Настоящее изобретение относится к производству стальных листов с очень высокой прочностью, обладающих одновременно механической прочностью и деформируемостью, которые позволяют производить холодную прокатку. В частности, изобретение касается сталей с механической прочностью свыше 900 МПа, пределом текучести свыше 700 МПа и однородным удлинением свыше 12%. Транспортные средства, в частности, наземные автотранспортные средства (автомобили, зерноуборочные комбайны, прицепы, полуприцепы…) являются, в частности, сферой применения таких стальных листов, в которой они используются в виде конструкционных деталей, элементов усиления, в частности для производства стойких к истиранию деталей.
Жесткие требования о сокращении выбросов парниковых газов в сочетании с ростом требований к безопасности автомобилей, а также стоимость топлива подвигли конструкторов наземных автотранспортных средств к возрастающему применению сталей с улучшенной механической прочностью в производстве кузовов для снижения толщины деталей и, следовательно, веса транспортных средств при сохранении показателей механической прочности конструкции. При такой перспективе стали, сочетающие повышенную прочность с деформируемостью, достаточной для обработки с приданием формы без растрескивания, приобретают все большее значение. Таким образом в течение определенного времени было последовательно предложено несколько групп сталей с разными уровнями механической прочности. В эти группы входят двухфазные стали (DP), стали TRIP (пластичность, наведенная превращением), многофазные стали, и даже стали с низкой плотностью (FeAl).
Для удовлетворения требования по облегчению транспортных средств необходимо располагать сталями со все более возрастающей прочностью для компенсации снижения толщины. Между тем известно, что для углеродистых сталей увеличение механической прочности сопровождается, как правило, потерей пластичности. Кроме того конструкторы наземных автотранспортных средств создают детали все более сложной формы, что требует применения сталей с повышенным уровнем пластичности.
Можно принять к сведению патент WO 2012164579, в котором раскрыты микроструктура преимущественно из бейнита для стали следующего химического состава: C: 0,25-0,55; Si: 0,5-1,8; Mn: 0,8-3,8; Cr: 0,2-2,0; Ti: 0,0-0,1; Cu: 0,0-1,2; V: 0,0-0,5; Nb: 0,0-0,06; Al: 0,0-2,75; N<0,004; P:<0,025; S:<0,025, и горячий способ производства такой бейнитной стали, включающий в себя стадии охлаждения намотанного в рулон листа до комнатной температуры, при этом бейнитное превращение происходит во время охлаждения. Бейнитная микроструктура в рамках этого патента обеспечивается горячим способом, в результате чего получают толстый лист с повышенной прочностью. Холодная прокатка для уменьшения толщины листа требует очень больших усилий, а горячекатаный лист не позволяет удовлетворить требования по снижению веса для соблюдения запросов автомобильного сектора.
С другой стороны, известен патент EP 1553202, в котором речь идет о стали с очень высокой прочностью и высоким сопротивлением водородному охрупчиванию, содержащей: 0,06-0,6 мас. % C; 0,5-3 мас. % Si + Al; 0,5-3 мас. % Mn; менее 0,15 мас. % P; менее 0,02 мас. % S, микроструктура содержит более 3% остаточного аустенита, более 30% бейнитного феррита и предпочтительно менее 50% полигонального феррита на единицу поверхности. Произведенные по этому изобретению стали обладают большим разбросом механических свойств из-за наличия широких окон, относящихся к химическому составу и металлургическому маршруту, т.е. к производственным параметрам.
Целью настоящего изобретения является решение названных выше проблем. Изобретение направлено на получение холоднокатаной стали с механической прочностью более 900 МПа, пределом текучести более 700 МПа в сочетании с однородным удлинением более 12%. Также изобретение направлено преимущественно на создание стали, характеризующейся устойчивым производством. Надежность производственного маршрута является главным элементом изобретения.
Таким образом, снижается производственная себестоимость, упрощаются термомеханические схемы производства, которые обладают малым разбросом.
Следовательно, предметом изобретения является холоднокатаный и отожженный стальной лист с механической прочностью более или равной 900 МПа, пределом текучести более 700 МПа и однородным удлинением более или равным 12%, при этом в состав стали входят (в мас. %): 0,26%≤C≤0,45%, предпочтительно 0,26%≤C≤0,35%; 1,0%≤Mn≤3,0%, предпочтительно 1,4%≤Mn≤2,6%; 1,0%≤Si≤3,0%, предпочтительно 1,4%≤Si≤1,8%; Al≤0,1%; Cr≤1,5%, предпочтительно Cr≤0,5%; S≤0,005%; P≤0,020%; Nb≤0,1%, предпочтительно Nb≤0,05%; Ti≤0,02%; V≤0,015%; N≤0,01%, остальное - железо и неизбежные при выплавке примеси, при условии, что 256×C+47×Mn+150×Cr+2260×Nb>142, при этом микроструктура состоит, в отнесенных к единице поверхности величинах, из 13-25% остаточного аустенита, 13-30% островков из мартенсита и остаточного аустенита, остальное - феррит и бейнит.
Предпочтительно в стали согласно изобретению содержится не более 30% феррита.
Предпочтительно общий предел удлинения стали согласно изобретению составляет более 14, даже 15%.
Предпочтительно предусмотрено покрытие из цинка или цинкового сплава, или покрытие из алюминия или его сплава.
