ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к оборудованию для движения подвижного состава железных дорог, более точно – к железнодорожным рельсам, ещё более точно – к ремонту железнодорожных рельсов. В частности настоящее изобретение относится к способу ремонта рельсов в пути, приспособлению для его реализации и способу установки газового резака на рельс с помощью этого приспособления.
УРОВЕНЬ ТЕХНИКИ
В процессе эксплуатации в железнодорожных рельсах возникают различные дефекты, значительная часть которых может быть ликвидирована путем ремонта. В частности это относится к целому ряду локальных дефектов, расположенных в головке рельса, а именно: дефектам типа выкрашивания или смятия металла, поперечным трещинам, местам пробуксовок и т.п. дефектам, возникающим как в цельном рельсе, так и в зоне сварных рельсовых стыков, и имеющим протяженность (размеры вдоль продольной оси рельса) несколько сотен мм и глубину до 25 мм. При этом экономически наиболее эффективными являются методы ремонта рельсов прямо в пути, т.е. без их изъятия и замены. Крайне актуальны такие способы для ликвидации дефектов в бесстыковом пути, особенно те их них, которые не нарушают целостность рельсовых плетей.
Известны и давно применяются на практике способы ремонта вышеуказанных дефектов методами электродуговой наплавки (например, RU2082573С1, B23K9/04, B23P6/00, E01B7/00, 27.06.1997), порошковой наплавки (например, KZ29289А4, E01B31/08, 15.12.2014), алюминотермитной сварки (например, RU2163184С1, В23К 23/00, C21D9/50, 20.02.2001).
Общим недостатком вышеперечисленных методов является их ограниченная применимость, обусловленная, главным образом, относительно небольшими размерами ликвидируемых с их помощью дефектов.
В частности недостатком методов электродуговой или порошковой наплавки является возможность без нарушения целостности рельсовой плети бесстыкового пути ремонтировать протяженные (150-200 мм и больше) дефекты, но только имеющие глубину всего несколько мм.
Ещё одним недостатком этих методов является невозможность с их помощью ликвидировать поперечные трещины в головке рельса.
Недостатком метода алюминотермитной сварки является, наоборот, возможность ремонтировать вертикально-ориентированные дефекты большой глубины, расположенные не только в головке, но и в любом месте по сечению рельса, но протяжённость таких дефектов не может быть больше нескольких десятков мм.
Ещё одним недостатком этого метода является нарушение целостности рельсовой плети бесстыкового пути при его применении, в связи с чем требуется соблюдать достаточно узкий интервал температуры, когда возможно проводить ремонтные работы, или использовать дополнительные мероприятия по разрядке рельсовых плетей и вводу их в необходимый температурный режим.
Наиболее близким аналогом предлагаемого изобретения является способ ремонта рельсов (US3623207 A, B22D19/10, 30.11.1971, [1]), включающий в себя вырезание и извлечение головки и шейки рельса в области дефекта, заполнение образовавшегося пустого пространства жидким металлом, компенсацию сжатия жидкого металла после его охлаждения.
Основным недостатком способа по [1] является то, что он предназначен фактически лишь для ремонта поперечных дефектов головки рельсов, размеры которых в продольном направлении ограничиваются двумя-тремя десятками мм. Для протяженных и горизонтально-ориентированных дефектов он неприменим.
Следующим недостатком способа по [1] является вырезание не только части головки, но и части шейки рельса в области дефекта. Такая операция является избыточным действием и создает дополнительные риски, связанные с возможностью возникновения опасных напряжений в зоне перехода от головки к шейке рельса вследствие сложного профиля в области концентрации нагрузки, что особенно актуально для объемно-закаленных и дифференцированно упрочненных рельсов.
Ещё одним недостатком способа по [1] является не оптимальная форма вырезки дефектной части, представляющая собой прямоугольник с углами, близкими к 90º. Такая форма вырезки при последующей заливке жидким термитным металлом создает неравномерные условия распределения потока жидкости (на прямых участках и в углах), а также неравномерное проплавление рельсового металла и последующую кристаллизацию, что приводит к нежелательным остаточным напряжениям термитного металла на границе сплавления с рельсовым металлом, где впоследствии могут образовываться и развиваться трещины.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание способа ремонта рельсов в пути, приспособления для его реализации и способа установки газового резака на рельс с помощью этого приспособления, обеспечивающих возможность ликвидации протяжённых и горизонтально-ориентированных дефектов и не создающего опасных напряжений в рельсе.
