Изобретение относится к области металлургии, а именно, к способам производства фасонного горячекатаного проката (уголка, швеллера и др.) для строительных металлоконструкций из полосовой заготовки в условиях компактного металлургического комплекса.
Известен способ изготовления шпунтового профиля (RU 2571029, В21В 1/08, Опубл. 20.12.2015, Бюл. №35). Способ включает нагрев полосовой заготовки, прокатку профиля и его охлаждение. В известном способе производят предварительный нагрев до температуры 570÷650°С полосовой заготовки перед прокаткой, локальный нагрев непосредственно перед прокатным проходом до температуры 950÷1050°С со скоростью 450÷600°С/сек продольных зон локального нагрева (ЗЛН) полосовой заготовки, подвергающихся интенсивной деформации при последующей прокатке углов жесткости профиля, фиксацию после прокатного прохода геометрических размеров и взаимного расположения полок прокатываемого профиля посредством ускоренного локального охлаждения упомянутых зон до температуры 350÷460°С со скоростью 180÷250°С/сек.
Недостатком известного способа производства является то, что при толщине полосовой заготовки h3 из интервала h≤h3≤3h, где h- толщина полки фасонного строительного профиля, трудно обеспечить при прокатке формирование углов жесткости профиля, с требуемыми по ГОСТ величинами внешних и внутренних радиусов, что снижает качество фасонного проката, ограничивает технологические возможности производства крупных фасонных строительных профилей из полосовой заготовки толщиной h3≤10 мм. Изобретение направлено на устранение указанных недостатков известного способа производства.
Технический результат изобретения - расширение технологических возможностей производства крупных фасонных строительных профилей из полосовой заготовки толщиной h3≤10 мм. Повышение качества изготавливаемого фасонного строительного профиля при толщине полосовой заготовки h3 из интервала h≤h3≤3h, где h - толщина полки фасонного строительного профиля.
Указанный технический результат достигается тем, что в способе, включающем нагрев полосовой заготовки до температуры 570÷650°С, локальный нагрев продольных зон полосовой заготовки, соответствующих углам жесткости профиля, перед прокаткой до температуры 950÷1050°С со скоростью 450÷600°С/сек, прокатку, последующее ускоренное локальное охлаждение продольных зон локального нагрева полосовой заготовки до температуры 320÷460°С со скоростью 180÷250°С/сек, с обеспечением фиксации геометрических размеров и взаимного расположения полок профиля, предлагается использовать полосовую заготовку, удовлетворяющую условию: h≤h3≤3h, где h3-исходная толщина полосовой заготовки, h- толщина полки фасонного строительного профиля, при этом перед прокаткой осуществлять поперечную осадку зон локального нагрева с обеспечением образования продольных утолщений, величину осадки Н устанавливать
H=(b0-b)/b0,
где b0 - исходная ширина зоны локального нагрева, мм,
b - ширина зоны локального нагрева после поперечной осадки, мм,
при этом
b0=((h+R)2-π*R2/4)/h, где h - толщина полки фасонного строительного профиля,
R - внутренний радиус угла жесткости фасонного строительного профиля, мм,
b=k*((h3+R)2-π*R2/4)/((R+h3)*(21/2-1)/2+h3), где
k=(0,93-0,98) - коэффициент, учитывающий влияние механических характеристик прокатываемой стали, величину деформации λ-h3/h при прокатке, h3 - исходная толщина полосовой заготовки, мм,
Кроме того, предлагается использовать полосовую заготовку с толщиной h3≤10 мм в рулоне, после размотки рулона осуществлять предварительный нагрев полосовой заготовки посредством секционного проходного индуктора, локальный нагрев продольных зон полосовой заготовки совмещать с их поперечной осадкой, при этом прокатку фасонного строительного профиля производить в непрерывной группе прокатных клетей без промежуточного охлаждения, а ускоренное локальное охлаждение упомянутых продольных зон осуществлять до температуры 350÷430°С, с последующей порезкой профиля на мерную длину и охлаждением на реечном холодильнике до 120÷160°С.
