Изобретение относится к способу и соответствующему устройству для изготовления стального толстого листа непрерывным образом от узла для непрерывного литья до последней прокатной клети.
Известно, что обычно в этой области промышленности для прокатки используются клети «реверсивного» прокатного стана посредством нескольких продольных и поперечных проходов, с тем чтобы увеличивать каждый раз размер в длину и ширину получаемого продукта, причем слиток предпочтительно с прямоугольным поперечным сечением или сляб, предварительно нагревают до необходимой температуры в нагревательной печи с выравниванием температуры, и получают толстый лист с желательной толщиной и шириной. Размеры слитка или сляба, из которых второй может быть изготовлен непрерывным литьем, находятся в интервале от 120 до 400 мм по толщине и в интервале от 1000 до 2000 мм по ширине, в зависимости от вида стали и технологии, использованной для изготовления.
Также известно, что при обработке такого вида соотношение толщины исходного материала, то есть слитка или сляба, и толщины требуемого конечного толстого листа должно составлять не менее 1:4, чтобы обеспечить заваривание пор, возможно присутствующих в центральной части или в средней области, что типично для слитков/слябов большой толщины. Это означает, что для листа конечной толщины 50 мм минимальная толщина первоначальной плоской заготовки составляет 200 мм.
При последующем развитии технологии получения тонких слябов были разработаны устройства, посредством которых отливали тонкие слябы толщиной 150 мм или менее при ширине 3600 мм или менее. Эти тонкие слябы затем разрезали и после пропускания через нагревательную печь с выравниванием температуры направляли в линию к реверсивному прокатному стану, который, однако, приспосабливали лишь к продольной прокатке.
При использовании этих устройств соотношение толщины плоской заготовки и конечного толстого листа может быть таким низким, как 1:3, в соответствии с чем для листа толщиной 50 мм требуется тонкий сляб с минимальной толщиной 150 мм. Естественно, при использовании таких устройств также возможно изготовление не только толстых листов, но также и полосы, смотанной в рулоны, посредством той же самой реверсивной прокатной клети для работы с двумя направляющими в печи («технология толстый лист/прокатный стан Стеккеля»). Понятно, что при уменьшенном соотношении толщин тонкого сляба и конечного листа, составляющем 1:3, для получения толщины конечного листа 40-50 мм необходимо, чтобы слябы размером 120-150 мм отливались с максимальной скоростью примерно 2 м/мин, которая недостаточна для проведения непрерывного процесса прокатки в линии, требующего, в противоположность этому, минимальной скорости в 3,5 м/мин.
Эти факторы препятствовали использованию для изготовления толстолистового материала по схеме «литье-прокатка», уже известной в области изготовления лент. На основании экспериментов, которые, однако, не сделали возможным уменьшение размеров более чем на 35%, вследствие пониженной величины крутящего момента таких клетей прокатного стана, были разработаны математические имитационные модели. Из этих моделей следует, что результаты с аналогичным качеством могут быть достигнуты при коэффициенте обжатия даже более 50% и вплоть до 60% или менее, что обеспечивает возможность уменьшения габаритов устройства, а также снижение производственных затрат и инвестиций.
Поэтому целью данного изобретения является предоставление способа и соответствующего устройства для изготовления толстых листов толщиной 100 мм или менее и шириной 4000 мм или менее при малых инвестициях и производственных затратах.
При адаптировании технологии, использованной для изготовления в соответствии с патентами ЕР 0925132, ЕР 0946316 и ЕР 1011896 (на имя настоящего заявителя) было обнаружено, что, начиная с толщины продукта на выходе кристаллизатора 75 мм и у выхода из машины для непрерывного литья с толщиной продукта 55 мм, после обжатия с жидкой центральной частью (soft reduction) устанавливалась средняя температура более 1200°С при скорости 5 м/мин. Прокатка в линии выполнялась двумя клетями, обеспечивающими высокую степень обжатия (33% для первой клети и 30% для второй клети), чтобы получить конечные толстые листы толщиной 25 мм и, соответственно, соотношение толщины сляб/листа примерно 1:2. Качество продукта было сравнимо с качеством толстых листов, изготовленных в соответствии с прототипом, в частности отсутствовали поры и обеспечивалась гомогенная микроструктура по всей толщине.
Цель данного изобретения, таким образом, достигнута посредством способа и соответствующего устройства, определенных в пунктах 1, 7 формулы изобретения соответственно.
