ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к листу электротехнической анизотропной стали. Приоритет испрашивается по заявке на патент Японии № 2018-021104, поданной 8 февраля 2018 г., содержание которой включено сюда по ссылке.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002] В целом лист электротехнической анизотропной стали относится к стальному листу, в котором ориентации кристаллических зерен в стальном листе сильно интегрированы в ориентации {110}<001>, а ось легкого намагничивания выставлена в продольном направлении стального листа. Поскольку лист электротехнической анизотропной стали имеет выставленную в продольном направлении ось легкого намагничивания, он имеет низкие магнитные потери и превосходное свойство намагничивания.
Лист электротехнической анизотропной стали имеет такую структуру, что магнитные домены (полосовые магнитные домены), имеющие совпадающее с направлением прокатки направление намагничивания, располагаются поперек доменных стенок. Поскольку многие из этих доменных стенок являются 180°-ми доменными стенками, лист электротехнической анизотропной стали легко намагничивается в направлении прокатки. Следовательно, даже когда лист электротехнической анизотропной стали находится в магнитном поле с относительно малой постоянной намагничивающей силой, плотность магнитного потока в нем является высокой, а магнитные потери – низкими.
Соответственно, лист электротехнической анизотропной стали является превосходным в качестве материала металлического сердечника трансформатора.
В качестве показателя магнитных потерь обычно используется значение W17/50 [Вт/кг]. W17/50 представляет собой значение магнитных потерь, возникающих в листе электротехнической анизотропной стали при возбуждении переменным током так, чтобы максимальная плотность магнитного потока составляла 1,7 Тл при частоте 50 Гц. Трансформатор с более высокой эффективностью может быть произведен путем уменьшения значения W17/50.
Когда к листу электротехнической анизотропной стали прикладываются деформации, практически перпендикулярные направлению прокатки (в поперечном направлении), с постоянным периодом (постоянным интервалом), его магнитные потери дополнительно уменьшаются. В этом случае из-за локальных деформаций формируются магнитные домены поперечного типа, направление намагничивания которых является ортогональным направлению прокатки, и интервалы между доменными стенками практически прямоугольных полосовых магнитных доменов становятся узкими благодаря результирующему приращению энергии (ширины полосовых магнитных доменов становятся малыми). Поскольку магнитные потери (W17/50) имеют положительную корреляцию с интервалом между 180°-ми стенками доменов, по этому принципу магнитные потери уменьшаются. Между прочим, чтобы исключить ухудшение магнитных потерь из-за технологической деформации ленточного сердечника, выполняют отжиг для снятия напряжений (SRA от англ. «stress relief annealing», отжиг при 800°C в течение примерно 2 часов). Даже если применяется какой-либо способ сокращения магнитных потерь листа электротехнической анизотропной стали с использованием локальных деформаций, эффект уменьшения магнитных потерь теряется при выполнении такого отжига для снятия напряжений. В качестве способа, в котором эффект уменьшения магнитных потерь не теряется даже после выполнения отжига для снятия напряжений, обычно используется способ введения в лист электротехнической анизотропной стали периодических бороздок, проходящих в направлении, пересекающем направление прокатки.
[0003] С целью сокращения магнитных потерь металлического сердечника, например, патентный документ 1 раскрывает, что магнитные потери улучшаются при введении линейных дефектов в лист электротехнической анизотропной стали перед выполнением окончательного отжига. Патентный документ 2 раскрывает, что для уменьшения магнитных потерь на поверхности листа электротехнической стали с высокой энергетической эффективностью формируют бороздки путем облучения лазерным лучом непрерывной генерации, имеющим ограниченную длину волны.
[0004] Далее будут описаны общие способы формирования бороздок. В способе с использованием электролитического травления, например, на поверхности холоднокатаного листа печатают имеющую линейные отверстия пленку резиста методом глубокой печати, а после формирования бороздок электролитическим травлением пленку резиста удаляют. В этом способе стоимость производства увеличивается из-за сложности процесса, а скорость обработки ограничена.
[0005] В способе с использованием механической зубчатой пресс-формы лист электротехнической стали представляет собой лист очень твердой стали, содержащей примерно 3% Si, и поэтому зубчатая пресс-форма склонна изнашиваться и повреждаться. Поскольку при изнашивании зубчатой пресс-формы глубина бороздки изменяется, эффект улучшения магнитных потерь становится неравномерным.
[0006] Способ с использованием лазерного облучения (называемый лазерным способом) имеет то преимущество, что может быть выполнено высокоскоростное формирование бороздок с использованием сфокусированного лазерного луча с высокой плотностью мощности. Поскольку обработка с использованием лазерного способа является бесконтактной обработкой, формирование бороздок может выполняться устойчиво и равномерно за счет управления мощностью лазера и т.п.
[0007] Обычно в качестве источника лазерного излучения используют СО2-лазер, позволяющий легко получать относительно большую мощность. Длина волны СО2-лазера находится в диапазоне 9-11 мкм, а лазерное излучение с этой длиной волны сильно поглощается паром или плазмой металла, образующейся в обрабатываемой точке (положении обработки). Следовательно, уменьшается мощность лазерного излучения, достигающего поверхности стального листа, и эффективность обработки снижается. Кроме того, плазма или пары металла, нагревшиеся и расширившиеся за счет поглощения лазерного излучения, действуют как вторичный источник тепла, который плавит периферийную часть концевого участка (плеча) бороздки. В результате форма бороздки ухудшается из-за увеличения количества расплава в бороздке (например, увеличивается выступ расплава).
ДОКУМЕНТЫ УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0008] [Патентный документ 1] нерассмотренная заявка на патент Японии, первая публикация № S59-197520
[Патентный документ 2] Японский патент № 5234222
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0009] В традиционной технологии управления устойчивыми к SRA магнитными доменами введением бороздок, использующей механическую обработку или электролитическое травление, как было описано выше, эффект уменьшения магнитных потерь листа электротехнической анизотропной стали не достигается в достаточной степени, и требуется дальнейшее улучшение магнитных потерь. Настоящее изобретение было создано с учетом вышеописанных обстоятельств, и его цель состоит в том, чтобы предложить лист электротехнической анизотропной стали, обеспечивающий уменьшение магнитных потерь металлического сердечника.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0010] Настоящее изобретение использует следующие средства для решения вышеописанных проблем и достижения поставленной цели. А именно, лист электротехнической анизотропной стали в соответствии с одним аспектом настоящего изобретения имеет поверхность стального листа, снабженную бороздками. Лист электротехнической анизотропной стали включает в себя поверхностный выступ, который выступает из поверхности стального листа в области, простирающейся наружу в направлении по ширине бороздки от концевой по ширине части бороздки. Этот поверхностный выступ проходит вдоль продольного направления бороздки. Средняя высота поверхностного выступа составляет более чем 5 мкм и не более чем 10 мкм. Когда поверхностный выступ рассматривается в сечении, включающем продольное направление бороздки и направление нормали к поверхности стального листа, поверхностный выступ включает в себя отдельные части, каждая из которых имеет высоту 50% или более от высоты каждой пиковой точки, появляющейся на линии профиля поверхностного выступа. В продольном направлении бороздки полная длина этих отдельных частей составляет 30% или более от общей длины поверхностного выступа.
ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0011] В соответствии с вышеописанным аспектом настоящего изобретения в листы электротехнической анизотропной стали вводятся линейные упругие напряжения с помощью выступов, обеспечиваемых на стальных листах, при пакетировании этих стальных листов в производстве металлического сердечника. Тем самым может быть получен эффект управления магнитными доменами, равный или больший, чем эффект управления магнитными доменами от введения бороздок. В результате можно уменьшить магнитные потери металлического сердечника.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
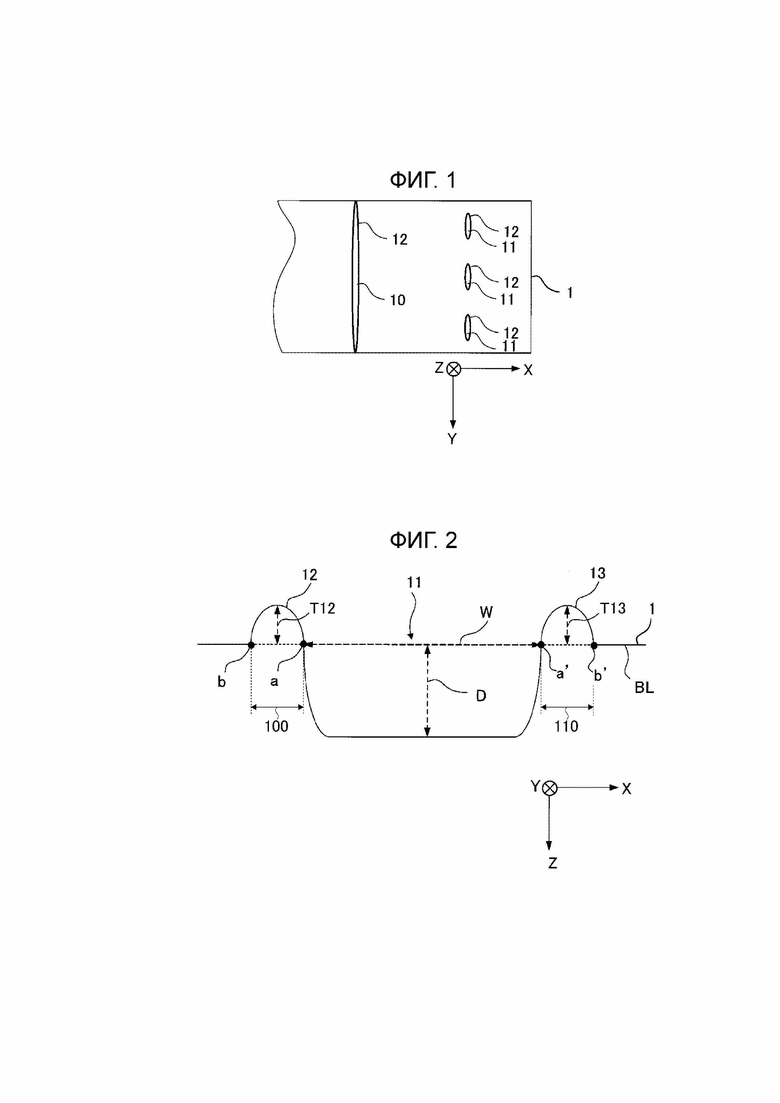
[0012] Фиг. 1 представляет собой вид сверху, схематично показывающий один пример рисунка бороздок, обеспечиваемых на поверхности листа электротехнической анизотропной стали в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг. 2 – схематический вид бороздки и поверхностных выступов, присутствующих в ее периферийной части, если смотреть на сечении, ортогональном продольному направлению бороздки.
Фиг. 3 – схематический вид поверхностных выступов, присутствующих в периферийной части бороздки в сечении, включающем продольное направление бороздки и направление нормали к поверхности стального листа.
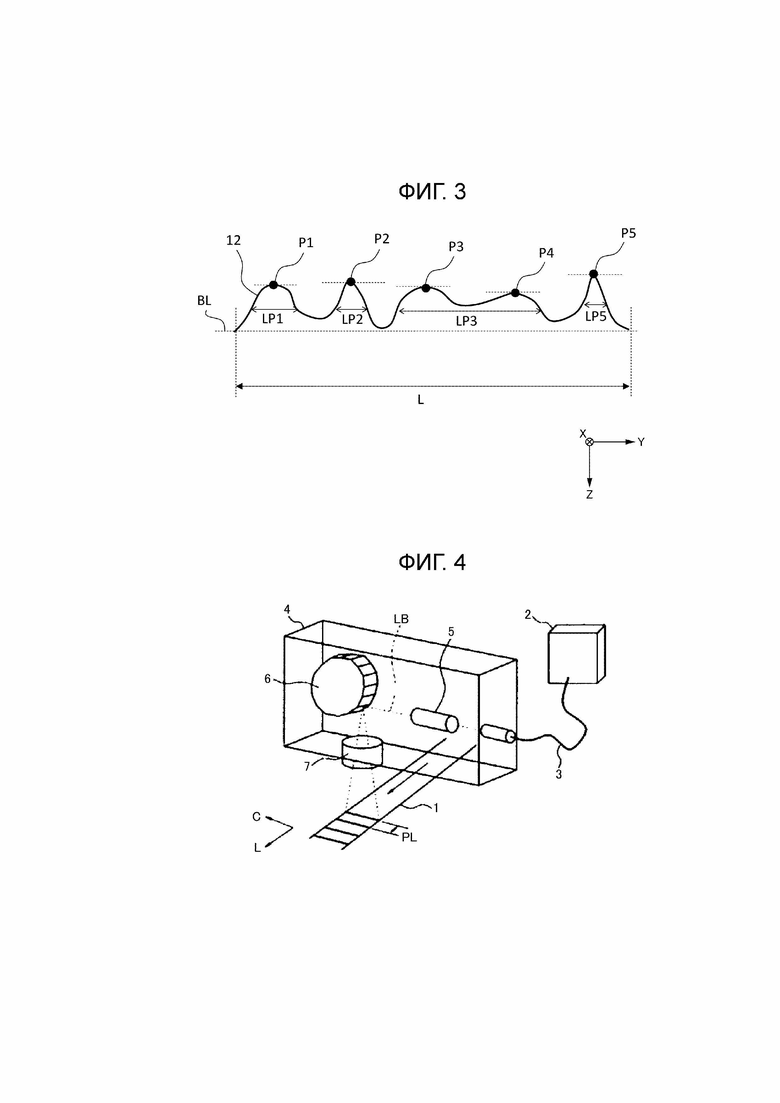
Фиг. 4 – схематический вид, показывающий один пример используемого в настоящем варианте осуществления производственного устройства, включающего в себя источник лазерного излучения и устройство облучения лазерным лучом.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0013] Далее лист электротехнической анизотропной стали в соответствии с одним вариантом осуществления настоящего изобретения будет подробно описан со ссылкой на чертежи. Лист электротехнической анизотропной стали в соответствии с настоящим вариантом осуществления (в дальнейшем просто называемый предложенным листом электротехнической стали) является листом электротехнической анизотропной стали, имеющим снабженную бороздками поверхность стального листа. Предложенный лист электротехнической стали включает в себя поверхностный выступ, который выступает из поверхности стального листа в области, простирающейся наружу в направлении по ширине бороздки от концевой по ширине части бороздки. Этот поверхностный выступ проходит вдоль продольного направления бороздки. Средняя высота поверхностного выступа составляет более чем 5 мкм и не более чем 10 мкм. Когда поверхностный выступ рассматривается в сечении, включающем продольное направление бороздки и направление нормали к поверхности стального листа, поверхностный выступ включает в себя отдельные части, каждая из которых имеет высоту 50% или более от высоты каждой пиковой точки, появляющейся на линии профиля поверхностного выступа. В продольном направлении бороздки полная длина этих отдельных частей составляет 30% или более от полной длины поверхностного выступа.
[0014] В следующем описании термины, которые определяют формы, геометрические условия и углы, например «параллельный», «перпендикулярный», «одинаковый» и «прямой угол», значения длин и углов и т.п., не ограничиваются строгим значением и интерпретируются как включающие тот диапазон, в котором может ожидаться подобная функция.
[0015] При формировании бороздок с помощью облучения лазерным лучом луч лазера поглощается поверхностью стального листа, металл (основной металл) стального листа плавится, и разбрызгиваются мелкие расплавленные капельки, или основной металл поверхности стального листа, нагретый до температуры кипения, испаряется, посредством чего формируются бороздки. Расплавленный материал на поверхности стального листа разбрызгивается давлением высокотемпературного пара или плазмы металла в точке обработки (точке облучения лазерным лучом). С другой стороны, в том случае, когда образуется большое количество расплавленного материала, или в том случае, когда давление мало, расплавленный материал не может быть разбрызган полностью, и расплавленный материал прилипает к периферийной части сформированной бороздки, образуя поверхностные выступы (выступы, расплавленные выступы и т.п.).
