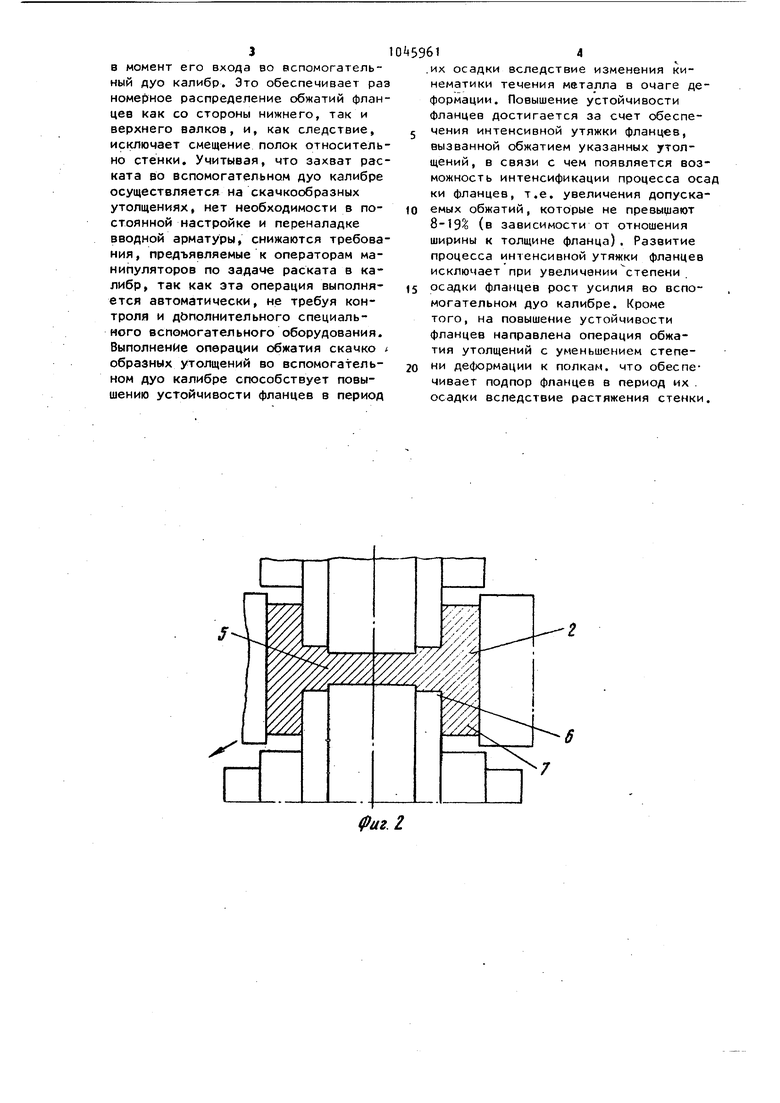
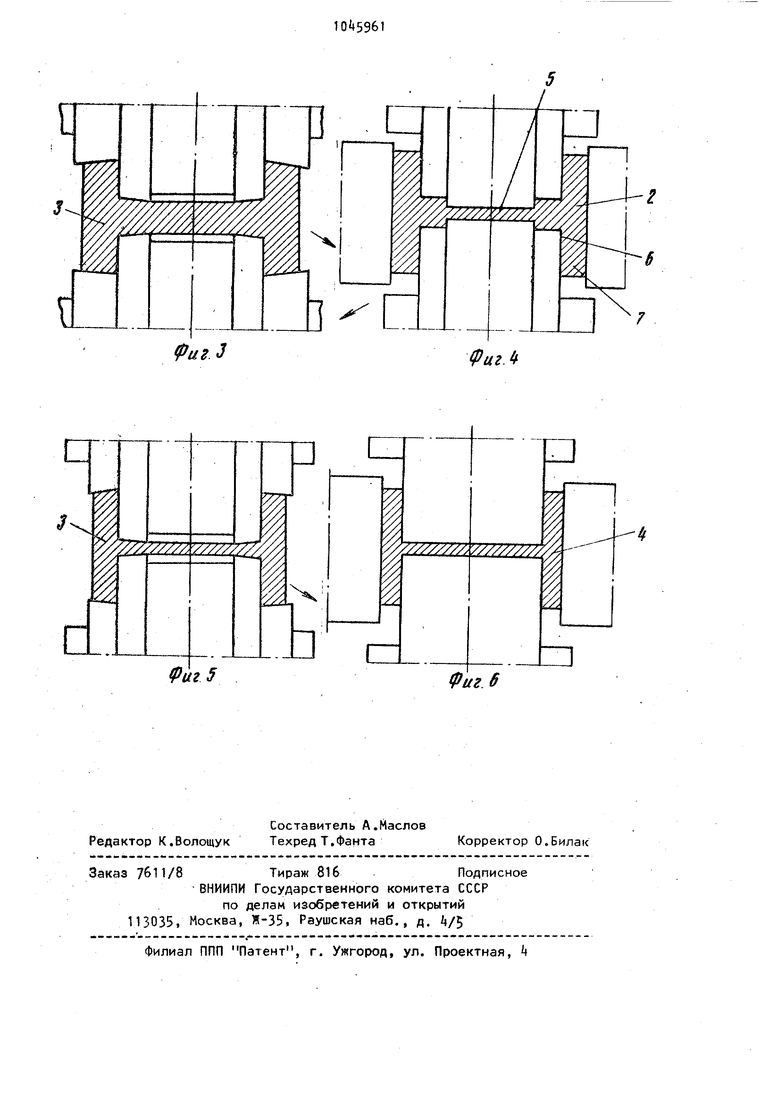
Изобретение относится к металлур гической промышленности и может быть использовано в прокатном пройз иодстве при изготовлении двутавровы .профилей, Известен способ изготовления про лей в системе дуо калибров, включаю щий получение фасонной заготовки с последующим формированием профиля с уклонами внутренней поверхности фланце.а f 1 J. Недостатком данного способа явля ется то, что он не обеспечивает получение широкоплочных двутавровых профилей с параллельными полками, Зт приводит к перерасходу металла и сни жает эффективность изготовления и применения данного типа профилей. Известен также способ изготовлени двутавров, включающий операции получения фасонной заготовки с последущим чередованием осадки фланцев во вспомогательном дуо калибре и формов кой раската в универсальном калибре и окончательной прокатки. При этом осадку фланцев во вспомогательном дуо калибре выполняют таким образом, чтобы стенка раската не контактировала с бочкой горизонтальных валков 2. i Недостатком этого способа является то, что при осадке фланцев во вспомогательном дуо калибре не обеспечивается равномерное их обжатие, в результате чего фланцы, лежащие по одну сторону стенки превышают сим метрично расположенные им фланцы по другую сторону стенки,Это зачастую приводит к отступлению от нормативных требований по такому параметру как смещение полки относительно сте ки и усложняет выполнение требований по настройке вводной арматуры на непрерывных станах, а на реверсивных универсально-балочных - работу манипуляторов задачи раската в клеть. При этом осуществление таких операций осадки фланцев вызывает необходимость уменьшения степени их осадки, что в ряде случаев является недостаточным для контроля ширины фланцев. Увеличение же степени осадки фланцев приводит, как правило, либо к потере их устойчивости, либо ограничено мощностью вспомогательной клети. Кроме того, в местах сопряжения стенки и фланцев возникают опасные напряжения, способствующие нарушению сплошности металла и появлению трещин на готовых двутаврах. Цель изобретения - повышение качества проката путем устранения неравномерности осадки фланцев. Поставленная цель достигается тем, что согласно способу