Эти и другие цели, преимущества и особенности данного изобретения будут более очевидны из приведенного ниже подробного описания двух вариантов его осуществления, представленных в виде неограничивающего примера со ссылкой на сопровождающие чертежи, на которых:
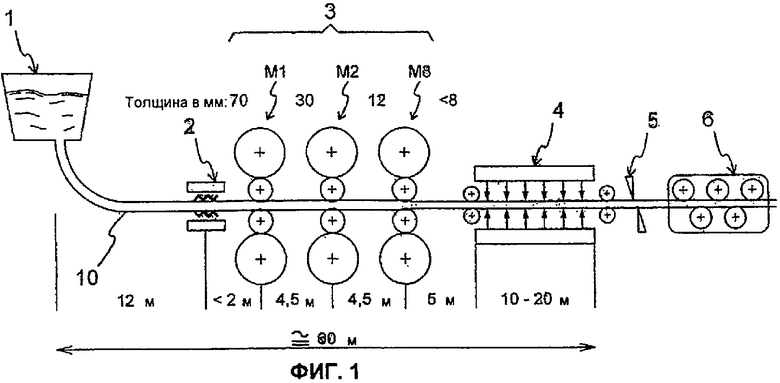
Фиг.1 представляет собой схему устройства в соответствии с данным изобретением для изготовления толстых листов из нержавеющей стали;
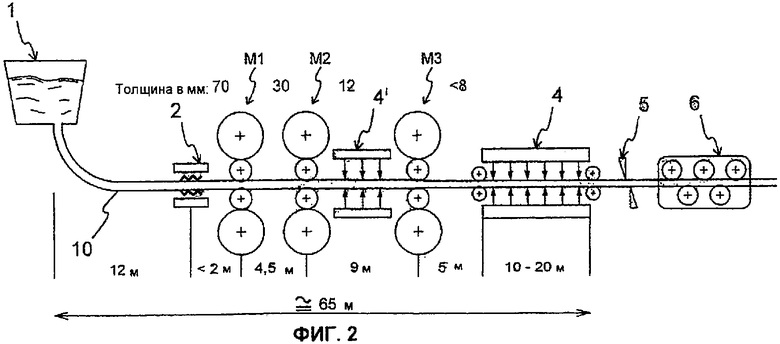
Фиг.2 представляет собой схему устройства в соответствии с данным изобретением для изготовления толстых листов из нелегированной или низколегированной стали.
На фиг.1 показано устройство, в котором соответствующие расстояния между различными компонентами устройства образуют общее расстояние между машиной 1 для непрерывного литья и концом этапа прокатки, составляющее примерно 60 м. Также указаны значения толщины, которые отличаются от значений, упомянутых в примере выше, однако в любом случае попадающих в заявленный интервал значений. При начальной толщине 70 мм сляб 10, подаваемый из машины 1 для непрерывного литья со скоростью 3,5 м/мин и средней температурой 1200°С, пропускался через окалиноломатель 2 и затем, без остановок, через прокатный стан 3, установленный в одной линии с машиной 1 для непрерывного литья, без нарушения непрерывности процесса до получения на выходе листа толщиной 8 мм или менее. В соответствии с видом стали и желательной толщиной листа число клетей прокатного стана, обозначенных тремя номерами (М1-М3), могло быть уменьшено на одну или две. Благодаря реализации заявленных температурных условий было возможно получение конечного толстого листа даже при использовании одной прокатной клети и подходящей степени обжатия, находящейся между 1:1,5 и 1:2,5 и предпочтительно составляющей примерно 1:2.
Следует заметить, что благоприятный температурный профиль для тонкого сляба, при котором температура в центральной части или в средней области довольно высокая и близка к 1350°С, увеличивает среднюю температуру прокатки и обеспечивает высокую степень уменьшения толщины, соответственно обеспечивая заваривание внутренних пор при меньшем числе проходов при прокатке по сравнению с обычным толстолистовым прокатным станом. Фактически, при превышении некоторой заданной степени обжатия или фактора деформации при постоянной ширине гидростатическое напряжение или специфическое давление в центральной части тонкой плоской заготовки достигает величин, которые достаточно высоки для заваривания любых имеющихся пор. Кроме того, высокие температуры деформации увеличивают рекристаллизацию, т.е., процесс, посредством которого кристаллические зерна деформируются и затем благодаря высокой температуре рекристаллизуются полностью, поддерживая тем самым образование равномерных микроструктур, в противоположность тому, что происходит при прокатке при более низких температурах, например от 1050 до 900°С, как указано в документе ЕР 0580062. Такие низкие температуры обычно приводят в конечном счете к смешанным структурам, которые не рекристаллизованы полностью.
Высокие температуры прокатки также увеличивают растворимость карбидов хрома в нержавеющей стали, соответственно устраняя их скопление без возможности протекания процесса, обратного указанному специфическому растворению.
Как видно на фиг.1, после этого следует этап ускоренного охлаждения, обозначенный цифрой 4, который обеспечивает дополнительное улучшение микроструктуры и характеристик профиля толстого листа.
