Изобретение относится к изготовлению “многофазного” стального листа, который одновременно обладает механической прочностью и способностью к формованию, что позволяет выполнять операции холодной штамповки. Изобретение относится более конкретно к сталям с механической прочностью более 1000 МПа, равномерным относительным удлинением более 12% и способности к V-изгибу более 90°. В частности, в транспортных средствах (автомобили, зерноуборочные комбайны, прицепы, полуприцепы и т.д.) может применяться этот тип стального листа, с возможностью применения в конструктивных деталях, арматуре и даже для изготовления износостойких деталей.
Высокие требования к сокращению выбросов парниковых газов в сочетании с более жесткими требованиями к безопасности автомобиля и ценами на топливо вынудили изготовителей автотранспортных средств все более широко использовать стали с улучшенной механической прочностью в кузовах своих автомобилей для уменьшения толщины деталей и, следовательно, веса транспортных средств при сохранении механической прочности конструкции. В связи с этим стали, которые сочетают высокую прочность с достаточной формуемостью без образования трещин, приобретают все большее значение. Несколько групп сталей с различной механической прочностью были последовательно предложены ранее.
Были предложены стали, которые содержат микролегирующие элементы, упрочнение которых получают одновременно посредством уменьшением размера зерна и мелкодисперсными выделениями. Разработка все более твердых сталей привела к более широкому использованию "двухфазных" сталей, в которых присутствие мартенсита в пластичной ферритной матрице позволяет достичь механической прочности более 400 МПа совместно с хорошей пригодностью к холодной штамповке.
Для достижения характеристик механической прочности, пластичности и формуемости, которые являются даже более преимущественными для автомобильной промышленности, были разработаны, например, “TRIP” стали, для “Пластичности, обусловленной превращением”. Эти стали имеют сложную структуру, которая включает пластичную структуру, феррит а также мартенсит, который является жесткой структурой, что приводит к высоким механическим характеристикам, и остаточный аустенит, который обеспечивает и прочность, и пластичность благодаря TRIP эффекту.
Этот TRIP эффект обозначает механизм, согласно которому при дополнительной деформации, такой как одноосное напряжение, например остаточный аустенит листа или заготовки, выполненных из TRIP-стали, постепенно превращается в мартенсит, что приводит к значительному упрочению, которое замедляет появление трещин. Однако механическая прочность TRIP-сталей менее 1000 МПа, так как содержание в них полигонального феррита, который является относительно непрочной и очень пластичной структурой, составляет более одной четверти общей доли площади.
Чтобы удовлетворить эту потребность в стали с механической прочностью более 1000 МПа, необходимо уменьшить долю структуры с низкой механической прочностью и заменить ее фазой, которая обеспечивает большее упрочнение. Однако известно, что в углеродистых сталях увеличение механической прочности обычно сопровождается потерей пластичности. Кроме того, автопроизводителям требуются все более сложные детали, для которых необходимы стали, которые делают возможным достижение сгибаемости более или равной 90° без возникновения трещин.
Содержание химических элементов, перечисленных ниже, указано в массовых процентах.
Известный уровень техники также включает WO 2007077933, в которой описывается микроструктура, состоящая из бейнита, мартенсита и остаточного аустенита. Химический состав заявленного листа состоит из 0,10-0,60% C, 1,0-3,0% Si, 1-3,5% Mn, до 0,15% P, до 0,02% S, до 1,5% Al и 0,003-2% Cr, остальное железо и примеси. Микроструктура в рамках данного патента получается при отжиге выдержкой после первичного охлаждения при температуре ниже начальной точки мартенситного превращения Ms. Получается микроструктура, которая включает смесь из отпущенного и/или измельченного мартенсита. Основным преимуществом заявленного листа является улучшение устойчивости к водородному охрупчиванию. Наличие мартенсита, который является компонентом упрочнения в более мягкой бейнитной матрице, делает невозможным достижение пластичности и способности к сгибанию, предполагаемых в рамках настоящего изобретения.
Известный уровень техники также включает GB 2,452,231, в котором описывается изготовление стального листа с прочностью более 980 МПа с подходящими пределом прочности и свойствами, которые являются удовлетворительными с точки зрения раздачи отверстия и точечной сварки. Химический состав заявленного листа включает 0,12-0,25% C, 1,0-3,0% Si, 1,5-3% Mn, до 0,15% P, до 0,02% S и до 0,4% Al, остальное железо и примеси. Кроме того, отношение массового содержания кремния к массовому содержанию C, Si/C, составляет 7-14. Микроструктура листа содержит, по меньшей мере, 50% бейнитного феррита, по меньшей мере, 3% остаточного аустенита в виде узких пластинок, аустенита в твердой форме, средний размер зерна которого менее или равен 10 мкм, причем этот твердый аустенит присутствует в количестве от 1% до половины содержания в пересчете на аустенит в узких пластинках. Этот патент известного уровня техники не дает никакой информации о способности к сгибанию получаемого листа и указывает на отсутствие карбидов в бейните.
Целью настоящего изобретения является решение вышеописанных проблем. Целью настоящего изобретения является создание холоднокатаной стали с механической прочностью более 1000 МПа, наряду с равномерным относительным удлинением более 12%. Дополнительной целью настоящего изобретения является создание стали, которая подходит для формования так, чтобы достигался угол 90° при V-изгибе без трещин.
Изобретение также преимущественно предлагает сталь, в состав которой не входят дорогие микролегирующие элементы, такие как титан, ниобий и ванадий. Таким образом, стоимость изготовления снижается и может быть упрощен термомеханический процесс изготовления.