изготовления двутавров, включающему прокатку профиля в унивельсаной клети и осадку фланцев по высоте при отсутствии контакта валков со стенкой профиля во вспомогательной клети дуо, при прокатке в универсальной клети стенку профиля выполняют со ступенчатыми утолщениями на участках, прилегающих к фланцам,,а во вспомогательной клети обжимают эти утолщения, постепенно уменьшая степень деформации в направлениях к фланцам. На фиг, 1 представлена фасонная заготовка; на фиг. 2 - 6 - последовательность ее обжатия в универсальной, вспомогательной и чистовой клетях, В процессе изготовления двутавров получают известным путем фасонную заготовку 1, которую формуют последовательно в чередующихся универсальном калибре 2 и дуо калибре 3 с окончательной прокаткой в универсальном калибре 4. При формовке фасонной заготовки 1 в универсальном калибре 2 стенку 5 раската выполняют со скачкообразным увеличением ее толщины на участках 6, примыкающих к фланцам 7. В дуо калибре 3 утолщения участков 6 обжимают. При этом обжатие утолщений осуществляют с уменьшением степени деформации в направлениях к фланцам. Указанные операции чередуют до окончательной прокатки готового профиля в чистовом калибре универсальной клети. Взаимно чередующиеся операции формовки в универсальном калибре и осадки во вспомогательном дуо калибре могут быть осуществлены как в реверсивных клетях, например, универсально-балочного стана, так и в непрерывной группе клетей, образованных чередующимися универсальными клетями с вспомогательными дуо клетями . Осуществление операции скачкообразного образования утолщения стенки раската на участках, примыкающих к полкам в универсальной клети, способствует самоцентрированию раската
3
в момент его входа во вспомогательный дуо калибр. Это обеспечивает раз номерное распределение обжатий фланцев как со стороны нижнего, так и верхнего валков, и, как следствие, исключает смещение полок относительно стенки. Учитывая, что захват раската во вспомогательном дуо калибре осуществляется на скачкообразных утолщениях, нет необходимости в постоянной настройке и переналадке вводной арматуры, снижаются требования, предъявляемые к операторам манипуляторов по задаче раската в калибр, так как эта операция выполняется автоматически, не требуя контроля и дополнительного специального вспомогательного оборудования. Выполнение операции обжатия скачко образных утолщений во вспомогательном дуо калибре способствует повышению устойчивости фланцев в период