В заключение, после резака 5 для разрезания листа на отрезки желательной длины может быть предусмотрен этап 6 правки. Как видно на фиг.2, представлен другой вариант осуществления устройства в соответствии с данным изобретением, который в особенности подходит для толстых листов нелегированной или низколегированной стали. В этом случае в качестве промежуточного звена между клетями М2 и М3 предусмотрен узел 4' промежуточного охлаждения, способный к снижению на 50-100°С высокой температуры прокатки, как это требуется для этих видов стали. В этих случаях требуется обеспечение термомеханической обработки в комбинации с прокаткой, включающей механическую деформацию и охлаждение.
Расстояние между М2 и М3 увеличено вследствие размещения дополнительной охлаждающей системы 4' между этими двумя клетями. Также может быть предусмотрено, принимая аналогичным образом во внимание вышеуказанную термомеханическую обработку, которая требуется для нелегированной или низколегированной стали, уменьшенное расстояние между первой клетью M1 и узлом 4 интенсивного охлаждения на выходе прокатного стана.
Способ и соответствующее устройство предназначены для уменьшения производственных затрат при изготовлении толстолистовой стали толщиной менее 100 мм и шириной до 4000 мм или менее из плоской заготовки, поступающей от этапа непрерывного литья. Гидростатическое давление при прокатке, обеспечивающее заваривание внутренних пор металла при меньшем числе проходов, достигается за счет того, что способ включает этап обжатия с жидкой сердцевиной до толщины более или равной 55 мм непрерывным образом до завершения этапа чистовой прокатки с высокой степенью обжатия по меньшей мере в одной клети. Средняя температура на входе этапа более или равна 1250°С, однако может быть уменьшена значительным образом для нелегированной или низколегированной стали. Устройство содержит соответствующее оборудование. 2 н. и 9 з.п. ф-лы, 2 ил.
1. Способ изготовления толстолистовой стали толщиной менее 100 мм и шириной до 4000 мм или менее из сляба, поступающего с этапа непрерывного литья, отличающийся тем, что он включает этап обжатия сляба с жидкой сердцевиной до толщины более или равной 55 мм и при средней температуре сляба более или равной 1200°С при непрерывном процессе до конца этапа чистовой прокатки с высокими степенями обжатия посредством одной или нескольких клетей, за которым осуществляют этап охлаждения и резки на толстые листы заданной длины.
2. Способ по п.1, отличающийся тем, что он включает этап конечной правки.
3. Способ по п.1, отличающийся тем, что соотношение толщины плоской заготовки после ее изготовления непрерывным литьем и конечной толщины толстого листа после прокатки находится в интервале от 1:1,5 до 1:2,5.
4. Способ по п.1, отличающийся тем, что перед указанным этапом прокатки включает этап удаления окалины.
5. Способ по любому из пп.1-4, отличающийся тем, что в начале этапа прокатки температура центральной части материала, подлежащего прокатке, составляет примерно 1350°С.
6. Способ по п.1, отличающийся тем, что для нелегированной или низколегированной стали, требующей термомеханической обработки, осуществляют дополнительный промежуточный этап охлаждения между клетями прокатного стана для уменьшения температуры прокатки на 50-100°С.
7. Устройство для изготовления толстолистовой стали толщиной менее 100 мм и шириной до 4000 мм или менее из сляба, изготовленного непрерывным литьем, отличающееся тем, что оно cодержит расположенное после кристаллизатора (1) устройства непрерывного литья средство для обжатия с жидкой сердцевиной для получения на выходе толщины более или равной 55 мм при средней температуре более или равной 1200°С, которое функционирует непрерывным образом до последней клети чистового прокатного стана (3) с одной или несколькими клетями (M1, М2, …), находящегося в одной линии с указанным устройством для непрерывного литья, и обеспечивающего высокую степень обжатия, и за которым следует охлаждающее средство (4) и резак (5) для разрезания листа на отрезки заданной длины.
8. Устройство по п.7, отличающееся тем, что содержит машину (6) для конечной правки.
9. Устройство по п.7, отличающееся тем, что содержит окалиноломатель (2), расположенный непосредственно перед указанным прокатным станом (3) по направлению перемещения материала.
10. Устройство по п.7, отличающееся тем, что общая длина участка от кристаллизатора (1) устройства непрерывного литья до заключительного охлаждающего средства (4) не превышает 60 м.
11. Устройство по п.7 или 8, отличающееся тем, что для изготовления нелегированной или низколегированной стали, требующей значительной термомеханической обработки, оно имеет дополнительные охлаждающие средства (4') в промежуточных позициях между клетями (M1, M2, …) прокатного стана для уменьшения температуры прокатки на 50-100°С.
| ШАРОШЕЧНЫЙ ИНСТРУМЕНТ УСТУПНОГО ДЕЙСТВИЯ | 1992 |
|
RU2019700C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2163934C2 |
| RU 2053859 C1, 10.02.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЙ ПОЛОСЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1999 |
|
RU2203749C2 |

