ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к листам электротехнической стали с ориентированной зеренной структурой.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002]
Поскольку листы электротехнической стали с ориентированной зеренной структурой в основном используются в качестве железных сердечников трансформаторов, желательно, чтобы их характеристики намагничивания были хорошими, и, в частности, магнитные потери были низкими. Для этой цели важно точно выровнять кристаллические зерна, накопленные в ориентации {110} <001>, обеспечить содержание Si для увеличения собственного сопротивления и уменьшить количество примесей.
[0003]
Однако, существует предел снижения магнитных потерь за счет управления кристаллической ориентацией и компонентами стального листа, и поэтому была разработана методика разделения магнитных доменов по ширине для уменьшения магнитных потерь (в дальнейшем также называемая «технологией управления магнитными доменами»). Технологию управления магнитными доменами можно условно разделить на нетермостойкие и термостойкие технологии.
[0004]
В качестве нетермостойкой технологии управления магнитным доменом, например, как описано в Патентных документах 1 и 2, известен способ формирования области линейной термической деформации в поверхностном слое стального листа путем облучения стального листа лазерным лучом. В этом способе ширина магнитного домена сужается за счет области термической деформации, так что магнитные потери уменьшаются. Однако, поскольку напряжение в области термической деформации снимается при термообработке, лист электротехнической стали с ориентированной зеренной структурой, к которому применяется нетермостойкая технология управления магнитными доменами, не может использоваться для трансформатора, который требует отжига для удаления напряжений после обработки, такой как намотка железного сердечника. Следовательно, существует проблема, заключающаяся в том, что использование листа электротехнической стали с ориентированной зеренной структурой является ограниченным.
[0005]
С другой стороны, листы электротехнической стали с ориентированной зеренной структурой, к которым применяется термостойкая технология управления магнитными доменами, имеют то преимущество, что их применение не ограничено. В качестве такой термостойкой технологии управления магнитными доменами известен, например, способ формирования бороздки электролитическим травлением, раскрытый в Патентном документе 3. В этом способе, например, сначала на поверхности стального листа после вторичной рекристаллизации формируется стеклянное покрытие. Затем стеклянное покрытие на поверхности стального листа линейно удаляется лазерным или механическим способом, и бороздка формируется на обнаженном участке основного железа с помощью травления. Следовательно, этот способ усложняет стадии процесса и увеличивает стоимость производства. Кроме того, существует ограничение на скорость обработки.
[0006]
В дополнение к этому, как раскрыто в Патентном документе 4, известен способ формирования бороздки на поверхности стального листа с помощью механического зубчатого пресса. Однако, Si часто добавляется в электротехнический стальной лист в количестве приблизительно 3 мас.% с целью увеличения электрического сопротивления. Поскольку такой электротехнический стальной лист является очень твердым, способ, раскрытый в Патентном документе 4, может привести к износу и повреждению профиля зуба. Кроме того, глубина бороздки может варьироваться, и в результате эффект улучшения магнитных потерь может стать неравномерным.
[0007]
Кроме того, существует также проблема, заключающаяся в том, что описанная выше термостойкая технология управления магнитными доменами не может давать достаточного эффекта уменьшения магнитных потерь по сравнению с нетермостойкой технологией управления магнитными доменами, которая вводит область термической деформации в поверхностный слой стального листа путем его облучения лазерным лучом. Патентные документы 5 и 6 раскрывают методику разработки формы поверхности стального листа и формы бороздки в качестве термостойкой технологии управления магнитными доменами, но фундаментальное решение каждой из вышеупомянутых проблем, связанных с термостойкой технологией управления магнитными доменами, не было достигнуто.
[0008]
Между прочим, для того, чтобы в достаточной степени получить эффект снижения магнитных потерь путем разделения магнитных доменов, как было описано выше, натяжение, прикладываемое к стальному листу изоляционным покрытием или стеклянным покрытием (в дальнейшем также называемое «натяжением покрытия»), является чрезвычайно важным. В качестве изоляционного покрытия известно, например, покрытие, формируемое путем нанесения на стальной лист водного пленкообразующего раствора, содержащего фосфатную соль и коллоидный кремнезем. В качестве стеклянного покрытия, которое будет подробно описано ниже, известно, например, стеклянное покрытие, содержащее в качестве главного компонента оксид, содержащий форстерит.
