Область техники, к которой относится изобретение
Настоящее изобретение относится к погружному разливочному стакану для непрерывного литья тонких слябов из металлов или металлических сплавов, далее именуемому как «стакан для литья тонких слябов». В частности, оно относится к стаканам для литья тонких слябов с особой геометрией, обеспечивающей улучшенный контроль очень высоких расходов расплавленного металла в форму для литья тонких слябов. Настоящее изобретение также относится к установке для литья металлов с последующей прокаткой или без такой прокатки, содержащей такой стакан для литья тонких слябов.
Уровень техники
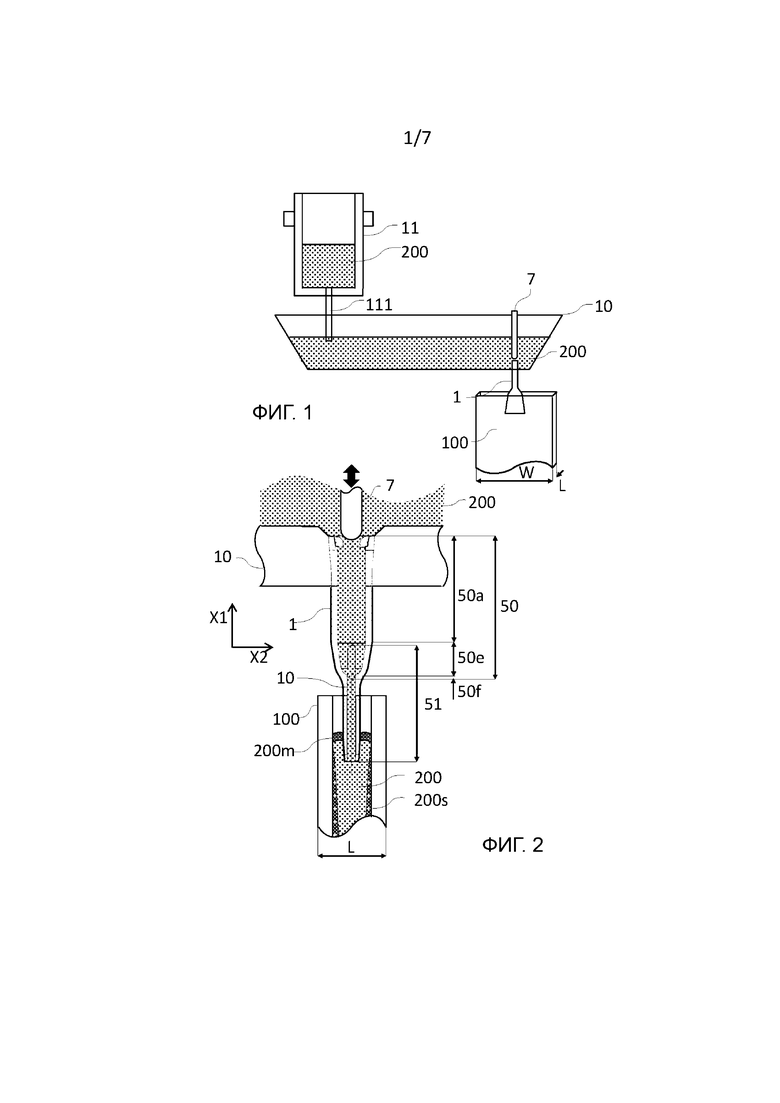
В непрерывных процессах формования металлов расплавленный металл транспортируется из одного металлургического сосуда в другой, в форму или инструмент. Например, как показано на фиг. 1, разливочный ковш (11) заполняется металлическим расплавом, поступающим из печи и транспортируемым в промежуточный ковш (10) через стакан (111) промежуточного ковша. Далее металлический расплав может поступать через разливочный стакана (1) из промежуточного ковша в форму для формирования слябов, биллетов, балок, тонких слябов или слитков. Течение металлического расплава из промежуточного ковша осуществляется самотеком через разливочный стакан (1), при этом расход регулируется стопором (7). Стопор представляет собой штангу, установленную сверху с возможностью перемещения и продолжающуюся по одной оси (т.е. вертикально) с впускным отверстием разливочного стакана. Конец стопора, примыкающий к впускному отверстию стакана, является стопорной пробкой и имеет геометрию, соответствующую геометрии вышеуказанного впускного отверстия, так что когда оба вышеуказанных элемента контактируют друг с другом, впускное отверстие стакана уплотняется. Расход расплавленного металла из промежуточного ковша в форму регулируется посредством непрерывного перемещения стопора вверх и вниз для регулирования пространства между стопорной головкой и отверстием стакана.
Регулирование расхода Q расплавленного металла через стакан очень важно, поскольку любое его изменение вызывает соответствующие изменения уровня мениска (200m) расплавленного металла, образованного в форме (100). Постоянный уровень мениска должен обеспечиваться по следующим причинам. Жидкий смазывающий шлак искусственно образуется посредством плавления специального порошка на мениске формирующегося сляба, который распределяется по стенкам формы по мере движения потока. Если уровень мениска изменяется значительно, смазывающий шлак имеет тенденцию к скапливанию в наиболее вогнутых частях волнообразного мениска, оставляя его вершины непокрытыми, так что смазка отсутствует или плохо распределяется, что увеличивает износ формы и отрицательно влияет на качество изготавливаемого металлического продукта. Кроме того, значительно изменяющийся уровень мениска также увеличивает риски захватывания смазывающего шлака в отливаемом металлическом продукте, что, разумеется, отрицательно влияет на качество продукта. И, наконец, любое изменение уровня мениска увеличивает интенсивность износа облицовки наружных стенок стакана и, тем самым, срок его службы.
Отдельной областью металлургии является производство тонких металлических полос. Традиционно окончательную толщину полосы получают холодной прокаткой, которая является дорогостоящим процессом, поскольку, полуфабрикаты, изготавливаемые в разливочной машине, требуют охлаждения, хранения и часто транспортировки на другую установку и повторного нагрева для горячей прокатки полос большой толщины и последующей холодной прокатки и отжига. Был предложен ряд способов для увязывания машины для непрерывного литья заготовок с установкой для горячей прокатки, так чтобы производить тонкие полосы толщиной порядка менее 1,5 мм посредством непрерывного или полунепрерывного процесса от этапа литья до этапа горячей прокатки, тем самым, уменьшая расходы энергии и воды намного больше, чем наполовину. Такие процессы описываются, например, в WO 92/00815, WO 00/50189, WO 00/59650, WO 2004/026497 и WO 2006/106376. В частности, в WO 2004/026497 описывается так называемый «бесконечный» процесс, где металлическая масса постоянно связана без прерывания от этапа литья до этапа прокатки с полосой, которая по достижении окончательной толщины режется на части требуемой длины перед моталками. На этих линиях может быть достигнута рекордная производительность до 4 миллионов тонн в год применительно к отдельной линии литья. Этап непрерывного литья в таких процессах должен обеспечивать производство тонких слябов без промежуточных обработок сляба, выходящего из формы для литья тонких слябов. Тонкие слябы являются полуфабрикатами, имеющими ширину, по существу, больше толщины, которая обычно составляет порядка 30 – 120 мм. Для таких применений с целью обеспечения последующих операций прокатки и поддержания температуры для повышения производительности существенно важно отливать, например, тонкие стальные слябы с высоким расходом до 5 кг/мин на мм ширины, что означает, например, для стального сляба шириной 2,1 м скорость разливки до 10 тонн в минуту. Должны использоваться специальные стаканы, часто именуемые и упоминаемые в настоящем описании как «стаканы для литья тонких слябов». Как показано на фиг. 1 и 2, стакан (1) для литья тонких слябов сдержит верхний участок трубы, продолжающейся вдоль продольной оси X1, в общем, но необязательно, цилиндрической с круглым сечением, соединенной известным образом с верхним сосудом, таким как промежуточный ковш (10). Такая труба обычно используется совместно со стопором (7) для регулирования расхода расплавленного металла (200) через стакан для литья тонких слябов. У нижнего участка, противоположного вышеуказанному верхнему участку, стакан для литья тонких слябов становится тоньше вдоль первой поперечной оси X2, нормальной к продольной оси X1, и шире вдоль второго поперечного направления X3, нормального к продольному и первому поперечному направлениям X1 и X2, так что он может входить в полость формы, сохраняя при этом необходимый зазор со стенками формы. Нижний участок часто именуется как «диффузор» или «выпускной диффузорный участок» и содержит два передних канала (51), открытых у выпусков (51d) каналов. Диффузор обеспечивает подачу расплавленного металла (200) в форму (100) для литья тонких слябов, где формуется сляб, и начинается его кристаллизация в оболочке (200s), когда он контактирует с холодными стенками формы.
Верхний участок и нижний участок стакана для литья тонких слябов соединены друг с другом соединительным участком, придавая стакану для литья тонких слябов его типичную общую форму в виде лопаты. Как показано на фиг. 2, отверстие стакана для литья тонких слябов содержит центральное отверстие (50), содержащее впускное отверстие и оканчивающееся на уровне разделителя (10), наиболее наглядно показанного на фиг. 3(a), содержащего два канала (51), включающих в себя выпускные отверстия каналов стакана для литья тонких слябов. Центральное отверстие (50) содержит верхний участок (50a) отверстия и сужающийся участок (50e) отверстия. Роль сужающегося участка (50e) отверстия является весьма критичной, поскольку геометрия центрального отверстия (50a), по существу, осесимметричная относительно продольной оси X1, полностью изменяется на уровне каналов (51), продолжающихся в плоском и широком диффузорном участке с плоскостной симметрией относительно плоскости П2, образованной продольной осью X1 и второй поперечной осью X3, тем самым, значительно нарушая форму потока расплавленного металла, проходящего от верхнего участка к нижнему участку стакана. Следовательно, сужающийся участок (50e) отверстия стакана для литья тонких слябов должен обеспечивать, чтобы расплавленный металл протекал как можно более плавно от верхнего участка стакана для литья тонких слябов до выпускного диффузорного участка, расположенного у нижнего конца стакана для литья тонких слябов. Металлический расплав должен поступать в передние каналы (51) в наиболее возможном соответствующем состоянии с минимальными уровнями турбулентности (означающими незначительные завихрения или отсутствие большой турбулентности), минимальными изменениями скорости и давления, без разделения потока по стенкам каналов и, соответственно, как можно более равномерной скоростью в направлении каналов (51d). Выражение «стакан для литья тонких слябов» в контексте настоящего документа относится исключительно к стаканам, описанным выше и пригодным для транспортирования расплавленного металла из металлургического сосуда, такого как промежуточный ковш, к форме для литья тонких слябов. Это явным образом исключает из выражения «стакан для литья тонких слябов» любой стакан, имеющий, по существу осесимметричную геометрию наружных стенок нижней части стакана.
Регулирование уровня мениска (200m), образованного расплавленным металлом и шлаком в форме для литья тонких слябов, обеспечивается, главным образом, посредством модификации расстояния между стопорной пробкой стопора (7) и впускным отверстием стакана (1) для литья тонких слябов, описанного выше в отношении стаканов в общем плане (см. фиг. 2). Как описано выше, это регулирование очень важно для обеспечения надлежащего качества литого металлического продукта. Однако такое регулирование должно быть особенно тщательным и является весьма затруднительным применительно к литью тонких слябов из-за очень небольшой ширины или толщины L форм для литья тонких слябов. Фактически, из-за уменьшенной площади сечения L x W таких форм, нормального к продольной оси X1 (площадь = ширина или толщина L x ширина W) любое изменение расхода Q расплавленного металла вызывает значительное изменение уровня мениска с амплитудами изменений, которые значительно больше, чем в других типах форм, например, для производства балок большой толщины, профилей и т.д., имеющих большие сечения.
В документе EP 925132 предлагается стакан для литья тонких слябов, улучающий регулирование течения расплавленного металла из сосуда с металлом, такого как промежуточный ковш, в форму для литья тонких слябов, и имеющий определенную геометрию полости стакана для литья тонких слябов на уровне разделителя. Например, комбинированная площадь сечения двух передних каналов на уровне конца сужающегося участка (50e) отверстия меньше соответствующей площади сечения на границе между верхним и сужающимся участками (50a, 50e) отверстия стакана. Несмотря на то, боковые стенки каналов расходятся в нижнем направлении в плоскости П2, образованной продольной осью X1 и второй поперечной осью X3, они сходятся в плоскостях П1 и П3, соответственно, образованных осями (X1, X2) и (X2, X3), тем самым, вызывая уменьшение сечения в нижнем направлении. Стенки полости в соединительном участке стакана для литья тонких слябов, как показано на фиг. 2 из EP 925132, отчетливо сходятся по линейному закону.
В документе EP 1854571 описывается стакан для литья тонких слябов, где главное внимание уделяется геометрии разделителя оживальной формы, имеющего непрерывные контуры и угол при вершине 30 - 60°. Разделитель в нижнем участке симметрично сужается применительно к его боковым сторонам в направлении средней вертикальной оси. Эта конструкция устраняет недостатки стаканов для литья тонких слябов такого типа, которые описаны выше в EP 925132. В частности, она препятствует возникновению неустойчивости и разделения течения вдоль контуров разделителя потока. Разделения потока ведет к возникновению завихрений, когда металл течет вдоль контуров разделителя потока, вызывая срыв потока. Эти завихрения имеют тенденцию вовлекаться потоком в форму и объединяться со структурами турбулентного течения, вызываемыми чрезмерным трением в потоке (турбулентным обменом) между противоположными узкими поверхностями обоих выходящих потоков, что ведет к неустойчивости, асимметрии и колебанию структуры потока в форме, а также чрезмерно быстрой циркуляции потоков в направлении мениска (зеркало ванны) без надлежащего проникновения жидкой массы.
В каждом из документов US 7757747, WO 9529025, WO 9814292, WO 02081128 и DE 4319195 описываются стаканы для литья тонких слябов, имеющие расширитель высотой значительно меньше, чем расширители вышеописанных стаканов для литья тонких слябов. Можно полагать, что возможность вытекания расплавленного металла из выпускных отверстий каналов вскоре после разделения потока на два разных потока не позволяет получить структуру, близкую к параллельным направлениям течения, которые не нарушаются значительными завихрениями, аналогично ламинарному течению в форму для литья тонких слябов. С такой геометрией невозможно обеспечить четкое различие в центральном отверстии между верхним участком (50a) отверстия и сужающимся участком (50e) отверстия.
В документе US 7757747 описывается стакан для литья тонких слябов, содержащий первый центральный разделитель, разделяющий траекторию течения, ограниченную центральным участком отверстия, на два подпотока, и дополнительно содержащий два коротких разделителя, разделяющих каждый подпоток на два дополнительных подпотока, в результате чего стакан содержит четыре выпуска каналов. В первом направлении центральное отверстие непрерывно уменьшается от впускного отверстия до первого разделителя (см. фиг. 2 из US 7757747) и, следовательно, не может быть разделено на верхний участок (50a) отверстия и сужающийся участок (50e) отверстия, поскольку все центральное отверстие непрерывно сужается. Аналогично, в документах WO 9814292 и WO 9529025 показано сечение центрального отверстия, непрерывно уменьшающееся вдоль первого направления и расширяющееся вдоль второго направления, нормального к первому направлению, до тех пор, пока оно не достигнет разделителя (см. фиг. 15 из WO 9814292). Во всех случаях передние каналы являются очень короткими.
В документе WO 02081128 верхний участок центрального отверстия непрерывно изменяется от круглого до эллиптического сечения, и если сужающийся участок (50e) может быть идентифицирован ссылочным номером 3, он не заканчивает центральный участок, а просто становится более узким в первом направлении и расширяется во втором направлении, нормальном к первому направлению, до тех пор, пока он, наконец, не достигнет разделителя для разделения потока на два очень коротких канала. В документе DE 4319195 описывается стакан для литья тонких слябов, содержащий четко сужающийся участок отверстия, который сужается линейно в первой плоскости симметрии стакана и сужается линейно во второй плоскости симметрии, нормальной к первой плоскости симметрии. Опять-таки, сужающийся участок отверстия не заканчивает центральное отверстие, которое продолжается как тонкий широкий канал до тех пор, пока он не пересечется с разделителем, образующим два канала.
Ряд решений, предложенных по существующему уровню техники применительно к стаканам для литья тонких слябов не совсем удовлетворяют всем строгим требованиям к течению применительно к стакану для литья тонких слябов и непрерывной связи этапа литья с этапом горячей прокатки в вышеописанном процессе.
Основные требования могут быть следующими:
a) возможность подачи расплавленного металла с очень высоким расходом в форму;
b) надлежащее распределение скорости течения по выпускным каналам;
c) рециркуляционные течения в форме с установившейся и регулируемой структурой течения (один и тот же тип рециркуляционного течения);
d) необходимость исключительной устойчивости границы раздела, именуемой как «мениск», жидкого металла и расплавленной шлакообразующей смеси.
Настоящее изобретение предлагает стакан для литья тонких слябов, который обеспечивает превосходное регулирование течения расплавленного металла в форму для литья тонких слябов, причем тонкий сляб может направляться непосредственно на операцию горячей прокатки для производства тонкой полосы требуемой толщины (например, < 10 мм). Это и другие преимущества будут описаны в следующих разделах.
Раскрытие сущности изобретения
Настоящее изобретение определяется в приложенных независимых пунктах формулы изобретения. В частности, настоящее изобретение относится к стакану для литья тонких слябов из металла, причем вышеуказанный стакан для литья тонких слябов имеет геометрию, симметричную относительно первой плоскости П1 симметрии, определяемой продольной осью X1 и первой поперечной осью X2, нормальной к X1, и симметричную относительно второй плоскости П2 симметрии, определяемой продольной осью X1 и второй поперечной осью X3, нормальной к X1 и X2, причем вышеуказанный стакан для литья тонких слябов продолжается вдоль вышеуказанной продольной оси X1 от:
- впускного участка, расположенного у верхнего конца стакана для литья тонких слябов и содержащего впускное отверстие, ориентированное параллельно продольной оси X1, до
- выпускного диффузорного участка, расположенного у нижнего конца стакана для литья тонких слябов и содержащего первое и второе выпускные отверстия каналов, причем вышеуказанный выпускной диффузорный участок имеет ширину, которая измеряется в направлении второй поперечной оси X3 и которая, по меньшей мере, в три (3) раза больше толщины, измеряемой в направлении первой поперечной оси X2, и
- соединительный участок соединяет впускной участок и выпускной диффузорный участок, причем вышеуказанный стакан для литья тонких слябов дополнительно содержит:
- центральное отверстие, ограничиваемое стенкой отверстия и отверстием у вышеуказанного впускного отверстия и продолжающееся в направлении продольной оси X1 до тех пор, пока оно не заканчивается у верхнего конца разделителя; вышеуказанное центральное отверстие содержит:
- верхний участок отверстия, содержащий впускное отверстие и продолжающийся по высоте Ha и примыкающий и образующий верхнюю границу с
- сужающимся участком отверстия высотой He, расположенным в соединительном участке стакана для литья тонких слябов и примыкающим к
- тонкому участку высотой Hf, расположенному в диффузорном участке стакана для литья тонких слябов и оканчивающемуся на уровне верхнего конца разделителя,
- первый и второй передние каналы, отделенные друг от друга вышеуказанным разделителем и продолжающиеся параллельно второй плоскости П2 симметрии, причем вышеуказанные первый и второй передние каналы продолжаются от первого и второго впусков каналов, выходящих, по меньшей мере, частично на двух противоположных стенках сужающегося участка отверстия к вышеуказанным первому и второму отверстиям выпускных каналов, причем вышеуказанные первый и второй передние каналы имеют ширину W51, которая измеряется в направлении первой поперечной оси X2 и во всех случаях меньше ширины D2(X1) верхнего участка отверстия, измеряемой в направлении первой поперечной оси X2,
отличающийся тем, что в сечении стакана для литья тонких слябов по первой плоскости П1 симметрии геометрия стенки центрального отверстия отличается тем, что:
радиус кривизны ρa1 в любой точке стенки отверстия на протяжении, по меньшей мере, 90% высоты Ha верхнего участка отверстия стремится к бесконечности,
- радиус кривизны в любой точке стенки отверстия сужающегося участка отверстия является конечным, и
- отношение высоты Hf тонкого участка отверстия к высоте He сужающегося участка отверстия составляет не более 1, Hf/He≤1.
Предпочтительно, радиус кривизны в любой точке стенки отверстия сужающегося участка отверстия не является постоянным на протяжении высоты He сужающегося участка отверстия (тем самым, исключая полусферический сужающийся участок отверстия).
В настоящем контексте термины «верхний» и «нижний» определяются относительно направления течения расплавленного металла, когда стакан для литья тонких слябов находится в рабочем положении и соединен с нижним перекрытием промежуточного ковша или другого металлургического сосуда (на фиг. 1 – 6 вышеуказанное направление является вертикальным сверху вниз).
Для поддержания направлений течения как можно в более параллельном состоянии и препятствования разделению потока предпочтительно, чтобы общая площадь сечения отверстия оставалась относительно постоянной от впускного участка вплоть до верхнего участка соединительного участка, включая сюда центральное отверстие и передние каналы. В частности, общая площадь A сечения (X1), измеряемая по плоскостям П3, нормальным к продольной оси X1 центрального отверстия и первого и второго передних каналов, отличается тем, что относительное изменение ΔA(X1)/Aa = ⎜Aa – A(X1)⎜/Aa общей площади сечения A(X1) относительно общей площади сечения Aa у верхней границы не должно быть больше 15% для любой плоскости П3, пересекающей продольную ось X1 от верхней границы вниз до 70% высоты Нe сужающегося участка отверстия. В другом предпочтительном варианте выполнения предпочтительно, чтобы общее сечение центрального отверстия и передних каналов никогда не увеличивалось на протяжении высоты центрального отверстия, так чтобы производная dA/dX1 общей площади A сечения в сужающемся участке отверстия в любой плоскости П3, нормальной к продольной оси X1, относительно положения вышеуказанной плоскости П3 на продольной оси X1 никогда не была больше 0, dA/dX1≤0.
В предпочтительном варианте выполнения сужающийся участок отверстия дополнительно делится на два участка отверстия:
- концевой участок отверстия высотой Hc и
- переходный участок отверстия высотой Hb, расположенный между и рядом с верхним участком отверстия и концевым участком отверстия, тем самым, образуя с одного конца границу перехода с концевым участком отверстия и с другого конца верхнюю границу с верхним участком отверстия,
и в котором в сечении стакана для литья тонких слябов по первой плоскости П1 симметрии геометрия стенки сужающегося участка отверстия отличается тем, что:
- радиус ρc1 кривизны в любой точке стенки отверстия концевого участка отверстия не больше ½ D2a, где D2a – ширина центрального отверстия у верхней границы, ρc1 ≤ ½ D2a;
- радиус ρb1 кривизны в любой точке стенки отверстия переходного участка отверстия больше ½ D2a и составляет от 5 x ρc1 до 50 x D2a, и
- отношение высот Hb/Hc переходного участка отверстия и концевого участка отверстия составляет от 3 до 12.
В частности, предпочтительно, чтобы сечения по плоскости П1, по меньшей мере, одного из участков, концевого участка отверстия или переходного участка отверстия, образовывали дугу окружности Другими словами, радиус ρb1 кривизны, измеряемый в сечении стакана для литья тонких слябов по плоскости П1, должен быть постоянным в любой точке стенки отверстия переходного участка отверстия, и/или радиус ρc1 кривизны, измеряемый в сечении стакана для литья тонких слябов по плоскости П1, должен быть постоянным в любой точке стенки отверстия концевого участка отверстия.
В предпочтительном варианте выполнения геометрия сечения центрального отверстия стакана для литья тонких слябов по плоскости П симметрии, определяемой выше, также относится к сечению по плоскости П2 симметрии и более предпочтительно также относится к любому сечению Пi, содержащему продольную ось X1. В частности, исключая первый и второй впуски каналов, радиусы кривизны и соотношения высот стенки отверстия сужающегося участка отверстия, переходного участка отверстия и концевого участка отверстия, определяемые выше относительно сечения стакана для литья тонких слябов по первой плоскости П1 симметрии, также относятся к сечению стакана для литья тонких слябов по плоскости П2 симметрии и предпочтительно по любой плоскости Пi, содержащей первую продольную ось X1. В более предпочтительном варианте выполнения сужающийся участок отверстия имеет эллиптическое или даже круглое сечение по любой плоскости П3, нормальной к продольной оси X1. В случае круглого сечения участок центрального отверстия (исключая впуски каналов) имеет геометрию вращения. Другими словами, центральное отверстие, исключая первый и второй впуски каналов, может иметь эллиптическое или круглое сечение по плоскости П3, нормальной к продольной оси X1, имеющее главные диаметры D2(X1), D3(X1) в направлении первой поперечной оси X2 и второй поперечной оси X3, соответственно, размеры которых образуются вдоль продольной оси X1, так что отношение D2(X1)/D3(X1) остается постоянным, причем D2(X1)≤D3(X1). Это означает, что круг остается кругом и эллипс остается эллипсом с теми же пропорциями вдоль продольной оси X1 (преобразование подобия).
Предпочтительно, чтобы боковые впуски каналов были расположены, главным образом, в сужающемся участке отверстия. Верхние концы боковых впусков каналов предпочтительно расположены рядом с верхней границей. Аналогичным образом, предпочтительно, чтобы нижние концы боковых впусков каналов были расположены рядом с нижним концом сужающегося участка отверстия. Расстояние между нижними концами боковых впусков каналов и нижним концом сужающегося участка отверстия определяется высотой Hf тонкого участка отверстия, которая должна быть относительно небольшой. В частности, расстояние между верхним концом стакана для литья тонких слябов и верхним концом первого и второго впусков каналов составляет Ha (1 ± 7%) и/или Ha (1 ± 0,07) и/или (Ha ± 30 мм). Что касается высоты Hf, предпочтительно, чтобы отношение высоты Hf тонкого участка отверстия к высоте He сужающегося участка было не больше 50%, предпочтительно не больше 25%, более предпочтительно не больше 15%. В качестве альтернативной ссылки предпочтительно, чтобы отношение высоты Hf тонкого участка отверстия к высоте центрального отверстия (= Ha + He + Hf) было меньше 15%, предпочтительно не больше 10%, более предпочтительно не больше 7%, наиболее предпочтительно не больше 3%.
Как описано выше, передние каналы предпочтительно пересекаются с центральным отверстием на уровне сужающегося участка отверстия (это пересечение может быть предусмотрено немного выше или ниже сужающегося участка отверстия). В плоскости П2, определяемой осью (X1, X3), первый и второй передние каналы предпочтительно пересекают центральное отверстие под углом α относительно продольной оси X1, составляющим 5 - 45°, более предпочтительно 15 - 40°, наиболее предпочтительно 20 - 30°. Отношение W51/D2a ширины W51 первого и второго передних каналов вдоль первой поперечной оси X2 и ширины D2a вдоль первой поперечной оси X2 центрального отверстия у верхней границы предпочтительно составляет 15 – 40%, более предпочтительно 24 – 32%.
Геометрия разделителя, отделяющего один передний канал от другого, имеет большое значение. В сечении по второй плоскости П2 симметрии разделитель (10) в контакте с первым и вторым каналами (51) отличается тем, что обе его стенки продолжаются от верхнего конца (10u) разделителя до нижнего конца стакана для литья тонких слябов вдоль продольной оси X1, сначала расходясь до тех пор, пока разделитель (10) не достигнет максимальной ширины, и затем, сходясь до тех пор, пока они не достигнут нижнего конца стакана для литья тонких слябов. Высота Hd разделителя (10) предпочтительно, по меньшей мере, в два раза больше высоты He сужающегося участка отверстия, Hd≥2He. Это обеспечивает, что передние каналы являются достаточно длинными, обеспечивая упорядочение течения расплавленного металла после его отклонения от центрального отверстия к передним каналам.
В предпочтительном варианте выполнения отношение D2b/D2a ширины D2b в направлении первой поперечной оси X2 центрального отверстия у границы перехода к ширине D2a в направлении первой поперечной оси X2 центрального отверстия у верхней границы составляет 65 – 85%, предпочтительно 70 – 80%.
Настоящее изобретение также относится к установке для литья металлов для литья тонких слябов, содержащей металлургический сосуд, такой как промежуточный ковш, оборудованный, по меньшей мере, выпуском, сообщающимся со стаканом для литья тонких слябов, определенным выше, причем выпускной диффузорный участок стакана вставляется в форму для литья тонких слябов. В частности, установка для литья металлов такого типа описана в любом из документов WO 92/00815, WO 00/50189, WO 00/59650, WO 2004/026497 и WO 2006/106376.