В испытании на формирование бороздок с использованием импульсного CO2-лазера (большой диаметр облучения) в области (периферийной части бороздки), простирающейся наружу в направлении по ширине бороздки от концевой по ширине части бороздки, образуются поверхностные выступы (выступы, расплавленные выступы и т.п.), выступающие из поверхности стального листа и имеющие высоту 20 мкм или более, и магнитное измерение (измерение Эпштейна при давлении укладки в стопку), в котором сжимающее усилие прикладывается к поверхности стального листа, показывает ухудшение магнитных потерь примерно на 40%, так что практическое использование не может быть достигнуто.
В лазерном методе формирования бороздок с использованием лазера непрерывного действия с малым диаметром облучения, поскольку ширина бороздки, формируемой на поверхности стального листа, мала, образование выступов в фокальном положении может быть практически подавлено. Однако когда расстояние между поверхностью стального листа и лазерным устройством облучения изменяется и происходит расфокусировка, образование выступов на поверхности стального листа становится значительным.
В методе управления устойчивыми к SRA магнитными доменами введением бороздок, использующем лазер, когда лазер расфокусирован, выступы, образующиеся в виде, выступающем из поверхности стального листа в периферийной части бороздки, становятся большими. Существует вероятность того, что эти выступы могут вызвать межслойное короткое замыкание, увеличение магнитных потерь из-за механического напряжения, действующего при формировании пакетного металлического сердечника, уменьшение коэффициента заполнения при пакетировании и т.п.
В дополнение к этому, в методе управления устойчивыми к SRA магнитными доменами путем лазерного формирования бороздок считается, что когда образующиеся при этом выступы в периферийной части бороздки являются слишком большими, ухудшение магнитных потерь происходит вследствие локальной упругой деформации в листе электротехнической стали из-за сжимающего усилия на поверхности стального листа во время пакетирования металлического сердечника.
В отличие от этого, авторы настоящего изобретения обнаружили, что когда форма поверхностного выступа, формируемого на периферийной части бороздки, удовлетворяет следующим двум условиям, при формировании пакетного металлического сердечника в листы электротехнической анизотропной стали вводится линейные упругие деформации, подобные деформациям, вводимым при лазерном управлении магнитными доменами, и тем самым магнитные потери металлического сердечника могут быть дополнительно уменьшены.
(Условие 1) Средняя высота поверхностного выступа составляет более чем 5 мкм и не более чем 10 мкм.
(Условие 2) Когда поверхностный выступ рассматривается в сечении, включающем продольное направление бороздки и направление нормали к поверхности стального листа, поверхностный выступ включает в себя отдельные части, каждая из которых имеет высоту 50% или более от высоты каждой пиковой точки, появляющейся на линии профиля поверхностного выступа. Кроме того, в продольном направлении бороздки полная длина этих отдельных частей составляет 30% или более от полной длины поверхностного выступа.
Далее будет описана каждая конфигурация предложенного листа электротехнической стали.
(1) Базовая конфигурация предложенного листа электротехнической стали
[0016] Предложенный лист электротехнической стали имеет основной стальной лист и, при необходимости, может иметь покрытие на поверхности основного стального листа. Примеры покрытия включают в себя стеклянную пленку и изоляционное покрытие с натяжением.
[0017] Основной стальной лист представляет собой стальной лист, в котором ориентации кристаллических зерен в основном стальном листе сильно интегрированы в ориентации {110}<001> и который имеет превосходные магнитные характеристики в направлении его прокатки. Химический состав основного стального листа конкретно не ограничен, и подходящий химический состав может быть выбран из известных химических составов листов электротехнической анизотропной стали. Далее будет описан один пример предпочтительного химического состава основного стального листа, но химический состав основного стального листа не ограничен этим.
[0018] Например, основной стальной лист включает в свой химический состав, в мас.%, Si: от 0,8% до 7%, C: более чем 0% и не более 0,085%, кислоторастворимый Al: от 0% до 0,065%, N: от 0% до 0,012%, Mn: от 0% до 1%, Cr: от 0% до 0,3%, Cu: от 0% до 0,4%, P: от 0% до 0,5%, Sn: от 0% до 0,3%, Sb: от 0% до 0,3%, Ni: от 0% до 1%, S: от 0% до 0,015%, Se: от 0% до 0,015%, а остальное состоит из Fe и примесей. Этот химический состав основного стального листа является предпочтительным для придания основному стальному листу текстуры Госса, в которой ориентации кристаллов интегрированы в ориентации {110}<001>. Среди этих элементов в основном стальном листе Si и C являются основными элементами, а кислоторастворимый Al, N, Mn, Cr, Cu, P, Sn, Sb, Ni, S и Se являются необязательными элементами. Поскольку эти необязательные элементы могут содержаться в соответствии с назначением, нет никакой необходимости в ограничении их нижнего предела, и поэтому необязательные элементы могут по существу не содержаться. В дополнение, даже если эти необязательные элементы содержатся как примеси, эффекты настоящего изобретения не ухудшаются. В основном стальном листе остаток кроме основных элементов и необязательных элементов состоит из Fe и примесей.
В настоящем варианте осуществления «примеси» означают элементы, которые неизбежно попадают в сталь из руды, лома, производственной среды или т.п. в качестве сырья при промышленном производстве основного стального листа.
В дополнение к этому, лист электротехнической анизотропной стали обычно подвергается рафинирующему отжигу во время вторичной рекристаллизации. При рафинирующем отжиге ингибирующие элементы выводятся за пределы системы. В частности, концентрации N и S значительно уменьшаются и достигают 50 миллионных долей (млн-1) или менее. Эта концентрация достигает 9 млн-1 или менее, и даже 6 млн-1 или менее при типичных условиях рафинирующего отжига, и достигает такого уровня (1 млн-1 или менее), который нельзя обнаружить обычным анализом, когда рафинирующий отжиг выполняется в достаточной степени.
Химический состав основного стального листа может быть измерен с помощью обычного способа анализа стали. Например, химический состав основного стального листа может быть измерен с использованием атомной эмиссионной спектрометрии с индуктивно связанной плазмой (ICP-AES). В частности, например, химический состав может быть определен путем получения квадратного образца со стороной 35 мм из центрального положения основного стального листа после удаления покрытия и выполнения измерения при условиях, основанных на подготовленной заранее калибровочной кривой, с помощью измерительного прибора ICPS-8100 производства компании Shimadzu Corporation или т.п. Содержание C и S может быть измерено с использованием способа поглощения инфракрасного луча пламенем, а содержание N может быть измерено с использованием способа определения удельной теплопроводности при плавлении в инертном газе. Химический состав основного стального листа представляет собой состав, полученный при использовании стального листа, полученного путем удаления стеклянной пленки, фосфорсодержащего покрытия и т.п., описываемых ниже, с листа электротехнической анизотропной стали описываемым ниже способом и проведении анализа его состава.
[0019] Способ производства основного стального листа конкретно не ограничен, и может быть подходящим образом выбран известный в уровне техники способ производства листа электротехнической анизотропной стали. В качестве предпочтительного конкретного примера способа производства может использоваться, например, способ, в котором сляб, содержащий 0,04-0,1 мас.% C и имеющий химический состав, аналогичный составу основного стального листа по другим элементам, нагревают до температуры 1000°C или выше, подвергают горячей прокатке, после этого подвергают отжигу в горячей зоне по мере необходимости, а затем подвергают одной холодной прокатке или двум или более холодным прокаткам с промежуточным отжигом между ними, получая холоднокатаный стальной лист, и этот холоднокатаный стальной лист подвергают обезуглероживающему отжигу, нагревая его до 700°C - 900°C, например, во влажной атмосфере водорода-инертного газа, затем подвергают азотирующему отжигу по мере необходимости, и подвергают окончательному отжигу при температуре примерно 1000°C. Толщина основного стального листа конкретно не ограничена, но может составлять от 0,10 мм до 0,50 мм, или от 0,15 мм до 0,35 мм.
[0020] Например, в качестве стеклянной пленки используется оксидная пленка, содержащая один или более оксидов, выбираемых из форстерита (Mg2SiO4), шпинели (MgAl2O4) и кордиерита (Mg2Al4Si5O16).