[0009]
Патентные документы 7 и 8 раскрывают методику для увеличения натяжения стеклянного покрытия. В частности, Патентный документ 7 раскрывает электротехнический стальной лист, в котором 5% или больше шпинели (например, MgAl2O4) содержится в форстерите (то есть в стеклянном покрытии). Кроме того, Патентный документ 8 раскрывает электротехнический стальной лист, в котором интенсивности света Al и Fe, полученные с помощью анализа излучения тлеющего разряда, удовлетворяют заданному условию. Кроме того, Патентный документ 9 раскрывает методику улучшения адгезии стеклянного покрытия (предотвращения отслоения при изгибе при изготовлении трансформатора). В частности, Патентный документ 9 раскрывает электротехнический стальной лист, в котором интенсивность света B, полученная с помощью анализа излучения тлеющего разряда, удовлетворяет предопределенному условию. Однако, хотя можно ожидать, что методики, раскрытые в Патентных документах 7-9, улучшат натяжение или адгезию стеклянного покрытия, одни только эти методики не могут обеспечить эффект разделения магнитных доменов. Таким образом, методики, раскрытые в Патентных документах 7-9, основаны на термостойкой технологии управления магнитными доменами, как было описано выше. Следовательно, даже с помощью этих методик невозможно адекватно решить проблему, заключающуюся в том, что эффект снижения магнитных потерь не может быть получен в достаточной степени.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0010]
Патентный документ 1: Японская нерассмотренная патентная заявка (Kokai) №6-57335
Патентный документ 2: Японская нерассмотренная патентная заявка (Kokai) №2003-129135
Патентный документ 3: Японская нерассмотренная патентная заявка (Kokai) №61-117284
Патентный документ 4: Японская нерассмотренная патентная заявка (Kokai) №61-117218
Патентный документ 5: Международная патентная заявка WO 2010/147009
Патентный документ 6: Японская нерассмотренная патентная заявка (Kohyo) №2013-510239
Патентный документ 7: Японская нерассмотренная патентная заявка (Kokai) №8-134660
Патентный документ 8: Японская нерассмотренная патентная заявка (Kokai) №2000-204450
Патентный документ 9: Международная патентная заявка WO 2019/146697
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0011]
Как было описано выше, проблема термостойкой технологии управления магнитными доменами состоит в том, что эффект снижения магнитных потерь не может быть получен в достаточной степени. С другой стороны, хотя нетермостойкая технология управления магнитными доменами может улучшить эффект уменьшения магнитных потерь по сравнению с термостойкой технологией управления магнитными доменами, требуется дальнейшее улучшение эффекта снижения магнитных потерь.
[0012]
Настоящее изобретение было создано с учетом вышеизложенных обстоятельств, и целью настоящего изобретения является предложить лист электротехнической стали с ориентированной зеренной структурой, в котором магнитные потери до управления магнитными доменами дополнительно улучшены, и в котором даже при термостойком управлении магнитными доменами, при котором маловероятно достижение достаточного эффекта снижения магнитных потерь, магнитные потери улучшаются в достаточной степени.
РЕШЕНИЕ ПРОБЛЕМЫ
[0013]
Авторы настоящего изобретения провели обширные исследования для решения вышеупомянутых проблем. В частности, авторы настоящего изобретения повторили эксперименты, в которых термостойкое управление магнитными доменами выполнялось на листах электротехнической стали с ориентированной зеренной структурой, имеющих одну и ту же плотность магнитного потока и различные характеристики магнитных потерь до управления магнитными доменами. В результате авторы настоящего изобретения обнаружили, что чем лучше магнитные потери в состоянии до управления магнитными доменами, тем лучше магнитные потери после управления магнитными доменами. Затем, в результате исследования характеристик стального листа, имеющего хорошие магнитные потери перед управлением магнитными доменами, авторы настоящего изобретения обнаружили, что такой стальной лист имеет структуру, в которой стеклянное покрытие внедряется в поверхностный слой основного стального листа (что в дальнейшем упоминается как «закрепляющая структура стеклянного покрытия»). На основе таких открытий автор настоящего изобретения разработал настоящее изобретение. Суть настоящего изобретения заключается в следующем.
