2, а также можно интерпретировать как область точки от t/4 до 3 * t/4 (t: толщина (мм) стального листа).
Стальной лист в соответствии с примерным вариантом осуществления в настоящем раскрытии может иметь толщину менее 20 мм, и более предпочтительная толщина стального листа может составлять 16 мм или менее. Кроме того, стальной лист согласно примерному варианту осуществления в настоящем раскрытии может иметь предел текучести 485 МПа или более, общий коэффициент удлинения 28% или более и коэффициент равномерного удлинения 9% или более в направлении, перпендикулярном направлению прокатки, и может иметь процент вязкого разрушения по DWTT 85% или более при -30 °C в направлении, перпендикулярном направлению прокатки стального листа. Следовательно, согласно настоящему раскрытию может быть предоставлен стальной лист, особенно подходящий в качестве материала для трубопровода за счет эффективного обеспечения прочности, низкотемпературной вязкости разрушения и коэффициента удлинения, несмотря на толщину менее 20 мм.
Далее способ производства согласно настоящему раскрытию будет описан более подробно.
Высокопрочный стальной лист, имеющий превосходные низкотемпературную вязкость разрушения и коэффициент удлинения, согласно примерному варианту осуществления в настоящем раскрытии, может быть изготовлен путем подогрева сляба, содержащего, в мас.%, от 0,05 до 0,1% углерода (C), от 0,05 до 0,5% кремния (Si), от 1,4 до 2,0% марганца (Mn), от 0,01 до 0,05% алюминия (Al), от 0,005 до 0,02% титана (Ti), от 0,002 до 0,01% азота (N), от 0,04 до 0,07% ниобия (Nb), от 0,05 до 0,3% хрома (Cr), от 0,05 до 0,4% никеля (Ni), 0,02% или менее фосфора (P), 0,005% или менее серы (S), от 0,0005 до 0,004% кальция (Ca), остальное железо (Fe) и неизбежные примеси, поддержания и извлечения сляба, прокатки поддерживаемого и извлеченного сляба в области рекристаллизации в диапазоне температур Tnr или выше, прокатки прокатанного в области рекристаллизации материала в области без рекристаллизации с общей степенью обжатия 30% или более, и охлаждения прокатанного в области без рекристаллизации стального листа с до диапазона температур (Bs - 80 ° C) до Bs.
Подогрев, поддерживание и извлечение сляба
Сляб согласно настоящему раскрытию имеет тот же состав сплава, что и состав сплава стального листа, описанного выше, и описание состава сплава сляба согласно настоящему раскрытию, таким образом, заменено описанием состава сплава стального листа, описанного выше.
Поскольку подогрев сляба представляет собой процесс нагрева стали для плавного выполнения последующих процессов прокатки и обеспечения требуемых физических свойств стального листа, процесс нагрева необходимо выполнять в соответствующем температурном диапазоне в соответствии с назначением. Нижний предел температуры подогрева сляба должен быть определен с учетом того, является ли это температурой, при которой выделившиеся элементы могут в достаточной степени растворяться в стали. В частности, поскольку сляб согласно настоящему раскрытию по существу содержит ниобий (Nb) для обеспечения высоких прочностных свойств, нижний предел температуры подогрева сляба может быть ограничен до 1140 °C с учетом температуры растворения ниобия (Nb). С другой стороны, когда температура подогрева сляба чрезмерно высока, зерна аустенита становятся чрезмерно крупными, что может вызвать проблему чрезмерного увеличения зерен у готового стального листа. Таким образом, в настоящем описании верхний предел температуры подогрева сляба может быть ограничен до 1200 °C.
Подогретый сляб может быть подвергнут процессу поддержания и извлечения, если необходимо, и температура поддержания и извлечения сляба может быть ограничена диапазоном температур от 1140 до 1200 °C по причинам, аналогичным причинам, связанным с температурой подогрева сляба.
Область прокатки с рекристаллизацией
Прокатку в области с рекристаллизацией можно выполнять в диапазоне температур Tnr или более. В настоящем описании Tnr относится к нижнему пределу диапазона температур, при котором происходит рекристаллизация аустенита. То есть прокатка в области с рекристаллизацией может выполняться в температурном диапазоне рекристаллизационной области аустенита. Прокатку в области с рекристаллизацией можно выполнять в несколько проходов, и прокатку можно выполнять со средней степенью обжатия 10% или более за проход. Причина в том, что когда средняя степень обжатия за проход составляет менее 10%, размер зерна рекристаллизованного аустенита становится крупным, что может вызвать снижение ударной вязкости готового стального листа.