[0021] Способ формирования стеклянной пленки конкретно не ограничен и может быть подходящим образом выбран из известных способов. Например, в конкретном примере способа производства основного стального листа может использоваться способ нанесения на холоднокатаный стальной лист отжигового сепаратора, содержащего оксид магния (MgO) в качестве главного компонента, с последующим выполнением его окончательного отжига. Отжиговый сепаратор также обладает эффектом подавления слипания стальных листов во время окончательного отжига. Например, в том случае, когда окончательный отжиг выполняют с нанесением отжигового сепаратора, содержащего оксид магния, этот отжиговый сепаратор реагирует с кремнеземом, содержащимся в основном стальном листе, и на поверхности основного стального листа образуется стеклянная пленка, содержащая форстерит (Mg2SiO4). Толщина этой стеклянной пленки конкретно не ограничена, но может составлять от 0,5 мкм до 3 мкм.
(2) Рисунок формирования бороздок и форма поверхностного выступа
[0022] Фиг. 1 представляет собой вид сверху, схематично показывающий один пример рисунка бороздок, обеспечиваемых на поверхности предложенного листа электротехнической стали.
Фиг. 2 – схематический вид бороздки (например, бороздки 11) и поверхностных выступов, присутствующих в ее периферийной части, если смотреть в сечении, ортогональном продольному направлению бороздки.
Фиг. 3 – схематический вид поверхностных выступов, присутствующих в периферийной части бороздки (например, бороздки 11) в сечении, включающем продольное направление бороздки и направление нормали к поверхности стального листа.
На Фиг. 1-3 направление прокатки предложенного листа 1 электротехнической стали определяется как направление по оси X, направление по ширине предложенного листа 1 электротехнической стали (направление, ортогональное направлению прокатки в той же самой плоскости) определяется как направление по оси Y, а направление по толщине предложенного листа 1 электротехнической стали (направление, ортогональное плоскости XY, то есть направление нормали к поверхности стального листа) определяется как направление по оси Z.
Как показано на Фиг. 1, на поверхности стального листа (поверхности основного стального листа) предусмотрены линейная бороздка 10 и прерывистые линейные бороздки 11 так, чтобы они проходили вдоль направления Y по ширине листа. Другими словами, в настоящем варианте осуществления продольное направление бороздки 10 и бороздок 11 совпадает с направлением Y по ширине листа. Поверхностные выступы присутствуют в периферийных частях 12 бороздки 10 и бороздок 11.
Бороздки 10 и 11 требуется лишь предусмотреть так, чтобы они пересекали направление X прокатки, и продольное направление бороздок не обязательно должно быть ортогональным направлению X прокатки. То есть, продольное направление бороздок не обязательно совпадает с направлением Y по ширине листа.
[0023] Как показано на Фиг. 2, поверхностный выступ 12, выступающий из поверхности стального листа (базовой плоскости BL) в периферийной части 100 бороздки 11, проходит вдоль продольного направления бороздки 11, а поверхностный выступ 13, выступающий из поверхности стального листа (базовой плоскости BL) в периферийной части 110 бороздки 11, также проходит вдоль продольного направления бороздки 11. В настоящем варианте осуществления направление по ширине бороздки 11 и направление X прокатки совпадают друг с другом.
При этом область, которая простирается наружу в направлении по ширине бороздки 11 от одной концевой по ширине части а бороздки 11 (область между a и b на Фиг. 2), определяется как периферийная часть 100. В дополнение, область, которая простирается наружу в направлении по ширине бороздки 11 от другой концевой по ширине части a' бороздки 11 (область между a' и b' на Фиг. 2), определяется как периферийная часть 110. Как показано на Фиг. 2, каждая из одной концевой по ширине части a и другой концевой по ширине части а' является пересечением базовой плоскости BL и линии профиля (кривой сечения) бороздки 11. Точка b является пересечением базовой плоскости BL и линии профиля (кривой сечения) поверхностного выступа 12 и является точкой, удаленной от одной концевой по ширине части бороздки 11 за пределы бороздки 11 в направлении по ее ширине. Точка b' является пересечением базовой плоскости BL и линии профиля (кривой сечения) поверхностного выступа 13 и является точкой, удаленной от другой концевой по ширине части а' бороздки 11 за пределы бороздки 11 в направлении по ее ширине.
На Фиг. 2 не образующая бороздку область (не образующая бороздку поверхность) листа 1 электротехнической анизотропной стали принята за базовую плоскость BL (базовую высоту, включающую поверхность стального листа до формирования бороздки) в направлении по толщине листа.
Как показано на Фиг. 2, бороздка 11 является областью, формируемой путем выполнения процесса формирования бороздки так, чтобы часть основного стального листа была удалена из базовой плоскости BL на участке между одной концевой по ширине частью a и другой концевой по ширине частью а' бороздки 11.
Ширина W бороздки 11 является прямым расстоянием между одной концевой по ширине частью a и другой концевой по ширине частью а' бороздки 11. Глубина D бороздки 11 является глубиной (расстоянием в направлении Z по толщине листа) от базовой плоскости BL до дна бороздки. Точка, которая располагается на линии профиля бороздки 11 и расположена в самом глубоком положении в направлении Z по толщине листа, определяется как дно бороздки.
Высота T12 поверхностного выступа 12 является высотой (расстоянием в направлении Z по толщине листа) от базовой плоскости BL до самой верхней точки поверхностного выступа 12. Высота T13 поверхностного выступа 13 является высотой (расстоянием в направлении Z по толщине листа) от базовой плоскости BL до самой верхней точки поверхностного выступа 13.
Ширина поверхностного выступа 12 является прямым расстоянием между одной концевой по ширине частью а бороздки 11 и точкой b. Ширина поверхностного выступа 13 является прямым расстоянием между другой концевой по ширине частью а' бороздки 11 и точкой b'.
Для определения различных размеров выполняется статистически достаточное число измерений (например, 50 измерений).
[0024] В настоящем варианте осуществления бороздки, имеющие заданную длину, проходящие в направлении, пересекающем направление X прокатки, формируют на поверхности предложенного листа 1 электротехнической стали с заданными интервалами с помощью источника тепла, такого как лазер. В настоящем варианте осуществления направление, пересекающее направление X прокатки, включает в себя направление, ортогональное направлению X прокатки на плоскости XY (то есть направление Y по ширине листа), и угол между направлением Y по ширины листе и продольным направлением бороздки может находиться в диапазоне ±45°, или может находиться в диапазоне ±30°.
[0025] Форма бороздки может быть линейной, проходящей в направлении Y по ширине листа, когда предложенный лист 1 электротехнической стали рассматривается на виде сверху, или может иметь форму прерывистых линий. Эта линейная форма может быть прямоугольной формой, эллиптической формой или т.п., если смотреть на увеличенном виде.
В том случае, когда бороздка имеет форму прерывистых линий, интервал между бороздками, смежными в направлении Y по ширине листа, может составлять от 1 мкм до 1000 мкм.
С другой стороны, интервал между бороздками, смежными в направлении X прокатки, может составлять 1-10 мм, 3-6 мм или 4-5 мм.
В настоящем варианте осуществления интервал между бороздками относится к кратчайшему расстоянию от концевой части (периферийной части) первой бороздки в заданном направлении (направлении Y по ширине листа, направлении X прокатки и т.п.) до концевой части (периферийной части) второй бороздки, расположенной в ближайшем к первой бороздке положении.
[0026] Средняя глубина бороздки предложенного листа 1 электротехнической стали может составлять 8-30 мкм или 15-25 мкм.
Средняя глубина бороздки представляет собой среднее значение пятидесяти результатов измерения, полученных при измерении глубин D пятидесяти бороздок, сформированных на поверхности стального листа.
Способ измерения глубины D бороздки является следующим. Сначала из измеряемого стального листа берут образец так, чтобы сечение, ортогональное продольному направлению бороздки, было доступно на поверхности образца. После того, как сечение образца полируется так, чтобы бороздка и ее периферийные части, как показано на Фиг. 2, появились на сечении образца, измеряют глубину D бороздки (например, прямое расстояние от базовой плоскости BL до дна бороздки на Фиг. 2) путем наблюдения сечения с использованием оптического микроскопа или сканирующего электронного микроскопа. Глубина D бороздки измеряется для каждой из пятидесяти бороздок, сформированных на измеряемом стальном листе. Средняя глубина бороздки представляет собой значение, получаемое путем усреднения результатов измерения глубины D пятидесяти бороздок.