Поэтому целью настоящего изобретения является холоднокатаный и отожженный стальной лист с механической прочностью, более или равной 1000 МПа, равномерным относительным удлинением, равным или более 12%, и состав которого включает в массовых процентах,
0,15%≤C≤0,25%
1,8%≤Mn≤3,0%
1,2%≤Si≤2%
Al≤0,10%
0%≤Cr≤0,50%
0%≤Cu≤1%
0%≤Ni≤1%
S≤0,005%
P≤0,020%
Nb≤0,015%
Ti≤0,020%
V≤0,015%
Co≤1%
N≤0,008%
B≤0,001%,
при этом Mn+Ni+Cu≤3%,
остальное - железо и неизбежные примеси, образующиеся при изготовлении, причем микроструктура состоит, в долях площади, из 5-20% полигонального феррита, 10-15% остаточного аустенита, 5-15% мартенсита, остальное - бейнит в виде узких пластинок, и содержит между этими узкими пластинками карбиды, так что число N межпластинчатых карбидов с размером, превышающим 0,1 микрометра на единицу площади поверхности, менее или равно 50000/мм2.
Лист в соответствии с изобретением также обладает характеристиками, перечисленными ниже, рассматриваемыми по отдельности или совместно:
композиция включает, в массовых процентах:
-0,18%≤C≤0,22%
- композиция включает, в массовых процентах:
- 2%≤Mn≤2,6%
- композиция включает, в массовых процентах:
-1,4%≤Si≤1,8%
- композиция включает, в массовых процентах:
-0%≤Cr≤0,35%
- угол V-изгибе, при котором возникают трещины, более или равен 90°,
- стальной лист также имеет покрытие из цинка или цинкового сплава.
Дополнительной целью изобретения является способ изготовления холоднокатаного и отожженного стального листа с прочностью, большей или равной 1000 МПа, и относительным удлинением, большим или равным 12%, содержащий следующие стадии, на которых:
- получают сталь, имеющую указанный по изобретению состав, затем
- эту сталь разливают в виде заготовки непрерывной разливки, затем
- эту заготовку непрерывной разливки доводят до температуры Trech, которая выше 1150°C, для получения повторно нагретой заготовки непрерывной разливки, затем
- проводят горячую прокатку этой повторно нагретой заготовки непрерывной разливки, при этом температура в конце горячей прокатки Tf1 больше или равна 850°C, для получения горячекатаного листа, затем
- проводят намотку этого горячекатаного листа при температуре Tcoil, которая находится в диапазоне 540-590°C для получения смотанного, горячекатаного листа, затем
- этот смотанный, горячекатаный лист охлаждают до температуры окружающей среды, затем
- выполняют отжиг в камерной печи этого смотанного, горячекатаного листа так, чтобы механическая прочность была менее или равной 1000 МПа во всех точках смотанного, горячекатаного листа, затем
- отожженный, смотанный горячекатаный лист разматывают и протравливают для получения горячекатаного листа, пригодного для холодной прокатки, затем
- проводят холодную прокатку горячекатаного листа, пригодного для холодной прокатки, со степенью обжатия 30-80% для получения холоднокатаного листа, затем
- этот холоднокатаный лист отжигают повторным нагревом со скоростью Vc, которая составляет 2-6°C в секунду до температуры Ti, которая находится между Ас3-15°C и Ас3-45°C за время t1, которое больше или равно 50 секундам, затем
- этот холоднокатаный лист охлаждают, подвергая его первой стадии охлаждения со скоростью охлаждения 50-1500°C/с, и затем второй стадии охлаждения так, чтобы температура в конце второй стадии охлаждения Tfr была между температурой Tfr1, равной Ms-20°C, и температурой Tfr2, равной MS+40°C, затем
- холоднокатаный лист выдерживают в диапазоне температур между Tfr1 и Tfr2 в течение времени t2 100-1000 секунд, затем
- холоднокатаный лист охлаждают со скоростью VR2 3-25°C в секунду до температуры окружающей среды для получения холоднокатаного и отожженного листа.
Лист в соответствии с изобретением также может иметь характеристики, перечисленные ниже, рассматриваемые по отдельности или совместно:
- температура Tf1 больше или равна 900°C,
- отжиг в камерной печи включает выдержку при температуре Tm и в течение времени tm так, что:
2,29×Tm(°C)+18,6×tm (ч) ≥1238,
причем температура выдержки Tm также выше 410°C,
- температура T1 находится в диапазоне 790-820°C,
- получают холоднокатаный, отожженный лист по изобретению и покрывают цинком или цинковым сплавом,
- получают холоднокатаный, отожженный лист по изобретению и отжигают при температуре выдержки Tbase в интервале 150-200°C в течение tbase времени выдержки между 10-48 ч.
Дополнительной целью изобретения является использование холоднокатаного и отожженного листа или листа с покрытием в соответствии с изобретением или изготовленного способом в соответствии с изобретением для изготовления деталей автомобилей.