Также предметом изобретения является способ изготовления стального холоднокатаного и отожженного листа с прочностью более или равной 900 МПа, пределом текучести более 700 МПа и удлинением более или равным 12%, включающий в себя следующие стадии:
- подготовка стали соответствующего состава,
- разливка стали в виде полуфабриката,
- нагрев полуфабриката до температуры Trech, составляющей от 1150 до 1275°C, для получения нагретого полуфабриката,
- горячая прокатка нагретого полуфабриката, при этом температура Tfl в конце горячей прокатки превышает или равна 850°C, с получением горячекатаного листа,
- наматывание в рулон горячекатаного листа при температуре Tbob, составляющей от 540 до 590°C, для получения намотанного в рулон горячекатаного листа,
- охлаждение намотанного в рулон горячекатаного листа до комнатной температуры,
- не обязательно, так называемый базовый отжиг намотанного в рулон горячекатаного листа таким образом, чтобы лист отжигался при температуре от 400 до 700°C в течение от 5 до 24 часов,
- сматывание и очистка отожженного, намотанного в рулон горячекатаного листа для его подготовки к холодной прокатке,
- холодная прокатка горячекатаного листа при степени обжатия от 30 до 80% для получения холоднокатаного листа,
- отжиг холоднокатаного листа при его нагреве со скоростью Vc от 2 до 50°C/сек. до температуры Tsoaking, составляющей от 760 до 1100°C, в течение времени tsoaking от 60 до 600 секунд и
- охлаждение холоднокатаного листа со скоростью от 20 до 1000°C/сек. таким образом, чтобы конечная температура охлаждения TOA составила от 360 до 440°C,
при условии, что:
Tsoaking<1,619 (TOA-T1), где T1=-206 C-43 Mn-164 Cr-896 Nb,
Tsoaking>1,619 (TOA-T2), где T2=50 C+4 Mn-14 Cr+1364 Nb-132,
температура в °C, химический состав в массовых процентах,
- выдержка холоднокатаного листа в температурном диапазоне от 360 до 440°C в течение времени tOA,составляющем от 100 до 2000 секунд.
Предпочтительно выдерживать такой лист при конечной температуре TOA охлаждения изотермическим способом при температуре от 360 до 440°C в течение от 100 до 2000 секунд.
Предпочтительно конечная температура Tfl прокатки равна 900°C или более.
Предпочтительно отожженный лист охлаждают до комнатной температуры перед нанесением покрытия из цинка или его сплава соответствующим способом, например, способом электролитического осаждения или физико-химическим способом.
Необязательно холоднокатаный отожженный лист может наноситься покрытие из цинка или его сплава гальваническим способом путем погружения в расплав перед охлаждением до комнатной температуры.
Необязательно холоднокатаный отожженный лист можно покрывать алюминием или его сплавом способом алитирования путем погружения в расплав перед охлаждением до комнатной температуры.
Необязательно отожженный лист повторно прокатывают в холодном состоянии при степени обжатия от 0,1 до 3%.
Затем предпочтительно отжигают отожженный и, при необходимости, имеющий покрытие лист при температуре Tbase выдержки, составляющей от 150 до 190°C, в течение времени tbase выдержки от 10 до 48 часов.
Необязательно можно подвергать горячей штамповке лист после его отжига при температуре Tsoaking и перед охлаждением при скорости Vc.
Лист согласно изобретению, который был прокатан в холодном состоянии и отожжен или был получен способом согласно изобретению, применяется в производстве деталей для наземных автотранспортных средств.
Другие признаки и преимущества изобретения станут очевидными из приводимого ниже описания.
Согласно изобретению содержание углерода составляет от 0,26 до 0,45 мас. %. Если содержание углерода согласно изобретению составит менее 0,26 мас. %, то механическая прочность будет недостаточной и доля остаточного аустенита окажется недостаточной для обеспечения однородного удлинения свыше 12%. При содержании свыше 0,45% свариваемость снижается, так как образуются микроструктуры с малой вязкостью в зоне термического воздействия или в зоне расплавления в случае контактной сварки. Согласно предпочтительному вариант выполнения содержание углерода составляет от 0,26 до 0,35%. В пределах этого диапазона свариваемость удовлетворительна, стабильность аустенита оптимизирована, доля мартенсита лежит в предусмотренном изобретением диапазоне.
Марганец представляет собой элемент, упрочняющийся твердым раствором замещения, он стабилизирует аустенит и понижает температуру превращения Ac3. Следовательно, марганец способствует повышению механической прочности. Согласно изобретению для получения требуемых механических свойств его минимальное содержание должно составлять 1,0%. Однако при содержании свыше 3,0% его аустенитообразующая способность вызывает образование очень выраженной полосчатой структуры, способной ухудшать деформируемость автомобильной детали, также снижается при этом способность к нанесению покрытий. Предпочтительно при содержании марганца от 1,4 до 2,6% можно комбинировать удовлетворительную механическую прочность без риска образования неблагоприятных полосчатых структур с обработкой с приданием формы и без повышения прокаливаемости сваренных сплавов, что снизило бы способность к сварке листа по изобретению.
Стабилизация остаточного аустенита стала возможной благодаря добавке кремния, который существенно задерживает выделение карбидов во время циклов отжига, в частности, во время бейнитного превращения. Это происходит от того, что растворимость кремния в цементите очень низкая и что этот элемент повышает активность углерода в аустените. Следовательно, любому образованию цементита предшествует стадия выхода кремния на поверхность раздела. Таким образом обогащение аустенита углеродом ведет к его стабилизации при комнатной температуре в отожженном стальном листе. Вследствие этого приложение наружной нагрузки, например, обработка с приданием формы, приведет к превращению данного аустенита в мартенсит. В результате такого превращения возрастает также сопротивление повреждениям. В отношении предусмотренных изобретением свойств добавка кремния в количестве свыше 3,0% вызовет существенное образование феррита и не будет достигнута требуемая механическая прочность, более того образуются оксиды с сильной сцепляющей способностью, способные вызвать поверхностные дефекты, минимальное содержание должно также составлять 1,0% для обеспечения стабилизирующего влияния на аустенит. Предпочтительно содержание кремния должно составлять от 1,4 до 1,8% для оптимизации приведенных выше эффектов.