[0027] В предложенном листе 1 электротехнической стали средняя ширина W бороздки может составлять 1-200 мкм.
Средняя ширина бороздки представляет собой среднее значение пятидесяти результатов измерения, полученных при измерении ширин W пятидесяти бороздок, сформированных на поверхности стального листа.
Способ измерения ширины W бороздки является следующим. Сначала из измеряемого стального листа берут образец так, чтобы сечение, ортогональное продольному направлению бороздки, было доступно на поверхности образца. После того, как сечение образца полируется так, чтобы бороздка и ее периферийные части, как показано на Фиг. 2, появились на сечении образца, измеряют ширину W бороздки (например, прямое расстояние между a и а' на Фиг. 2) путем наблюдения сечения с использованием оптического микроскопа или сканирующего электронного микроскопа. Ширина W бороздки измеряется для каждой из пятидесяти бороздок, сформированных на измеряемом стальном листе. Средняя ширина бороздки представляет собой значение, получаемое путем усреднения результатов измерения ширины W пятидесяти бороздок.
[0028] В предложенном листе 1 электротехнической стали средняя высота поверхностного выступа составляет более чем 5 мкм и не более чем 10 мкм. Когда средняя высота поверхностного выступа составляет 5 мкм или меньше, эффект сокращения магнитных потерь металлического сердечника получается в недостаточной степени. Принимая во внимание уменьшение магнитных потерь металлического сердечника, средняя высота поверхностного выступа предпочтительно составляет 5,8 мкм или более, а предпочтительнее 6,0 мкм или более.
Когда средняя высота поверхностного выступа превышает 10 мкм, изоляция между пакетированными стальными листами имеет тенденцию к ухудшению, что является нежелательным. Следовательно, верхний предел средней высоты поверхностного выступа составляет 10 мкм. Средняя высота поверхностного выступа предпочтительно составляет 7,3 мкм или менее.
Средняя высота поверхностного выступа представляет собой среднее значение пятидесяти результатов измерения, полученных путем измерения высот (например, T12 и T13 на Фиг. 2) пятидесяти поверхностных выступов, сформированных на поверхности стального листа.
Способ измерения высоты выступа является следующим. Сначала из измеряемого стального листа берут образец так, чтобы сечение, ортогональное продольному направлению бороздки, было доступно на поверхности образца. После того, как сечение образца полируется так, чтобы бороздка и ее периферийные части, как показано на Фиг. 2, появились на сечении образца, измеряют высоту (например, T12 и T13 на Фиг. 2) поверхностного выступа, присутствующего в периферийной части бороздки, путем наблюдения сечения с использованием оптического микроскопа или сканирующего электронного микроскопа. Высота выступа измеряется для каждой из пятидесяти бороздок, сформированных на измеряемом стальном листе. Средняя высота выступа представляет собой значение, получаемое путем усреднения результатов измерения высоты пятидесяти выступов.
Форма поверхностного выступа конкретно не ограничена и может быть выступающей формой с острой вершиной или формой с плоской вершиной, когда сечение листа электротехнической анизотропной стали вдоль заданного направления (направления по ширине листа, направления прокатки и т.п.), перпендикулярное поверхности стального листа, рассматривается спереди.
[0029] Средняя ширина поверхностного выступа конкретно не ограничена, но может составлять 1-10 мкм. Средняя ширина поверхностного выступа представляет собой среднее значение пятидесяти результатов измерения, полученных путем измерения ширин пятидесяти поверхностных выступов, сформированных на поверхности стального листа. Способ измерения ширины выступа является следующим. Сначала из измеряемого стального листа берут образец так, чтобы сечение, ортогональное продольному направлению бороздки, было доступно на поверхности образца. После того, как сечение образца полируется так, чтобы бороздка и ее периферийные части, как показано на Фиг. 2, появились на сечении образца, измеряют ширину (например, прямое расстояние между a и b и прямое расстояние между а' и b' на Фиг. 2) поверхностного выступа, присутствующего в периферийной части бороздки, путем наблюдения сечения с использованием оптического микроскопа или сканирующего электронного микроскопа. Ширина выступа измеряется для каждой из пятидесяти бороздок, сформированных на измеряемом стальном листе. Средняя ширина выступа представляет собой значение, получаемое путем усреднения результатов измерения ширины пятидесяти выступов.
[0030] В дополнение, в том случае, когда результаты измерения, получаемые с помощью измерителя шероховатости поверхности, являются теми же самыми, что и результаты измерения, получаемые при использовании способа, в котором сечение листа электротехнической анизотропной стали вдоль направления прокатки, перпендикулярное поверхности стального листа, полируют во множестве положений и наблюдают с использованием оптического микроскопа или сканирующего электронного микроскопа, глубина бороздки (размер бороздки по глубине) может быть определена из размера по длине бороздки (расстояния от базовой плоскости до конца бороздки) в направлении по толщине листа. Аналогичным образом высота выступа может быть определена из размера по высоте (расстояния в направлении по толщине листа) от базовой плоскости до вершины поверхностного выступа.
[0031] Как показано на Фиг. 3, когда в предложенном листе 1 электротехнической стали поверхностный выступ 12 (или 13) рассматривается в сечении, включающем продольное направление бороздки (направление Y по ширине листа) и направление Z по толщине листа, поверхностный выступ 12 включает в себя отдельные части, каждая из которых имеет высоту 50% или более от высоты каждой пиковой точки (P1, P2, P3, P4 и P5), появляющейся на линии профиля поверхностного выступа 12. В продольном направлении бороздки полная длина Lsum (=LP1+LP2+LP3+LP5) этих отдельных частей составляет 30% или более от полной длины L поверхностного выступа 12. Если смотреть на пиковые точки P3 и P4, показанные на Фиг. 3, гребень, имеющий пиковую точку P3, плавно соединяется с гребнем, имеющим пиковую точку P4, в области, имеющей высоту 50% или более от высоты пиковой точки P3, присутствующей в более высоком положении, чем пиковая точка P4. В этом случае гребень, имеющий пиковую точку P3, и гребень, имеющий пиковую точку P4, считаются одним гребнем. В продольном направлении бороздки длина отдельной части, имеющей высоту 50% или более от высоты пиковой точки P3, присутствующей в самом высоком положении в одном гребне, определяется как длина LP3. Поскольку пиковые точки P1, P2 и P5 не относятся к вышеописанному случаю, должна быть получена длина каждой пиковой точки в продольном направлении бороздки. Другими словами, в продольном направлении бороздки длина отдельной части, имеющей высоту 50% или более от высоты пиковой точки P1 в гребне, имеющем пиковую точку P1, определяется как длина LP1. В продольном направлении бороздки длина отдельной части, имеющей высоту 50% или более от высоты пиковой точки P2 в гребне, имеющем пиковую точку P2, определяется как длина LP2. В продольном направлении бороздки длина отдельной части, имеющей высоту 50% или более от высоты пиковой точки P5 в гребне, имеющем пиковую точку P5, определяется как длина LP5.
Как было описано выше, отношение, представленное как (Lsum×100)/L, определяется как показатель непрерывности выступа. Другими словами, в предложенном листе 1 электротехнической стали формой поверхностного выступа управляют так, чтобы показатель непрерывности выступа стал равным 30% или более.
[0032] Когда удовлетворяется условие, что средняя высота поверхностного выступа составляет более чем 5 мкм и не более чем 10 мкм, и удовлетворяется условие, что показатель непрерывности выступа составляет 30% или более, эффект сокращения магнитных потерь металлического сердечника значительно увеличивается. Когда показатель непрерывности выступа составляет менее чем 30%, эффект сокращения магнитных потерь металлического сердечника получается в недостаточной степени. Принимая во внимание уменьшение магнитных потерь металлического сердечника, показатель непрерывности выступа предпочтительно составляет 50% или более. Верхний предел показателя непрерывности выступа конкретно не ограничен. Верхний предел показателя непрерывности выступа математически составляет 100%, но фактически трудно сделать показатель непрерывности выступа равным 100%.