Технический результат достигается тем, что в установке для производства строительного профиля, содержащей проходную печь для предварительного нагрева полосовой заготовки до температуры 570÷650С, газовые горелки для локального нагрева до температуры 950-1050°С продольных зон полосовой заготовки, соответствующих углам жесткости профиля, прокатный стан для многопроходной прокатки и блок ускоренного охлаждения проката, согласно изобретению, перед прокатным станом установлена валковая кассета, для поперечной осадки продольных зон локального нагрева полосовой заготовки, соответствующих углам жесткости фасонного профиля, выполненная с консольными валками, имеющими вертикальную ось вращения, и водоохлаждаемыми прижимами для заготовки, при этом газовые горелки смонтированы в корпусе валковой кассеты.
Кроме того, в установке перед проходной печью установлен разматыватель полосовой заготовки с барабана, при этом проходная печь снабжена секционным проходным индуктором для предварительного нагрева до температуры 570÷650°С полосовой заготовки, прокатный стан содержит непрерывную группу прокатных клетей, а блок ускоренного охлаждения проката выполнен в виде роликовой закалочной машины, для ускоренного охлаждения и фиксации после прокатки геометрических размеров и взаимного расположения полок прокатываемого фасонного строительного профиля.
Кроме того, в установке после прокатного стана установлены летучая пила для порезки прокатанного фасонного строительного профиля на мерную длину и реечный холодильник для охлаждения проката на воздухе до температуры 120÷160°С.
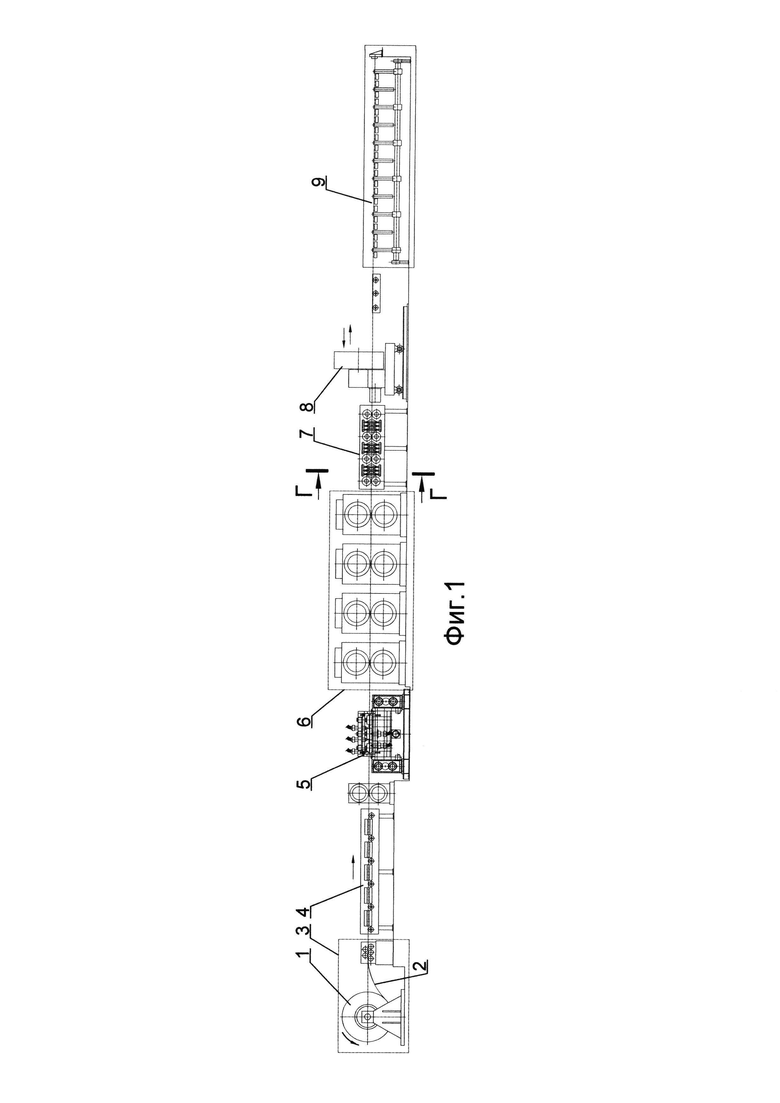
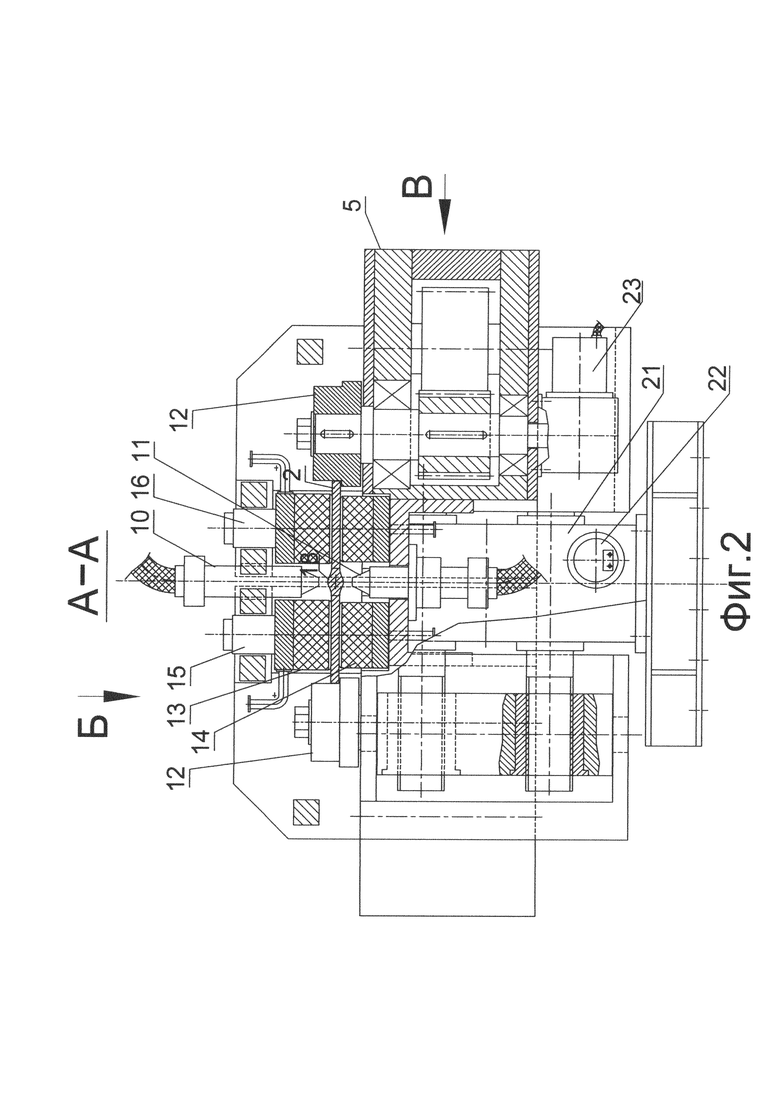
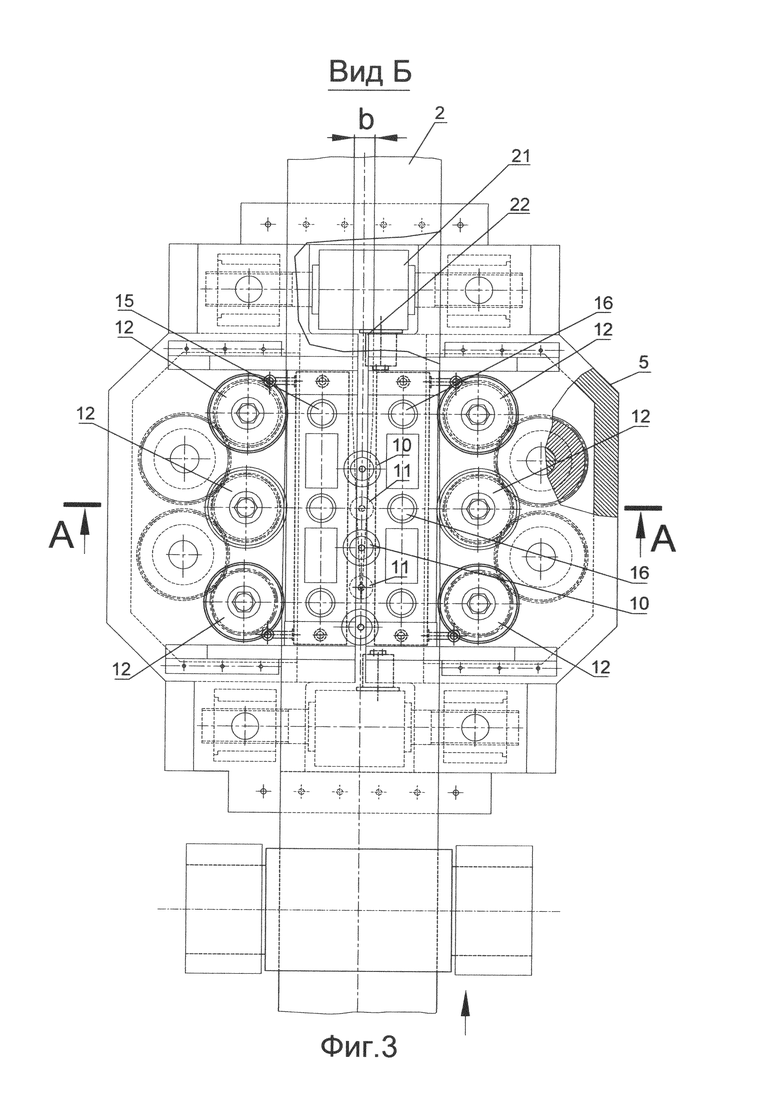
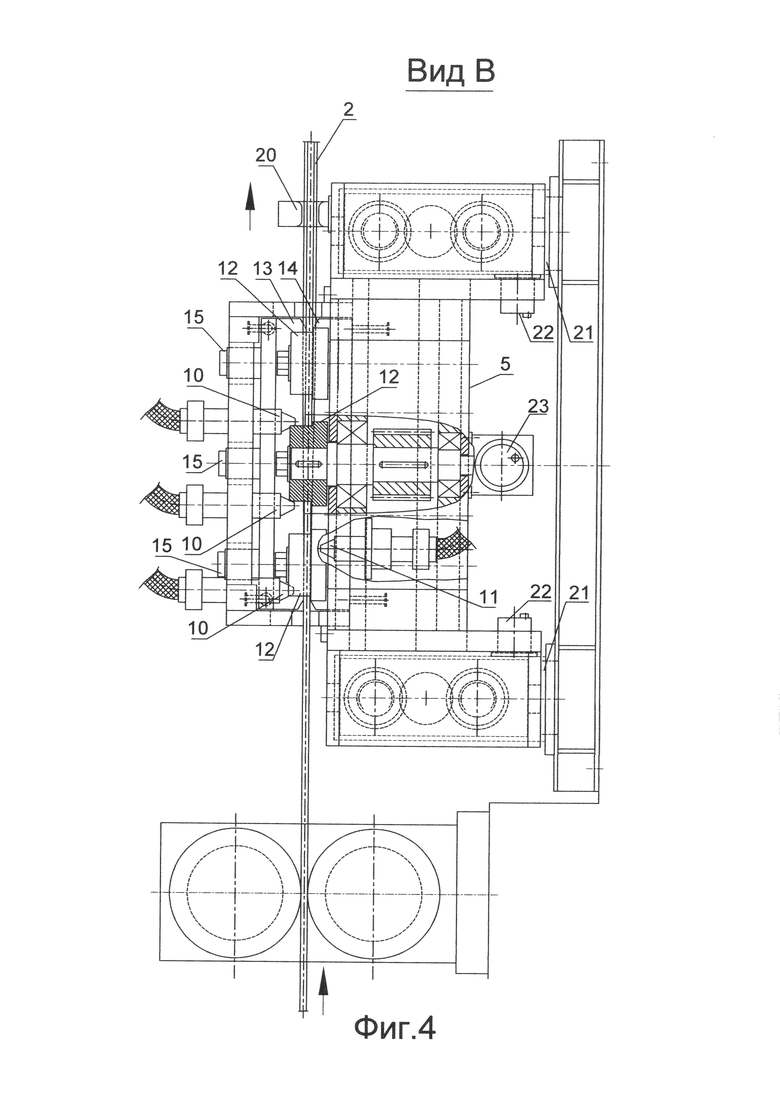
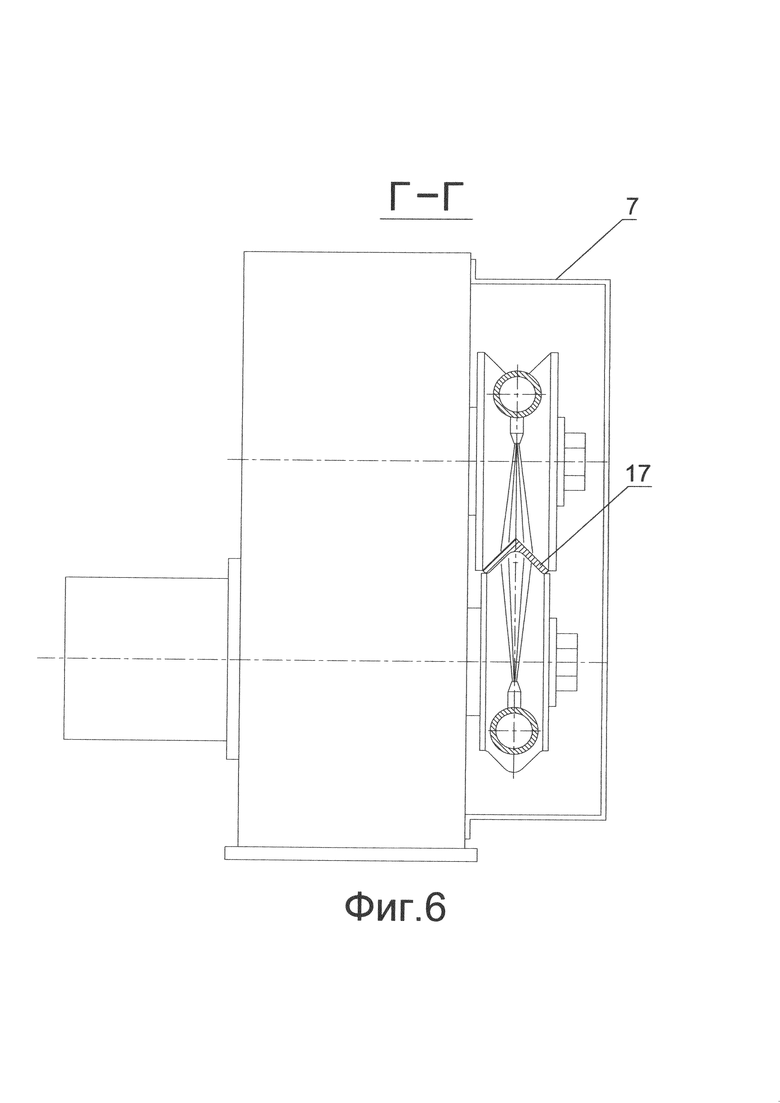
На Фиг. 1 изображена схема технологической линии прокатки фасонного строительного профиля из полосовой заготовки, на Фиг. 2 - сечение А-А валковой кассеты, на Фиг. 3 - Вид Б валковой кассеты, на Фиг. 4 - Вид В валковой кассеты, на