Содержание хрома должно быть ограничено на уровне 1,5%, данный элемент позволяет контролировать образование проэвтектоидного феррита при охлаждении во время отжига с указанной температуры Tsoaking выдержки, в повышенном количестве феррит снижает необходимую механическую прочность листа согласно изобретению.
Кроме того данный элемент позволяет упрочнить и измельчить бейнитную микроструктуру. Предпочтительно содержание хрома составляет менее 0,5% по причине стоимости и во избежание чрезмерного упрочнения.
Никель и медь обладают в значительной степени схожим эффектом, что и марганец. Эти оба элемента присутствуют в остаточных количествах.
Содержание алюминия ограничено на уровне 0,1 мас. %, этот элемент является мощным образователем альфа-фазы и способствует образованию феррита. Повышенное содержание алюминия повышает точку Ac3 и таким образом удорожает промышленный процесс с точки зрения подачи энергии для отжига. Кроме того считается, что алюминий в повышенном количестве повышает эрозию огнеупоров и риск забивания разливочных стаканов при разливке стали перед прокаткой. Кроме того алюминий отрицательно сегрегирует и может вызывать макросегрегации. В избыточном количестве алюминий уменьшает пластичность в горячем состоянии и повышает риск образования дефектов при непрерывной разливке. Без тщательного контроля за условиями разливки дефекты типа микросегрегации и макросегрегации приводят в итоге к сегрегации в центральной части отожженного стального листа. Такая центральная полоса будет обладать большей твердостью, чем окружающая матрица, и снизит деформируемость материала.
При содержании серы в количестве свыше 0,005% пластичность снижается из-за избыточного присутствия сульфидов, таких, как MnS, так называемых сульфидов марганца, которые снижают способность к деформации.
Фосфор представляет собой элемент, который упрочняется в твердом растворе, но который существенно снижает способность к точечной сварке и пластичность в горячем состоянии, в частности, вследствие его способности к сегрегации по границам зерен или к совместной сегрегации с марганцем. Вследствие этого его содержание ограничивают на уровне 0,020% для обеспечения хорошей способности к точечной сварке.
Ниобий является микролегирующим элементом, обладающим способностью образовывать дисперсные выделения, которые вместе с углеродом и/или азотом вызывают упрочнение. Эти выделения, присутствующие уже в процессе горячей прокатки, задерживают рекристаллизацию при отжиге и, следовательно, измельчают микроструктуру, что способствует упрочнению материала. Кроме того ниобий позволяет улучшить способность продукта к удлинению, что обеспечивает отжиг при высокой температуре без снижения показателей удлинения из-за измельчения структуры. Тем не менее, содержание ниобия должно быть ограничено величиной 0,1% для исключения слишком больших усилий при горячей прокатке, а также по экономическим причинам. Предпочтительно содержание ниобия составляет менее 0,05% для предупреждения слишком значительного упрочнения холоднокатаного листа и по экономическим соображениям. Согласно другому варианту выполнения предпочтительно, чтобы содержание ниобия превысило или было равно 0,001%, что обеспечит упрочнение феррита в случае его присутствия и достижение требуемого упрочнения.
Другие микролегирующие элементы, такие, как титан и ванадий, ограничены максимальным содержанием соответственно 0,02% и 0,015%, поскольку этим элементам присущи те же преимущества, что и ниобию, но они обладают способностью снижать пластичность продукта. Кроме того такое ограничение экономически выгодно.
Содержание азота ограничено величиной 0,01% для предупреждения процессов старения материала, для минимизации выделения нитридов алюминия (AlN) во время затвердевания и, следовательно, для исключения охрупчивания полуфабриката.
Остальная часть состава представляет собой железо и неизбежные при выплавке примеси.
Согласно изобретению микроструктура стали должна содержать, в отнесенных к единице поверхности количествах, от 13 до 25% аустенита. Если содержание остаточного аустенита менее 13%, то однородное удлинение составит менее 12%. Если же оно выше 25%, то остаточный аустенит будет нестабильным из-за не достаточного обогащения углеродом и вследствие этого снизится пластичность стали, предел текучести будет меньше 700 МПа.
Кроме того сталь согласно изобретению должна содержать от 13 до 30% островков из остаточного аустенита и мартенсита, при этом не имеет значения, образовался ли последний недавно или ранее. Если содержание островков из остаточного аустенита и мартенсита менее 13%, то механическая прочность в размере 900 МПа не будет достигнута, если же это содержание превысит 30%, то однородное удлинение составит менее 12%.
Оставшаяся часть микроструктуры образована бейнитом и при необходимости ферритом. Предпочтительно феррит, если он присутствует, является ферритом полигонального типа.
Лист согласно изобретению может быть изготовлен любым подходящим способом. Например, можно применять способ согласно изобретению, содержащий описанные ниже стадии.
Сначала готовят сталь с составом согласно изобретению. Затем из этой стали отливают полуфабрикат. Разливка может осуществляться в слитки или непрерывным способом в слябы.
Затем отлитые полуфабрикаты могут быть нагреты до температуры Trech свыше 1150°C для получения повторно нагретого полуфабриката для обеспечения в любой точке температуры, благоприятной для повышенной деформации стали при прокатке. Этот температурный интервал может находиться в аустенитной области. Однако в том случае, когда температура Trech превышает 1275°C, происходит нежелательный рост аустенитных зерен, что приводит к появлению более крупной конечной структуры и к возрастанию рисков образования дефектов на поверхности из-за присутствия жидкого оксида. Конечно, возможно также проводить горячую прокатку непосредственно после разливки без необходимости повторного нагрева сляба.
Полуфабрикат подвергают горячей прокатке в температурной области, в которой структура стали остается полностью аустенитной, если при этом конечная температура Tfl прокатки составляет менее 850°C, усилия прокатки являются очень значительными и способны вызвать значительное потребление энергии. Предпочтительно соблюдать конечную температуру прокатки свыше 900°C.