Дополнительные характеристики и преимущества изобретения станут понятными из последующего описания, которое приводится в качестве примера и со ссылкой на прилагаемые чертежи, на которых:
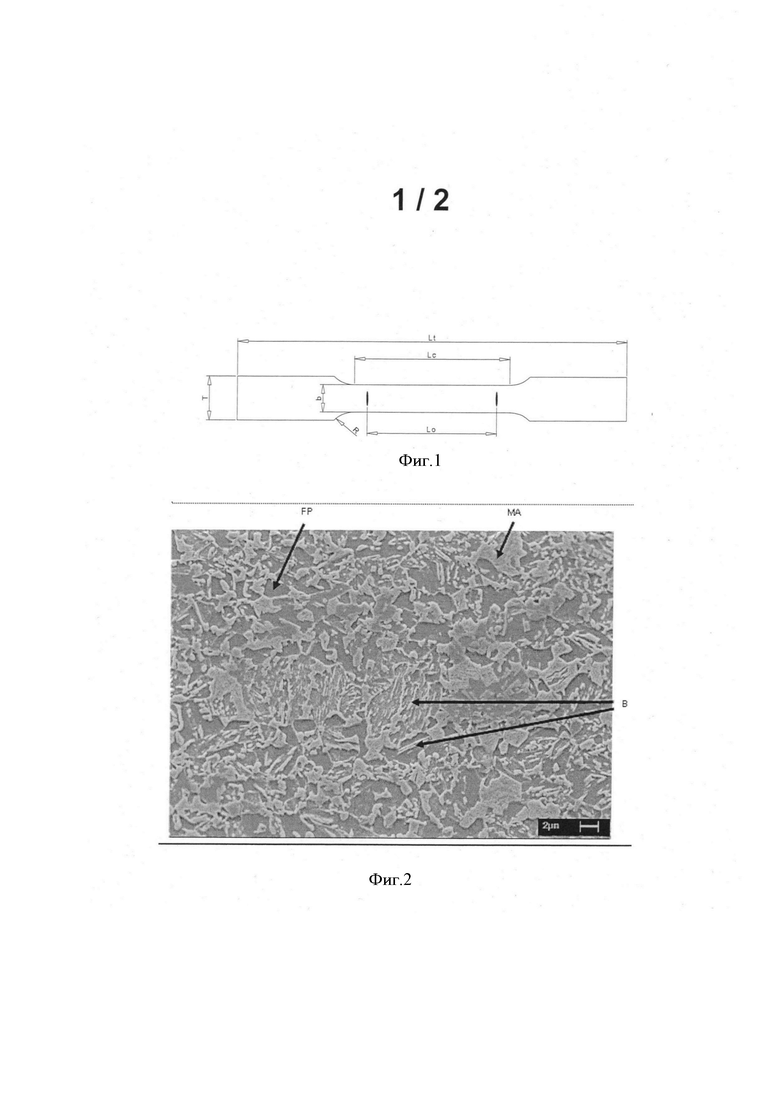
- фиг.1 представляет размеры образца для испытаний на растяжение, используемого для определения механических свойств,
- фиг.2 представляет пример микроструктуры стального листа по изобретению,
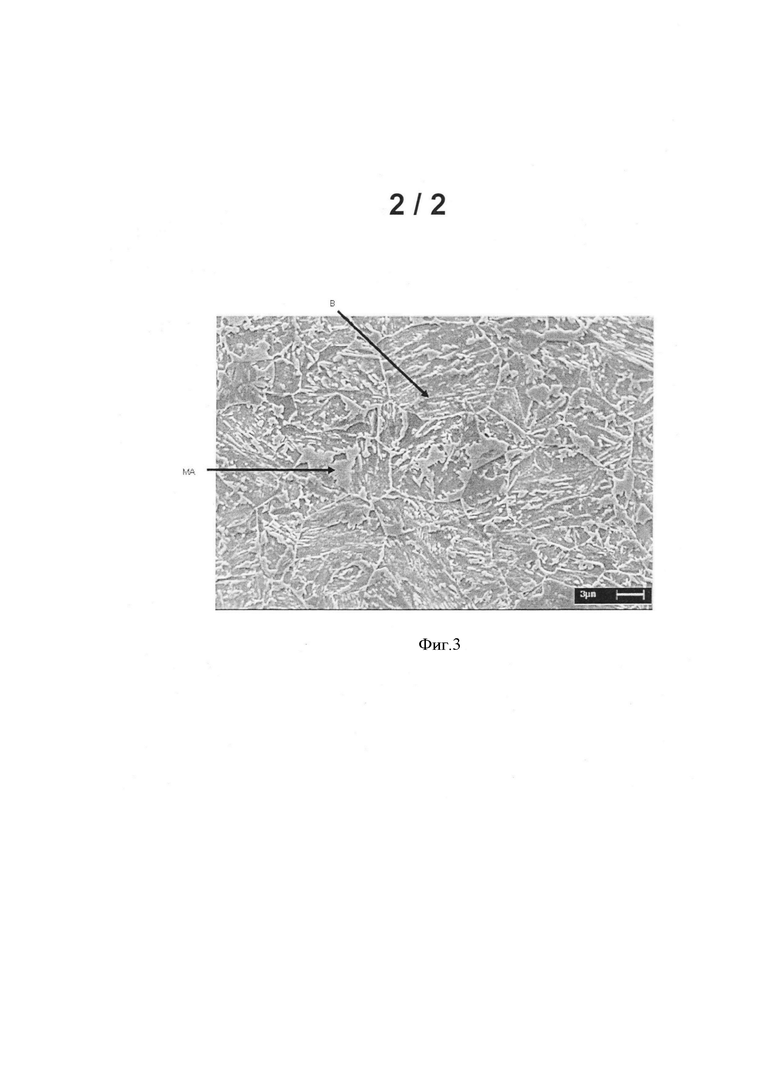
- фиг.3 представляет пример микроструктуры стального листа без покрытия по изобретению.
На вышеуказанных фиг. FP относится к полигональному ферриту, B относится к бейниту, МА указывает на островки мартенсита и аустенита.
Исследования, проведенные в рамках данного изобретения, показали преимущества присутствия полигонального феррита, который характеризуется меньшей плотностью дислокации, чем бейнитный феррит. Полигональный феррит образуется во время межкритического отжига и делает возможными V-изгиб больше 90°, а также равномерное относительное удлинение более 12%.
Было изучено влияние присутствия полигонального феррита, который формируется ниже точки Ас3 в межкритическом диапазоне (феррит + аустенит) в ходе выдержки для отжига. Наличие этого феррита в бейнитной матрице, которая включает остаточный аустенит и неизбежно также мартенсит, дает основание полагать, что формуемость будет уменьшена за счет разницы в твердости между этими различными компонентами. Неожиданно присутствие полигонального феррита в количестве 5-20% оказывается фактором, который улучшает способность к сгибанию листа по изобретению, что позволяет превышать угол V-изгиба 90° без возникновения трещин.
Кроме того, было показано, что отсутствие этого полигонального феррита также оказывает неблагоприятное влияние на пластичность, определяемую по равномерному относительному удлинению.
Что касается химического состава стали, углерод играет важную роль в формировании микроструктуры и механических свойствах в отношении пластичности и прочности за счет TRIP-эффекта, который вызывает остаточный аустенит. Начиная с основной аустенитной структуры, сформированной при высокой температуре во время выдержки при температуре T1, охлаждение осуществляют с последующей выдержкой, в течение которой происходит бейнитное превращение. Во время этого превращения бейнит первоначально формируется в матрице, которая также имеет основную аустенитную структуру. Поскольку углерод значительно меньше растворим в феррите, чем в аустените, углерод выделяется в этот аустенит и частично выделяется в виде очень мелких карбидов. Мелкокристалличность карбидов может быть такой, что количество N этих межпластинчатых карбидов с размером более 0,1 микрометра на единицу площади поверхности менее или равно 50000/мм2.
Благодаря определенным легирующим элементам, которые присутствуют в композициях изобретения, в частности кремний, выделения карбидов, в частности цементит, встречаются лишь в ограниченной степени. Еще не превращенный аустенит постепенно обогащается углеродом, практически без выделения немелкокристаллических карбидов на границе раздела аустенит-бейнит. Это обогащение таково, что аустенит стабилизируется, т.е. мартенситное превращение этого аустенита ограничено указанной долей 5-15% при охлаждении до комнатной температуры. Таким образом, возникает ограниченное количество мартенсита, что способствует увеличению контролируемым образом механической прочности.
Согласно изобретению, массовое содержание углерода составляет 0,15-0,25%. Если содержание углерода в изобретении менее 0,15% масс., то механическая прочность становится недостаточной и стабильность остаточного аустенита является недостаточной. При содержании выше 0,25% свариваемость все больше ухудшается из-за формирования микроструктуры низкой прочности в зоне термического влияния (HAF) или в зоне расплава в случае автогенной сварки, хотя TRIP-эффект улучшается при содержании углерода более 0,25%.
В одном предпочтительном осуществлении содержание углерода составляет 0,18-0,22%. В пределах этого диапазона свариваемость является удовлетворительной, стабилизация аустенита оптимизирована и доля мартенсита находится в пределах диапазона, определенного изобретением.
Марганец является элементом, который упрочняет твердым раствором замещения, он стабилизирует аустенит и снижает температуру превращения Ас3. Поэтому марганец способствует увеличению механической прочности. Изобретение раскрывает, что минимальное содержание 1,8% масс. необходимо для достижения искомых механических свойств. Однако при содержании выше 3,0% его способность к формированию гамма-фазы приводит к образованию структуры с чрезмерно крупными прослойками, которые могут отрицательно влиять на рабочие характеристики конструкционных деталей автомобиля. Способность к нанесению покрытия также уменьшается. Предпочтительно с содержанием марганца 2-2,6% достигается удовлетворительная механическая прочность без повышения риска возникновения строчечных структур, которые оказывают негативное влияние на формуемость и без увеличения прокаливаемости сваренных сплавов, что может отрицательно сказаться на свариваемости листа изобретения.
Стабилизация остаточного аустенита обеспечивается добавлением кремния, который существенно снижает выделение карбидов во время цикла отжига и, в частности, во время бейнитного превращения. Это связано с тем, что растворимость кремния в цементите очень низка и что этот элемент повышает активность углерода в аустените. Любому формированию цементита, следовательно, будет предшествовать стадия, на которой Si выделяется на границе раздела. Обогащение аустенита углеродом, следовательно, приводит к его стабилизации при комнатной температуре в отожженном стальном листе. Последующее применение внешнего напряжения при формовании, например, приведет к превращению этого аустенита в мартенсит. Одним из результатов этого превращения является улучшение механической прочности. Что касается свойств, указанных в изобретении, добавление кремния в количестве более 2% будет способствовать значительной активации феррита и указанная механическая прочность не достигается. Кроме того, будут формироваться прочно прилипающие оксиды, что может привести к поверхностным дефектам. Поэтому минимальное содержание должно составлять 1,2% масс., чтобы получить эффект стабилизации аустенита. Содержание кремния предпочтительно составляет 1,4-1,8% для оптимизации вышеуказанных эффектов.
Содержание хрома должно быть ограничено 0,5%. Этот элемент позволяет контролировать образование доэвтектоидного феррита во время охлаждения как части отжига, с начальной температурой T1. Этот феррит, когда он присутствует в больших количествах, снижает механическую прочность, необходимую для определенных деталей, входящих в изобретение. Этот элемент упрочняет и улучшает бейнитную микроструктуру. Содержание хрома предпочтительно составляет менее 0,35% по соображениям стоимости и для предотвращения чрезмерного упрочнения.
Никель и медь имеют эффекты, которые по существу аналогичны эффекту марганца в изобретении, хотя они вносят различный вклад в их способность стабилизировать аустенит. Именно поэтому сочетание этих трех элементов в химической композиции изобретения должно удовлетворять следующему выражению: Mn+Ni+Cu≤3%.
В количестве более 1%, никель, который является мощным стабилизатором аустенита, будет способствовать чрезмерной стабилизации аустенита, превращение под действием механического напряжения будет сложнее достичь, и влияние на пластичность будет меньше. Выше 1%, стоимость добавления этого легирующего элемента также является чрезмерной.
В количестве более 1% медь, которая также является мощным стабилизатором аустенита, будет способствовать чрезмерной стабилизации аустенита, превращение под действием механического напряжения будет сложнее достичь и влияние на пластичность будет меньше. Выше 1%, стоимость добавления этого легирующего элемента также является чрезмерной и может привести к дефектам горячей штамповки.
Содержание алюминия ограничено до 0,10% масс.; он является элементом со значительной способностью к образованию альфа-фазы, которая способствует образованию феррита. Высокое содержание алюминия приведет к повышению точки Ас3 и, следовательно, сделает производственный процесс дорогим с точки зрения электрической мощности, необходимой для отжига.
Следует напомнить, что высокое содержание алюминия увеличивает эрозию огнеупорных материалов и риск засорения сталеразливочного стакана до прокатного стана. Также сегрегация алюминия отрицательна и может привести к макро-сегрегации. В чрезмерных количествах алюминий снижает пластичность в горячем состоянии и увеличивает риск возникновения дефектов при непрерывном литье. Без строгого контроля условий литья, микро- и макросегрегация дефектов в конечном счете приводит к центральной сегрегации в отожженном стальном листе. Эта центральная полоса будет тверже, чем окружающая ее матрица, и будет отрицательно влиять на технологичность материала.