Краткое описание чертежей
фиг. 1 – общий вид литейной установки для литья тонких слябов;
фиг. 2 – вид сбоку в разрезе нижней части промежуточного ковша со стаканом для литья тонких слябов по настоящему изобретению;
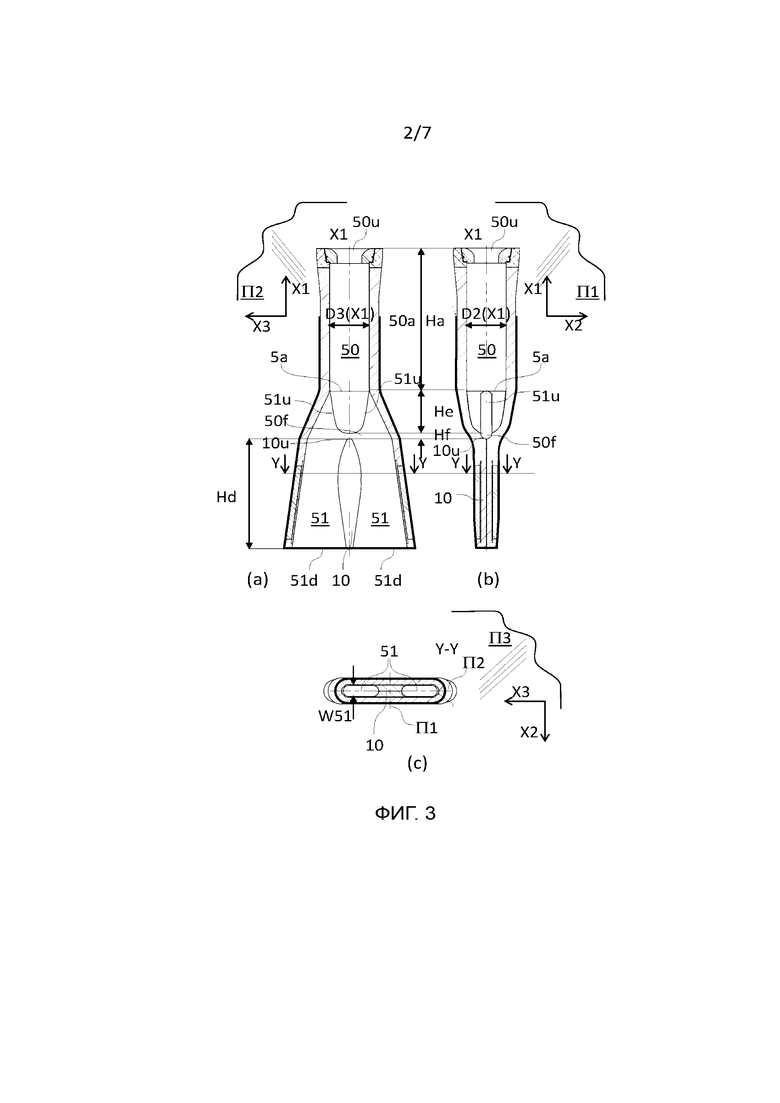
фиг. 3 – вид в разрезе по трем перпендикулярным плоскостям П1, П2, П3 стакана для литья тонких слябов по первому варианту выполнения настоящего изобретения;
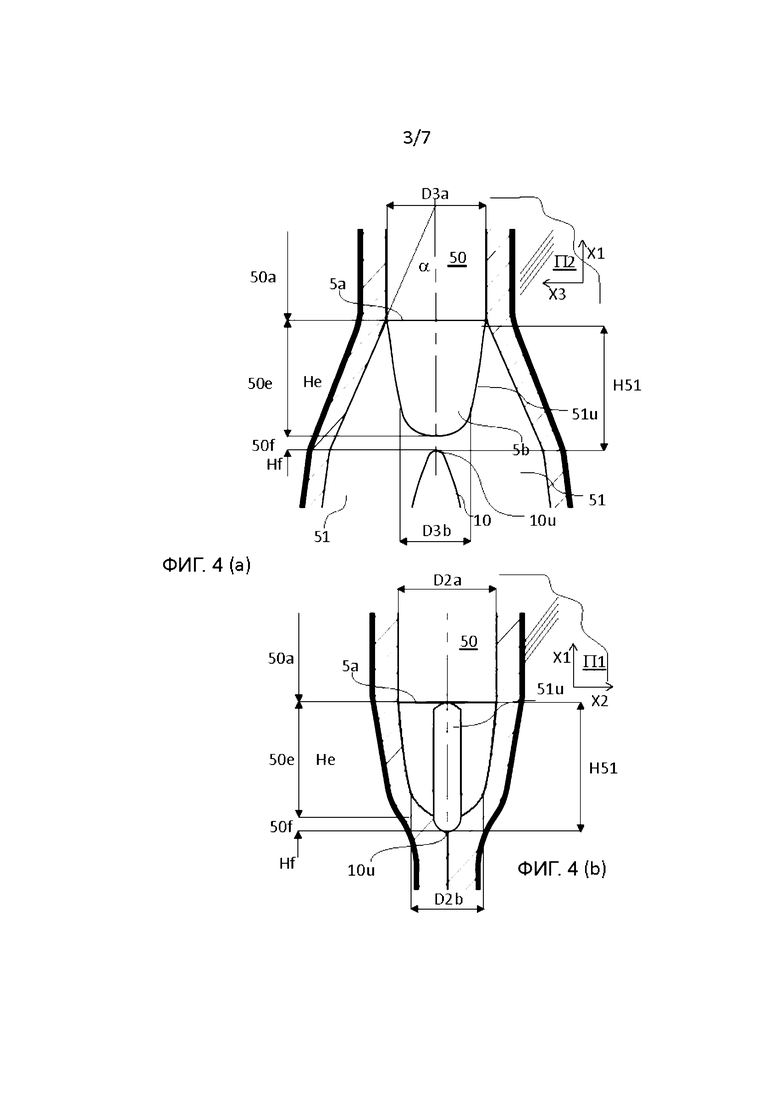
фиг. 4 – увеличенный участок видов в разрезе по плоскостям П1, П2, включая сюда сужающийся участок отверстия стакана для литья тонких слябов, показанного на фиг. 3;
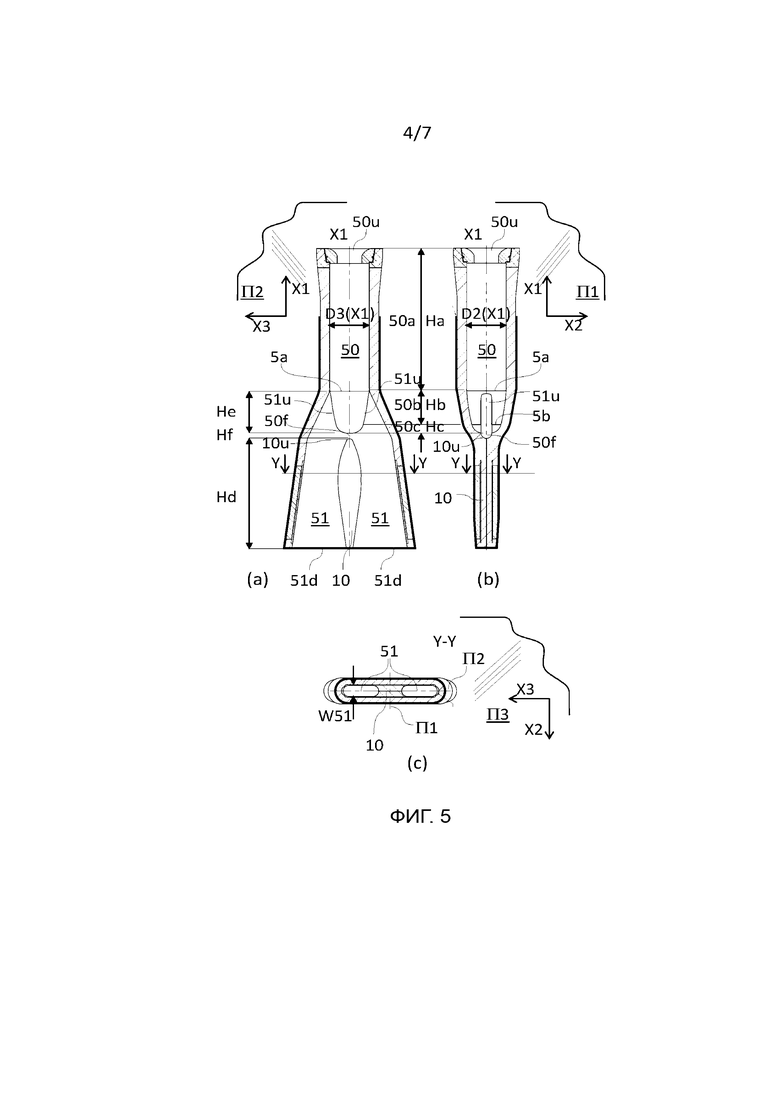
фиг. 5 - вид в разрезе по трем перпендикулярным плоскостям П1, П2, П3 стакана для литья тонких слябов по второму варианту выполнения настоящего изобретения;
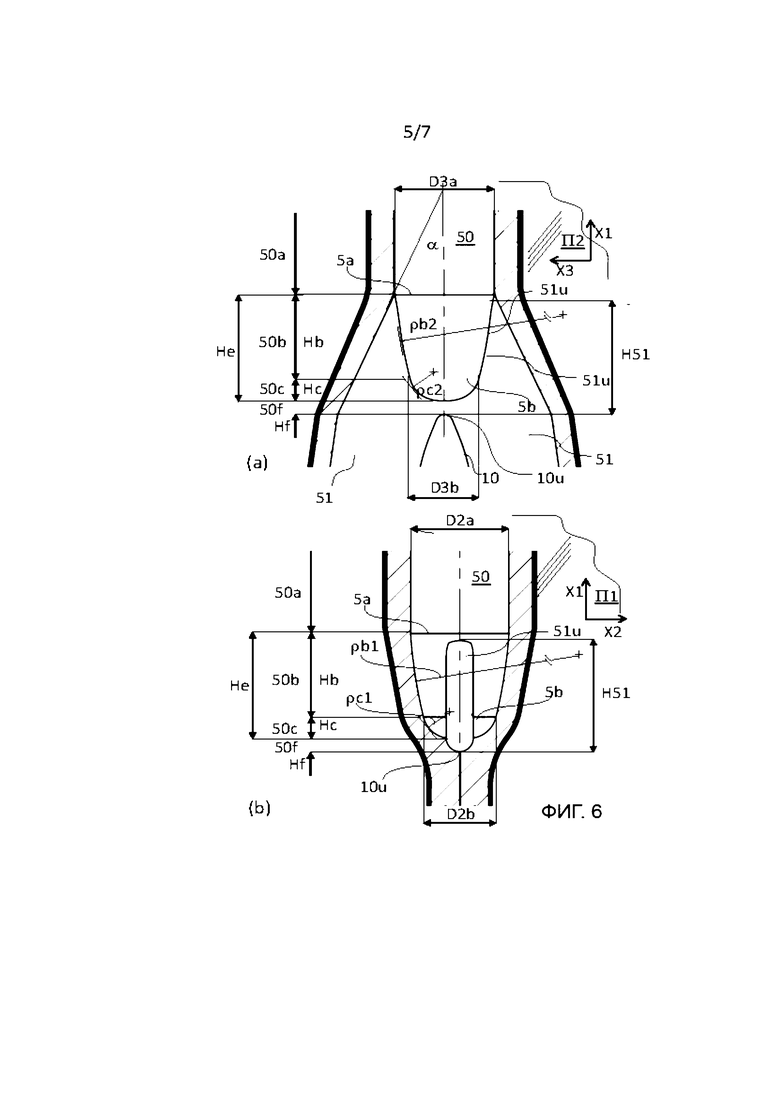
фиг. 6 - увеличенный участок видов в разрезе по плоскостям П1, П2, включая сюда сужающийся участок отверстия стакана для литья тонких слябов, показанного на фиг. 5;
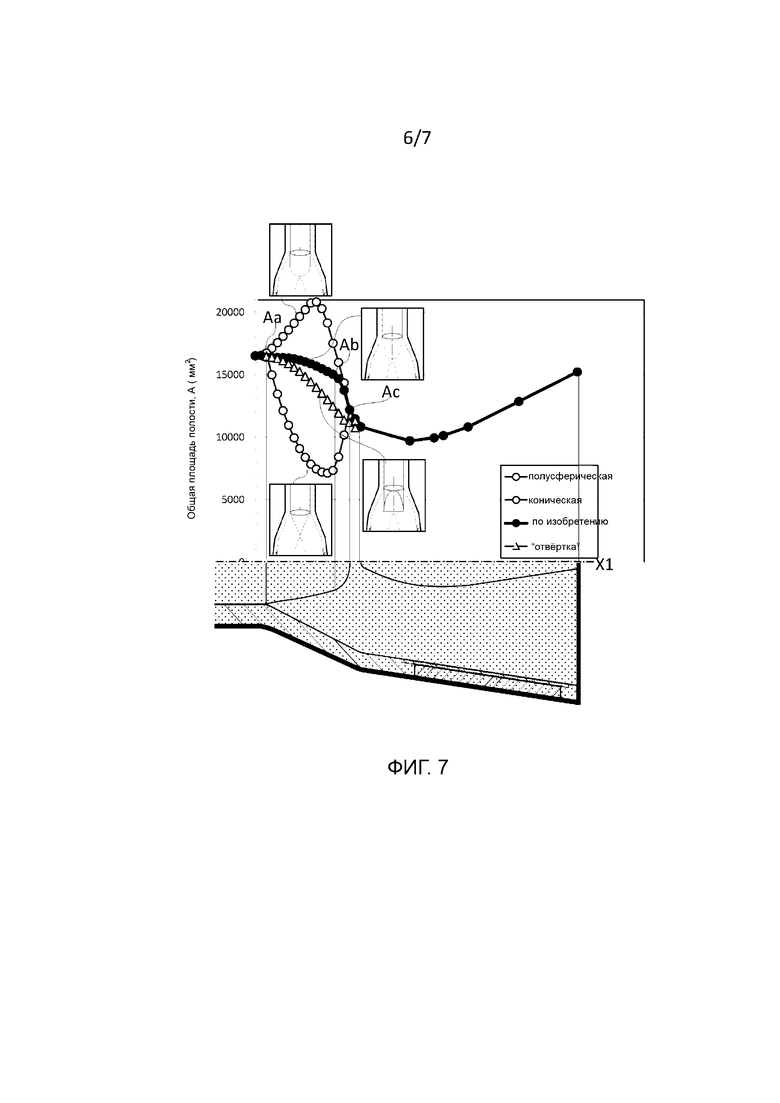
фиг. 7 – график, показывающий сравнение площадей сечений центрального отверстия и боковых каналов стакана для литья тонких слябов по настоящему изобретению (как показан на фиг. 5 и 6) и стаканов для литья тонких слябов по существующему уровню техники;
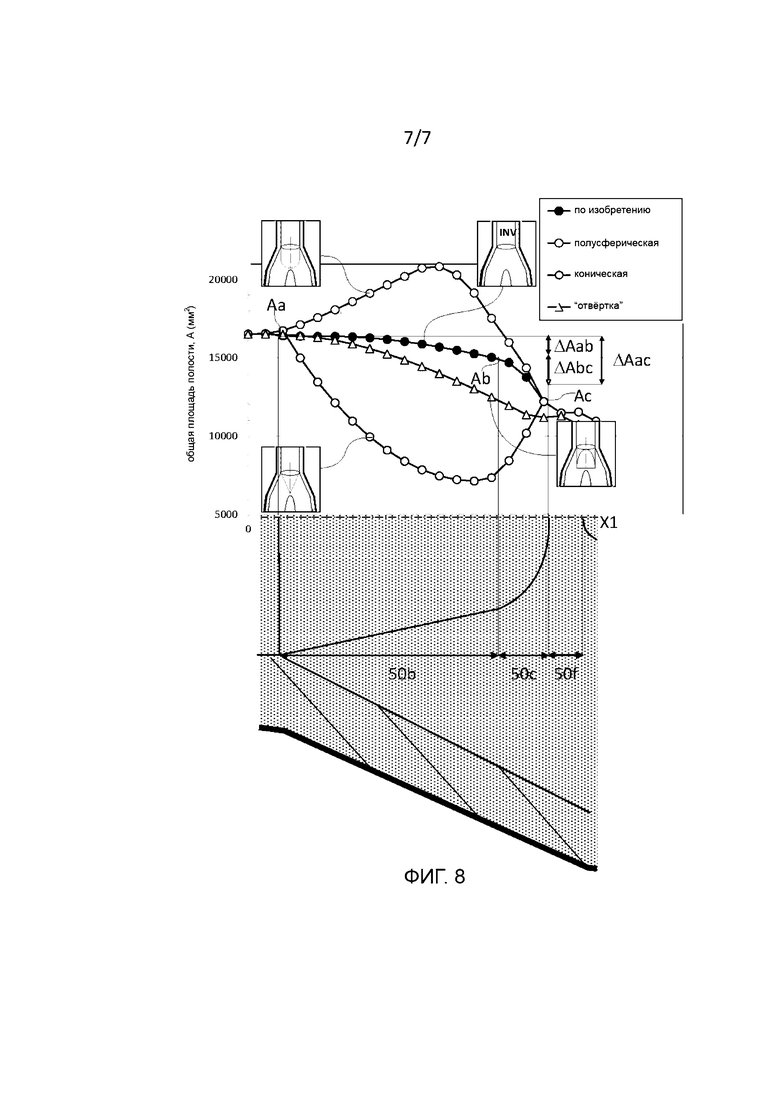
фиг. 8 – увеличение графика из фиг. 7 применительно к сужающемуся участку отверстия ряда стаканов для литья тонких слябов.
Осуществление изобретения
Как показано на фиг. 1, стакан (1) для производства тонких слябов по настоящему изобретению пригоден для соединения с нижним перекрытием промежуточного ковша (10) для транспортирования расплавленного металла (200) из вышеуказанного промежуточного ковша в форму (100) для литья тонких слябов. Как показано на фиг. 2, форма для литья тонких слябов отличается небольшим размером L в первом поперечном направлении X2. Соответственно, часть стакана для литья тонких слябов, которая вставляется в стакан для литья тонких слябов, также должна быть достаточно тонкой в вышеуказанном первом поперечном направлении X2. Расход расплавленного металла через стакан для литья тонких слябов, в общем, регулируется стопором (7), функция которого описывается во вводной части настоящего документа.
Стакан для литья тонких слябов по настоящему изобретению содержит три основных участка, показанных на фиг. 3 и 5:
- участок впуска, расположенный у верхнего конца стакана для литья тонких слябов и содержащий впускное отверстие (50u), ориентированное перпендикулярно продольной оси X1; участок впуска пригоден для соединения с нижним перекрытием промежуточного ковша;
- диффузорный участок выпуска, расположенный у нижнего конца стакана для литья тонких слябов и содержащий первое и второе отверстия (51d) выпускных каналов, причем вышеуказанный диффузорный участок выпуска имеет ширину, которая измеряется в направлении второй поперечной оси X3 и которая, по меньшей мере, в три (3) раза больше толщины, измеряемой в направлении первой поперечной оси X2; диффузорный участок пригоден для вставления в форму для литья тонких слябов; и
- соединительный участок, образующий переход между участком впуска и диффузорным участком выпуска.
Стакан для литья тонких слябов содержит систему отверстий, функционально соединяющих впускное отверстие (50u) с отверстиями (51d) выпускных каналов. Как показано на фиг. 2, 3 и 5, система отверстий содержит:
- центральное отверстие (50), ограничиваемое стенкой отверстия и отверстием у вышеуказанного впускного отверстия (50u) и продолжающееся в направлении продольной оси X1 до тех пор, пока оно не заканчивается у верхнего конца (10u) разделителя (10); вышеуказанное центральное отверстие содержит:
- верхний участок (50a) отверстия, содержащий впускное отверстие и продолжающийся по высоте Ha и примыкающий и образующий верхнюю границу (5a) с
- сужающимся участком (50e) отверстия высотой He, расположенным в соединительном участке стакана для литья тонких слябов и примыкающим к
- тонкому участку (50f) высотой Hf, расположенному в диффузорном участке стакана для литья тонких слябов и оканчивающемуся на уровне верхнего конца (10u) разделителя (10),
- первый и второй передние каналы (51), отделенные друг от друга вышеуказанным разделителем (10) и продолжающиеся параллельно второй плоскости П2 симметрии, причем первый и второй передние каналы продолжаются от первого и второго впусков (51u) каналов, выходящих, по меньшей мере, частично на двух противоположных стенках сужающегося участка (50e) отверстия к вышеуказанным отверстиям (51d) выпускных каналов, причем вышеуказанные первый и второй передние каналы (51) имеют ширину W51, которая измеряется в направлении первой поперечной оси X2 и во всех случаях меньше ширины D2(X1) верхнего участка (50a) отверстия, измеряемой в направлении первой поперечной оси X2.
Таким образом, геометрии верхнего участка и диффузорного участка выпуска отличаются, причем первый из двух участков, по существу, является цилиндрическим, а второй является тонким, плоским и расходится раструбом, так что геометрии системы отверстий в вышеуказанных участках также должны, по существу, отличаться. Верхний участок отверстия, в общем, является, по существу, призматическим, эллиптическим, часто, но необязательно, цилиндрическим или гомотетичным с боковыми стенками, постепенно сужающимися вниз с умеренным углом не более 5°. Во всех случаях, за исключением верхнего отверстия (50u), геометрия которого должна соответствовать форме стопорной пробки (7), стенки верхнего участка (50a) отверстия являются, по существу, прямыми, т.е. радиус кривизны ρa1 в любой точке стенки отверстия на протяжении, по меньшей мере, 90% высоты Ha (исключая область впускного отверстия) верхнего участка (50a) отверстия стремится к бесконечности. С другой стороны, передние каналы (51) являются узкими в первом поперечном направлении X2, так что они могут вставляться в форму для литья тонких слябов и расходиться раструбом во втором поперечном направлении X3 для поддержания достаточной площади сечения (вдоль любой плоскости П3, нормальной к продольной оси X1).
С учетом такого различия геометрий отверстий между верхним участком отверстия и передними каналами ясно, что геометрия соединительного участка отверстия, определяемая как сечение системы отверстий, соответствующее соединительному участку стакана для литья тонких слябов и содержащее сужающийся участок (50e) отверстия, тонкий участок (50f) отверстия, а также верхний участок передних каналов (51), является наиболее критичной для обеспечения того, чтобы расплавленный металл плавно протекал в состоянии так называемого «полностью турбулентного установившегося режима» (который не нарушается значительными завихрениями) аналогично ламинарному режиму, что касается линий течения от верхнего отверстия (50u) стакана для литья тонких слябов к нижним отверстиям (51d) каналов. В сечении стакана для литья тонких слябов по настоящему изобретению по первой плоскости П1 симметрии геометрия стенки центрального отверстия (50) у соединительного участка (50e) отверстия отличается следующим образом:
- радиус кривизны в любой точке стенки отверстия сужающегося участка (50e) отверстия является конечным, и
- отношение высоты Hf тонкого участка (50f) отверстия к высоте He сужающегося участка (50e) отверстия составляет не более 1, Hf/He≤1.
На фиг. 3 и 4 показан первый вариант выполнения настоящего изобретения. На фиг. 3(b) и 4(b) показано сечение по первой плоскости П1 симметрии, определяемой осями (X1, X2). Посредством сравнения видов (a) и (b) на фиг. 3 и 4 можно легко понять, что в настоящем варианте выполнения верхний участок (50a) является цилиндрическим с прямыми стенками, между тем как стенки сужающегося участка (50e) отверстия являются криволинейными. Также важно, что центральное отверстие (50) не проникает слишком далеко в выпускной диффузорный участок стакана для литья тонких слябов. Другими словами, высота Hf тонкого участка (50f) отверстия не может быть больше высоты He сужающегося участка (50e) отверстия, Hf/He≤1, предпочтительно, Hf/He ≤0,5, более предпочтительно ≤0,25, наиболее предпочтительно ≤0,15. Важно обеспечить, чтобы течение расплавленного металла в передних каналах было достаточно длительным, так чтобы придать ему правильное направление, прежде чем он достигнет выпусков (51d) передних каналов. Тонкий участок (50f) отверстия предпочтительно имеет высоту Hf, которая составляет не больше 15%, предпочтительно не больше 10%, более предпочтительно не больше 7%, наиболее предпочтительно не больше 3% обще высоты (Ha + He + Hf) центрального отверстия (50). В конкретном варианте выполнения Hf = 0.
Кроме того, преимущественно, что высота Hd участка системы отверстий после центрального отверстия (50), т.е. расположенного после верхнего конца (10u) разделителя (10) и соответствующего высоте Hd вышеуказанного разделителя будет достаточно большой для упорядочения потока внутри первого и второго переднего каналов (51). В частности, высота Hd разделителя (10) предпочтительно, по меньшей мере, в два раза больше высоты He сужающегося участка (50e) отверстия, Hd≥2He. Наилучшее упорядочение течения по первому и второму передним каналам (51) достигается с помощью разделителя (10), отличающегося тем, что две его стенки в сечении по второй плоскости П2 симметрии, которые продолжаются от верхнего конца (10u) разделителя к нижнему концу стакана для литья тонких слябов в направлении продольной оси X1, сначала расходятся до тех пор, пока разделитель не достигнет максимальной ширины, и затем сходятся до тех пор, пока они не достигнут нижнего конца стакана для литья тонких слябов.
На фиг. 5 и 6 показан предпочтительный вариант выполнения настоящего изобретения, в котором сужающийся участок (50e) отверстия дополнительно разделен на два участка отверстия:
- концевой участок (50c) отверстия высотой Hc и
- переходный участок (50b) отверстия высотой Hb, расположенный между и рядом с верхним участком (50a) отверстия и концевым участком (50c) отверстия, тем самым, образуя с одного конца границу (5b) перехода с концевым участком отверстия и с другой стороны верхнюю границу (5a) с верхним участком отверстия,
и в котором в сечении стакана для литья тонких слябов по первой плоскости П1 симметрии геометрия стенки сужающегося участка (50e) отверстия отличается тем, что:
- радиус ρc1 кривизны в любой точке стенки отверстия концевого участка (50c) отверстия не больше ½ D2a, где D2a – ширина центрального отверстия (50) у верхней границы (5a), ρc1 ≤ ½ D2a;
- радиус ρb1 кривизны в любой точке стенки отверстия переходного участка (50b) отверстия больше ½ D2a и составляет от 5 x ρc1 до 50 x D2a.
В этом варианте выполнения высота Hb переходного участка (50b) отверстия должна быть, по существу, больше высоты Hc концевого участка (50c) отверстия. В частности, отношение высот Hb/Hc должно составлять от 3 до 12.
В предпочтительном варианте выполнения радиус ρb1, ρc1 кривизны, по меньшей мере, одного или обоих участков, переходного участка (50b) и концевого участка (50c) отверстия является постоянным по всей высоте Hb, Hc соответствующего участка (50b, 50c) отверстия, тем самым, определяя соответствующую дугу окружности, как показано на фиг. 6(b).
Предпочтительно, чтобы без учета наличия первого и второго впусков (51u) каналов геометрия центрального участка (50), определенная выше по отношению к сечению по плоскости П1 симметрии, образованной осью (X1, X2), относилась с соответствующими изменениями к сечению по плоскости П2 симметрии, образованной осью (X1, X3) (как показано на фиг. 6(a), где радиусы кривизны в плоскости П2 именуются как ρb2 и ρc2) и даже более предпочтительно к сечению по любой плоскости Пi, включающей в себя продольную ось X1. Например, сужающийся участок (50e) отверстия центрального отверстия (50), исключая первый и второй впуски (51u) каналов, может иметь эллиптическое или круглое сечение в плоскости П3, нормальной к продольной оси X1, имеющее главные диаметры D2(X1), D3(X1) в направлении первой поперечной оси X2 и второй поперечной оси X3, соответственно, размеры которых образуются вдоль продольной оси X1, так что отношение D2(X1)/D3(X1) остается постоянным, причем D2(X1)≤D3(X1). Если D2(X1) = D3(X1), сечение сужающегося участка (50e) будет круглым. Если верхний участок (50a) цилиндрический, геометрия центрального отверстия (50) (исключая впуски (51u) каналов) является геометрией вращения.
Соединительный участок отверстия, содержащий сужающийся и тонкий участки (50e, 50f), должен обеспечивать переход для плавного течения из цилиндрического (или исходного отверстия) шириной D2a у верхней границы (5a) к передним каналам шириной W51, по существу, меньше ширины D2a. Например, измеряемое вдоль первой поперечной оси X2 отношение W51/D2a ширины W51 первого и второго передних каналов вдоль первой поперечной оси X2 и ширины D2a вдоль первой поперечной оси X2 центрального отверстия (50) у верхней границы (5a) составляет 15 – 40%, предпочтительно 24 – 32%. В случае стакана, показанного на фиг. 5 и 6, где сужающийся участок (50e) отверстия содержит переходный участок (50b) отверстия и концевой участок (50c) отверстия, предпочтительно, чтобы отношение D2b/D2a ширины D2b в направлении первой поперечной оси X2 центрального отверстия (50) у границы (5b) перехода к ширине D2a в направлении первой поперечной оси X2 центрального отверстия (50) у верхней границы (5a) составляло 65 – 85%, предпочтительно 70 – 80%. Поскольку первый и второй передний каналы (51) соединены с центральным отверстием (50) на уровне сужающегося участка отверстия, такая геометрия позволяет общей площади отверстия (что подробно описывается ниже) оставаться относительно постоянной в направлении продольной оси X1 на переходном участке (50b) отверстия и затем быстро уменьшаться на концевом участке (50c) отверстия для увеличения поля давления перед отклонением течения от центрального отверстия (50a) к передним каналам (51).
Поскольку давление в расплавленном металле в направлении продольной оси X1 пропорционально площади сечения системы отверстий, важно, чтобы общая площадь сечения системы отверстий внутри центрального отверстия (50) оставалась, по существу, постоянной до достижения его конца (10u), где поток расплавленного металла должен отклоняться к первому и второму передним каналам (51). Он является прямолинейным в верхнем участке отверстия, поскольку это участок является призматическим или слегка коническим, но наиболее проблематично поддерживать площадь сечения, по существу, постоянной по возможности до конца сужающегося участка (50e) отверстия. Выражения «по существу, постоянной» и «по возможности до конца» означают, что относительное изменение ΔA(X1)/Aa = ⎜Aa – A(X1)⎜/Aa общей площади сечения Aa у верхней границы (5a) не должно быть больше 15% для любой плоскости П3, пересекающей продольную ось X1 от верхней границы (5a) вниз до 70% высоты He сужающегося участка (50e) отверстия. Это означает, что давление в расплавленном металле может увеличиваться в пределах очень короткого расстояния, соответствующего не более чем приблизительно 30% He, для отклонения потока металла в сторону к первому и второму передним каналам (51). В частности, преимущественно площадь сечения никогда не должна увеличиваться до тех пор, пока расплавленный металл не достигнет конца участка (10u) центрального отверстия (10u соответствует верхнему концу разделителя 10) и не будет течь исключительно в передних каналах. Фактически, увеличение площади сечения соединительного участка будет создавать разделение потока, ведущее к турбулентности и образованию больших завихрений. Такое требование может выражаться в виде производной dA/dX1 общей площади A сечения в сужающемся участке (50e) отверстия в любой плоскости П3, нормальной к продольной оси X1, относительно положения вышеуказанной плоскости П3 на продольной оси X1; вышеуказанная производная преимущественно никогда не должна быть больше 0, dA/dX1≤0.
Процесс изменения общей площади отверстия в плоскости П3, нормальной к продольной оси X1, которая является суммой площади сечения центрального отверстия (50) и первого и второго передних каналов (51), в функции положения в направлении продольной оси X1 зависит от места, где первый и второй передний каналы (51) соединяются с центральным отверстием (50). Как описано выше, впуски (51u) каналов первого и второго передних каналов должны быть открыты, по меньшей мере, частично на двух противоположных стенках сужающегося участка (50e) отверстия. Предпочтительно, чтобы верхний конец первого и второго впусков (51u) каналов был расположен недалеко от верхней границы (5a). Термин «недалеко» означает, что верхний конец первого и второго впусков (51u) каналов должен быть отделен от верхней границы не более чем на 7% высоты Ha верхнего участка (50a) отверстия. Практически, он не должен быть расположен на расстоянии более 30мм ни перед верхней границей (5a), ни после нее. Положение нижнего конца первого и второго впусков (51u) каналов зависит от высоты Hf тонкого участка отверстия, как описано выше. Высота Hf также предпочтительно должна быть совсем незначительной, и предпочтительно чтобы, по меньшей мере, 80% высоты впусков (51u) первого и второго передних каналов, предпочтительно, по меньшей мере, 90%, более предпочтительно, по меньшей мере, 95%, находились внутри сужающегося участка (50e) отверстия.
В плоскости П2, образованной осью (X1, X3) (см. вид (a), фиг. 3 – 6), первый и второй передние каналы (51) предпочтительно пересекаются с центральным отверстием (50) под углом α относительно продольной оси X, составляющим 5 - 45°, более предпочтительно 15 - 40°, наиболее предпочтительно 20 - 30°. С другой стороны, каждый из первого и второго выпусков (51d) каналов определяет плоскость, по существу, нормальную к продольной оси X1, где выражение «по существу, нормальную» означает угол 90° ± 5°. Это означает, что расплавленный металл должен вытекать из стакана для литья тонких слябов в направлении, по существу, параллельном продольной оси X1.
На фиг. 7 и 8 приводится сравнение изменения общей площади отверстия (площадь центрального отверстия (50) + передних каналов (51)) в функции положения вдоль продольной оси X1 для ряда стаканов для литья тонких слябов, имеющих различную геометрию сужающегося участка отверстия, где:
- черные окружности обозначают стакан для литья тонких слябов, по настоящему изобретению, как показано на фиг. 5 и 6;
- белые окружности обозначают сужающийся участок отверстия, имеющий полусферическую геометрию;
- серые окружности обозначают сужающийся участок отверстия, имеющий коническую геометрию; и
- белые треугольники обозначают сужающийся участок отверстия, имеющий геометрию «шлицевой отвертки» с двумя сужающимися плоскими стенками, пересекающимися на конце сужающегося участка.
На фиг. 7 показано, как площадь сечения отверстия изменяется от верхней границы (5a) вниз к первому и второму выпускам (51d) каналов. Поскольку изменяется только геометрия сужающегося участка (50e) отверстия различных стаканов, показанных на фиг. 7 и 8, площадь сечения отверстия в диффузорном участке выпуска является общей для всех стаканов, и кривые, таким образом, накладываются друг на друга. Для ясности на вышеуказанном диффузорном участке показаны только черные окружности, обозначающие стакан по настоящему изобретению. Поскольку ширина W51, измеряемая в направлении первой поперечной оси X2, является постоянной в отношении как продольной оси X1,так и второй поперечной оси X3, форма кривой после центрального участка (50) характеризует геометрию стенки разделителя (10) в сечении по плоскости П2. Важно отметить, что высота Hd разделителя (10) больше высоты He сужающегося участка, что позволяет потоку расплавленного металла изменять направление, когда он проходит от центрального участка (50) к первому и второму передним каналам (51) и повторно выравниваться в направлении течения, необходимого с учетом ориентации первого и второго выпусков (51d) каналов.
Можно видеть, что площадь сечения системы отверстий в соединительном участке отверстия изменяется самым разным образом от одного типа стакана к другому. На фиг. 8 в увеличенном виде показан график из фиг. 7 применительно к фрагменту соединительного участка отверстия между верхней границей (5a) и верхним концом (10u) разделителя (10). Можно видеть, что в случае полусферического сужающегося участка отверстия (белые окружности) площадь сечения A отверстия сначала увеличивается перед быстрым уменьшением вплоть до конца (10u) центрального отверстия. Как описано выше, увеличение площади сечения создает разделение потока и рециркуляцию потока, генерирующую значительные завихрения и неустойчивость потока, что может привести к образованию пузырьков и турбулентности после отклонения направления потока к передним каналам (51). Следовательно, такое решение не походит для надлежащего регулирования течения через стакан для литья тонких слябов. В свою очередь, площадь сечения отверстия конического сужающегося участка отверстия (серые окружности) сначала очень быстро уменьшается и затем увеличивается перед достижением конца центрального отверстия (50). Опять же, такое резкое уменьшение и увеличение площади сечения отверстия создает турбулентность и, следовательно, является неудовлетворительным. Стакан для литья тонких слябов, содержащий сужающийся участок, имеющий геометрию «шлицевой отвертки» (белые треугольники), увеличивает выход продукции по сравнению с полусферической и конической геометриями, поскольку площадь сечения непрерывно уменьшается без какого-либо увеличения до тех пор, пока не будет достигнут конец центрального отверстия (50). Как и следовало ожидать в отношении геометрии, содержащей две сужающиеся плоские стенки, площадь сечения отверстия уменьшается, по существу, линейно по всей высоте He соединительного участка отверстия. В результате усовершенствования по сравнению с предыдущими двумя геометриями за счет уменьшения площади сечения отверстия равномерно по всей высоте He сужающегося участка давление распределяется равномерно, и поэтому поток из центрального отверстия (50a) в направлении первого и второго передних каналов (51) не может быть достаточно интенсивным.
Площадь сечения отверстия в стакане по настоящему изобретению (черные окружности) уменьшается очень медленно более чем наполовину предпочтительно более чем на 70% высоты He сужающегося участка и затем уменьшается более быстро, тем самым, создавая поле давления на протяжении очень небольшого объема в конце центрального участка (50) для перенаправления (распределения) потока расплавленного металла в направлении первого и второго передних каналов (51) с однородным полем давления. Это способствует образованию установившегося безвихревого течения в первом и втором переднем каналах, по существу, без рисков разделения потока и образования турбулентности после центрального отверстия.
Разумеется, улучшение безвихревого течения важно для исключения образования турбулентности, а также обеспечивает намного более точное управление расходом с помощью стопора. Расход у впускного отверстия стакана для литья тонких слябов регулируется посредством изменения расстояния, разделяющего стопорную пробку (7) и гнездо впускного отверстия (50u). Если процесс изменения площади сечения отверстия в направлении продольной оси X1 стакана создает неоднородность профиля потока с местными изменениями полей давления, управления расходом с помощью стопора крайне затрудняется, и, по всей вероятности, со временем расход будет колебаться. Как описано во вводной части, такие флуктуации расхода неизбежно создают флуктуации уровня мениска в форме для литья тонких слябов, со всеми вышеописанными последствиями. Настоящее изобретение обеспечивает улучшенное управление течением и расходом расплавленного метала через стакан для литья тонких слябов по сравнению с существующим уровнем техники. Это представляет особый интерес применительно к установке для скоростного литья, где металл, например сталь, отливается с высокими скоростями разливки порядка 5 кг/мин на мм ширины (W), что означает для сляба 1500 мм скорость разливки приблизительно 6 – 7 тонн в минуту. В частности, стакан по изобретению пригоден для новых установок, способных отливать слябы большей толщины и ширины вплоть до 10 тонн в минуту. Стакан по изобретению позволяет отливать с высокой скоростью большие тонкие слябы, имеющие ширину (W) от 1600 мм до 2000 мм и более в установках для литья, описанных выше в пар. [0004].
Стакан для литья тонких слябов по настоящему изобретению, в частности, пригоден для использования в установках для литья металлов для изготовления тонких слябов, содержащих промежуточный ковш, оборудованный, по меньшей мере, выпуском, который функционально сообщается с таким стаканом для литья тонких слябов. Надлежащее управление течением расплавленного металла через стакан для литья тонких слябов по настоящему изобретению делает такой стакан идеальным для использования в установках для литья, которые соединены с установкой для горячей прокатки для непрерывного производства металлической полосы из тонкого листа с высокой степенью точности. Стаканы для литья тонких слябов по настоящему изобретению были испытаны в г. Кремона (Италия) компанией Acciaieria Arvedi Spa, на минипрокатном стане для производства листопрокатной продукции, оборудованном линией литья и установкой для горячей прокатки, используя технологию Arvedi Technology, именуемую как технология ESP (бесконечное производство полосы). Полосы толщиной 0,8 - 12,7 мм были успешно изготовлены с помощью непрерывного процесса с постоянными скоростями при высокой степени точности. Изменения уровня мениска в стакане для литья тонких слябов отслеживались и оставались весьма умеренными, не вызывая никаких проблем во время производственных испытаний.
«Бесконечное» производство полос в виде тонких полос обеспечивает значительную экономию энергии и воды и снижает расходы на оборудование по сравнению с традиционными технологиями производства полосы. Однако требования к течению металла, выходящего из стакана для литья тонких слябов и, тем самым, к управлению течением из стакана для литья тонких слябов, являются более строгими, чем в прерывистых процессах, где полуфабрикаты могут быть тем или иным образом обработаны для уменьшения дефектов перед холодной прокаткой. Превосходный контроль потока, обеспечиваемый посредством использования стакана для литья тонкого сляба по настоящему изобретению позволяет осуществлять непрерывное производство тонкой полосы, имеющей однородные характеристики, и является оптимальным для использования на ESP-установке.
Настоящее изобретение относится к стакану для литья тонких слябов из металла с очень высоким расходом, причем стакан для литья тонких слябов имеет геометрию, симметричную относительно первой плоскости П1 симметрии, определяемой продольной осью X1 и первой поперечной осью X2, нормальной к продольной оси X1, и симметричную относительно второй плоскости П2 симметрии, определяемой продольной осью X1 и второй поперечной осью X3, нормальной к продольной оси X1 и первой поперечной оси X2, причем стакан (1) для литья тонких слябов проходит вдоль продольной оси X1 от впускного участка, расположенного у верхнего конца стакана для литья тонких слябов и содержащего впускное отверстие (50u), ориентированное параллельно продольной оси X1, до выпускного диффузорного участка, расположенного у нижнего конца стакана для литья тонких слябов и содержащего первое и второе выпускные отверстия (51d) каналов, причем выпускной диффузорный участок имеет ширину, которая измеряется в направлении второй поперечной оси X3 и которая по меньшей мере в три (3) раза больше толщины, измеряемой в направлении первой поперечной оси X2, и содержит соединительный участок, соединяющий впускной участок и выпускной диффузорный участок, причем стакан для литья тонких слябов дополнительно содержит: центральное отверстие (50), ограничиваемое стенкой отверстия и отверстием у вышеуказанного впускного отверстия (50u) и проходящее в направлении продольной оси X1 и оканчивающееся у верхнего конца (10u) разделителя (10), причем центральное отверстие (50) содержит: верхний участок (50a) отверстия, содержащий впускное отверстие, проходящий по высоте Ha и примыкающий и образующий верхнюю границу (5a) с сужающимся участком (50e) отверстия высотой He, расположенным в соединительном участке стакана для литья тонких слябов и примыкающим к тонкому участку (50f) отверстия высотой Hf, расположенному в диффузорном участке стакана для литья тонких слябов и оканчивающемуся на уровне верхнего конца (10u) разделителя (10), первый и второй передние каналы (51), отделенные друг от друга разделителем (10) и проходящие параллельно второй плоскости П2 симметрии, причем первый и второй передние каналы проходят от первого и второго впусков (51u) каналов, выходящих по меньшей мере частично на двух противоположных стенках сужающегося участка (50e) отверстия к первому и второму отверстиям (51d) выпускных каналов, причем первый и второй передние каналы (51) имеют ширину W51, которая измеряется в направлении первой поперечной оси X2 и во всех случаях меньше ширины D2(X1) верхнего участка (50a) отверстия, измеряемой в направлении первой поперечной оси X2, центральное отверстие (50) имеет радиус кривизны ρa1 в любой точке стенки отверстия на протяжении по меньшей мере 90% высоты Ha верхнего участка (50a) отверстия, который стремится к бесконечности, причем в сечении стакана для литья тонких слябов по первой плоскости П1 симметрии геометрия стенки центрального отверстия (50) характеризуется тем, что радиус кривизны в любой точке стенки отверстия сужающегося участка (50e) отверстия является конечным, и отношение высоты Hf тонкого участка (50f) отверстия к высоте He сужающегося участка (50e) отверстия составляет не более 1, Hf/He≤1. Изобретение также относится к установке для литья металлов для литья тонких слябов. Изобретение предлагает стакан для литья тонких слябов, который обеспечивает превосходное регулирование течения расплавленного металла в форму для литья тонких слябов, причем тонкий сляб может направляться непосредственно на операцию горячей прокатки для производства тонкой полосы требуемой толщины. 2 н. и 13 з.п. ф-лы, 8 ил.
1. Стакан (1) для литья тонких слябов из металла, причем стакан для литья тонких слябов имеет геометрию, симметричную относительно первой плоскости П1 симметрии, определяемой продольной осью X1 и первой поперечной осью X2, нормальной к продольной оси X1, и симметричную относительно второй плоскости П2 симметрии, определяемой продольной осью X1 и второй поперечной осью X3, нормальной к продольной оси X1 и первой поперечной оси X2, причем стакан (1) для литья тонких слябов проходит вдоль продольной оси X1 от:
впускного участка, расположенного у верхнего конца стакана для литья тонких слябов и содержащего впускное отверстие (50u), ориентированное параллельно продольной оси X1, до
выпускного диффузорного участка, расположенного у нижнего конца стакана для литья тонких слябов и содержащего первое и второе выпускные отверстия (51d) каналов, причем выпускной диффузорный участок имеет ширину, которая измеряется в направлении второй поперечной оси X3 и которая по меньшей мере в три (3) раза больше толщины, измеряемой в направлении первой поперечной оси X2, и содержит соединительный участок, соединяющий впускной участок и выпускной диффузорный участок, причем стакан для литья тонких слябов дополнительно содержит:
центральное отверстие (50), ограничиваемое стенкой отверстия и отверстием у вышеуказанного впускного отверстия (50u) и проходящее в направлении продольной оси X1 и оканчивающееся у верхнего конца (10u) разделителя (10), причем центральное отверстие (50) содержит:
верхний участок (50a) отверстия, содержащий впускное отверстие, проходящий по высоте Ha и примыкающий и образующий верхнюю границу (5a) с
сужающимся участком (50e) отверстия высотой He, расположенным в соединительном участке стакана для литья тонких слябов и примыкающим к
тонкому участку (50f) отверстия высотой Hf, расположенному в диффузорном участке стакана для литья тонких слябов и оканчивающемуся на уровне верхнего конца (10u) разделителя (10),
первый и второй передние каналы (51), отделенные друг от друга разделителем (10) и проходящие параллельно второй плоскости П2 симметрии, причем первый и второй передние каналы проходят от первого и второго впусков (51u) каналов, выходящих по меньшей мере частично на двух противоположных стенках сужающегося участка (50e) отверстия к первому и второму отверстиям (51d) выпускных каналов, причем первый и второй передние каналы (51) имеют ширину W51, которая измеряется в направлении первой поперечной оси X2 и во всех случаях меньше ширины D2(X1) верхнего участка (50a) отверстия, измеряемой в направлении первой поперечной оси X2,
центральное отверстие (50) имеет радиус кривизны ρa1 в любой точке стенки отверстия на протяжении по меньшей мере 90% высоты Ha верхнего участка (50a) отверстия, который стремится к бесконечности,
отличающийся тем, что в сечении стакана для литья тонких слябов по первой плоскости П1 симметрии геометрия стенки центрального отверстия (50) характеризуется тем, что:
радиус кривизны в любой точке стенки отверстия сужающегося участка (50e) отверстия является конечным, и
отношение высоты Hf тонкого участка (50f) отверстия к высоте He сужающегося участка (50e) отверстия составляет не более 1, Hf/He≤1.
2. Стакан для литья тонких слябов по п. 1, в котором общая площадь A(X1) сечения, измеряемая по плоскостям П3, нормальным к продольной оси X1 центрального отверстия (50) и первого и второго передних каналов (51), характеризуется тем, что относительное изменение ΔA(X1)/Aa = ⎜Aa – A(X1)⎜/Aa общей площади сечения A(X1) относительно общей площади сечения Aa у верхней границы (5a) составляет не более 15% для любой плоскости П3, пересекающей продольную ось X1 от верхней границы (5a) вниз до 70% высоты He сужающегося участка (50e) отверстия.
3. Стакан для литья тонких слябов по п. 1 или 2, в котором сужающийся участок (50e) отверстия дополнительно делится на два участка отверстия:
концевой участок (50c) отверстия высотой Hc и
переходный участок (50b) отверстия высотой Hb, расположенный между и рядом с верхним участком (50a) отверстия и концевым участком (50c) отверстия, тем самым образуя с одного конца границу (5b) перехода с концевым участком отверстия и с другого конца верхнюю границу (5a) с верхним участком отверстия,
при этом в сечении стакана для литья тонких слябов по первой плоскости П1 симметрии геометрия стенки сужающегося участка (50e) отверстия характеризуется следующим:
радиус ρc1 кривизны в любой точке стенки отверстия концевого участка отверстия (50c) не больше половины ширины D2a центрального отверстия (50) у верхней границы (5a), ρc1 ≤ ½ D2a;
радиус ρb1 кривизны в любой точке стенки отверстия переходного участка (50b) отверстия больше половины ширины D2a и составляет от 5 x ρc1 до 50 x D2a; и
отношение высот Hb/Hc переходного участка (50b) отверстия и концевого участка (50c) отверстия составляет от 3 до 12.
4. Стакан для литья тонких слябов по п. 3, в котором радиус ρb1 кривизны, измеренный в сечении стакана для литья тонких слябов по первой плоскости П1 симметрии, является постоянным в любой точке стенки отверстия переходного участка (50b) отверстия и/или радиус ρc1 кривизны, измеренный в сечении стакана для литья тонких слябов по первой плоскости П1 симметрии, является постоянным в любой точке стенки отверстия концевого участка (50c) отверстия.
5. Стакан для литья тонких слябов по п. 4, в котором, исключая первый и второй впуски (51u) каналов, радиусы кривизны и соотношения высот стенки отверстия сужающегося участка (50e) отверстия, переходного участка (50b) отверстия и концевого участка (50c) отверстия, определяемые по пп. 1, 3 и 4 относительно сечения стакана для литья тонких слябов по первой плоскости П1 симметрии, также относятся к сечению стакана для литья тонких слябов по второй плоскости П2 симметрии и предпочтительно по любой плоскости Пi, содержащей первую продольную ось X1.
6. Стакан для литья тонких слябов по п. 1 или 2, в котором сужающийся участок (50e) отверстия центрального отверстия (50), исключая первый и второй впуски (51u) каналов, имеет эллиптическое или круглое сечение по любой плоскости П3, нормальной к продольной оси X1, имеющее главные диаметры D2(X1), D3(X1) в направлении первой поперечной оси X2 и второй поперечной оси X3 соответственно, размеры которых образуются вдоль продольной оси X1 так, что отношение D2(X1)/D3(X1) остается постоянным, причем D2(X1)≤D3(X1).
7. Стакан для литья тонких слябов по п. 5, в котором сужающийся участок (50e) отверстия имеет геометрию вращения вокруг продольной оси X1, исключая первый и второй впуски (51u) каналов.
8. Стакан для литья тонких слябов по п. 1 или 2, в котором расстояние между верхним концом стакана для литья тонких слябов и верхним концом первого и второго впусков (51u) каналов находится в пределах высоты Ha верхнего участка (50a) отверстия ±7% и/или в пределах высоты Ha ±30 мм, при этом во второй плоскости П2 симметрии первый и второй передние каналы (51) предпочтительно пересекают центральное отверстие (50) под углом α относительно продольной оси X1, составляющим 5-45°, более предпочтительно 15-40°, наиболее предпочтительно 20-30°.
9. Стакан для литья тонких слябов по п. 1 или 2, в котором геометрия в сечении по второй плоскости П2 симметрии стенок разделителя (10) в контакте с первым и вторым передними каналами (51) характеризуется тем, что обе стенки проходят от верхнего конца (10u) разделителя до нижнего конца стакана для литья тонких слябов вдоль продольной оси X1, сначала расходясь до тех пор, пока разделитель (10) не достигнет максимальной ширины, и затем сходясь до тех пор, пока они не достигнут нижнего конца стакана для литья тонких слябов.
10. Стакан для литья тонких слябов по п. 1 или 2, в котором высота Hd разделителя (10) по меньшей мере в два раза больше высоты He сужающегося участка (50e) отверстия, Hd≥2He.
11. Стакан для литья тонких слябов по п. 1 или 2, в котором отношение W51/D2a ширины W51 первого и второго передних каналов вдоль первой поперечной оси X2 и ширины D2a вдоль первой поперечной оси X2 центрального отверстия (50) у верхней границы (5a) составляет 15–40%, предпочтительно 24–32%.
12. Стакан для литья тонких слябов по п. 3, в котором отношение D2b/D2a ширины D2b в направлении первой поперечной оси X2 центрального отверстия (50) у границы (5b) перехода к ширине D2a в направлении первой поперечной оси X2 центрального отверстия (50) у верхней границы (5a) составляет 65–85%, предпочтительно 70–80%.
13. Стакан для литья тонких слябов по п. 1 или 2, в котором производная dA/dX1 общей площади A сечения в сужающемся участке (50e) отверстия в любой плоскости П3, нормальной к продольной оси X1, относительно положения вышеуказанной плоскости П3 на продольной оси X1 никогда не должна быть больше 0, dA/dX1≤0.
14. Стакан для литья тонких слябов по п. 1 или 2, в котором
отношение высоты Hf тонкого участка (50f) отверстия к высоте He сужающегося участка (50e) отверстия составляет не больше 50%, предпочтительно не больше 25%, более предпочтительно не больше 15%, и/или
отношение высоты Hf тонкого участка (50f) отверстия к высоте центрального отверстия (50) составляет не больше 15%, предпочтительно не больше 10%, более предпочтительно не больше 7%, наиболее предпочтительно не больше 3%.
15. Установка для литья металлов для литья тонких слябов, содержащая промежуточный ковш, оборудованный по меньшей мере выпуском, сообщающимся со стаканом для литья тонких слябов по п. 1 или 2, причем указанный выпускной диффузорный участок вставлен в форму для литья тонких слябов.
| DE 10117097 A1, 10.10.2002 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Пьезокерамический материал | 1974 |
|
SU482423A1 |
| Способ предотвращения выбросов породы и газа при проведении выработок | 1981 |
|
SU1002600A1 |
| CN 203330395 U, 11.12.2013 | |||
| CN 201313176 Y, 23.09.2009 | |||
| Шахтная печь с подвижными полками | 1932 |
|
SU41999A1 |