Ещё одной целью настоящего изобретения является оптимизация материальных и временных затрат на производство ремонтных работ в пути. Поставленная цель достигается благодаря созданию способа ремонта рельсов, согласно которому
а) направленный на головку рельса газовый резак устанавливают с возможностью его перемещения по дуге;
б) перемещают газовый резак по дуге, вырезая часть головки рельса, содержащую дефект, с одновременным образованием в головке рельса выемки, имеющей вогнутую поверхность;
в) устанавливают огнеупорную форму, прилегающую к головке рельса, и охватывающую указанную выемку;
г) заливают в форму расплавленный металл, полученный в результате алюминотермитной реакции;
д) удаляют избыточную часть металла.
В предпочтительном варианте предлагаемого способа при перемещении газового резака по дуге и вырезании части головки рельса, содержащей дефект, одновременно образуют в головке рельса выемку, имеющую вогнутую цилиндрическую поверхность.
Если дефект обладает значительной протяженностью, после вырезания части головки рельса по меньшей мере один раз смещают газовый резак вдоль рельса и вырезают еще одну часть головки рельса, прилегающую к указанной выемке.
В одном из вариантов предлагаемого способа газовый резак смещают вдоль рельса на расстояние S1min, равное  , где R – радиус вырезаемой части, Н – высота расположения оси, относительно которой производится вырезка, а Bmax – максимальная глубина дефекта.
, где R – радиус вырезаемой части, Н – высота расположения оси, относительно которой производится вырезка, а Bmax – максимальная глубина дефекта.
Еще в одном из вариантов предлагаемого способа газовый резак смещают вдоль рельса на расстояние S2min, равное  , где R – радиус вырезаемой части, Н – высота расположения оси, относительно которой производится вырезка, Lmax – максимальная длина дефекта, k - эмпирический коэффициент, учитывающий суммарную толщину удаляемого при вырезке дефекта металла (равен 0,87).
, где R – радиус вырезаемой части, Н – высота расположения оси, относительно которой производится вырезка, Lmax – максимальная длина дефекта, k - эмпирический коэффициент, учитывающий суммарную толщину удаляемого при вырезке дефекта металла (равен 0,87).
Еще в одном из вариантов предлагаемого способа газовый резак смещают вдоль рельса на расстояние Smin, равное наименьшему из значений S1min и S2min.
Кроме того, поставленная цель достигается благодаря созданию приспособления для установки на рельсе газового резака, используемого при осуществлении предлагаемого способа ремонта рельсов, содержащего
а) несущую балку, на которой установлено по меньшей мере два зажима для фиксации приспособления на рельсе;
б) ось, жестко закрепленную на несущей балке или выполненную за одно целое с ней; и
в) шарнирную консоль с держателем газового резака, установленную на оси с возможностью снятия.
Приспособление может быть выполнено с возможностью установки с ориентацией балки в продольной вертикальной плоскости симметрии рельса.
В предпочтительно варианте на балке имеется еще одна ось, которая установлена с возможностью перемещения вдоль балки и на которой может быть установлена шарнирная консоль с держателем газового резака.
Ещё одним способом достижения поставленной цели является создание способа установки газового резака на рельс при осуществлении предлагаемого способа ремонта рельсов, согласно которому газовый резак устанавливают на рельс с использованием вышеуказанного приспособления.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
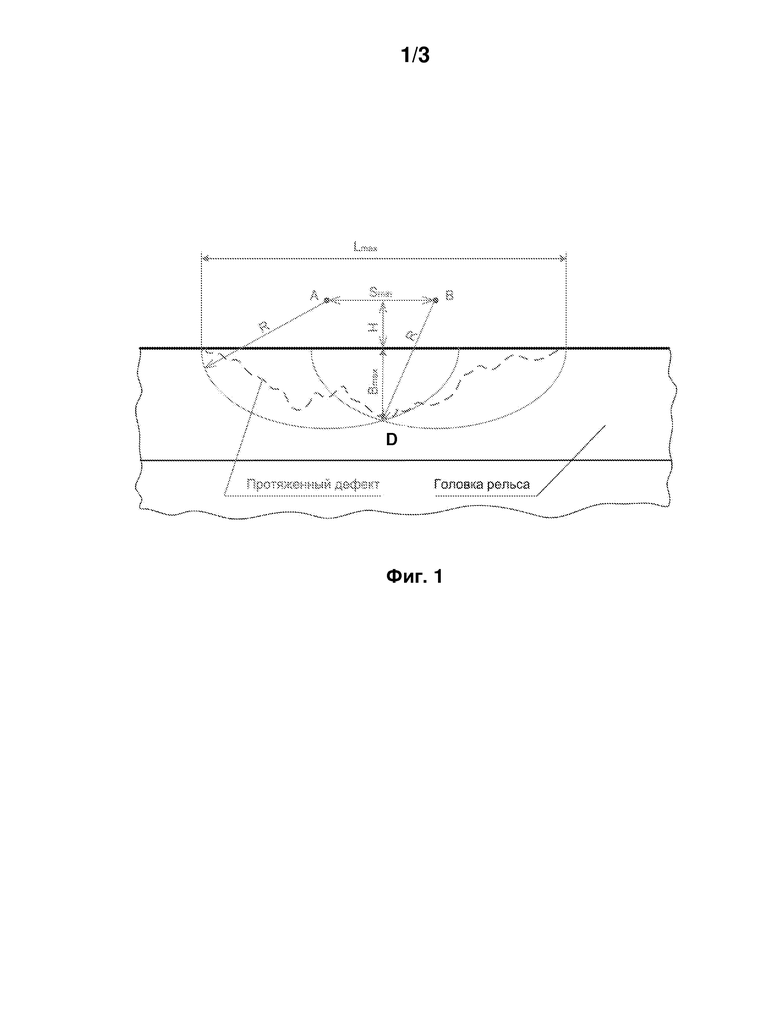
На фиг. 1 представлена типичная схема протяженного дефекта и расчётные параметры для его ремонта.
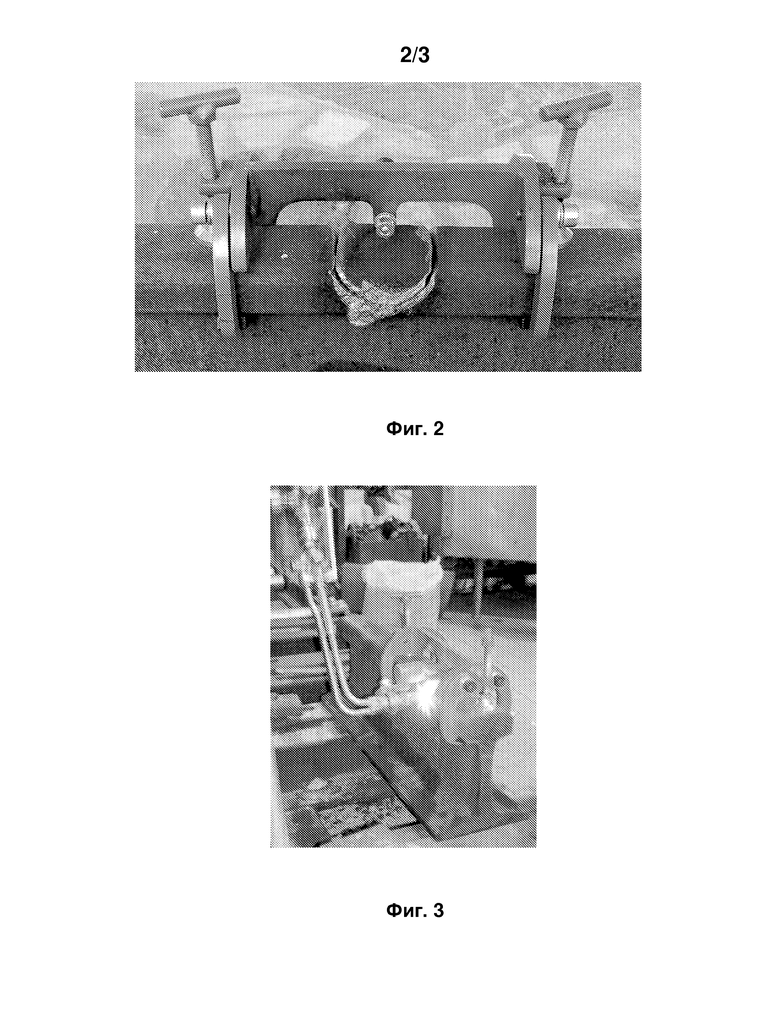
На фиг. 2 представлен вид спереди специального шарнирного шаблона, который обеспечивает однократный равномерный радиальный вырез при использовании газового резака при способе ремонта по предлагаемому изобретению.
На фиг. 3 представлен общий вид специального шарнирного шаблона, который обеспечивает однократный равномерный радиальный вырез при использовании газового резака при способе ремонта по предлагаемому изобретению.
На фиг. 4 представлена схема специального приспособления для установки газового резака на рельсе при способе ремонта по предлагаемому изобретению.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Способ ремонта дефектов железнодорожных рельсов в пути по предлагаемому изобретению состоит из следующих последовательных этапов:
а) радиальная вырезка части головки рельса, содержащей дефект, с помощью газопламенной пропан-кислородной или ацетилен-кислородной резки с одновременным образованием в головке рельса выемки;
б) абразивная зачистка полученной поверхности выемки для удаления шлака, окалины и неровностей от газопламенной вырезки с одновременным визуальным контролем поверхности выемки на предмет отсутствия на ней каких-либо дефектов;
в) приподнятие рельса в зоне ремонта на определенную контролируемую высоту с образованием изгиба вверх (в сторону головки) для последующей компенсации осадки рельса вследствие охлаждения зоны ремонта;
г) установка на вырезанную часть головки рельса, содержащую выемку, огнеупорных форм и их уплотнение в местах прилегания к рельсу;
д) проведение алюминотермитной реакции с последующей заливкой жидкого металла с температурой около 2000 ºС и с определенным избытком по отношению к объему вырезанной части головки рельса, содержащей выемку, в полость, образованную этой вырезанной частью и установленными огнеупорными формами;
е) кристаллизация залитого термитного металла в этой полости;
ж) разборка форм удаление избыточной части термитного металла в горячем состоянии с помощью гидравлического устройства – гратоснимателя с комплектом ножей;
з) абразивная шлифовка зоны ремонта головки рельса.
Отличительной особенностью способа является то, что процесс «однократной термитной наплавки» применяется многократно со сдвижкой вдоль продольной оси рельса в направлении распространения дефекта на заданное расстояние в зависимости от размеров дефекта – столько раз, чтобы суммарная длина и глубина всех вырезаемых частей была больше длины и глубины протяженного дефекта. При этом величина расстояния, на которое производится сдвижка для последующей вырезки, определяется расчетным путём и зависит от геометрических параметров дефекта.
На фиг. 1 представлена типичная схема протяжённого дефекта и расчётные параметры для его ремонта.
Протяжённый дефект характеризуется двумя основными параметрами – максимальной длиной Lmax и максимальной глубиной Bmax . Эти параметры, а также их взаимное положение могут быть измерены, к примеру, любыми подходящими для этой целей измерительными инструментами (линейкой, штангенциркулем, глубиномером), а также специальными шаблонами. Для некоторых видов дефектов, которые невидимы на поверхности катания головки рельса или имеют частичный выход, значения этих параметров можно получить, например, при помощи ультразвукового дефектоскопа с набором датчиков.
Вырезка дефекта производится стандартной газопламенной горелкой для резки (далее – газовым резаком), установленной на рельсе в специальном шарнирном шаблоне, из точек А или В по дуге, характеризуемой следующими параметрами:
R – радиус дуги вырезаемой части (постоянная величина, определяемая размерами шаблона);
Н – высота расположения оси, относительно которой производится вырезка (постоянная величина, определяемая размерами шаблона).
Первая радиальная вырезка части головки (например, из точки А) должна обеспечить гарантированное удаление части дефекта с одной стороны, а последующая повторная вырезка – окончательное удаление остатка дефекта или его части. Критичным с точки зрения гарантированного вырезания дефекта в наиболее глубоком месте его залегания является место стыковки двух последовательных радиальных вырезов (точка D). При этом должны соблюдаться следующие условия:
1. Весь дефект должен гарантированно попасть в вырезаемую часть, т.е. геометрия последовательных радиальных вырезок должна обеспечить глубину вырезаемой части в любой ее точке - не менее величины Bmax, а суммарную длину вырезаемой части не менее величины Lmax,
где Bmax - максимальная глубина дефекта, а
Lmax - максимальная длина дефекта;
2. Число радиальных вырезок должно быть минимальным, т.е. необходимо по максимуму использовать длину каждой отдельно взятой вырезки, но таким образом, чтобы соблюдалось условие 1.
Соблюдение этих условий определяет значение минимального сдвига Smin точки последующей радиальной вырезки относительно предыдущей (расстояние между точками А и В) как наименьшее из значений S1min и S2min, определяемых по геометрическим параметрам дефекта Bmax и Lmax следующими формулами:
 (1)
(1)
 , (2)
, (2)
где k - эмпирический коэффициент, учитывающий суммарную толщину удаляемого при вырезке дефекта металла (равен 0,87).
На практике легко может быть проведен расчет по данным зависимостям, поскольку значения R и Н являются константами.
Данный подход может быть использован для многократной последовательной вырезки с целью устранения протяженных дефектов, размер Bmax которых не превышает максимальной глубины вырезаемой части, равной разнице величин R и H, т.е. при выполнении условия:
 (3)
(3)
Однако экономические расчеты показывают, что наиболее целесообразным является устранение в головке рельсов дефектов, имеющих максимальную длину Lmax ≤ 150…200 мм и максимальную глубину Bmax ≤ 25 мм, что соответствует двухкратной последовательной термитной наплавке.
На фиг. 2 и 3 представлены вид спереди и общий вид шарнирного шаблона, который обеспечивает однократный равномерный радиальный вырез при использовании газового резака. Данный шаблон можно последовательно сдвигать на требуемое расстояние Smin, обеспечивая тем самым многократную радиальную вырезку дефекта по предложенной схеме.
В рамках настоящего изобретения также предложено приспособление, созданное на основе вышеупомянутого шарнирного шаблона, облегчающее установку газового резака на рельс для вырезки дефекта. На фиг. 4 представлена схема такого приспособления.
Приспособление содержит несущую балку 1, имеющую прямоугольное сечение. На широкой поверхности балки выполнена сквозная продольная прорезь 3. На верхней узкой поверхности балки нанесена измерительная шкала 2. На балке на одинаковой относительно поверхности головки рельса высоте закреплена неподвижная ось 4 и подвижная ось 5, предназначенные для установки шарнира с газовым резаком. Шкала 2 отображает расстояние в мм с началом отсчета от неподвижной оси 4. Подвижная ось 5 может перемещаться в пределах длины прорези 3 и фиксироваться гайкой-барашком в любом ее месте по делениям шкалы 2. Для фиксации приспособления на рельсе оно снабжено двумя зажимами, установленными на противоположных концах балки. Зажимы выполнены следующим образом: К балке 1 приварены два уха 8 с резьбовыми отверстиями, в которые завинчены винтовые упоры 7. Также к балке приварены две поперечины 9, к которым шарнирно прикреплены крюки 6 для фиксации приспособления на головке рельса. Жесткие размеры балки с поперечинами и длины крюков обеспечивают фиксацию приспособления на рельсе и постоянство размеров R и Н. После завершения вычислений и определении значения Smin подвижная ось устанавливается напротив соответствующего значения шкалы 2 и фиксируется в этом положении гайкой-барашком. Приспособление устанавливается на головку рельса в зоне дефекта так, чтобы неподвижная ось 4 оказалась точно над серединой первого радиального выреза согласно предварительно выполненной разметке. При этом подвижная ось автоматически попадает в положение последующего радиального выреза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ АЛЮМИНОТЕРМИТНОЙ НАПЛАВКИ ГОЛОВКИ РЕЛЬСА | 2023 |
|
RU2821249C1 |
| СПОСОБ РЕМОНТА РЕЛЬСОВ | 1998 |
|
RU2124424C1 |
| СПОСОБ СРЕЗАНИЯ ПРИБЫЛЬНОЙ ЧАСТИ СВАРНОГО ШВА | 2017 |
|
RU2664499C1 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2021 |
|
RU2757644C1 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2000 |
|
RU2163184C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2012 |
|
RU2559388C2 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ ДЕЙСТВУЮЩЕГО СТЫКОВОГО РЕЛЬСОВОГО ПУТИ В БЕССТЫКОВОЙ | 2008 |
|
RU2378440C1 |
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ ОКРУЖАЮЩЕЙ СРЕДЫ | 2013 |
|
RU2551751C2 |
| СПОСОБ ПЕРЕУСТРОЙСТВА ДЕЙСТВУЮЩЕГО ЗВЕНЬЕВОГО РЕЛЬСОВОГО ПУТИ В БЕССТЫКОВОЙ ПУТЬ | 2012 |
|
RU2543112C2 |
| ФОРМА ДЛЯ ТЕРМИТНОЙ СВАРКИ И СПОСОБ РЕМОНТА | 2017 |
|
RU2752046C1 |
Изобретение относится к способу ремонта рельсов, согласно которому направленный на головку рельса газовый резак устанавливают с возможностью его перемещения по дуге. Перемещают газовый резак по дуге, вырезая часть головки рельса, содержащую дефект, с одновременным образованием в головке рельса выемки, имеющей вогнутую поверхность. Устанавливают огнеупорную форму, прилегающую к головке рельса и охватывающую указанную выемку, заливают в форму расплавленный металл и удаляют избыточную часть металла. Кроме того предложены приспособления для ремонта рельса, используемые при осуществлении указанного способа ремонта рельсов. В результате обеспечивается возможность ликвидации протяженных и горизонтально ориентированных дефектов и уменьшение опасных напряжений в рельсе. 3 н. и 4 з.п. ф-лы, 4 ил.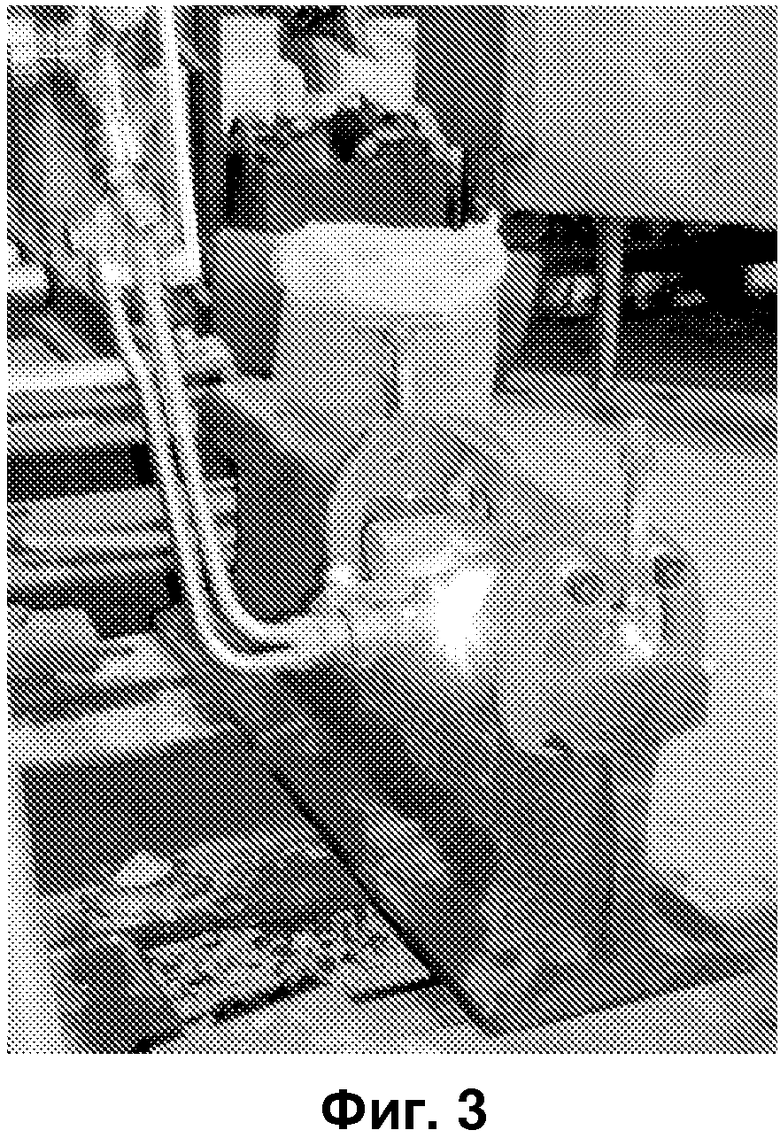
1. Способ ремонта рельса, включающий установку газового резака, направленного на головку рельса, с возможностью его перемещения по дуге для вырезания части головки рельса, содержащей дефект, с одновременным образованием в головке рельса выемки, имеющей вогнутую поверхность, установку огнеупорной формы, прилегающей к головке рельса и охватывающей указанную выемку, заливку в форму расплавленного металла и удаление избыточной части металла, при этом после вырезания части головки рельса по меньшей мере один раз смещают газовый резак вдоль рельса на расстояние S и вырезают часть головки рельса, прилегающую к указанной выемке, причем расстояние S равно наименьшему значению из S1min и S2min. где  а
а  где R - радиус вырезаемой части, Н - высота расположения оси, относительно которой производится вырезка, Вmax - максимальная глубина дефекта, Lmax - максимальная длина дефекта, k - эмпирический коэффициент, учитывающий суммарную толщину удаляемого при вырезке дефекта металла, равный 0,87.
где R - радиус вырезаемой части, Н - высота расположения оси, относительно которой производится вырезка, Вmax - максимальная глубина дефекта, Lmax - максимальная длина дефекта, k - эмпирический коэффициент, учитывающий суммарную толщину удаляемого при вырезке дефекта металла, равный 0,87.
2. Способ по п. 1, отличающийся тем, что при вырезании части головки рельса, содержащей дефект, образуют в головке рельса выемку, имеющую вогнутую цилиндрическую поверхность.
3. Способ по п. 1, отличающийся тем, что перед удалением избыточной части металла огнеупорную форму разбирают.
4. Способ по п. 1, отличающийся тем, что удаление избыточной части металла производят в горячем состоянии с помощью гидравлического устройства в виде гратоснимателя с комплектом ножей.
5. Способ по п. 1, отличающийся тем, что после удаления избыточной части металла производят абразивную шлифовку зоны ремонта головки рельса.
6. Приспособление для ремонта рельса, содержащее несущую балку, на поверхности которой выполнена сквозная продольная прорезь и на которой установлено по меньшей мере два зажима для фиксации приспособления на рельсе, неподвижную ось, жестко закрепленную на несущей балке, и подвижную ось, установленную с возможностью перемещения вдоль балки в пределах длины сквозной продольной прорези, и установленную на подвижной оси с возможностью снятия шарнирную консоль с держателем газового резака, выполненного с возможностью перемещения по дуге для вырезания части головки рельса, причем приспособление выполнено с возможностью установки с ориентацией балки в продольной вертикальной плоскости симметрии рельса.
7. Приспособление для ремонта рельса, содержащее неподвижную ось, выполненную за одно целое с несущей балкой, на поверхности которой выполнена сквозная продольная прорезь и на которой установлено по меньшей мере два зажима для фиксации приспособления на рельсе, подвижную ось, установленную с возможностью перемещения вдоль несущей балки в пределах длины сквозной продольной прорези, и установленную на подвижной оси с возможностью снятия шарнирную консоль с держателем газового резака, выполненного с возможностью перемещения по дуге для вырезания части головки рельса, причем приспособление выполнено с возможностью установки с ориентацией балки в продольной вертикальной плоскости симметрии рельса.
| US 3623207 A1, 30.11.1971 | |||
| СПОСОБ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2000 |
|
RU2163184C1 |
| СПОСОБ РЕМОНТА РЕЛЬСОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ БЕЗ УДАЛЕНИЯ ИХ С ПОЛОТНА | 2008 |
|
RU2364674C1 |
| US 20090218837 A1, 03.09.2009. | |||