При содержании серы 0,005% уменьшается пластичность вследствие чрезмерного присутствии сульфидов, таких как MnS (сульфиды марганца), что снижает пластичность материала.
Фосфор является элементом, который упрочняет в твердом растворе, но значительно снижает пригодность для точечной сварки и пластичность в горячем состоянии, в частности, в связи с его склонностью к зернограничной сегрегации или его совместной сегрегации с марганцем. По этим причинам содержание фосфора должно быть ограничено до 0,020%, чтобы получить достаточную пригодность для точечной сварки.
Содержание молибдена ограничено до уровня примесей, хотя он может играть эффективную роль в упрочнении и замедляет появление бейнита. Тем не менее, добавление молибдена чрезмерно увеличивает стоимость легирующих элементов и его использование является ограниченным по экономическим причинам.
Бор сильно влияет на прокаливаемость стали. Бор ограничивает активность углерода и ограничивает превращения диффузионных фаз (ферритное или бейнитное превращение при охлаждении), тем самым способствуя формированию упрочняющих фаз, таких как мартенсит. Этот эффект не является желательным в изобретении, так как цель состоит в содействии бейнитному превращению для стабилизации аустенита и предотвращении образования чрезмерной доли площади мартенсита. Содержание бора, таким образом, ограничено 0,001%.
Максимальное содержание микролегирующих элементов, таких как ниобий, титан и ванадий, соответственно ограничено 0,015%, 0,020% и 0,015%, так как эти элементы имеют особенность в формировании упрочняющих выделений с углеродом и/или азотом, которые также, как правило, снижают пластичность продукта. Они также замедляют рекристаллизацию в процессе отжига и, следовательно, делают микроструктуру более мелкокристаллической, что также упрочняет материала и снижает его пластичность.
Сталь также может содержать кобальт в количестве, менее или равном 1%, так как этот упрочняющий элемент позволяет увеличить содержание углерода в остаточном аустените. Однако его применение в изобретении ограничено по соображениям стоимости.
Остальное в композиции состоит из железа и неизбежных примесей, образующихся при изготовлении.
В соответствии с изобретением, микроструктура состоит в долях площади из 5-20% полигонального феррита, из 10-15% остаточного аустенита, из 5-15% мартенсита, остальное бейнит в виде узких пластинок и содержит между этими узкими пластинками карбиды, так что количество N межпластинчатых карбидов с размером, превышающим 0,1 микрометра на единицу площади поверхности, менее или равно 50000/мм2. Эта основная бейнитная структура придает хорошую прочность. Остаточный аустенит придает прочность и пластичность, тогда как полигональный феррит также повышает пластичность и мартенсит повышает механическую прочность листа. Полигональный феррит отличается от бейнитного феррита тем, что он включает значительно более низкую плотность дислокации, а также содержанием углерода в твердом растворе, которое также ниже, чем в бейнитном феррите.
Количество остаточного аустенита менее 10% не позволяет значительно увеличить равномерное относительное удлинение. Поэтому сталь не достигает указанного равномерного относительного удлинения 12%. Свыше 15% высокое содержание углерода будет необходимо для его достаточной стабилизации, и которое могло бы отрицательно повлиять на свариваемость стали. Содержание углерода в остаточном аустените предпочтительно составляет более 0,8% для получения остаточного аустенита, который является достаточно стабильным при комнатной температуре.
Присутствие 5-15% мартенсита позволяет достичь механической прочности, указанной в рамках изобретения, хотя выше 15%, доля мартенсита в долях площади отрицательно скажется на листе с точки зрения его пластичности в плане равномерного относительного удлинения и гибки. Ниже 5% указанная механическая прочность не достигается. Предпочтительно содержание мартенсита должно быть более 10%, чтобы иметь некоторый запас по механической прочности.
Полигональный феррит позволяет улучшить пластичность и в виде равномерного относительного удлинения и V-изгибе для достижения указанного внутреннего угла 90°. Содержание феррита составляет 5-20%. В идеале, содержание феррита должно составлять 12-20% для обеспечения улучшенной пластичности и запаса прочности по равномерному относительному удлинению.
Наконец бейнит, выделяющий углерод в остаточный бейнит во время его формирования, обогащает последний и, следовательно, при прочих равных условиях, позволяет стабилизировать матрицу в листе по изобретению.
Фиг.2 представляет один пример микроструктуры стального листа по изобретению, визуализированной сканирующим электронным микроскопом. В этом случае остаточный аустенит занимает долю площади 15% и выглядит белым, в виде островков или пленок. Мартенсит присутствует в виде островков совместно с остаточным аустенитом. Комбинация, которую обычно называют МА островками, выглядит зернистой из-за питтинга, вызванного химической коррозией, под действием реагента (ниталь). Здесь доля площади мартенсита составляет 11%. Полигональный феррит имеет выпуклую форму. Бейнит здесь присутствует в виде пластинчатой структурной составляющей, указанной черными стрелками на фиг.2.
В некоторых островках, локальное содержание углерода и, следовательно, локальная прокаливаемость может варьироваться. В этом случае остаточный аустенит локально связан с мартенситом в этом же островке, который называется “М-А” островок, т.е. тот, который содержит мартенсит и остаточный аустенит.
В микроструктуре ограничено количество карбидов размером более 0,1 мкм. Было показано, что N, число межпластинчатых карбидов, с размером превышающих 0,1 мкм, на единицу площади поверхности, предпочтительно должно быть менее 50000/мм2 для ограничения повреждения в случае дополнительного напряжения, например, при раздаче отверстия или V-изгибе. Чрезмерное присутствие крупных карбидов также может быть причиной преждевременного разрушения при последующем формовании.
Лист по изобретению может быть изготовлен любым подходящим способом. Например, может быть использован способ по изобретению, и он может состоять из стадий, описанных ниже.
Сначала получают сталь, имеющую состав по изобретению. Затем эту сталь используют для разливки заготовок непрерывной разливки. Эта заготовка может давать слитки, или из стали непрерывным литьем могут быть приготовлены слябы.
Отлитые заготовки непрерывной разливки могут быть нагреты до температуры Trech, которая выше 1150°C, для получения нагретой заготовки непрерывной разливки так, чтобы температура преимущественно достигалась во всех точках для высокой степени деформации, которой сталь будет подвергаться во время прокатки. Этот диапазон температур позволяет находиться в аустенитной области. Однако, если температура Trech выше 1275°C, то зерно аустенита вырастает нежелательно большим и приводит к более грубой конечной структуре.
Конечно, также возможно проводить горячую прокатку сразу после литья без повторного нагрева сляба.
Поэтому горячую прокатку заготовки непрерывной разливки проводят в диапазоне температур, в котором структура стали является полностью аустенитной. Если температура в конце прокатки Tf1 меньше, чем начальная температура превращения аустенита в феррит при охлаждении Ar3, зерно феррита нагартовывается прокаткой и пластичность существенно снижается.
Горячекатаный продукт затем наматывают при температуре Tcoli 540-590°C. Этот диапазон температур обеспечивает полное бейнитное превращение во время квазиизотермической выдержки, связанной с намоткой, с последующим медленным охлаждением. Температура намотки выше 590°C приводит к образованию нежелательных оксидов. Когда температура намотки является слишком низкой, твердость продукта увеличивается, что увеличивает усилие, необходимое при последней холодной прокатке.
Затем проводят травление горячекатаного продукта известным способом.
Отжиг в камерной печи смотанного листа может быть выполнен так, чтобы температура выдержки Tm была выше 410°C, и Tm и время выдержки tm таковы, что:
2,29×Tm(°C)+18,6×tm (ч)≥1238.
Эта термическая обработка обеспечивает механическую прочность менее 1000 МПа в каждой точке горячекатаного листа, тем самым минимизируя изменение твердости между центром листа и краями. Это значительно облегчает последующую стадию холодной прокатки посредством разупрочнения сформированной структуры.
Затем выполняют холодную прокатку со степенью обжатия, которая преимущественно составляет 30-80%.
Холоднокатаный продукт затем нагревают, предпочтительно в установке непрерывного отжига, со средней скоростью нагрева Vc 2-6°C в секунду. В сочетании с нижеуказанной температурой отжига T1, этот диапазон скорости нагрева позволяет получить долю нерекристаллизованного феррита, которая строго меньше 5%.
Нагрев продолжают до температуры отжига T1, которая находится между температурой Ас3-15°C и Ас3-45°C, т.е. в определенном диапазоне температур межкритического диапазона так, что получается структура, которая не свободна от полигонального феррита, образующегося в межкритической области. Для определения значения Ас3 может быть использован дилатометрический метод, который сам по себе известен.
Когда T1 ниже (Ас3-45°C), структура может включать значительную долю феррита, и механические характеристики, указанные в изобретении, не достигаются. И наоборот, если T1 выше Ас3-15°C и феррит не образуется во время охлаждения после выдержки при T1, равномерное относительное удлинение и способность к сгибанию (тест на V-изгиб) в этом случае не достигается, т.е. не достигаются 12% равномерное относительное удлинение и 90° V-изгиб без появления трещин. Кроме того, когда температура T1 приближается к критической точке Ас3, это представляется рискованным, поскольку промышленные условия могут незначительно изменяться в процессе производства. Таким образом, по окончании выдержки при T1, микроструктура может быть либо полностью аустенитной или частично ферритной, с очень малой долей феррита, которая должна быть менее 5%. Это приводит к нестабильным механическим свойствам изготавливаемого листа в конце процесса, что будет иметь нежелательный эффект при конечном формовании структурных деталей автомобилей.
Температура отжига T1 по изобретению позволяет получать достаточное количество межкритического аустенита для дальнейшего формирования при охлаждении бейнита в таком количестве, что остаточный аустенит будет в достаточной степени стабилизирован и будут достигнуты искомые механические характеристики.
Минимальное время выдержки t1, которое больше или равно 50 с при температуре T1, обеспечивает растворение ранее сформировавшихся карбидов и, в частности, достаточное превращение в аустенит. Время выдержки более 500 с трудно совместить с требованиями по производительности установок непрерывного отжига, в частности скоростью разматывания рулона. Следовательно, время выдержки t1 составляет 50-500 с.
В конце выдержки при отжиге лист охлаждают до достижения температуры предпочтительно в интервале 370-430°C, идеальной температурой была бы температура в интервале между Ms-20°C и Ms+40°C, в результате чего скорость охлаждения Vref должна быть достаточно быстрой, чтобы предотвратить образование перлита. С этой целью первая стадия охлаждения такова, что скорость охлаждения VR1 составляет 50-1500°C в секунду.
Частичное превращение аустенита в феррит может происходить на этой стадии на первой стадии охлаждения. Это позволяет, когда углерод выделяется в аустенит, стабилизировать аустенит для активации TRIP-эффекта, потому что углерод не очень растворим в феррите. Содержание углерода в остаточном феррите будет преимущественно превышает 0,8%, чтобы стабилизировать его в условиях окружающей среды. Цель второй стадии охлаждения состоит в предотвращении образования перлита до выдержки в диапазоне 370-430°C.
Время выдержки в диапазоне температур 370-430°C должно превышать 100 секунд, чтобы обеспечить бейнитное превращение и, таким образом, стабилизировать аустенит при обогащении этого аустенита углеродом. Время выдержки должно быть менее 1000 с, чтобы ограничить долю площади бейнитного феррита. Это последнее ограничение также позволяет предотвратить образование крупных карбидов размером более 0,1 мкм с плотностью более 50000/мм2.
Затем лист охлаждают со скоростью VR2, которая составляет 3-25°C/с, до температуры окружающей среды. В результате получают холоднокатаный и отожженный стальной лист, который включает в долях площади 5-20% полигонального феррита, 10-15% остаточного аустенита и 5-15% мартенсита, остальное - бейнит.
Затем преимущественно проводят последующую термообработку отжигом в камерной печи таким образом, что холоднокатаный и отожженный лист выдерживают при температуре выдержки Tbase в интервале 150-200°C в течение времени выдержки tbase 10-48 ч для улучшения предела упругости и сгибаемости.
Изобретатели также установили, что небольшие изменения условий изготовления, определенных в заявляемом способе по изобретению, не приводят к существенной модификации микроструктуры и механических свойства, что является преимуществом с точки зрения стабильности характеристик изготовленных продукты.
Это изобретение проиллюстрировано ниже на основе не ограничивающих примеров.
Примеры
Получают две стали состава, представленного ниже в таблице 1, выраженного в массовых процентах.
У стали A химический состав по изобретению, в то время как сталь В, поскольку она имеет слишком высокое содержание Cr, представлена для сравнения, так как она не соответствует изобретению.
Элементы, процентное содержание которых строго менее 0,01, являются элементами, содержание которых рассматривается как остаточное. Другими словами, данный элемент преднамеренно не добавлен, но его присутствие связано с примесями в других легирующих элементах.
Листы соответствующие вышеописанному составу, получают в условиях изготовления, представленных в таблице 2.
Композиции сталей A и B отжигают при различных условиях. Условия перед горячей прокаткой являются идентичными, повторный нагрев до 1250°C, температура в конце прокатки 920°C и температура намотки 550°C. Затем проводят травление горячекатаных продуктов и затем - холодную прокатку со степенью сжатия 30-80%.
В таблице 2 приведены условия изготовления листов, отжиг которых проводят после холодной прокатки со следующими обозначениями:
- температура выдержки: T1,
- температура в конце охлаждения: Tfr,
- время выдержки при Tfr: t1,
- обработка после отжига в камерной печи: ДА или НЕТ.
Обработку после отжига в камерной печи, если таковая выполняется, проводят через 24 часа после повышения температуры до 170°C и выдержки при этой температуре в течение 10 ч, плюс неконтролируемое охлаждение.
Скорости охлаждения между T1 и Tfr находятся в диапазоне 50-1500°C/с.
Ссылки R1-R5 в таблице 2 означают стальные листы, изготовленные в условиях, которые не соответствуют изобретению. Параметры, которые не соответствуют изобретению, подчеркнуты. Следует отметить, что примеры R1-R4, состава A, не соответствуют изобретению, поскольку температура выдержки T1 выше Ас3-15°C. В описании Ас3 составляет 835°C при измерении с использованием дилатометра. Пример R5 состава B, который не соответствует изобретению, также отожжен выше точки Ас3-15°C.
Примеры I1-I14 являются примерами изобретения. В таблице 3 представлены микроструктурные свойства, полученные для анализируемых образцов, где остаточный аустенит обозначен γr, полигональный феррит обозначен α, мартенсит обозначен М и бейнит обозначен В. Эти значения указаны в долях площади.
Затем определяют механические свойства с использованием тестового образца типа ISO 20×80 с размерами, указанными в таблице 4, проиллюстрированного фиг.1. Усилие при одноосном растяжении, использованное для определения этих механических свойств, применяют в направлении, параллельном направлению холодной прокатки.
Бейнит во всех листах по изобретению присутствует в виде узких пластинок с межпластинчатыми карбидами, так что число N этих карбидов с размером более 0,1 микрометра на единицу площади поверхности составляет менее или равно 50000/мм2.
В испытании на V-изгиб, появление трещин в материале отражается 5% падением усилия, прилагаемого прибором во время гибки листа. Затем испытание прекращают на этой стадии и измеряют внутренний угол после упругого последействия; разница между ним и 180° дает дополнительный угол, который должен быть больше 90° в рамках настоящего изобретения.
Полученные механические свойства прочности на разрыв представлены в таблице 5 ниже, с использованием следующей аббревиатуры:
- предел упругости: Re,
- механическая прочность: Rm,
- равномерное относительное удлинение: Al. Unif.,
- V-изгиб с дополнительным углом (°), при котором происходит образование трещин: V изгиб,
- Ne: He измеряется.
Следует отметить, что в пяти примерах R1-R5 значения равномерного относительного удлинения, также как V-изгиба, не соответствуют целям изобретения.
Изобретение предлагает стальной лист, который подходит для нанесения цинкового покрытия, в частности, с использованием обычного способа электрогальванизации.
Данное изобретение предлагает сталь, которая обладает хорошей свариваемостью с использованием традиционных способов монтажа, таких как, в качестве одного неограничивающего примера, контактная точечная сварка.
Стальные листы по изобретению могут быть преимущественно использованы для изготовления конструкционных деталей, компонентов, усиливающих жесткость, компонентов безопасности, антиабразивных компонентов или дисков коробки передач для применения в наземных транспортных средствах.
Изобретение относится к изготовлению холоднокатаного стального листа с прочностью более 1000 МПа, распределенным удлинением более 12% и V-изгибом более 90°, состав которого включает, мас.%: 0,15≤С≤0,25, 1,8≤Mn≤3,0, 1,2≤Si≤2, 0≤A1≤0,10, 0%≤Cr≤0,50%, 0≤Cu≤1, 0≤Ni≤1, 0≤S≤0,005, 0≤P≤0,020, Nb≤0,015, Ti≤0,020, V≤0,015, Co≤1, N≤0,008, B≤0,001, причем Mn+Ni+Cu≤3, остальное - железо и неизбежные примеси, образующиеся при изготовлении. Микроструктура состоит в долях площади из 5-20% полигонального феррита, 10-15% остаточного аустенита, 5-15% мартенсита, остальное - бейнит в виде узких пластинок, где между этими узкими пластинками включены карбиды, так что число N межпластинчатых карбидов с размером, превышающим 0,1 микрометра на единицу площади поверхности, составляет менее или равно 50000/мм2. 6 н. и 9 з.п. ф-лы, 3 ил.,5 табл.
1. Холоднокатаный и отожженный стальной лист с механической прочностью, большей или равной 1000 МПа, с равномерным относительным удлинением, равным или большим 12%, имеющий состав стали, мас. %:
0,15≤С≤0,25
1,8≤Mn≤3,0
1,2≤Si≤2
Al≤0,10
0≤Cr≤0,50
0≤Cu≤1
0≤Ni≤1
S≤0,005
P≤0,020
Nb≤0,015
Ti≤0,020
V≤0,015
Со≤1
N≤0,008
В≤0,001
железо и
неизбежные примеси остальное, при этом Mn+Ni+Cu≤3,
и микроструктура которого состоит, в долях площади, из 5-20% полигонального феррита, 10-15% остаточного аустенита, 5-15% мартенсита, остальное состоит из бейнита в виде узких пластинок с включенными между ними межпластинчатыми карбидами, причем число N межпластинчатых карбидов с размером, превышающим 0,1 микрометра на единицу площади поверхности, составляет менее или равно 50000/мм2.
2. Стальной лист по п. 1, состав стали которого содержит, мас. %: 0,18≤С≤0,22.
3. Стальной лист по п. 1 или 2, состав стали которого содержит, мас. %: 2≤Mn≤2,6.
4. Стальной лист по п. 1 или 2, состав стали которого содержит, мас. %: 1,4≤Si≤1,8.
5. Стальной лист по п. 1 или 2, состав стали которого содержит, мас. %: 0≤Cr≤0,35.
6. Стальной лист по п. 1 или 2, в котором угол V-изгиба, при котором возникают трещины, более или равен 90°.
7. Стальной лист по п. 1 или 2, который дополнительно содержит покрытие из цинка или цинкового сплава.
8. Способ изготовления холоднокатаного и отожженного стального листа с прочностью больше или равной 1000 МПа и относительным удлинением, большим или равным 12%, включающий следующие стадии:
получение стали с составом стального листа по любому из пп. 1-5,
непрерывную разливку этой стали в заготовку,
нагрев заготовки непрерывной разливки до температуры Trech , которая выше 1150°С, для получения повторно нагретой заготовки непрерывной разливки,
горячую прокатку указанной повторно нагретой заготовки непрерывной разливки, при этом температура в конце горячей прокатки Tfl больше или равна 850°С, для получения горячекатаного листа, затем
намотку этого горячекатаного листа при температуре Tcoil, которая находится в диапазоне 540-590°С, для получения смотанного горячекатаного листа,
охлаждение смотанного горячекатаного листа до температуры окружающей среды, затем
отжиг смотанного горячекатаного листа в камерной печи с обеспечением механической прочности, меньшей или равной 1000 МПа во всех точках смотанного горячекатаного листа,
размотку отожженного, смотанного горячекатаного листа и его протравливание для получения горячекатаного листа, пригодного для холодной прокатки,
холодную прокатку горячекатаного листа, пригодного для холодной прокатки, со степенью обжатия 30-80% для получения холоднокатаного листа,
отжиг холоднокатаного листа путем повторного нагрева со скоростью Vc, которая составляет 2-6°С/с, до температуры T1, которая находится между Ас3-15°С и Ас3-45°С, в течение времени t1, которое больше или равно 50 секундам,
охлаждение холоднокатаного листа, при этом охлаждают на первой стадии охлаждения со скоростью охлаждения 50-1500°С/с, затем на второй стадии охлаждают так, чтобы температура в конце второй стадии охлаждения Tfr была между температурой Tfr1, равной Ms-20°C, и температурой Tfr2, равной Ms+40°C,
выдержку холоднокатаного листа в диапазоне температур между Tfr1 и Tfr2 в течение времени t2 100-1000 секунд, и
охлаждение холоднокатаного листа со скоростью VR2 3-25°С/с до температуры окружающей среды с получением холоднокатаного и отожженного листа.
9. Способ изготовления стального листа по п. 8, в котором указанная температура Tfl больше или равна 900°С.
10. Способ по п. 8 или 9, в котором указанный отжиг в камерной печи осуществляют с выдержкой при температуре Tm в течение времени tm, исходя из выражения:
2,29×Tm(°С)+18,6×tm(ч)≥1238,
причем температура выдержки Tm выше 410°С.
11. Способ по п. 8 или 9, в котором указанная температура T1 составляет 790-820°С.
12. Способ изготовления холоднокатаного и отожженного стального листа с покрытием, в котором получают отожженный холоднокатаный лист способом по любому из пп. 8-11 и указанный отожженный холоднокатаный лист покрывают цинком или цинковым сплавом.
13. Способ изготовления холоднокатаного и отожженного стального листа, необязательно с покрытием, в котором получают отожженный холоднокатаный лист способом по любому из пп. 8-12 и указанный отожженный холоднокатаный лист отжигают при температуре выдержки Tbase 150-200°С в течение времени выдержки tbase 10-48 ч.
14. Применение холоднокатаного и отожженного листа по любому из пп. 1-7 для изготовления наземного автотранспортного средства.
15. Применение холоднокатаного и отожженного листа, изготовленного способом по любому из пп. 8-11, 12,13, для изготовления наземного автотранспортного средства.
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ПРЕДЕЛОМ ПРОЧНОСТИ НА РАЗРЫВ 780 МПа ИЛИ БОЛЕЕ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ ЛОКАЛЬНУЮ ДЕФОРМИРУЕМОСТЬ И ЗАМЕДЛЕННОЕ ПОВЫШЕНИЕ ТВЕРДОСТИ МЕСТА СВАРКИ | 2004 |
|
RU2312163C2 |
| Способ определения термоогнезащитных характеристик средств индивидуальной защиты | 2021 |
|
RU2790009C2 |
| Радиоимпульсный фазометр | 1984 |
|
SU1201780A1 |
| WO 3010351 A1, 06.02.2003. | |||