Прокатанный в области с рекристаллизацией материал может быть охлажден до диапазона температур Tnr или ниже в условиях охлаждения с воздушным охлаждением. То есть прокатанный в области с рекристаллизацией материал не сразу подвергается прокатке в области без рекристаллизации и может ждать в течение заданного времени для охлаждения до температурного диапазона области без рекристаллизации посредством воздушного охлаждения. Причина в том, что при приложении усилия прокатки к соответствующему участку может произойти частичная рекристаллизация, так что может произойти хрупкое разрушение из-за крупного размера зерна аустенита.
Прокатка в области без рекристаллизации
Прокатку в области без рекристаллизации проводят для прокатанного в области с рекристаллизацией. Начальная температура прокатки в области без рекристаллизации может быть Tnr или ниже, а конечная температура прокатки в области без рекристаллизации может быть (Ar3 + 100 °C). Прокатка в области без рекристаллизации - это процесс удлинения аустенита, полученного прокаткой в области с рекристаллизацией, для удлинения и образования деформированной структуры в зерне для получения мелкодисперсного феррита и бейнита, и прочность коэффициент удлинения и способности остановить хрупкое разрушение стального листа могут быть эффективно улучшены прокаткой в области без рекристаллизации.
Чем ниже конечная температура прокатки в области без рекристаллизации, тем выше степень деформации аустенита, что эффективно для улучшения низкотемпературной вязкости разрушения, но когда конечная температура прокатки в области без рекристаллизации слишком низкая, образуется феррит с низкой прочностью, что не обеспечивает прочности. Таким образом, в настоящем раскрытии конечная температура прокатки в области без рекристаллизации может быть ограничена (Ar3+50 °C) или выше.
Кроме того, обжатие прокатки в области без рекристаллизации является важным фактором в обеспечении низкотемпературной ударной вязкости стали. В настоящем раскрытии обжатие при прокатке в области без рекристаллизации может быть ограничено 30% или более, чтобы обеспечить характеристики процента вязкого разрушения при низкотемпературном DWTT в соответствии с уменьшением размеров зерен конечной стали. Поскольку для повышения низкотемпературной ударной вязкости эффективно то, что обжатие при прокатке в области без рекристаллизации становится больше, верхний предел обжатия при прокатке в области без рекристаллизации не может быть ограничен. Однако, когда обжатие при прокатке в области без рекристаллизации превышает заданный уровень, эффект измельчения размера зерна становится насыщенным, но обжатие при прокатке в области без рекристаллизации относительно уменьшается. Таким образом, в настоящем раскрытии обжатие при прокатке в области без рекристаллизации может быть ограничено до 90% или менее.
Охлаждение
Прокатанный в области без рекристаллизации стальной лист может быть охлажден от начальной температуры охлаждения (Ar3+30 °C) или выше до температуры остановки охлаждения (Bs - 80 °C) до Bs. Когда температура начала охлаждения слишком низкая, образуется большое количество феррита, имеющего низкую прочность, и, соответственно, прочность стального листа может значительно снизиться. Таким образом, в настоящем раскрытии охлаждение может начинаться в диапазоне температур (Ar3+30 °C) или выше.
Кроме того, поскольку стальной лист в соответствии с настоящим раскрытием имеет конечную толщину менее 20 мм, наиболее предпочтительно с точки зрения прочности и относительного удлинения прекратить охлаждение в диапазоне температур от (Bs - 80 ° C) до Bs. Причина в том, что, когда температура прекращения охлаждения ниже, чем (Bs - 80 °C), игольчатый феррит и бейнит, имеющие высокоугловую границу зерна, формируют грубые зерна, и низкоугловые границы зерна формируются в большом количестве, так что коэффициент удлинения может быть уменьшен, и когда температура остановки охлаждения превышает Bs, количество производимого бейнита невелико, так что прочность стального листа не может быть обеспечена. Стальной лист можно закалить до температуры прекращения охлаждения от (Bs - 80 °C) до Bs, затем охладить до комнатной температуры путем охлаждения на воздухе или радиационного охлаждения.
Кроме того, охлаждение в соответствии с настоящим раскрытием может выполняться со скоростью охлаждения от 10 до 100 ° C/с. Причина в том, что при скорости охлаждения менее 10 °C/с доля равноосного феррита значительно увеличивается, так что высокие прочностные характеристики стального листа не могут быть эффективно обеспечены. С точки зрения условий оборудования и экономии верхний предел скорости охлаждения может быть ограничен до 100 °C/с, а более предпочтительный верхний предел скорости охлаждения может составлять 50 °C/с.
Стальной лист, изготовленный описанным выше способом производства, может содержать феррит и бейнит в качестве микроструктуры, а также может содержать мартенситно-аустенитную составляющую. Доли феррита и бейнита могут составлять от 20 до 60% площади и от 35 до 75% площади соответственно, а доля мартенситно-аустенитной составляющей может составлять 5% площади или меньше. Кроме того, стальной лист, изготовленный описанным выше способом производства, может иметь размер зерна 70 мкм или менее в верхних 80% размерах зерен, имеющих высокоугловые границы, исходя из 15 °, в центральной части стального листа.
Следовательно, стальной лист, изготовленный описанным выше способом производства, может иметь толщину менее 20 мм и может иметь предел текучести 485 МПа или более, общий коэффициент удлинения 28% или более и коэффициент равномерного удлинения 9. % или более в направлении, перпендикулярном направлению прокатки, и может иметь процент вязкого разрушения по DWTT 85% или более при -30 ° C в направлении, перпендикулярном направлению прокатки. Следовательно, согласно способу производства согласно примерному варианту осуществления в настоящем раскрытии, стальной лист является особенно подходящим в качестве материала для трубопровода, за счет эффективного обеспечения прочности, низкотемпературной вязкости разрушения и коэффициента удлинения, несмотря на то, что его толщина меньше более 20 мм.
Режим для изобретений
В дальнейшем настоящее изобретение будет описано более подробно на примере. Однако следует отметить, что пример изобретения, который будет описан далее, предназначен для иллюстрации воплощения настоящего раскрытия и не предназначен для ограничения объема настоящего изобретения.
(Пример по изобретению)
Были изготовлены слябы, имеющие составы сплавов, указанные в таблице 1, и имеющие толщину 250 мм, и образцы стальных листов, имеющие толщину 11 мм, 11,5 мм и 22 мм, соответственно, были изготовлены с применением условий процесса, указанных в таблице 3. В этом случае слябы были изготовлены с применением условий процесса, используемых для производства сляба общего назначения, а прокатка в области с рекристаллизацией была выполнена с применением условия среднего обжатия при прокатке за проход 10% или более в диапазоне температур Tnr или выше для всех образцов. Кроме того, для всех образцов применялось воздушное охлаждение до диапазона температур области без рекристаллизации после прокатки в области с рекристаллизацией. Температура Tnr, температура Ar3 и температура Bs были рассчитаны на основе каждого состава сплава в таблице 1 и показаны в таблице 2, и уравнения, используемые для расчета температуры Tnr, температуры Ar3 и температуры Bs в таблице 2. были отдельно описаны ниже в таблице 2.
[Таблица 1]
[Таблица 2]
Уравнение 1: Tnr (°C) = 887 + 464*[C] + 6445*[Nb] - 644*[Nb](1/2) + 732*[V] - 230*[V](1/2) + 890*[Ti] + 363*[Al] - 357*[Si]
Уравнение 2: Ar3(°C) = 910 - 273*[C] - 74*[Mn] - 57*[Ni] - 16*[Cr] - 9*[Mo] - 5[Cu]
Уравнение 3: Bs(°C) = 830 - 270*[C] - 90*[Mn] - 37*[Ni] - 70*[Cr] - 83*[Mo]
(В уравнениях с 1 по 3 [C], [Si], [Mn], [Al], [Ti], [Nb], [V], [Cr], [Mo], и [Cu] относятся к мас.% соответствующих составов сплава, и когда соответствующий компонент состава сплава не содержится, расчет выполняется путем замены значения соответствующего состава сплава на 0).
[Таблица 3]
Для каждого образца из таблицы 3 были измерены микроструктура, предел текучести и предел прочности, коэффициент удлинения и процентное значение сдвига DWTT при -30 ° C, которые показаны в таблице 4. Микроструктуру каждого образца оценивали с помощью структурной фотографии, полученной с помощью оптического микроскопа, и диаграммы распределения зерен по результатам дифракции обратно-рассеянных электронов (EBSD). Предел текучести, предел прочности и коэффициент удлинения оценивали путем проведения испытания на растяжение при комнатной температуре на каждом образце. Предел текучести и предел прочности при растяжении, показанные в таблице 4, относятся к измеренным значениям в направлении, перпендикулярном направлению прокатки. Кроме того, свойства при растяжении и процент вязкого разрушения были оценены путем проведения испытания DWTT при -30 °C на каждом образце.
[Таблица 4]
Можно подтвердить, что образцы с 1 по 12, удовлетворяющие составу сплава и условиям процесса по настоящему раскрытию, содержат от 20 до 60% площади феррита и от 35 до 75% площади бейнита в качестве микроструктуры, содержат 5% площади или меньше островкового мартенсита, и имеют размер зерна 70 мкм или менее для верхних 80% размеров зерен с высокоугловыми границами, исходя из 15°, в центральной части стального листа, предел текучести 485 МПа или более, общий коэффициент удлинения 28% или более, коэффициент равномерного удлинения 9% или более в направлении, перпендикулярном направлению прокатки, и процент сдвига DWTT 85% или более при -30 ° C в направлении, перпендикулярном направлению прокатки, и, таким образом, имеет физические свойства, особенно подходящие в качестве материал для трубопровода в криогенной среде.
Образцы с 13 по 15 и 17 являются образцами в случае, когда удовлетворяет состав сплава по настоящему раскрытию, но охлаждение выполняется в диапазоне температур ниже, чем температура начала охлаждения или температура окончания охлаждения по настоящему изобретению. Можно подтвердить, что в случае образцов 13-15 и 17, были сформированы феррит менее 20% площади и бейнит более 75% площади, размер зерна для верхних 80% размеров зерен с высокоугловыми границами, исходя из 15°, в центральной части стального листа превышал 70 мкм, и, таким образом, коэффициент равномерного удлинения составлял менее 9%.
Образец 16 представляет собой образец в случае, когда состав сплава удовлетворяет требованиям настоящего изобретения, но прокатка в области без рекристаллизации выполнялась в диапазоне температур ниже конечной температуры прокатки в области без рекристаллизации по настоящему изобретению, и охлаждение началось в диапазоне температур ниже, чем температура начала охлаждения по настоящему изобретению, так что охлаждение закончилось в диапазоне температур выше, чем температура прекращения охлаждения по настоящему изобретению. Можно подтвердить, что в случае Образца 16 был сформирован феррит более 60% площади, так что предел текучести был менее 485 МПа.
Можно подтвердить, что образцы с 18 по 21, которые являются образцами, которые не удовлетворяют составу сплава и условиям процесса настоящего раскрытия, не обеспечивают микроструктуру и физические свойства, желаемые в настоящем изобретении.
Можно подтвердить, что образцы 22 и 23 удовлетворяют составу сплава по настоящему изобретению, но имеют толщину стального листа, превышающую 20 мм, так что феррит образуется чрезмерно.
Фиг. 1 представляет собой фотографию образца 2, наблюдаемую с помощью оптического микроскопа, а на фиг. 2 представляет собой графики, иллюстрирующие результаты, полученные путем измерения размеров зерен с высокоугловыми границами зерен, исходя из 15°, образца 2 с использованием EBSD. Как показано на графиках фиг. 2, можно подтвердить, что средний размер зерен имеющих высокоугловые границы зерен Образца 2 составляет 22,3 мкм, а размер зерен верхних 80% размеров зерен с высокоугловыми границами составляет 40,5 мкм.
Фиг. 3 представляет собой фотографию Образца 18, наблюдаемого с помощью оптического микроскопа, а Фиг. 4 представляет собой графики, иллюстрирующие результаты, полученные путем измерения размеров зерен с высокоугловыми границами зерен, исходя из 15°, образца 18 с использованием EBSD. Как показано на графиках фиг. 4, можно подтвердить, что средний размер зерен имеющих высокоугловые границы зерен Образца 18 составляет 38 мкм, а размер зерен верхних 80% размеров зерен с высокоугловыми границами составляет 93 мкм.
Следовательно, согласно примерному варианту осуществления в настоящем изобретении, стальной лист особенно подходит в качестве материала для трубопровода, имея предел текучести 485 МПа или более, общий коэффициент удлинения 28% или более, коэффициент равномерного удлинения 9% или более в направлении, перпендикулярном направлению прокатки, и процент вязкого разрушения DWTT 85% или более при -30 ° C в направлении, перпендикулярном направлению прокатки, несмотря на то, что он имеет толщину менее 20 мм, и может быть предложен способ его производства.
Хотя настоящее изобретение было подробно описано с помощью примерного варианта осуществления, также возможны другие типы примерных вариантов осуществления. Следовательно, технический смысл и объем формулы изобретения, приведенной ниже, не ограничиваются примерными вариантами осуществления.

Изобретение относится к области металлургии, а именно к листу высокопрочной стали толщиной менее 20 мм, имеющему превосходные низкотемпературную вязкость разрушения и коэффициент удлинения, используемому для изготовления трубопроводов. Лист содержит, мас.%: 0,05-0,1 углерода (C), 0,05-0,5 кремния (Si), 1,4-2,0 марганца (Mn), 0,01-0,05 алюминия (Al), 0,005-0,02 титана (Ti), 0,002-0,01 азота (N), 0,04–0,07 ниобия (Nb), 0,05-0,3 хрома (Cr), 0,05-0,4 никеля (Ni), 0,02 или менее фосфора (P), 0,005 или менее серы (S), 0,0005-0,004 кальция (Ca), при необходимости 0,3 или менее молибдена (Мо), остальное железо (Fe) и неизбежные примеси. Микроструктура листа содержит от 20 до 60 % площади феррита, от 35 до 75 % площади бейнита и 4,5 % площади или менее мартенситно-аустенитной составляющей. Более 80 % зерен, имеющих высокоугловые границы 15°, в центральной части листа, представляющей собой область, расположенную от поверхности на расстоянии от t/4 до 3t/4, где t – толщина листа, имеют размер зерна 70 мкм или менее. Лист обладает общим коэффициентом удлинения, составляющим 28 % или более, коэффициентом равномерного удлинения в направлении, перпендикулярном направлению прокатки, составляющим 9 % или более, и процентом вязкого сдвига при испытании на разрыв падающим грузом (DWTT) при -30 °C в направлении, перпендикулярном направлению прокатки, составляющим 85 % или более. 2 н. и 5 з.п. ф-лы, 4 ил., 4 табл., 1 пр.
1. Лист высокопрочной стали, имеющий превосходные низкотемпературную вязкость разрушения и коэффициент удлинения, содержащий:
мас.%: 0,05-0,1 углерода (C), 0,05-0,5 кремния (Si), 1,4-2,0 марганца (Mn), 0,01-0,05 алюминия (Al), 0,005-0,02 титана (Ti), 0,002-0,01 азота (N), 0,04–0,07 ниобия (Nb), 0,05-0,3 хрома (Cr), 0,05-0,4 никеля (Ni), 0,02 или менее фосфора (P), 0,005 или менее серы (S), 0,0005-0,004 кальция (Ca), остальное железо (Fe) и неизбежные примеси, и
от 20 до 60 % площади феррита и от 35 до 75 % площади бейнита и 4,5 % площади или менее мартенситно-аустенитной составляющей в качестве микроструктуры,
при этом более 80 % зерен, имеющих высокоугловые границы 15°, в центральной части листа, представляющей собой область, расположенную от поверхности на расстоянии от t/4 до 3t/4, где t – толщина листа, имеют размер зерна 70 мкм или менее,
при этом стальной лист опционально содержит 0,3 мас.% или менее молибдена (Мо),
при этом толщина листа высокопрочной стали меньше 20 мм,
причем общий коэффициент удлинения листа высокопрочной стали составляет 28 % или более, и
коэффициент равномерного удлинения листа высокопрочной стали в направлении, перпендикулярном направлению прокатки, составляет 9 % или более,
при этом процент вязкого сдвига листа высокопрочной стали при испытании на разрыв падающим грузом (DWTT) при -30 °C в направлении, перпендикулярном направлению прокатки стального листа, составляет 85 % или более.
2. Лист высокопрочной стали по п. 1, в котором предел текучести листа высокопрочной стали составляет 485 МПа или более.
3. Способ изготовления листа высокопрочной стали, имеющего превосходные низкотемпературную вязкость разрушения и коэффициент удлинения, по п. 1, включающий:
подогрев сляба, содержащего, мас.%: 0,05-0,1 углерода (C), 0,05-0,5 кремния (Si), 1,4-2,0 марганца (Mn), 0,01-0,05 алюминия (Al), 0,005-0,02 титана (Ti), 0,002-0,01 азота (N), 0,04–0,07 ниобия (Nb), 0,05-0,3 хрома (Cr), 0,05-0,4 никеля (Ni), 0,02 или менее фосфора (P), 0,005 или менее серы (S), 0,0005-0,004 кальция (Ca), остальное железо (Fe) и неизбежные примеси;
поддержание и извлечение сляба;
прокатку в области рекристаллизации поддерживаемого и извлеченного сляба в диапазоне температур Tnr или выше;
прокатку в области без рекристаллизации прокатанного в области рекристаллизации материала с общей степенью обжатия 30 % или более; и
охлаждение прокатанного в области без рекристаллизации стального листа со скоростью охлаждения 10-50 °C/с от температурного диапазона начала охлаждения (Ar3 + 30 °C) или более до температурного диапазона от (Bs – 80 °C) до Bs,
при этом прокатка в области без рекристаллизации начинается в диапазоне температур Tnr или ниже и заканчивается в диапазоне температур (Ar3+100 °C) или выше, при этом температура Tnr, температура Ar3 и температура Bs рассчитываются по выражениям (1)-(3), где
Выражение (1): Tnr (°C) = 887 + 464*[C] + 6445*[Nb] - 644*[Nb](1/2) + 732*[V] - 230*[V](1/2) + 890*[Ti] + 363*[Al] - 357*[Si];
Выражение 2: Ar3(°C) = 910 - 273*[C] - 74*[Mn] - 57*[Ni] - 16*[Cr] - 9*[Mo] - 5[Cu];
Выражение 3: Bs(°C) = 830 - 270*[C] - 90*[Mn] - 37*[Ni] - 70*[Cr] - 83*[Mo],
при этом в выражениях (1)-(3) [C], [Si], [Mn], [Al], [Ti], [Nb], [V], [Cr], [Mo], и [Cu] относятся к мас.% соответствующих составов сплава, и, когда соответствующий компонент состава сплава не содержится, расчет выполняется путем замены значения соответствующего состава сплава на 0,
причем сляб опционально содержит 0,3 мас.% или менее молибдена (Мо),
при этом толщина листа высокопрочной стали составляет менее 20 мм,
причем общий коэффициент удлинения листа высокопрочной стали составляет 28 % или более, и
коэффициент равномерного удлинения листа высокопрочной стали в направлении, перпендикулярном направлению прокатки, составляет 9 % или более,
при этом процент вязкого сдвига листа высокопрочной стали при испытании на разрыв падающим грузом (DWTT) при -30 °C в направлении, перпендикулярном направлению прокатки стального листа, составляет 85 % или более.
4. Способ по п. 3, отличающийся тем, что диапазон температур подогрева сляба составляет 1140–1200 °C.
5. Способ по п. 3, отличающийся тем, что диапазон температур выдержки и извлечения сляба составляет 1140-1200 °C.
6. Способ по п. 3, отличающийся тем, что в области рекристаллизации выполняют многопроходную прокатку, причем средний коэффициент обжатия каждого прохода составляет 10 % или более.
7. Способ по п. 3, в котором материал, прокатанный в области рекристаллизации, охлаждают до диапазона температур Tnr или ниже путем охлаждения на воздухе.
| KR 20140083540 A, 04.07.2018 | |||
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2518830C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ С ПРЕВОСХОДНОЙ ВЯЗКОСТЬЮ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ И ПРЕВОСХОДНОЙ ВЯЗКОСТЬЮ В ЗОНЕ ТЕРМИЧЕСКОГО ВЛИЯНИЯ СВАРНОГО ШВА (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ ТАКОЙ СТАЛИ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ УКАЗАННОЙ СТАЛИ, ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ТРУБА (ВАРИАНТ) И СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ СТАЛЬНОЙ ТРУБЫ | 2003 |
|
RU2258762C2 |
| KR 20130073472 A, 03.07.2013. | |||