[0033] Способ измерения показателя непрерывности выступа является следующим. Часть выступа, присутствующая в более высоком положении, чем базовая плоскость BL, в периферийной части бороздки идентифицируется путем измерения изображения поверхности стального листа, включающей бороздки, с использованием такого устройства, как лазерный микроскоп, способный измерять трехмерную форму поверхности стального листа. С использованием вышеупомянутого изображения получается контурная линия, указывающая высоту 50% или более от высоты пиковой точки непрерывной части, включенной в часть выступа. Затем вычисляется показатель непрерывности выступа на основе длины контурной линии, проходящей в продольном направлении бороздки.
[0034] В качестве способа формирования бороздки в предложенном листе 1 электротехнической стали используется способ формирования бороздки путем облучения поверхности стального листа лазером (см. не прошедшую экспертизу заявку на патент Японии, первую публикацию № 6-57335, а также международную публикацию PCT № WO2016/171124).
Как правило, предпочтительные условия облучения, используемые в способе облучения лазером, являются следующими. Выходная мощность лазера устанавливается на 200-3000 Вт. Диаметр сфокусированного пятна лазера (диаметр, включающий 86% выходной мощности лазера) в направлении прокатки устанавливается на 10-100 мкм. Диаметр сфокусированного пятна лазера в направлении по ширине листа устанавливается на 10-1000 мкм. Скорость сканирования лазера устанавливается на 5-100 м/с. Шаг (интервал) сканирования лазера устанавливается на 2-10 мм. Желаемая форма бороздки может быть получена путем подходящей регулировки этих условий облучения лазером в вышеописанных диапазонах.
[0035] Для формирования бороздок можно использовать лазер непрерывного типа генерации (лазер, способный к непрерывному излучению) с длиной волны от 1,0 мкм до 2,1 мкм, имеющий высокий коэффициент использования потока излучения. Например, в качестве вышеупомянутого лазера известны волоконный лазер и твердотельный лазер с тонким диском, включая YAG-лазер. Лазерное излучение с длиной волны 1,0-2,1 мкм практически не поглощается парами металлов и плазмой с ионами металлов, образующимися в точке обработки. При формировании бороздок в виде рядов точек с использованием импульсного лазера эффект улучшения магнитных потерь уменьшается из-за зазоров между отверстиями бороздок в виде рядов точек, но можно подавить уменьшение эффекта улучшения магнитных потерь путем формирования бороздок с использованием непрерывного лазера.
[0036] В качестве волоконного лазера может использоваться лазер, в котором различные лазерные среды (возбуждаемые атомы) введены в сердцевину волокна, которое является средой генерации колебаний. Например, длина волны генерации волоконного лазера, в котором Yb (иттербий) легирован в сердцевину волокна, составляет от 1,07 мкм до 1,08 мкм. Длина волны генерации волоконного лазера, в котором Er (эрбий) легирован в сердцевину волокна, составляет 1,55 мкм. Длина волны генерации волоконного лазера, в котором Tm (туллий) легирован в сердцевину волокна, составляет от 1,70 мкм до 2,10 мкм. В дополнение к этому, длина волны генерации YAG-лазера, который является лазером большой мощности с диапазоном длин волн, подобным вышеупомянутому диапазону длин волн, составляет 1,06 мкм. В случае использования волоконного лазера или YAG-лазера лазерное излучение практически не поглощается парами металлов и плазмой ионов металлов, образующимися в точке обработки.
[0037] Для сохранения высокого коэффициента использования потока излучения диаметр сфокусированного пятна (диаметр сфокусированного луча) может составлять 100 мкм или менее. Диаметр сфокусированного пятна волоконного лазера может быть отрегулирован до того же самого значения, что и диаметр сердцевины волоконного лазера. Для поддержания более высокого коэффициента использования потока излучения предпочтительно использовать волоконный лазер с диаметром сердцевины 100 мкм или менее. В качестве твердотельного лазера, такого как YAG-лазер, известен тонкий дисковый лазер, в котором в качестве среды генерации колебаний используется кристалл в виде тонкого диска. Поскольку в случае использования тонкого дискового лазера площадь поверхности кристалла является большой, среда генерации колебаний легко охлаждается. Следовательно, даже когда тонкий дисковый лазер эксплуатируется с высокой выходной мощностью, ухудшения коэффициента использования потока излучения из-за термического искажения кристалла практически не происходит, и тем самым можно легко отрегулировать диаметр сфокусированного пятна до величины 100 мкм или менее.
Диаметр сфокусированного пятна не обязательно совпадает с шириной бороздки. Например, когда удельная мощность велика, а скорость V сканирования луча мала, ширина бороздки становится большей, чем диаметр сфокусированного пятна.
В случае использования вышеупомянутого высокоточного лазера для формирования поверхностного выступа, имеющего желаемую высоту, поверхность стального листа может облучаться лучом лазера при смещении (расфокусировке) фокусного положения луча лазера. Расстояние расфокусировки может быть установлено в диапазоне ±1,2 мм от фокусного положения.
Как было описано выше, площадью сечения бороздки, то есть количеством удаляемых расплавленных веществ, управляют путем регулирования диаметра сфокусированного луча, и тем самым может регулироваться количество компонентов, образующих выступ. В результате можно управлять высотой выступа.
[0038] В обычном способе лазерного облучения, в то время как поверхность стального листа облучается лазерным излучением, на облучаемый лазерным лучом участок распыляют вспомогательный газ, такой как инертный газ или воздух. Такой вспомогательный газ играет роль удаления компонентов, образующихся при плавлении или испарении стального листа при облучении лазером. Вспомогательный газ распыляется на облучаемый лазерным лучом участок, и поэтому лазерное излучение достигает поверхности стального листа без помех со стороны расплавленных компонентов или испаренных компонентов. В результате бороздки формируются стабильно.
Авторы настоящего изобретения обнаружили, что характерная форма поверхностного выступа, обеспечиваемого на предложенном листе 1 электротехнической стали, получается путем варьирования расхода вспомогательного газа с временными интервалами от 0,02 до 0,2 мс, при этом поддерживая расход в диапазоне от 0 до 100 литров в минуту (л/мин). То есть, в предложенном листе 1 электротехнической стали средняя высота поверхностного выступа составляет более 5 мкм и не более 10 мкм, а показатель непрерывности выступа составляет 30% или более. Например, как раскрыто в патентной публикации PCT WO2016/171130, известен способ распыления вспомогательного газа с постоянной скоростью потока в диапазоне 10-1000 (л/мин). Однако вышеописанный способ варьирования скорости потока вспомогательного газа с конкретными временными интервалами является новым способом, который ранее не был известен.
Авторы настоящего изобретения обнаружили, что поверхностные выступы, удовлетворяющие конкретным условиям, формируются на поверхности стального листа и, тем самым, линейные упругие деформации, аналогичные деформациям, вводимым при лазерном управлении доменами, вводятся в стальной лист при формировании пакетного металлического сердечника, и в результате можно уменьшить магнитные потери металлического сердечника.
Авторы настоящего изобретения тщательно исследовали способ, позволяющий стабильно формировать бороздки и уменьшать магнитные потери металлического сердечника на основе вышеописанных знаний. В результате авторы настоящего изобретения нашли вышеописанный способ изменения расхода вспомогательного газа с особыми временными интервалами.
В дополнение к этому, расходом вспомогательного газа можно управлять между минимальным значением A1 и максимальным значением A2, которые находятся в диапазоне от 0 до 100 л/мин.
(3) Способ формирования бороздок
[0039] Фиг. 4 схематически показывает один пример используемого в настоящем варианте осуществления производственного устройства, включающего в себя источник лазерного излучения и устройство облучения лазерным лучом. Фиг. 4 также показывает положение облучения лазерным излучением, испускаемым на лист электротехнической анизотропной стали (стальной лист) 1. Далее будет объяснен один пример использования источника лазерного излучения, которым является волоконный лазер, легированный иттербием (Yb), в качестве лазерной среды. На Фиг. 4 стальной лист 1 является листом электротехнической анизотропной стали, полученным после вторичной рекристаллизации. Ширина стального листа 1 составляет 1000 мм, и на поверхности основного металла стального листа 1 формируется стеклянная пленка. Стальной лист 1 транспортируют с постоянной линейной скоростью VL в направлении L (направлении прокатки или направлении транспортировки).