i 596l4
.их осадки вследствие изменения кинематики течения металла в очаге деформации. Повышение устойчивости фланцев достигается за счет обеспеJ чения интенсивной утяжки фланцев, вызванной обжатием указанных утолщений, в связи с чем появляется возможность интенсификации процесса осад ки фланцев, т.е. увеличения допуска10 емых обжатий, которые не превышают 8-19 (в зависимости от отношения ширины к толщине фланца). Развитие процесса интенсивной утяжки фланцев исключает при увеличении степени .
15 осадки фланцев рост усилия во вспомогательном дуо калибре. Кроме того, на повышение устойчивости фланцев направлена операция обжатия утолщений с уменьшением степе20 ни деформации к полкам, что обеспечивает подпор фланцев в период их . осадки вследствие растяжения стенки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки швеллеров | 1984 |
|
SU1186293A1 |
| Способ изготовления горячекатаного двутавра из фасонной заготовки | 2020 |
|
RU2758605C1 |
| Способ прокатки балочных профилей на непрерывном сортовом стане | 1984 |
|
SU1284617A1 |
| Способ непрерывной прокатки двутавровых профилей | 1979 |
|
SU966976A1 |
| Способ изготовления двутавров | 1985 |
|
SU1380811A1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| СПОСОБ ПРОКАТКИ ДВУТАВРОВ | 2009 |
|
RU2403996C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Способ прокатки фасонных профилей | 1987 |
|
SU1503903A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ДВУТАВРОВ , включающий прокатку профиля в универсальной клети и осадку фланцев на высоте при отсутствии контакта валков со стенкой профиля во вспомогательной клети дуо, отличающийся тем, чт, с целью повышения качества проката путем устранения неравномерности осадки фланцев, при прокатке в универсальной клети стенку профиля выполняют со ступенчатыми утолщениями на участках, прилегающих к фланцам, а во вспомогательной клети обжимают эти утолщения, постепенно уменьшая степень деформации в направлениях к :фланчам. (Л С СЛ СО о .f
ipul 3
LT
1
7777777
I
%
.п
fpuzS
Фиг «
П
УЛ
У///7/7////.
Фиг 6