Фиг. 5 - схема способа производства фасонного строительного профиля из полосовой заготовки по операциям, на Фиг. 6 - сечение Г-Г роликовой закалочной машины.
Установка для осуществления способа содержит барабан 1 с намотанной на него полосовой заготовкой 2 (Фиг. 1), который установлен в разматыватель 3, проходной секционный индукционный нагреватель 4, для предварительного нагрева полосовой заготовки 2 до температуры 570÷650°С, верхний и нижний ряд газовых горелок соответственно 10 и 11 (Фиг. 2), для локального нагрева непосредственно перед прокатным проходом до температуры 950÷1050°С со скоростью 450÷600°С/сек продольных зон локального нагрева полосовой заготовки 2, шириной b0 (Фиг. 5), подвергающихся интенсивной деформации при последующей прокатке углов жесткости 19 фасонного строительного профиля 17, валковую кассету 5 для поперечной осадки продольных зон локального нагрева полосовой заготовки 2, для образования продольных утолщений 18 на полосовой заготовке 2, шириной b, обеспечивающих при прокатке формирование углов жесткости 19 фасонного строительного профиля 17, непрерывную группу прокатных клетей 6, для прокатки фасонного строительного профиля 17 из полосовой заготовки 2, блок ускоренного охлаждения проката, выполненного в виде роликовой закалочной машины 7, для ускоренного охлаждения и фиксации после прокатного прохода геометрических размеров и взаимного расположения полок прокатываемого фасонного строительного профиля17 (Фиг. 6), летучую пилу 8 для порезки прокатанного фасонного строительного профиля17 на мерную длину, реечный холодильник 9 для охлаждения фасонного проката на воздухе до температуры 120÷160°С. Газовые горелки 10, 11 смонтированы в корпусе валковой кассеты 5 для совмещения нагрева и осадки продольных зон локального нагрева (Фиг. 3), валки 12 кассеты 5 выполнены консольными, с вертикальной осью вращения. Полосовая заготовка 2 фиксируется в кассете 5, при поперечной осадке продольных зон локального нагрева, водоохлаждаемыми прижимами 13 и14 (Фиг. 4).