После этого наматывают горячекатаный продукт при температуре TBOB, составляющей от 540 до 590°C. Этот температурный интервал позволяет обеспечивать ферритные, бейнитные или перлитные превращения во время квази-изотермической выдержки с последующим наматыванием, сопровождающимся медленным охлаждением для минимизации мартенситной доли после охлаждения. При температуре наматывания свыше 590°C происходит образование нежелательных оксидов на поверхности. Если температура наматывания слишком мала и составляет менее 540°C, то твердость продукта после охлаждения повышается, вследствие чего возрастают необходимые усилия при последующей холодной прокатке.
Затем при необходимости очищают горячекатаный продукт известным способом.
При необходимости проводят промежуточный базовый отжиг горячекатаного листа в рулоне при температуре от TRB1 до TRB2, при этом TRB1=400°C и TRB2=700°C, в течение от 5 до 24 часов.
Такая термообработка позволяет получить механическую прочность ниже 1000 МПа в любой точке горячекатаного листа, при этом отклонение по твердости между центральной частью листа и его кромками минимизировано. Это существенно упрощает последующую холодную прокатку благодаря снижению твердости образовавшейся структуры.
После этого проводят холодную прокатку при степени обжатия предпочтительно от 30 до 80%.
Затем холоднокатаный продукт нагревают предпочтительно в установке непрерывного отжига при средней скорости нагрева Vc от 2 до 50°C в секунду. В связи с приведенной ниже температурой Tsoaking отжига такой диапазон скорости нагрева позволяет проводить рекристаллизацию и адекватное измельчение структуры. При скорости менее 2°C/сек. можно избежать риска обезуглероживания поверхности. При скорости более 50°C/сек. исключается присутствие следов не прошедшей рекристаллизации и карбидов, нерастворимых во время выдержки, что может иметь своим следствием уменьшение доли остаточного аустенита.
Нагрев производится до температуры Tsoaking отжига, составляющей от 760 до 1100°C. Если температура Tsoaking отжига составляет менее 760°C, то отмечается присутствие не рекристаллизованных фаз, снижающих удлинение. И, наоборот, если температура Tsoaking отжига выше 1100°C, то размер аустенитных зерен значительно возрастает, что вредно для измельчения конечной микроструктуры и, следовательно, для уровня предела текучести.
Время tsoaking выдержки, составляющее от 60 до 600 секунд, при температуре Tsoaking достаточно для растворения предварительно образовавшихся карбидов и главным образом для достаточного превращения в аустенит. При времени менее 60 секунд растворение карбидов будет недостаточным. С другой же стороны, время выдержки свыше 600 секунд трудно совместить с требованиями к производительности оборудования для непрерывного отжига, в частности, к скорости прохождения рулона. Следовательно, время выдержки tsoaking составляет от 60 до 600 секунд.
В конце выдержки для отжига лист охлаждают до температуры TOA, составляющей от TOA1=360°C до TOA2=440°C, при этом скорость охлаждения Vref достаточно высокая для исключения образования перлита. Поэтому эта скорость охлаждения составляет от 20 до 1000°C/сек. При скорости свыше 1000°C/сек. трудно обеспечить с точностью требуемую температуру TOA. При температуре ниже 360°C доля бейнита становится слишком значительной, доля остаточного аустенита недостаточна и в результате его стабильность становится слишком большой. Следовательно, показатели удлинения являются недостаточными, т.е. однородное удлинение составляет менее 12%. При температуре свыше 440°C доля бейнита становится слишком малой для стабилизации достаточной доли аустенита, но она способствует вредному присутствию слишком большой доли мартенсита. Таким образом, оказываются недостаточными пределы текучести или показатели удлинения.
Время tOA выдержки в температурном интервале TOA1(°C)-TOA2(°C) должно составлять более 100 секунд для обеспечения бейнитного превращения и, следовательно, для стабилизации аустенита в результате его обогащения углеродом. Это время должно быть также менее 200 секунд для предупреждения выделения карбидов, что могло бы иметь своим следствием уменьшение доли остаточного аустенита и, следовательно, ухудшение пластичности продукта.
Сочетание температуры Тsoaking отжига с температурой выдержки при ТОА выбирается таким, как оно определяется следующими соотношениями (1) и (2):
Соотношение 1:
Т0soaking < 1,619 (TOA – T1), где T1 = - 206 C – 43 Mn – 164 Cr – 896 Nb
Соотношение 2:
Т0soaking > 1,619 (TOA – T2), где T2 = 50 C + 4 Mn – 14 Cr + 1364 Nb – 132,
при этом температура указана в 0С, химический состав - в массовых процентах. Предпочтительно выдержка проводится изотермическим способом.
Соблюдение этих соотношений между химическим составом, температурами отжига Тsoaking и выдержки ТОА позволяет обеспечить стабильными прочность свыше 900 МПа, предел текучести свыше 700 МПа и однородное удлинение свыше 12%. Это – существенный момент изобретения, так как он обеспечивает стабильность производственного металлургического маршрута при получении листа без разных механических характеристик из-за разброса процесса производства по температурным диапазонам и по элементам химического состава.
Другой альтернативой могло бы стать нанесение покрытия из цинка или его сплава (при содержании цинка более 50 мас.%) путём погружения в расплав перед охлаждением до комнатной температуры. Предпочтительно, чтобы можно было также наносить покрытие из цинка или его сплава любым из известных электролитических способов или физико-химических способов на отожженный лист без покрытия. Покрытие на основе алюминия или его сплава (при содержании алюминия более 50 мас.%) может наноситься также погружением в расплав.
Затем проводят предпочтительно в качестве термообработки последующий базовый отжиг холоднокатаного отожжённого листа, при необходимости, содержащего покрытие, при температуре Тbase выдержки от 150 до 1900С в течение времени tbase выдержки от 10 до 48 часов для повышения предела текучести и способности к сгибанию. Такая обработка называется ниже последующим базовым отжигом.