[0040] Лазерное устройство 2 является коммерческим волоконным лазером с максимальной выходной мощностью 2000 Вт. Yb легирован в сердцевину волокна в качестве лазерной среды. Длина волны генерации этого волоконного лазера составляет от 1,07 мкм до 1,08 мкм. Сердцевина волокна имеет диаметр примерно 15 мкм. Режим генерации лазером выходного луча по существу является основной гауссовой модой. Непрерывная волна (CW) лазерного излучения, выходящая из лазерного устройства 2, проходит через оптическое волокно 3 и достигает устройства 4 лазерного облучения. Устройство 4 лазерного облучения включает в себя коллиматор 5, икосаэдральное вращающееся многоугольное зеркало 6 и fƟ-линзу 7 с фокусным расстоянием 200 мм. Коллиматор 5 регулирует диаметр лазерного луча LB, вводимого из передающего волокна 3. Вращающееся многоугольное зеркало 6 сканирует по стальному листу 1 лазерным лучом LB с высокой скоростью в направлении С по ширине листа за счет поляризации лазерного луча LB. fƟ-линза 7 фокусирует лазерный луч LB.
[0041] Скорость V сканирования луча по стальному листу 1 может регулироваться в пределах диапазона от 2 м/с до 50 м/с путем регулирования скорости вращения вращающегося многоугольного зеркала 6. Ширина сканирования сфокусированного луча на стальном листе 1 в направлении по ширине листа составляет примерно 150 мм. Диаметр d сфокусированного луча (диаметр, включающий 86% энергии) может регулироваться в пределах диапазона от 10 мкм до 100 мкм путем изменения диаметра выходного луча с использованием коллиматора 5. Между вращающимся многоугольным зеркалом 6 и fƟ-линзой 7 предусмотрен непроиллюстрированный фокусирующий механизм с фокусным расстоянием 200 мм. Расстояние между fƟ-линзой 7 и стальным листом может регулироваться фокусирующим механизмом. Лазерный луч отражается одной плоскостью вращающегося многоугольного зеркала 6, и тем самым стальной лист 1 сканируется лазерным лучом. В результате одна бороздка, имеющая заданную длину (например, полную длину в направлении по ширине листа), формируется на стальном листе 1 в направлении по ширине листа. Интервал между бороздками, смежными друг с другом в направлении L, то есть шаг PL облучения в направлении прокатки (направлении транспортировки), может изменяться путем регулирования линейной скорости VL и скорости вращения вращающегося многоугольного зеркала 6.
[0042] Как было описано выше, бороздки формируются с постоянными интервалами PL сканирования (шагами облучения или интервалами бороздок) в направлении прокатки облучением стального листа 1 лазерным лучом LB с использованием устройства 4 лазерного облучения. Другими словами, путем сканирования поверхности стального листа лазерным лучом при излучении лазерного луча на поверхность стального листа формируются бороздки, имеющие заданную длину и проходящие в направлении, практически перпендикулярном направлению прокатки листа электротехнической анизотропной стали, с заданными интервалами в направлении транспортировки. Направление, практически перпендикулярное направлению прокатки, является направлением, пересекающим направление прокатки, или направлением, включающим вектор, перпендикулярный направлению прокатки. Например, направление, практически перпендикулярное направлению прокатки, является направлением в диапазоне ±45° от направления, перпендикулярного направлению прокатки.
В дополнение, как было описано выше, при облучении лазерным лучом управляют расходом вспомогательного газа так, чтобы он варьировался с временными интервалами 0,02-0,2 мс, сохраняя при этом расход в диапазоне от 0 до 100 л/мин.
После облучения стального листа 1 лазерным лучом формируют изоляционное покрытие на поверхности стального листа 1 с использованием непроиллюстрированного устройства нанесения покрытия для введения электрической изоляции и натяжения (растягивающего напряжения) стальному листу 1.
[0043] Настоящее изобретение не ограничено вышеописанным вариантом осуществления. Вышеописанный вариант осуществления является лишь примером, и любой вариант осуществления, имеющий по существу ту же самую конфигурацию, что и техническая идея настоящего изобретения, и имеющий тот же самый эксплуатационный эффект, входит в объем настоящего изобретения.
Примеры
(Примеры 1 и 2, Сравнительные примеры 1-7)
[0044] Приготовили лист электротехнической анизотропной стали с высокой плотностью магнитного потока, у которого значение плотности магнитного потока B8 в магнитном поле с напряженностью 800 A/м составляет 1,94 Тл. Овальным лазерным лучом облучали приготовленный стальной лист с использованием волоконного лазера с выходной мощностью 3 кВт. Длина овального лазерного луча в направлении прокатки приготовленного стального листа составляла 40 мкм. Длина овального лазерного луча в направлении по ширине приготовленного стального листа составляла 100 мкм. Сканируя по приготовленному стальному листу овальным лазерным лучом со скоростью сканирования 20 м/с, на приготовленном стальном листе сформировали линейные бороздки с интервалами 5 мм в направлении прокатки. Каждая из бороздок имела ширину примерно 40 мкм и глубину примерно 20 мкм.
В Примере 1, когда лазерный луч излучался на поверхность стального листа, положение по высоте (-0,8 мм) поверхности стального листа было установлено в положение на 0,8 мм ближе от положения фокуса лазерного луча. В Примере 2, когда лазерный луч излучался на поверхность стального листа, положение по высоте (+0,9 мм) поверхности стального листа было установлено в положение на 0,9 мм дальше от положения фокуса лазерного луча. В Сравнительном примере 1, когда лазерный луч излучался на поверхность стального листа, положение по высоте (±0 мм) поверхности стального листа было установлено в положении фокуса. В Сравнительном примере 2, когда лазерный луч излучался на поверхность стального листа, положение по высоте (-0,4 мм) поверхности стального листа было установлено в положение на 0,4 мм ближе от положения фокуса лазерного луча. В Сравнительном примере 3, когда лазерный луч излучался на поверхность стального листа, положение по высоте (+0,5 мм) поверхности стального листа было установлено в положение на 0,5 мм дальше от положения фокуса лазерного луча. В Сравнительном примере 4, когда лазерный луч излучался на поверхность стального листа, положение по высоте (+1,1 мм) поверхности стального листа было установлено в положение на 1,1 мм дальше от положения фокуса лазерного луча. В Сравнительном примере 5, когда лазерный луч излучался на поверхность стального листа, положение по высоте (-1,2 мм) поверхности стального листа было установлено в положение на 1,2 мм ближе от положения фокуса лазерного луча. В Сравнительном примере 6, когда лазерный луч излучался на поверхность стального листа, положение по высоте (+0,8 мм) поверхности стального листа было установлено в положение на 0,8 мм дальше от положения фокуса лазерного луча. В Сравнительном примере 7, когда лазерный луч излучался на поверхность стального листа, положение по высоте (-1,1 мм) поверхности стального листа было установлено в положение на 1,1 мм ближе от положения фокуса лазерного луча.
Расходом вспомогательного газа управляли так, чтобы он варьировался с конкретными временными интервалами в соответствии с условиями (минимальное значение A1 и максимальное значение A2 расхода вспомогательного газа, а также переменный временной интервал расхода вспомогательного газа), показанными в таблице 1. В Сравнительных примерах 1-5 расходом вспомогательного газа управляли так, чтобы минимальное значение A1 стало равно максимальному значению A2, и расход вспомогательного газа не изменялся во времени. То есть, расходом вспомогательного газа управляли так, чтобы он был постоянным.
Таблица 1 показывает результаты измерения средней ширины бороздки, средней глубины бороздки, средней высоты выступа, показателя непрерывности выступа, плотности магнитного потока и магнитных потерь полученного листа электротехнической анизотропной стали.