Способ осуществляют следующим образом. Перед прокаткой, при исходной толщине h3 полосовой заготовки 2 из интервала h≤h3≤3h, где h - толщина полки фасонного строительного профиля17, величину осадки Н устанавливают
H=(b0-b)/b0, где b0 - исходная ширина продольной зоны локального нагрева (Фиг. 5), мм, b - ширина продольной зоны локального нагрева после поперечной осадки, мм;
b0=((h+R)2-π*R2/4)/h, где h - толщина полки прокатываемого фасонного строительного профиля 17, R-внутренний радиус угла жесткости 19 прокатываемого фасонного строительного профиля17, мм;
b=k*((h3+R)2-π*R2/4)/((R+h3)*(21/2-1)/2+h3), где k - коэффициент, учитывающий влияние механических характеристик прокатываемой стали, величину деформации λ-h3/h при прокатке, находится в интервале 0,93÷0,98, h3 - исходная толщина полосовой заготовки 2, h - толщина полки прокатываемого фасонного строительного профиля 17, мм, R-внутренний радиус угла жесткости 19 прокатываемого фасонного строительного профиля 17, мм.
Исходную полосовую заготовку 2 наматывают на барабан 1, который устанавливают в линию прокатки в разматыватель 3 (Фиг. 1). Предварительный нагрев полосовой заготовки 2 до температуры 570÷650°С производят в секционном проходном индукторе 4, а локальный нагрев перед прокаткой продольных зон локального нагрева полосовой заготовки 2 до температуры 950÷1050°С со скоростью 450÷600°С/сек производят газовыми горелками 10 и 11. Локальный нагрев продольных зон заготовки 2 совмещают с их поперечной осадкой в валковой кассете 5. При этом величину осадки Н регулируют механизмом сведения 21 валков 12, через включение гидропривода 22 по команде автоматизированной системы управления по результатам замера величины продольного утолщения 18 от индукционного толщиномера 20 на выходе из валковой кассеты 5 (Фиг. 4). Локализация пластической деформации при поперечной осадке валками 12, с образованием продольного утолщения 18, обеспечивается разностью температур продольной зоны локального нагрева и полосовой заготовки 2, которая составляет 400÷430С°. Разность температур приводит к резкому снижению предела текучести σт стали в зоне локального нагрева на 50÷60%, до значений 80÷120 МПа/мм2, при этом σт стали полосовой заготовки 2 при температуре 570÷650°С находится в интервале 180÷240 МПа/мм2. Вращение валков 12 задают гидроприводом 23, а величину давления водоохлаждаемых прижимов 13 и 14 задают гидроцилиндрами 15, для надежной фиксации полосовой заготовки 2 в кассете 5, при поперечной осадке зоны локального нагрева. Затем, прокатку фасонного строительного профиля 17 производят в непрерывной группе прокатных клетей 6 без промежуточного охлаждения, а прокатанный строительный профиль 17 ускоренно охлаждают до температуры 350÷430°С в роликовой закалочной машине 7 (Фиг. 6), для формирования высокого уровня механических характеристик фасонного проката и фиксации после прокатного прохода геометрических размеров и взаимного расположения полок прокатываемого фасонного строительного профиля 17.
Далее, фасонный прокат режут на мерную длину в линии прокатного стана летучей пилой 8, порезанный на мерную длину фасонный строительный профиль 17 охлаждают на реечном холодильнике 9 до 120÷160°С.
Таким образом, поперечная осадка зон локального нагрева с образованием продольных утолщений на полосовой заготовке в местах интенсивной деформации при последующей прокатке углов жесткости строительного профиля при исходной толщине полосовой заготовки h3 из интервала h≤h3≤3h, где h - толщина полки строительного профиля, позволяет существенно расширить технологические возможности при прокатке крупных строительных профилей, повысить качество изготавливаемого фасонного строительного профиля, обеспечить точность выполнения внутреннего и внешнего радиусов углов жесткости горячекатаного фасонного проката в соответствии с требованиями технических стандартов.
Пример.
Производили фасонный строительный профиль - уголок 125×125 мм с толщиной полки 8 мм из полосовой заготовки толщиной 10 мм, сталь 09Г2С, внутренний радиус угла жесткости строительного профиля R=14 мм, радиус притупления при вершине -2,4 мм. Исходную полосовую заготовку в рулоне, через разматыватель, подавали в секционный индукционный нагреватель для предварительного нагрева полосовой заготовки до температуры 620°С, затем, предварительно нагретая полосовая заготовка проходила через валковую кассету, в которой, производили нагрев продольной зоны полосовой заготовки, соответствующей углу жесткости фасонного профиля, газовыми горелками, установленными в корпусе валковой кассеты, до температуры 950°С со скоростью нагрева 540°С/сек, и поперечную осадку зоны локального нагрева сжатием по кромкам полосовой заготовки консольными валками, в водоохлаждаемых зажимах, фиксирующих прямолинейность полосовой заготовки в валковой кассете. Исходная ширина зоны локального нагрева составляла b0=41,25 мм, ширина зоны локального нагрева после поперечной осадки b=27,06 мм при к=0,96, величина поперечной осадки составляла Н=0,34. Сформированное при поперечной осадке зоны локального нагрева продольное утолщение обеспечивало при последующей прокатке с суммарной вытяжкой λ=1,25, точное получение заданной геометрии угла жесткости фасонного строительного профиля с выполнением всех радиусов в соответствии с требованиями технических стандартов. Ускоренное охлаждение в роликовой закалочной машине до температуры 360°С обеспечивало высокий уровень механических характеристик фасонного проката и стабильную точность угла при вершине, отклонение которого от прямого не превышало 35'. Произведенный фасонный прокат соответствовал группе точности А по ГОСТ 8509-93. Затем, прокатанный фасонный строительный профиль резали летучей пилой на заданную длину - 12 метров и укладывали для окончательного охлаждения на воздухе до 120÷160°С на реечный холодильник.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ДЕМОНТИРОВАННОГО ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА | 2015 |
|
RU2574531C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПУНТОВОГО ПРОФИЛЯ ПОВЫШЕННОЙ ЖЕСТКОСТИ | 2015 |
|
RU2571029C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ В ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ БЕССЛИТКОВОЙ ПРОКАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2607855C1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
| СПОСОБ ПЕРЕКАТКИ РЕЛЬСОВ | 2013 |
|
RU2509615C1 |
| СПОСОБ РЕЗКИ ТРУБЫ НА ПОЛОСОВУЮ ЗАГОТОВКУ | 2019 |
|
RU2699490C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2122910C1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |

Изобретение относится к области производства фасонного горячекатаного проката для строительных металлоконструкций из полосовой заготовки в условиях компактного металлургического комплекса. Способ включает предварительный нагрев до температуры 570÷650°С полосовой заготовки, локальный нагрев непосредственно перед прокатным проходом до температуры 950÷1050°С со скоростью 450÷600°С/сек продольных зон локального нагрева полосовой заготовки, соответствующих углам жесткости фасонного строительного профиля, фиксацию после прокатного прохода геометрических размеров и взаимного расположения полок профиля посредством ускоренного локального охлаждения упомянутых зон до температуры 350÷430°С со скоростью 180÷250°С/сек. Расширение технологических возможностей и повышение качества изготавливаемого профиля обеспечивается за счет того, что используют полосовую заготовку с толщиной hз, удовлетворяющей условию: h≤hз≤3h, где h - толщина полки профиля, при этом перед прокаткой осуществляют поперечную осадку зон локального нагрева с обеспечением образования продольных утолщений, величину осадки регламентируют. Устройство содержит разматыватель полосовой заготовки с барабана, секционный проходной индуктор, непрерывную группу прокатных клетей, блок ускоренного охлаждения фасонного проката в виде роликовой закалочной машины, летучую пилу для порезки профиля на мерную длину, реечный холодильник для охлаждения фасонного проката на воздухе. 2 н. и 3 з.п. ф-лы, 6 ил.
1. Способ производства фасонного строительного профиля, включающий нагрев стальной полосовой заготовки до температуры 570-650°С, локальный нагрев продольных зон заготовки, соответствующих углам жесткости профиля, перед прокаткой до температуры 950-1050°С со скоростью 450-600°С/сек, прокатку, последующее ускоренное локальное охлаждение продольных зон локального нагрева до температуры 320-460°С со скоростью 180-250°С/сек, с обеспечением фиксации геометрических размеров и взаимного расположения полок профиля, отличающийся тем, что используют полосовую заготовку, толщина hз которой удовлетворяет условию: h≤hз≤3h, где h - толщина полки профиля, при этом перед прокаткой осуществляют поперечную осадку зон локального нагрева с обеспечением образования продольных утолщений, причем величину осадки устанавливают H=(bo-b)/bo, где
bo - исходная ширина зоны локального нагрева, мм,
b - ширина зоны локального нагрева после осадки, мм,
при этом
bo=((h+R)2-π*R2/4)/h, где
R - внутренний радиус угла жесткости фасонного профиля, мм,
b=k*((hз+R)2-π*R2/4)/((R+hз)*(21/2-1)/2+hз), где
k=(0,93-0,98) - коэффициент, учитывающий влияние механических характеристик стали и величину деформации λ=hз/h.
2. Способ по п. 1, отличающийся тем, что используют полосовую заготовку с толщиной hз≤10 мм в рулоне, после размотки рулона осуществляют предварительный нагрев полосовой заготовки посредством секционного проходного индуктора, локальный нагрев продольных зон полосовой заготовки совмещают с их поперечной осадкой, при этом прокатку производят в непрерывной группе прокатных клетей без промежуточного охлаждения, а ускоренное локальное охлаждение упомянутых продольных зон осуществляют до температуры 350÷430°С, с последующей порезкой профиля на мерную длину и охлаждением на реечном холодильнике до 120÷160°С.
3. Установка для производства фасонного строительного профиля способом по п. 1, содержащая проходную печь для предварительного нагрева полосовой заготовки до температуры 570÷650°С, газовые горелки для локального нагрева продольных зон полосовой заготовки, соответствующих углам жесткости профиля, перед прокаткой до температуры 950-1050°С, прокатный стан для многопроходной прокатки и блок ускоренного охлаждения проката, при этом перед прокатным станом установлена валковая кассета для поперечной осадки продольных зон локального нагрева заготовки, соответствующих углам жесткости фасонного профиля, выполненная с консольными валками, имеющими вертикальную ось вращения, и водоохлаждаемыми прижимами для заготовки, а газовые горелки смонтированы в корпусе валковой кассеты.
4. Установка по п. 3, отличающаяся тем, что перед проходной печью установлен разматыватель полосовой заготовки с барабана, при этом проходная печь снабжена секционным проходным индуктором, прокатный стан содержит непрерывную группу прокатных клетей, а блок ускоренного охлаждения выполнен в виде роликовой закалочной машины.
5. Установка по п. 3, отличающаяся тем, что после прокатного стана установлены летучая пила для порезки прокатанного профиля на мерную длину и реечный холодильник.
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПУНТОВОГО ПРОФИЛЯ ПОВЫШЕННОЙ ЖЕСТКОСТИ | 2015 |
|
RU2571029C1 |
| Способ получения фланцевых профилей | 1973 |
|
SU448042A1 |
| Способ изготовления двутавров | 1982 |
|
SU1045961A1 |
| СПОСОБ ПЕРЕКАТКИ РЕЛЬСОВ | 2013 |
|
RU2509615C1 |
| US 4123927 A, 07.11.1978. | |||