Ниже настоящее изобретение поясняется с помощью не ограничивающих примеров.
Примеры
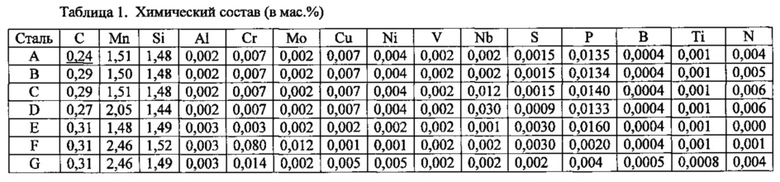
Были выплавлены стали, состав которых приведён в нижеследующей таблице с указанием в массовых процентах. В таблице 1 указан химический состав стали, из которой были изготовлены листы по изобретению.
Листы с приведенными выше составами были изготовлены в соответствии с производственными условиями, указанными в таблице 2.
Исходя из этих составов некоторые стали отжигались в разных условиях. Условия перед горячей прокаткой идентичны нагреву от 1230 до 1275°C, конечной температуре прокатки от 930 до 990°C и температуре наматывания от 550 до 580°C. Все горячекатаные продукты были очищены, затем с учетом сорта стали подвергнуты непосредственно холодной прокатке или отожжены перед холодной прокаткой со степенью обжатия от 60 до 70%.
В таблице 2 приведены также условия изготовления отожженных листов после холодной прокатки с использованием следующих обозначений:
- температура нагрева: Trech
- конечная температура прокатки: Tfl
- температуры наматывания: Tвов
- температура базового отжига: TRB
- время выдержки при TRB: tRB
- степень обжатия при холодной прокатке
- скорость нагрева: VC
- температура выдержки: Tsoaking
- время выдержки при Tsoaking: tsoaking
- скорость охлаждения: Vref
- конечная температура охлаждения: TOA
- время выдержки при температуре TOA: tOA
- температуры, рассчитанные с помощью соотношений 1 и 2.
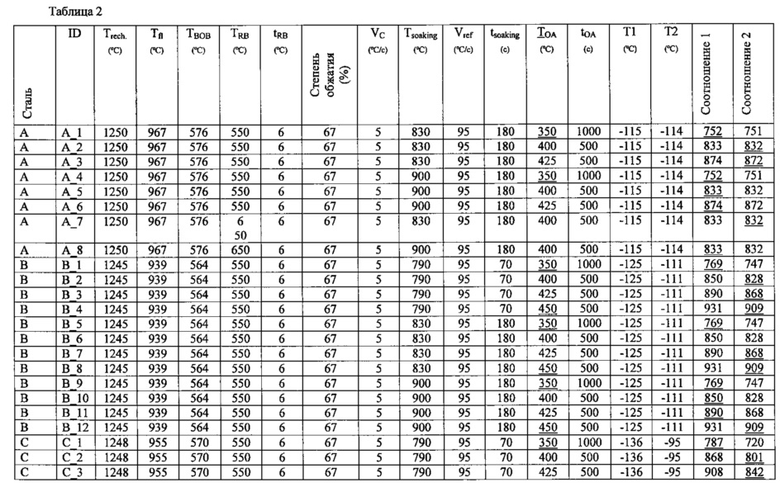
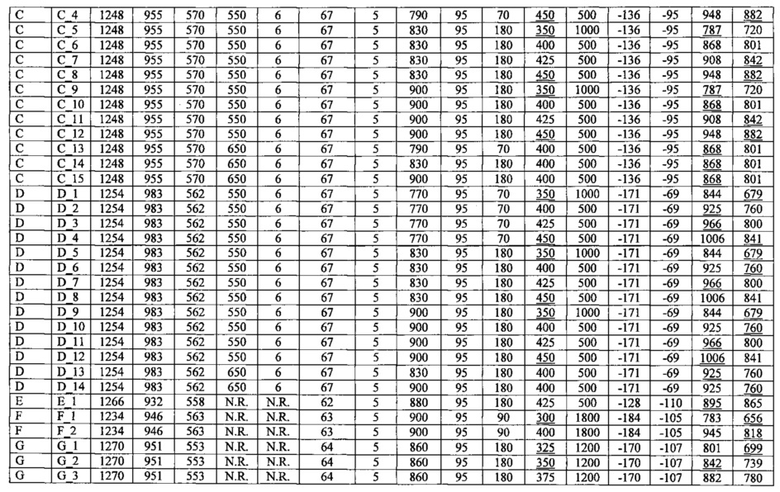

Индексы A1-A8, B1-B5, B7-B12, C1-C5, C7-C10, C12, C13, D1, D3-D5, D8, D9, D12, F1, G1, G2, G5, G6 в таблице 2 обозначают стальные листы, произведенные не в соответствии с изобретением из сталей, составы которых приведены в таблице 1. Не соответствующие изобретению параметры подчеркнуты.
Следует отметить, что индексы D1 и D5 не соответствуют изобретению, так как конечная температура TOA охлаждения ниже 360°C, что способствует образованию в большом количестве бейнитного феррита и в небольшом количестве остаточного аустенита, ограничивающего вследствие этого пластичность листа.
Также следует отметить, что оба индекса C12 и D12 не соответствуют изобретению, так как конечная температура TOA охлаждения превышает 440°C, что способствует образованию в небольшом количестве бейнитного феррита и не стабильного остаточного аустенита, что, следовательно, ограничивает пластичность и предел текучести листа.
Дополнительно необходимо отметить, что индексы A5, A6, A8, B10, B11, C10 и C15 не соответствуют изобретению, так как температура Tsoaking ниже рассчитанной в соответствии с соотношением 1 температуры и зависит от их соответствующего состава.
Также следует отметить, что индексы A2, A3, A7, B2, B3, B7, C2, C3, C7, C13, D3, G5 не соответствуют изобретению, поскольку температура Tsoaking превышает рассчитанную в соответствии с соотношением 2 температуру и зависит также от их соответствующего состава.
Наконец необходимо отметить, что индексы A1, A4, B1, B4, B5, B7, B9, B12, C1, C4, C5, C8, C9, D4, D8, D9, F1, G1, G2, G6 не соответствуют изобретению, так как конечная температура TOA охлаждения не входит в диапазон 330-440°C, а температура Tsoaking выдержки либо ниже температуры, рассчитанной с помощью соотношения 1, либо выше температуры, рассчитанной с помощью соотношения 2, что приводит к упомянутым выше негативным последствиям.
Примеры B6, C6, C11, C14, D2, D6, D7, D10, D11, D13, D14, E1, F2, G3, G4 соответствуют изобретению.
После этого замерили механические свойства с использованием образца типа ISO 12,5×50. Одноосные растяжения, позволяющие получать такие механические свойства, были проведены в направлении, параллельном направлению холодной прокатки.
Полученные при растяжении механические свойства представлены в нижеследующей таблице 3, в которой использованы следующие сокращения:
- предел текучести: Re
- механическая прочность: Rm
- однородное удлинение: Al. Unif.
- общее удлинение: Al. Total.
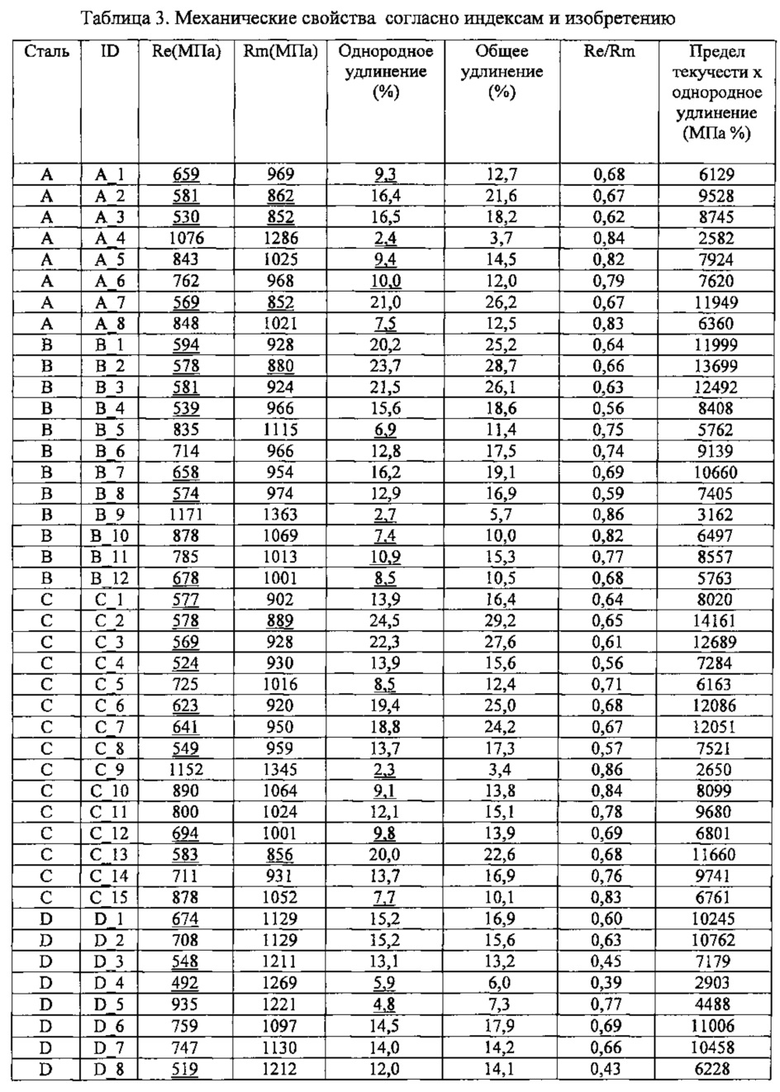
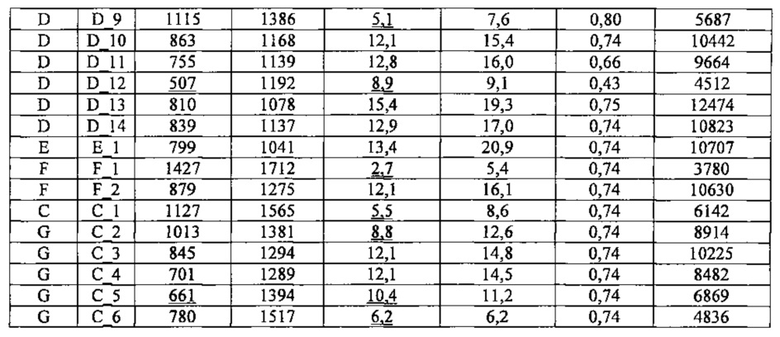
Индексы A1-A8, B1-B5, B7-B12, C1-C5, C7-C10, C12, C13, C15, D1, D3-D5, D8, D9, D12, F1, G1,G2, G5, G6 в таблице 3 обозначают стальные листы, изготовленные в соответствии с приведенными в таблице 2 условиями, из сталей, составы которых даны в таблице 1.
Не соответствующие изобретению механические свойства подчеркнуты.
Примеры B6, C6, C11, C14, D2, D6, D7, D10, D11, D13, D14, E1, F2, G3, G4 соответствуют изобретению.