Из листа электротехнической анизотропной стали взяли одиночный лист (с размерами 100 мм в ширину × 500 мм в длину). После того, как выполнили отжиг для снятия напряжений в этом одиночном листе при 800°C в течение 2 часов, оценивали магнитные потери одиночного листа методом тестера одиночного листа. Значение W17/50 представляет собой магнитные потери, измеренные при условии, что максимальная плотность магнитного потока составляет 1,7 Тл, а частота возбуждения составляет 50 Гц. Плотность магнитного потока B8 определяется как плотность магнитного потока [Тл], создаваемого в магнитном поле с напряженностью Н 800 A/м. В частности, в случае листа электротехнической анизотропной стали плотность магнитного потока B8 представляет собой плотность магнитного потока, когда стальной лист намагничивается в направлении прокатки. Как правило, чем выше плотность магнитного потока B8, тем выше ориентация кристаллов стального листа и ниже магнитные потери.
Часть выступа, присутствующую в периферийной части бороздки в более высоком положении, чем базовая плоскость BL, идентифицировали путем измерения изображения включающей бороздки поверхности стального листа с использованием такого прибора, как лазерный микроскоп, способный измерять трехмерную форму поверхности стального листа. С использованием вышеупомянутого изображения получали контурную линию, указывающую высоту 50% или более от высоты пиковой точки непрерывной части, включенной в часть выступа. Показатель непрерывности выступа вычисляли на основе длины контурной линии, проходящей в продольном направлении бороздки.
[0045] [Таблица 1]
[0046] Однофазные ленточные металлические сердечники с выходной мощностью 20 кВА каждый были изготовлены из листов электротехнической анизотропной стали, использованных в Примерах 1-2 и Сравнительных примерах 1-7. Для каждого из однофазных ленточных металлических сердечников выполняли отжиг для снятия напряжения при 800°C в течение 2 часов в атмосфере 100%-ого азота. После того, как первичная катушка (катушка возбуждения) и вторичная катушка (пробная катушка) были намотаны на каждый из ленточных металлических сердечников, измеряли магнитные потери каждого из ленточных металлических сердечников с помощью ваттметра. Таблица 2 показывает результаты измерения.
[0047] [Таблица 2]
[0048] Как показано в таблице 1, Примеры 1 и 2 показали, что средней высотой выступа и показателем непрерывности выступа можно было управлять в пределах диапазона по настоящему изобретению путем управления расходом вспомогательного газа так, чтобы он варьировался на временных интервалах 0,02-0,2 мс, поддерживая при этом расход в пределах диапазона от 0 до 100 л/мин. Иначе говоря, в Примерах 1 и 2 средней высотой выступа можно было управлять так, чтобы она составляла более чем 5 мкм и не более чем 10 мкм, и показателем непрерывности выступа можно было управлять так, чтобы он составлял 30% или более. В отличие от этого, поскольку в Сравнительных примерах 1-7 расходом вспомогательного газа не управляли подходящим образом, по меньшей мере одним из средней высоты выступа и показателя непрерывности выступа нельзя было управлять в пределах диапазона по настоящему изобретению. Однако, как показано в таблице 1, было найдено, что нет никакой значительной разницы в плотности магнитного потока и магнитных потерях между Примерами и Сравнительными примерами, когда рассматривается один отдельный лист электротехнической стали. То есть, средняя высота выступа и показатель непрерывности выступа не оказывают значительного влияния на плотность магнитного потока и магнитные потери одного отдельного листа электротехнической стали.
[0049] С другой стороны, как показано в таблице 2, можно видеть, что в Примерах 1 и 2 средней высотой выступа и показателем непрерывности выступа управляли в пределах диапазонов по настоящему изобретению, и в результате магнитные потери в сердечнике были более низкими, чем у Сравнительных примеров 1-7. То есть, ленточный сердечник с низкими магнитными потерями получается при производстве ленточного сердечника с использованием листа электротехнической анизотропной стали по настоящему изобретению, в котором средняя высота поверхностного выступа составляет более чем 5 мкм и не более чем 10 мкм, а показатель непрерывности выступа составляет 30% или более.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0050] 1 - лист электротехнической анизотропной стали
2 - лазерное устройство
3 - оптическое волокно (передающее волокно)
4 - устройство лазерного облучения
5 - коллиматор
6 - многоугольное зеркало (вращающееся многоугольное зеркало)
7 - fƟ-линза
10 - бороздка (линейная)
11 - бороздка (прерывистая линейная)
12 - поверхностный выступ
13 - поверхностный выступ
100 - периферийная часть
110 - периферийная часть
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2748773C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2017 |
|
RU2699344C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2678351C1 |
| ТЕКСТУРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2509163C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2765033C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2682364C1 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2682363C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2016 |
|
RU2682267C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2822141C2 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2776383C1 |
Изобретение относится к листу из электротехнической анизотропной стали. Лист имеет поверхность, выполненную с бороздками, при этом на поверхности стального листа в области от a до b и/или в области от a’ от b’, простирающейся наружу в направлении по ширине бороздки и от концевой по ширине части бороздки, вдоль продольного направления бороздки выполнен выступ. Средняя высота выступа составляет от более 5 мкм до 10 мкм, при этом сечение выступа в продольном направлении бороздки и в направлении нормали к поверхности стального листа выполнено в виде линии, профиль которой содержит отдельные части между пиковыми точками, при этом каждая указанная отдельная часть с длиной (LP1, LP2, LP3, LP5) имеет высоту, составляющую 50% или более от высоты каждой пиковой точки (Р1, Р2, P3, Р5) на линии профиля выступа, а полная длина Lsum=(LP1+LP2+LP3+LP5) указанных отдельных частей составляет 30% или более от общей длины L выступа. Технический результат заключается в уменьшении магнитных потерь металлического сердечника, выполненного из листа. 4 ил.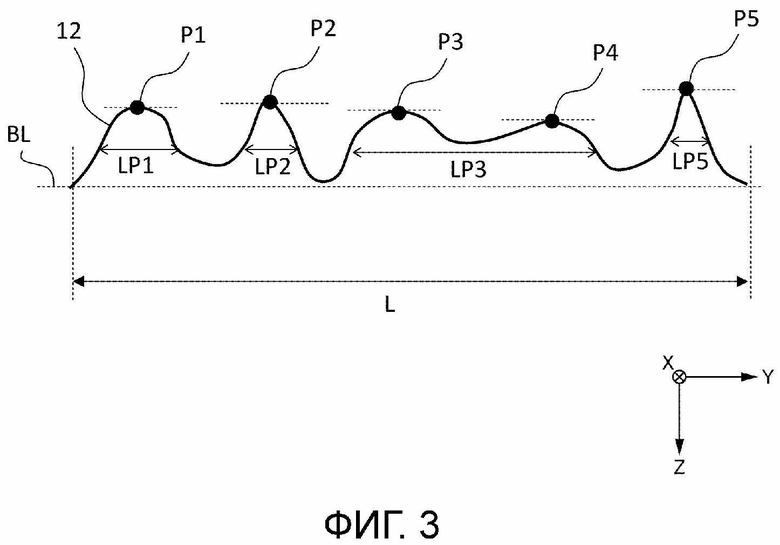
Лист из электротехнической анизотропной стали, имеющий поверхность, выполненную с бороздками, при этом на поверхности стального листа в области от a до b и/или в области от a’ от b’, простирающейся наружу в направлении по ширине бороздки и от концевой по ширине части бороздки, вдоль продольного направления бороздки выполнен выступ, причем средняя высота выступа составляет от более 5 мкм до 10 мкм, при этом сечение выступа в продольном направлении бороздки и в направлении нормали к поверхности стального листа выполнено в виде линии, профиль которой содержит отдельные части между пиковыми точками, при этом каждая указанная отдельная часть с длиной (LP1, LP2, LP3, LP5) имеет высоту, составляющую 50% или более от высоты каждой пиковой точки (Р1, Р2, P3, Р5) на линии профиля выступа, а полная длина Lsum=(LP1+LP2+LP3+LP5) указанных отдельных частей составляет 30% или более от общей длины L выступа.
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| ЛИСТОВАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ, ОБЛАДАЮЩАЯ ИСКЛЮЧИТЕЛЬНО ВЫСОКОЙ АДГЕЗИЕЙ ПЛЕНКИ, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2003 |
|
RU2298592C2 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |

