Изобретение относится к области металлургии, к бесслитковой прокатке ленты, более конкретно к прокатке жидкого металла.
Известно устройство для получения непрерывно-литой полосы (А.С. №2198062, МПК B22D 11/06, опубл. 10.02.2003 г.), содержащее литейную насадку, валки-кристаллизаторы, в зазор между которыми поступает металл.
Недостатком данного устройства является невысокое качество выпускаемой заготовки.
Наиболее близким по технической сущности является устройство для бесслитковой прокатки жидкого металла, содержащее металлоприемник и валки-кристаллизаторы (ГЕРМАН Э., Непрерывное литье. М., ГНТИЛ по черной металлургии, 1961, с. 28-29, рис. 38-39).
Недостатком данного устройства является также невысокое качество выпускаемой заготовки.
В основу изобретения поставлена задача - расширение технологических возможностей бесслитковой прокатки (получение более тонких лент) и повышение качества металла ленты.
Поставленная задача решается за счет того, что устройство, содержащее металлоприемник и валки-кристаллизаторы, снабжено индуктором с магнитно-импульсной установкой, соединенным с металлоприемником, бандажом с нихромовой обмоткой, установленным на металлоприемнике, размещенном в корпусе, а между корпусом и металлоприемником расположены теплоизоляционные плиты.
Кроме того, теплоизоляционные плиты изготовлены из асбеста.
Кроме того, индуктор расположен радиально относительно металлоприемника.
Кроме того, индуктор расположен под углом к оси металлоприемника.
2
Кроме того, индуктор расположен соосно с металлоприемником, над ним.
Устройство поясняется чертежами, где:
на фиг. 1 представлена общая схема устройства,
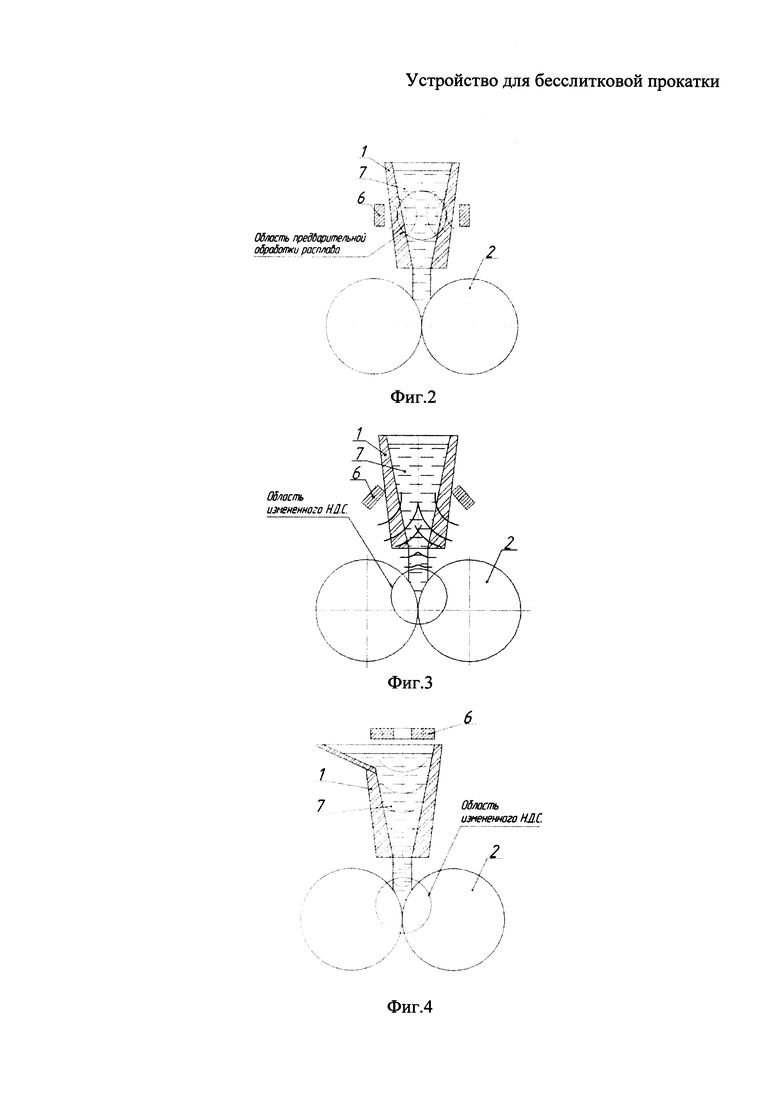
на фиг. 2 - вариант, когда индуктор установлен радиально,
на фиг. 3 - вариант, когда индуктор установлен под углом к оси металлоприемника,
на фиг. 4 - индуктор установлен соосно с металлоприемником.
Устройство состоит из металлоприемника 1 (желоб для подачи металла в металлоприемник на чертеже не показан), выполненный из керамического материала, валков-кристаллизаторов 2. На металлоприемнике расположен бандаж с нихромовой обмоткой 3. Металлоприемник 1 установлен в корпусе 2, между ними проложены теплоизоляционные плиты 5 из асбеста. Устройство снабжено индуктором 6, соединенным с магнитно-импульсной установкой (на чертеже не показана). В металлоприемник 1 залит металл 7.
Устройство работает следующим образом.
Металлоприемник 1 подогревается до температуры расплава с помощью бандажа 3 за счет нихромовой спирали, находящейся под действием напряжения. Далее в приемник заливают расплав 7, который начинает течь через нижнее отверстие приемника, попадая в стык охлаждаемых водой валков-кристаллизаторов 2, и кристаллизоваться. После заливки в металлоприемник 1 расплав обрабатывается импульсным магнитным полем при помощи индуктора 6 до истечения всей массы металла. За счет импульсов происходит разогрев и перемешивание расплава, измельчается микроструктура.
В первой схеме индуктор расположен радиально относительно металлоприемника, при магнитно-импульсном воздействии в расплаве возникают волны напряжений и деформаций, распространяющиеся по объему. Под действием этих волн происходит изменение свойств расплава вследствие его перемешивания. Введение в расплав дополнительной энергии порождает образование дополнительных центров кристаллизации. Все это приводит при кристаллизации в валках к повышению пластических свойств металла, а это, в свою очередь, к уменьшению числа переходов при прокатке тонких лент.
Во второй схеме индуктор расположен под углом к оси металлоприемника, т.о. чтобы волны напряжений сошлись в очаге деформаций (между валками). Вышеперечисленные эффекты первой схемы сочетаются с направленным воздействием в очаг деформации, которое может изменить напряженно-деформированное состояние. Возникающие дополнительные сжимающие напряжения еще в большей степени увеличивают пластичность металла.
В третьей схеме индуктор расположен соосно с металлоприемником, над ним. В данном случае совпадение направления истечения с направлением магнитно-импульсной обработки может повысить проталкивание металла через валки и снизить деформирующее усилие. Возникающие волны напряжений проходят через весь объем расплава от поверхности до валков. Происходит более полная проработка металла.
Техническим результатом является повышение механических свойств литой алюминиево-кремниевой ленты за счет измельчения структуры направленным воздействием импульсного магнитного поля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного литья заготовок из цветных металлов и сплавов | 1982 |
|
SU1047583A1 |
| СОВМЕЩЕННЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2353465C2 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2368456C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПРОВОДОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2001 |
|
RU2201311C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 1995 |
|
RU2089335C1 |
| Способ получения полых заготовок | 1988 |
|
SU1696108A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ НИКЕЛЬ-МОЛИБДЕН | 2003 |
|
RU2236478C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ АМОРФНЫХ И НАНОКРИСТАЛЛИЧЕСКИХ МЕТАЛЛИЧЕСКИХ ЛЕНТ ВЫСОКОСКОРОСТНОЙ ЗАКАЛКОЙ РАСПЛАВА | 2012 |
|
RU2538882C2 |
| Способ получения непрерывно-литой полосы | 1991 |
|
SU1822366A3 |
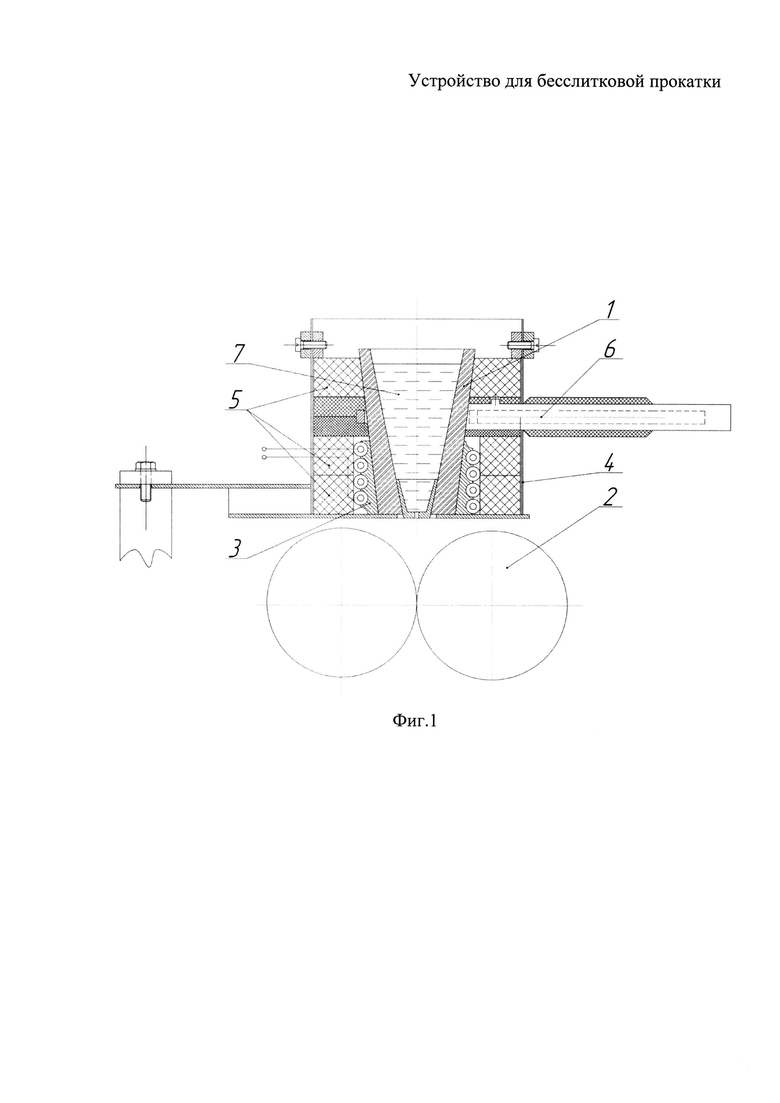
Изобретение относится к области металлургии, а именно к бесслитковой прокатке ленты между валками-кристаллизаторами. Устройство содержит металлоприемник (1), валки-кристаллизаторы (2) и индуктор (6) с магнитно-импульсной установкой, соединенный с металлоприемником. Металлоприемник с установленным на нем бандажом (3) с нихромовой обмоткой размещен в корпусе (4). Между корпусом и металлоприемником расположены теплоизоляционные плиты (5). Измельчение структуры направленным воздействием импульсного магнитного поля обеспечивает получение более тонкой ленты и повышение ее механических свойств. 4 з.п. ф-лы, 4 ил.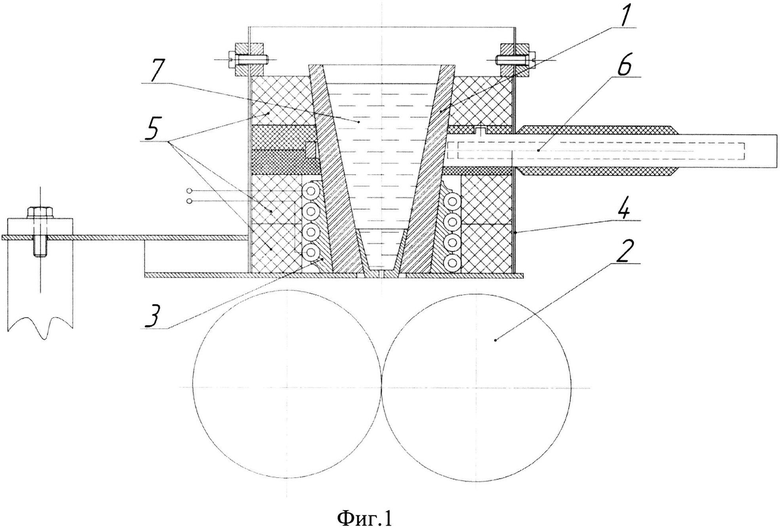
1. Устройство для бесслитковой прокатки жидкого металла, содержащее металлоприемник и валки-кристаллизаторы, отличающееся тем, что оно снабжено индуктором с магнитно-импульсной установкой, соединенным с металлоприемником, бандажом с нихромовой обмоткой, установленным на металлоприемнике, размещенном в корпусе, а между стенками корпуса и металлоприемника расположены теплоизоляционные плиты.
2. Устройство по п. 1, отличающееся тем, что теплоизоляционные плиты изготовлены из асбеста.
3. Устройство по п. 1, отличающееся тем, что индуктор расположен радиально относительно металлоприемника.
4. Устройство по п. 1, отличающееся тем, что индуктор расположен под углом к оси металлоприемника.
5. Устройство по п. 1, отличающееся тем, что индуктор расположен соосно с металлоприемником, над ним.
| ГЕРМАН Э., Непрерывное литье | |||
| М., ГНТИЛ по черной металлургии, 1961, с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| УСТАНОВКА ДЛЯ БЕССЛИТКОВОЙ ПРОКАТКИ СТАЛЬНЫХ ЛЕНТ | 1993 |
|
RU2121408C1 |
| Устройство для подачи жидкого металла в валки-кристаллизаторы установки непрерывного литья | 1987 |
|
SU1488116A1 |
| DE 3712537 A1, 10.11.1988 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРЕДОТВРАЩЕНИЯ ВЫДЕЛЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА ЧЕРЕЗ ВЕРТИКАЛЬНЫЙ ЗАЗОР МЕЖДУ ДВУМЯ ГОРИЗОНТАЛЬНО РАСПОЛОЖЕННЫМИ ЭЛЕМЕНТАМИ | 1994 |
|
RU2091192C1 |