Следует отметить, что индексы B1, B3, B4, B7, B8, C1, C3, C4, C7, C8, D1, D3, D8 не соответствуют изобретению, так как предел текучести Re составляет менее 700 МПа, что означает, что либо количество бейнитного феррита является слишком малым из-за конечной температуры TOA охлаждения, превышающей 440°C, либо количество полигонального феррита является слишком значительным из-за температуры Tsoaking выдержки, которая ниже температуры, рассчитанной с помощью соотношения 1.
Также необходимо отметить, что индексы A4-A6, A8, B2, B11, C5, C9, C10, C15, D5, D9, F1, G1, G2, G6 не соответствуют изобретению, так как однородное удлинение менее 12%, что означает, что либо количество полигонального феррита слишком мало из-за температуры Tsoaking выдержки, превышающей рассчитанную с помощью соотношения 2 температуру, либо количество остаточного аустенита слишком мало из-за конечной температуры TOA охлаждения, составляющей менее 360°C.
Также следует указать, что индексы A1, B5, B6, B12 и C12 не соответствуют изобретению, так как предел текучести Re и однородное удлинение составляют соответственно менее 700 МПа и 12%, что свидетельствует о слишком большом количестве островков из остаточного аустенита и мартенсита из-за конечной температуры охлаждения, превышающей 440°C.
Наконец следует указать, что индексы A2, A3, A7, B2, C2, C13, D4, D12, G5 не соответствуют изобретению, так как предел текучести Re и механическая прочность Rm менее соответственно 700 МПа и 900 МПа, что свидетельствует о слишком большом количестве полигонального феррита и, следовательно, о температуре Tcoating выдержки, которая ниже рассчитанной с помощью соотношения 1 температуры, и о слишком малом количестве островков из остаточного аустенита и мартенсита из-за слишком низкой конечной температуры TOA охлаждения.
Изобретение позволяет получать стальной лист, пригодный к нанесению покрытия из цинка или его сплава, в частности, обычными способами электролитического цинкования.
Также изобретение позволяет получать стальной лист, пригодный к нанесению покрытия из цинка или его сплава, в частности, способом опускания в ванну с расплавом цинка с последующей термообработкой в виде сплавления или без него.
Наконец изобретение позволяет получить сталь с хорошей способностью к сварке обычными способами соединения, например, но без ограничения, точечной сваркой сопротивлением.
Стальные листы согласно изобретению могут эффективно применяться при изготовлении конструкционных деталей, элементов усиления и безопасности, антифрикционных элементов или трансмиссионных дисков для наземных автотранспортных средств.
Изобретение относится к области металлургии, а именно к изготовлению отожженного холоднокатаного стального листа с прочностью более 900 МПа, пределом текучести более 700 МПа и однородным удлинением более 12%, используемого для изготовления деталей транспортных средств. В состав стали листа входят, мас.%: 0,26≤C≤0,45; 1,0≤Mn≤3,0; 1,0≤Si≤3,0; Al≤0,10; Cr≤1,5; S≤0,005; P≤0,020; Nb≤0,1; Ti≤0,020; V≤0,015; N≤0,01, остальное - железо и неизбежные при выплавке примеси. Микроструктура листа состоит, в отнесенных к единице поверхности величинах, из 13-25% остаточного аустенита, 13-30% островков из мартенсита и остаточного аустенита, остальное - бейнит и феррит. Обеспечивается получение листов с требуемым комплексом свойств. 7 н. и 10 з.п. ф-лы, 3 табл.
1. Отожжённый холоднокатаный стальной лист с механической прочностью более или равной 900 МПа, пределом текучести более 700 МПа и однородным удлинением более или равным 12%, в состав которого входят, мас.%:
0,26 ≤ С ≤ 0,45,
1,0 ≤ Mn ≤ 3,0,
1,0 ≤ Si ≤ 3,0,
Al ≤ 0,1,
Cr ≤ 1,5,
S ≤ 0,005,
P ≤ 0,020,
Nb ≤ 0,1,
Ti ≤ 0,02,
V ≤ 0,015,
N ≤ 0,01,
остальное - железо и неизбежные при выплавке примеси, при условии, что
256хС + 47хMn + 150xCr + 2260xNb > 142, при этом микроструктура листа состоит, в отнесённых к единице поверхности величинах, из 13 – 25% остаточного аустенита, 13 – 30% островков из мартенсита и остаточного аустенита, остальное – феррит и бейнит.
2. Стальной лист по п. 1, в состав которого входит, мас.%:
0,26 ≤ С ≤ 0,35.
3. Стальной лист по п. 1, в состав которого входит, мас.%:
1,4 ≤ Mn ≤ 2,6.
4. Стальной лист по п. 1, в состав которого входит, мас.%:
1,4 ≤ Si ≤ 1,8.
5. Стальной лист по п. 1, в состав которого входит, мас.%:
Cr ≤ 0,5.
6. Стальной лист по п. 1, в состав которого входит, мас.%:
Nb ≤ 0,05.
7. Стальной лист по п. 1, микроструктура которого содержит не более 30% феррита.
8. Стальной лист по п. 1, общее удлинение которого составляет более 14%.
9. Стальной лист по п. 1, содержащий покрытие из цинка или его сплава.
10. Способ изготовления отожженного холоднокатаного стального листа с прочностью более или равной 900 МПа, пределом текучести более 700 МПа и однородным удлинением более или равным 12%, включающий в себя следующие стадии:
- приготовление стали с составом, указанным в любом из пп. 1-6,
- разливка стали в виде полуфабриката,
- нагрев полуфабриката до температуры Тrech, составляющей от 1150 до 1275°С, для получения нагретого полуфабриката,
- горячая прокатка нагретого полуфабриката, при этом конечная температура Тfl горячей прокатки равна 850°С или более, с получением горячекатаного листа,
- наматывание в рулон горячекатаного листа при температуре Тbob, составляющей от 540 до 590°С, для получения рулона горячекатаного листа,
- охлаждение намотанного в рулон горячекатаного листа до комнатной температуры,
- необязательно, базовый отжиг намотанного в рулон горячекатаного листа при температуре от 400 до 700°С в течение от 5 до 24 часов,
- разматывание и очистка отожженного намотанного в рулон горячекатаного листа для его подготовки к холодной прокатке,
- холодная прокатка горячекатаного листа при степени обжатия от 30 до 80% для получения холоднокатаного листа,
- отжиг холоднокатаного листа при нагреве со скоростью Vc от 2 до 50°С/сек до температуры Тsoaking, составляющей от 760 до 1100°С, в течение времени tsoaking от 60 до 600 секунд и
- охлаждение холоднокатаного листа со скоростью от 20 до 1000°С/сек до конечной температуры охлаждения ТOA от 360 до 440°С,
при условии, что:
Тsoaking < 1,619 (TOA – T1), где Т1 = -206 С – 43 Mn – 164 Cr – 896 Nb,
Tsoaking > 1,619 (TOA – T2), где Т2 = 50 С + 4 Mn - 14 Cr + 1364 Nb – 132,
при этом температура указана в °С, химический состав в мас.%,
- выдержка указанного холоднокатаного листа в температурном диапазоне от 360 до 440°С в течение времени tOA, составляющего от 100 до 2000 секунд.
11. Способ изготовления по п. 10, в котором указанный лист выдерживают при конечной температуре ТОА охлаждения изотермическим методом при температуре от 360 до 440°С в течение от 100 до 2000 секунд.
12. Способ изготовления по п. 10 или 11, в котором температура Тfl равна 900°С или более.
13. Способ изготовления отожженного холоднокатаного листа с покрытием, в котором изготавливают отожженный холоднокатаный лист способом по любому из пп. 10-12, охлаждают его до комнатной температуры и наносят покрытие из цинка или его сплава.
14. Способ изготовления отожженного холоднокатаного листа с покрытием, в котором изготавливают отожженный холоднокатаный лист способом по любому из пп. 10-12, наносят на него покрытие из цинка или его сплава методом гальванизации путём погружения в расплав перед охлаждением до комнатной температуры.
15. Способ изготовления отожженного холоднокатаного листа с покрытием, в котором изготавливают отожженный холоднокатаный лист способом по любому из пп. 10-14, затем наносят на него алюминий или его сплав методом алюминирования путём погружения в расплав перед охлаждением до комнатной температуры.
16. Способ изготовления детали, включающий в себя следующие стадии:
- приготовление стали с составом, указанным в любом из пп. 1-6,
- разливка стали в виде полуфабриката,
- нагрев полуфабриката до температуры Тrech, составляющей от 1150 до 1275°С для получения нагретого полуфабриката,
- горячая прокатка нагретого полуфабриката, при этом конечная температура Тfl горячей прокатки равна 850°С или более, с получением горячекатаного листа,
- наматывание в рулон горячекатаного листа при температуре Тbob, составляющей от 540 до 590°С, для получения рулона горячекатаного листа,
- охлаждение намотанного в рулон горячекатаного листа до комнатной температуры,
- необязательно, базовый отжиг намотанного в рулон горячекатаного листа при температуре от 400 до 700°С в течение от 5 до 24 часов,
- разматывание и очистка отожженного намотанного в рулон горячекатаного листа для его подготовки к холодной прокатке,
- холодная прокатка горячекатаного листа при степени обжатия от 30 до 80% для получения холоднокатаного листа,
- отжиг холоднокатаного листа при нагреве со скоростью Vc от 2 до 50°С/сек до температуры Тsoaking, составляющей от 760 до 1100°С, в течение времени tsoaking от 60 до 600 секунд,
- горячая штамповка холоднокатаного листа для получения детали,
- охлаждение детали со скоростью от 20 до 1000°С/сек до конечной температуры охлаждения ТOA от 360 до 440°С,
при условии, что:
Тsoaking < 1,619 (TOA – T1), где Т1 = -206 С – 43 Mn – 164 Cr – 896 Nb,
Tsoaking > 1,619 (TOA – T2), где Т2 = 50 С + 4 Mn - 14 Cr + 1364 Nb – 132,
при этом температура указана в °С, химический состав в мас.%,
- выдержка указанного детали в температурном диапазоне от 360 до 440°С в течение времени tOA, составляющего от 100 до 2000 секунд.
17. Применение отожжённого холоднокатаного листа по любому из пп. 1-9 для производства деталей для транспортных средств.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ СОДЕРЖАЩИХ ЖЕЛЕЗНУЮ РУДУ ШИХТОВЫХ МАТЕРИАЛОВ ИЛИ ДЛЯ ПРОИЗВОДСТВА ЧУГУНА ИЛИ ЖИДКИХ СТАЛЬНЫХ ПОЛУФАБРИКАТОВ | 2010 |
|
RU2530180C2 |
| ХОЛОДНОКАТАНАЯ И ПОЛУЧЕННАЯ С НЕПРЕРЫВНЫМ ОТЖИГОМ ПОЛОСА ВЫСОКОПРОЧНОЙ СТАЛИ И СПОСОБ ПРОИЗВОДСТВА УПОМЯНУТОЙ СТАЛИ | 2008 |
|
RU2464338C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ХОЛОДНОКАТAНЫХ И ОТОЖЖЕННЫХ СТАЛЬНЫХ ЛИСТОВ И ЛИСТЫ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 2008 |
|
RU2437945C2 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ПРЕДЕЛОМ ПРОЧНОСТИ НА РАЗРЫВ 780 МПа ИЛИ БОЛЕЕ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ ЛОКАЛЬНУЮ ДЕФОРМИРУЕМОСТЬ И ЗАМЕДЛЕННОЕ ПОВЫШЕНИЕ ТВЕРДОСТИ МЕСТА СВАРКИ | 2004 |
|
RU2312163C2 |