[0014]
В соответствии с определенной точкой зрения настоящего изобретения предлагается лист электротехнической стали с ориентированной зеренной структурой, который содержит основной стальной лист и стеклянное покрытие, которое сформировано на поверхности основного стального листа, и отличается тем, что: основной стальной лист содержит в своем химическом составе, в мас. %, 0,010% или меньше C, от 2,00% до 4,00% Si, от 0,05% до 1,00% Mn, от 0,010% до 0,065% или меньше Al, 0,004% или меньше N и 0,010% или меньше S, с остатком из Fe и примесей; концентрация кислорода в стеклянном покрытии и основном стальном листе составляет 2500 частей на миллион или меньше; и профиль концентрации Al, получаемый методом оптической эмиссионной спектрометрии (GDS) тлеющего разряда, имеет по меньшей мере два пика, в которых каждый пик Al устанавливается как первый пик и второй пик в порядке от поверхности стеклянного покрытия, и когда IAl_1 представляет собой интенсивность первого пика Al, а IAl_2 представляет собой интенсивность второго пика Al, удовлетворяется выражение (1).
IAl_1 < IAL_2 выражение (1)
[0015]
Здесь в вертикальном сечении части поверхностного слоя основного стального листа, параллельном направлению прокатки, область внутри диапазона от поверхности стеклянного покрытия до глубины 10 мкм в направлении к центру толщины листа может содержать алюминийсодержащие включения, имеющие диаметр эквивалентного по площади круга 1 мкм или больше и рассеянные в направлении прокатки со средней частотой 50 шт./мм или больше. Если в настоящем описании явно не указано иное, вертикальное сечение относится к сечению, параллельному направлению нормали к поверхности стального листа.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0016]
В соответствии с вышеописанной точкой зрения настоящего изобретения, когда IAl_1 представляет собой интенсивность первого пика Al, а IAl_2 представляет собой интенсивность второго пика Al, удовлетворяется соотношение (1). Хотя подробности будут описаны позже, когда выполняется условие математической формулы (1), закрепляющая структура стеклянного покрытия является сильно развитой, и большое количество включений Al формируется в части поверхностного слоя основного стального листа. Поскольку эти включения Al формируют магнитные полюса, эффект разделения магнитных доменов может быть в достаточной степени улучшен за счет этих включений Al. Дополнительное управление магнитными доменами может быть применено к листу электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим изобретением. Следовательно, в соответствии с настоящим изобретением магнитные потери до управления магнитными доменами дополнительно улучшаются, и эффект улучшения магнитных потерь может быть получен в достаточной степени даже при термостойком управлении магнитными доменами, при котором достаточный эффект снижения магнитных потерь маловероятен.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017]
[Фиг. 1]
Фиг. 1 представляет собой график, показывающий один пример профиля концентрации Al, полученного с использованием оптической эмиссионной спектрометрии тлеющего разряда (GDS) для листа электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
[Фиг. 2]
Фиг. 2 представляет собой схематичное сечение, параллельное направлению прокатки листа электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
[Фиг. 3]
Фиг. 3 представляет собой пример полученной с помощью оптического микроскопа фотографии сечения, параллельного направлению прокатки листа электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
[Фиг. 4]
Фиг. 4 представляет собой схематичное вертикальное сечение, параллельное направлению прокатки листа электротехнической стали с ориентированной зеренной структурой, в котором не была развита закрепляющая структура стеклянного покрытия.
[Фиг. 5]
Фиг. 5 представляет собой график, иллюстрирующий пример профиля повышения температуры при обезуглероживающем отжиге настоящего варианта осуществления.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0018]
<1. Краткое описание настоящего изобретения>
Далее со ссылкой на прилагаемые чертежи будут подробно описаны предпочтительные варианты осуществления настоящего изобретения. Сначала будет описана схема настоящего изобретения. Авторы настоящего изобретения тщательно изучили способ стимулирования разделения магнитных доменов, чтобы дополнительно уменьшить магнитные потери. Когда магнитные домены разделяются, ширина магнитных доменов становится узкой. Когда ширина магнитного домена сужается, расстояние перемещения доменной стенки при намагничивании стального листа уменьшается, и таким образом потери энергии при перемещении доменной стенки уменьшаются. Это означает, что магнитные потери уменьшается.
[0019]
Здесь разделение магнитных доменов может быть реализовано путем создания новых магнитных полюсов в части поверхностного слоя основного стального листа. Более конкретно, такие магнитные полюса увеличивают магнитостатическую энергию части поверхностного слоя основного стального листа. Затем в части поверхностного слоя основного стального листа создается новая 180-градусная доменная стенка для уменьшения магнитостатической энергии. В результате магнитные домены подразделяются. Другими словами, ширина магнитного домена становится более узкой.
[0020]
Как было упомянуто выше, для разделения магнитных доменов необходимо создать новые магнитные полюса. В частности, в части поверхностного слоя основного стального листа необходимо выстроить границу, выполненную из вещества, имеющего магнитную проницаемость, отличающуюся от магнитной проницаемости основного стального листа.
[0021]
Поэтому авторы настоящего изобретения исследовали внедрение стеклянного покрытия в часть поверхностного слоя основного стального листа. Причина этого заключается в том, что закрепляющая структура стеклянного покрытия формирует магнитные полюса в части поверхностного слоя основного стального листа, так что может быть реализовано разделение магнитных доменов. Хотя подробности будут описаны позже, закрепляющая структура стеклянного покрытия содержит включения Al, из которых формируются магнитные полюса.
[0022]
Авторы настоящего изобретения повторили исследования для максимизации эффекта разделения магнитных доменов за счет закрепляющей структуры стеклянного покрытия и обнаружили, что закрепляющая структура регулируется путем формирования удовлетворяющего заданным условиям стеклянного покрытия на поверхности основного стального листа, и что эффект разделения магнитных доменов может быть максимизирован.
[0023]
В частности, концентрация кислорода, содержащегося в стеклянном покрытии и основном стальном листе, устанавливается равной 2500 частей на миллион или меньше. Кроме того, в профиле концентрации Al, получаемого путем проведения оптического эмиссионного анализа (GDS) тлеющего разряда на листе электротехнической стали с ориентированной зеренной структурой, как показано на Фиг. 1, когда интенсивность первого пика 1 Al (интенсивность первого пика) равна IAl_1, а интенсивность второго пика 2 Al (интенсивность второго пика) равна IAl_2, структура стеклянного покрытия регулируется таким образом, что удовлетворяется соотношение IAl_1<IAL_2 (математическая формула (1)). Как показано на Фиг. 2 и 3, в вертикальном сечении, параллельном направлению прокатки, части поверхностного слоя основного стального листа c), область внутри диапазона от поверхности стеклянного покрытия а) до глубины 10 мкм в направлении к центру толщины листа содержит алюминийсодержащие включения b), имеющие диаметр эквивалентного по площади круга 1 мкм или больше, которые предпочтительно рассеиваются в направлении прокатки со средней частотой 50 шт./мм или больше. Далее настоящий вариант осуществления будет описан подробно.
[0024]
<2. Конфигурация листа электротехнической стали с ориентированной зеренной структурой>
(2-1. Общая конфигурация)
Лист электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления включает в себя основной стальной лист и стеклянное покрытие, сформированное на поверхности основного стального листа. Изолирующая пленка может быть дополнительно сформирована на поверхности стеклянного покрытия. Стеклянное покрытие имеет закрепляющую структуру, которая входит в основной стальной лист, и эта закрепляющая структура является очень хорошо развитой. Таким образом, закрепляющая структура имеет усложненную трехмерную сетевую структуру. Поэтому стеклянное покрытие классифицируется на покрывающую часть, которая покрывает большую часть поверхностного слоя основного стального листа, и закрепляющую структуру, которая проникает внутрь части поверхностного слоя основного стального листа из покрывающей части. Кроме того, закрепляющая структура содержит большое количество включений, содержащих алюминий.
[0025]
Фиг. 2 и 3 показывают пример вертикального сечения, параллельного направлению прокатки листа электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления. Фиг. 2 представляет собой схематический вид, а Фиг. 3 - микрофотографию. ND означает направление толщины листа (направление нормали к поверхности стального листа), а RD означает направление прокатки.
[0026]
В этих примерах лист электротехнической стали с ориентированной зеренной структурой включает в себя основной стальной лист c) и стеклянное покрытие a), сформированное на поверхности основного стального листа c). Стеклянное покрытие а) имеет закрепляющую структуру, которая входит в основной стальной лист c), и эта закрепляющая структура является сильно развитой. Закрепляющая структура содержит включения Al b). Хотя включения Al кажутся рассеянными на Фиг. 2 и 3, включения Al присутствуют не только на плоскости чертежа (то есть на сечении, параллельном направлению прокатки стального листа), как показано на Фиг. 2 и 3, но также фактически простираются в направлении, пересекающем плоскость чертежа на Фиг. 2 и 3 (например, перпендикулярно к ней) (то есть в направлении ширины стального листа), и имеют трехмерную сетевую структуру, соединенную с покрывающей частью. Кроме того, на Фиг. 2 и 3 закрепляющая структура обычно выглядит так, что она проходит от покрывающей части к части поверхностного слоя основного стального листа (то есть проходит в направлении толщины листа), но закрепляющая структура может простираться в направлении прокатки и направлении ширины листа. При наблюдении вертикального сечения этой части наблюдается длинная закрепляющая структура от левой стороны к правой стороне (в направлении прокатки и направлении ширины листа). Подробности закрепляющей структуры и включений Al будут описаны позже. Покрывающая часть в стеклянном покрытии представляет собой часть, которая покрывает большую часть поверхностного слоя основного стального листа, и является частью, которая соединяется с закрепляющей структурой, которая проникает внутрь части поверхностного слоя основного стального листа. Покрывающая часть и закрепляющая структура могут быть классифицированы по профилю концентрации Al, как будет описано позже.
[0027]
(2-2. Компонентный состав основного стального листа)
Основной стальной лист включает в свой химический состав, в мас. %, С: 0,010% или меньше, Si: 2,00-4,00%, Mn: 0,05-1,00%, Al: 0,010-0,65% или меньше, N: 0,004% или меньше, S: 0,010% или меньше, с остатком, состоящим из Fe и примесей. В дальнейшем %, относящийся к компонентному составу, будет означать мас. % относительно полной массы основного стального листа.
[0028]
(C: 0,010% или меньше)
C является элементом, эффективным для управления структурами первичной рекристаллизации, но оказывает негативное влияние на магнитные свойства. Таким образом, C должен удаляться обезуглероживающим отжигом перед окончательным отжигом. Если концентрация C в конечном продукте превысит 0,010%, то C будет выделяться при старении, и гистерезисные потери ухудшатся. Следовательно, концентрация C должна составлять 0,010% или меньше. Концентрация С предпочтительно составляет 0,007% или меньше, и более предпочтительно 0,005% или меньше. Нижний предел концентрации C может составлять 0%, но если концентрация C будет меньше чем 0,0001%, то производственные затраты значительно увеличатся. Следовательно, 0,0001% является практическим нижним пределом в реальном стальном листе. В листах электротехнической стали с ориентированной зеренной структурой концентрация C обычно уменьшается приблизительно до 0,001% или меньше с помощью обезуглероживающего отжига.
[0029]
(Si: 2,00-4,00%)
Si является элементом, который увеличивает электрическое сопротивление стального листа и улучшает характеристики магнитных потерь. Если концентрация Si составляет менее 2,00%, γ-превращение происходит во время окончательного отжига, и кристаллическая ориентация листа электротехнической стали с ориентированной зеренной структурой ухудшается. Следовательно, концентрация Si устанавливается равной 2,00% или больше. Концентрация Si предпочтительно составляет 2,50% или больше, и более предпочтительно 3,00% или больше. С другой стороны, если концентрация Si превышает 4,00%, обрабатываемость листа электротехнической стали с ориентированной зеренной структурой ухудшается, и во время прокатки образуются трещины. Следовательно, концентрация Si устанавливается равной 4,00% или меньше. Концентрация Si предпочтительно составляет 3,50% или меньше.
[0030]
(Mn: 0,05-1,00%)
Mn является элементом, который предотвращает растрескивание во время горячей прокатки и соединяется с S, образуя MnS, который функционирует как ингибитор. Если концентрация Mn составляет менее 0,05%, эффект добавления Mn проявляется в недостаточной степени. Следовательно, концентрация Mn устанавливается равной 0,05% или больше. Концентрация Mn предпочтительно составляет 0,07% или больше, и более предпочтительно 0,09% или больше. С другой стороны, если концентрация Mn превышает 1,00%, выделение и дисперсия MnS становятся неоднородными, требуемая структура вторичной рекристаллизации не может быть получена, и плотность магнитного потока уменьшается. Следовательно, концентрация Mn устанавливается равной 1,00% или меньше. Концентрация Mn предпочтительно составляет 0,80% или меньше, и более предпочтительно 0,60% или меньше.
[0031]
(Al: 0,010-0,065%)
Al является элементом, который связывается с N с образованием (Al, Si)N или AlN, который функционирует как ингибитор. Если концентрация Al составляет менее 0,010%, эффект добавления Al проявляется в недостаточной степени, и вторичная рекристаллизация не протекает в достаточной степени. Следовательно, концентрация Al устанавливается равной 0,010% или больше. Концентрация Al предпочтительно составляет 0,015% или больше, и более предпочтительно 0,020% или больше. С другой стороны, если концентрация Al превышает 0,065%, выделение и дисперсия ингибитора становятся неоднородными, требуемая структура вторичной рекристаллизации не может быть получена, и плотность магнитного потока уменьшается. Следовательно, концентрация Al устанавливается равной 0,065% или меньше. Концентрация Al предпочтительно составляет 0,050% или меньше, и более предпочтительно 0,040% или меньше. Хотя подробности будут описаны позже, Al в основном стальном листе также имеет функцию взаимодействия со стеклянным покрытием, имеющим развитую закрепляющую структуру для формирования включений Al.
[0032]
(N: 0,004% или меньше)
N является элементом, который связывается с Al, образуя AlN, функционирующий как ингибитор. Однако если концентрация N в конечном продукте превышает 0,004%, N в стальном листе выделяется как AlN, что ухудшает гистерезисные потери. Следовательно, концентрация N устанавливается равной 0,004% или меньше. Нижний предел концентрации N может составлять 0%, но если концентрация N будет меньше чем 0,0001%, то производственные затраты значительно увеличатся. Следовательно, 0,001% является практическим нижним пределом в реальном стальном листе. В листах электротехнической стали с ориентированной зеренной структурой концентрация N обычно уменьшается приблизительно до 0,001% или меньше с помощью окончательного отжига.
[0033]
(S: 0,010% или меньше)
S является элементом, который связывается с Mn с образованием MnS, функционирующего как ингибитор. Однако, если концентрация S в конечном продукте превышает 0,010%, S в стальном листе выделяется как MnS, что ухудшает гистерезисные потери. Следовательно, концентрация S устанавливается равной 0,010% или меньше. Нижний предел концентрации S может составлять 0%, но если концентрация S будет меньше чем 0,0001%, то производственные затраты значительно увеличатся. Следовательно, 0,0001% является практическим нижним пределом в реальном стальном листе. В листах электротехнической стали с ориентированной зеренной структурой концентрация S обычно уменьшается приблизительно до 0,005% или меньше с помощью окончательного отжига.
[0034]
В основном стальном листе остаток химического состава представляет собой Fe и примеси. Примеси в основном являются неизбежными примесями, но, когда основной стальной лист содержит необязательные добавочные элементы, описанные ниже, примеси состоят из этих необязательных добавочных элементов в дополнение к неизбежным примесям. Неизбежная примесь представляет собой элемент, который неизбежно попадает из стального сырья и/или в процессе производства стали, и является элементом, допустимым в диапазоне, который не ухудшает характеристики листа электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
[0035]
Кроме того, в основном стальном листе один или более элементов из Cr: 0,30% или меньше, Cu: 0,40% или меньше, P: 0,50% или меньше, Ni: 1,00% или меньше, Sn: 0,30% или меньше, Sb: 0,30% или меньше, В: 0,0100% или меньше, Mo: 0,1% или меньше, и Bi: 0,01% или меньше могут быть добавлены в качестве дополнительных элементов с целью улучшения других характеристик без ухудшения магнитных характеристик. Поскольку эти элементы являются необязательными добавками, нижний предел их концентрации может составлять 0%.
[0036]
(Cr: 0,30% или меньше)
Cr представляет собой элемент, который улучшает оксидный слой при обезуглероживающем отжиге и является эффективным для формирования стеклянного покрытия. Следовательно, Cr может быть добавлен к основному стальному листу в количестве 0,30% или меньше. Если концентрация Cr превышает 0,30%, свойство обезуглероживания значительно снижается. Поэтому верхний предел концентрации Cr предпочтительно составляет 0,30%.
[0037]
(Cu: 0,40% или меньше)
Cu является элементом, эффективно повышающим удельное сопротивление основного стального листа и снижающим его магнитные потери. Если концентрация Cu превышает 0,40%, эффект уменьшения магнитных потерь насыщается, и при горячей прокатке могут возникать поверхностные дефекты, такие как «медные струпья». Поэтому верхний предел концентрации Cu предпочтительно составляет 0,40%.
[0038]
(P: 0,50% или меньше)
P является элементом, эффективно повышающим удельное сопротивление основного стального листа и снижающим его магнитные потери. Если концентрация P превысит 0,50%, то возникнут проблемы с прокатываемостью. Поэтому верхний предел концентрации P предпочтительно составляет 0,50%.
[0039]
(Ni: 1,00% или меньше)
Ni является элементом, эффективно повышающим удельное сопротивление основного стального листа и снижающим его магнитные потери. Ni также является элементом, эффективно регулирующим структуру железа в горячекатаном листе и улучшающим его магнитные свойства. Однако, если концентрация Ni превышает 1,00%, вторичная рекристаллизация становится неустойчивой. Поэтому верхний предел концентрации Ni предпочтительно составляет 1,00%.
[0040]
(Sn: 0,30% или меньше, Sb: 0,30% или меньше)
Sn и Sb являются хорошо известными элементами зернограничной сегрегации. Поскольку основной стальной лист в соответствии с настоящим вариантом осуществления содержит Al, этот Al может быть окислен влагой, выделяемой из сепаратора отжига, в зависимости от условий окончательного отжига, и сила ингибитора может колебаться в зависимости от положения в рулоне. В результате магнитные свойства могут колебаться в зависимости от положения в рулоне. В качестве одной из контрмер существует метод предотвращения окисления Al путем добавления этих элементов зернограничной сегрегации, и с этой целью Sn и Sb могут быть добавлены к основному стальному листу в концентрации 0,30% или меньше, соответственно. С другой стороны, если концентрация этих элементов превысит 0,30%, Si с меньшей вероятностью будет окисляться во время обезуглероживающего отжига, формирование стеклянной пленки станет недостаточным, и обезуглероживающий отжиг значительно ухудшится. Поэтому верхний предел концентрации этих элементов предпочтительно составляет 0,30%.
[0041]
(B: 0,0100% или меньше)
B является элементом, который связывается с N в основном стальном листе и выделяется в комплексе с MnS с образованием BN, который действует как ингибитор. Нижний предел концентрации B особенно не ограничивается и может составлять 0%, как было описано выше. Однако, для того, чтобы полностью проявить эффект добавления B, нижний предел концентрации B предпочтительно составляет 0,0005%. Концентрация В предпочтительно составляет 0,001% или больше, и более предпочтительно 0,0015% или больше. С другой стороны, если концентрация В превышает 0,0100%, выделение и дисперсия BN становятся неоднородными, невозможно получить требуемую текстуру вторично рекристаллизованного зерна, и плотность магнитного потока уменьшается. Следовательно, концентрация B предпочтительно составляет 0,0100% или меньше. Концентрация B предпочтительно составляет 0,0080% или меньше, более предпочтительно 0,0060% или меньше, и еще более предпочтительно 0,0040% или меньше.
[0042]
(Mo: 0,1% или меньше)
Mo представляет собой элемент, эффективно улучшающий текстуру поверхности во время горячей прокатки. Однако, если концентрация Mo превышает 0,1%, эффект добавления Mo насыщается. Поэтому верхний предел концентрации Mo предпочтительно составляет 0,1%.
[0043]
(Bi: 0,01% или меньше)
Bi имеет эффект стабилизации включений, таких как сульфиды, и усиливает функцию ингибитора. Однако, если концентрация Bi превышает 0,01%, Bi оказывает негативное влияние на формирование стеклянного покрытия. Поэтому верхний предел концентрации Bi предпочтительно составляет 0,01%.
[0044]
(2-3. Концентрация кислорода в стеклянном покрытии и основном стальном листе)
Общая концентрация кислорода в стеклянном покрытии и основном стальном листе составляет 2500 частей на миллион или меньше. Большая часть кислорода содержится в стеклянном покрытии, а содержание кислорода в стальном листе составляет примерно от 10 до 100 частей на миллион. Когда лист электротехнической стали с ориентированной зеренной структурой содержит изолирующую пленку, которая будет описана позже, концентрация кислорода измеряется после удаления изолирующей пленки с листа электротехнической стали с ориентированной зеренной структурой. Таким образом, изолирующая пленка не входит в цель измерения концентрации кислорода. Изолирующая пленка удаляется, например, с помощью водного раствора гидроксида натрия.
[0045]
В методе анализа кислорода используется метод газового анализа, при котором образец помещается в графитовый тигель, расплавляется и нагревается, и CO и CO2 измеряются методом поглощения инфракрасного излучения.
[0046]
Когда концентрация кислорода превышает 2500 частей на миллион, плотность магнитного потока основного стального листа уменьшается (более конкретно, уменьшается количество магнитного железа), и магнитные потери ухудшаются. Следовательно, верхний предел концентрации кислорода составляет 2500 частей на миллион. Нижний предел концентрации кислорода особо не ограничивается, но когда концентрация кислорода является чрезвычайно низкой, например 500 частей на миллион или меньше, на поверхности основного стального листа фактически не образуется стеклянное покрытие, и закрепляющая структура стеклянного покрытия не развивается. Следовательно, магнитные потери ухудшаются. Кроме того, может уменьшиться адгезия изолирующей пленки. Следовательно, концентрация кислорода предпочтительно составляет более 500 частей на миллион, и более предпочтительно 1000 частей на миллион или больше. Концентрация кислорода измеряется с помощью газоанализатора, работающего по принципу метода плавления в инертном газе. В примерах, описанных ниже, это значение измерено именно этим способом. Примеры способа установления концентрации кислорода на уровне 2500 частей на миллион или менее включают в себя условия обезуглероживающего отжига, в частности способ регулирования точки росы. Например, концентрация кислорода 2500 частей на миллион или менее может быть достигнута путем регулирования точки росы с учетом времени отжига и температуры отжига.
[0047]
(2-4. Профиль концентрации Al, получаемый с помощью GDS)
Когда лист электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления подвергается оптическому эмиссионному анализу (GDS) тлеющего разряда, распределение силы света Al (профиль концентрации Al) наблюдается в направлении толщины листа. Когда лист электротехнической стали с ориентированной зеренной структурой содержит изолирующую пленку, которая будет описана позже, профиль концентрации Al измеряется после удаления изолирующей пленки с листа электротехнической стали с ориентированной зеренной структурой. Таким образом, изолирующая пленка не входит в цель измерения профиля концентрации Al. Измерение с помощью GDS выполняется от поверхности стеклянного покрытия.
[0048]
Анализ GDS требует соответствующей корректировки условий в зависимости от образца, и эта корректировка находится в пределах обычной практики специалистов в данной области техники. Следовательно, условия измерения GDS не ограничиваются. Однако мощность была установлена на 35 Вт, и данные снимались, например, с интервалом от 0,01 до 0,10 с.
[0049]
Профиль концентрации Al имеет по меньшей мере два пика. Пики Al обозначаются как первый пик, второй пик и т.д. в порядке от поверхности стеклянного покрытия. Фиг. 1 показывает один пример профиля концентрации Al. Профиль концентрации Al, показанный на Фиг. 1, имеет два пика, то есть первый пик 1 и второй пик 2. Число пиков предпочтительно равно двум. Пики могут частично перекрываться или могут быть отделены друг от друга.
[0050]
Первый пик получается из включений Al в покрывающей части стеклянного покрытия, а второй пик получается из включений Al в закрепляющей структуре стеклянного покрытия. Включения Al, из которых получается каждый пик, представляют собой, например, Mg2Al2O4, в котором Si форстерита (Mg2SiO4), составляющего стеклянное покрытие, заменен на Al. MgAl2O4 имеет сходный с форстеритом (Mg2SiO4) состав составляющих элементов, имеет полиморфное родство и легко производится. Однако, включения Al не обязательно ограничиваются Mg2Al2O4, если они образуют магнитный полюс в части поверхностного слоя основного стального листа. Примеры других включений Al, рассматриваемых в настоящем варианте осуществления, включают в себя включения, в которых MgAl2O4 замещен другими элементами и находится в твердом растворе, включения Al2O3 и т.п.
[0051]
Кроме того, когда интенсивность первого пика Al равна IAl_1, а интенсивность второго пика Al равна IAl_2, удовлетворяется соотношение (1).
IAl_1 < IAL_2 (1)
Таким образом, интенсивность второго пика больше, чем интенсивность первого пика. Здесь интенсивность каждого пика определяется как максимальная интенсивность силы света Al на каждом пике (другими словами, максимальная высота пика).
Кроме того, отношение интенсивности первого пика к интенсивности второго пика может быть меньше 1, что следует из математической формулы (1). Таким образом, удовлетворяется соотношение (1)'.
IAl_1/IAl_2<1 (1)'
Интенсивность первого пика может быть равна 0, а нижний предел соотношения пиков может быть равен 0. Нижний предел соотношения пиков составляет 0,1 или больше, или больше чем 0,1, 0,2 или больше, или больше чем 0,2, 0,3 или больше, или больше чем 0,3, 0,4 или больше, или больше чем 0,4, 0, 5 или больше, или больше чем 0,5, 0,6 или больше, или больше чем 0,6, 0,7 или больше, или больше чем 0,7, 0,8 или больше, или больше чем 0,8, 0,9 или больше, или больше чем 0,9.
С другой стороны, как правило, чем сильнее интенсивность второго пика, тем ближе отношение пиков к 1, что является предпочтительным. Следовательно, верхний предел соотношения пиков составляет 0,9 или меньше или меньше чем 0,9, 0,8 или меньше или меньше чем 0,8, 0,7 или меньше или меньше чем 0,7, 0,6 или меньше или меньше чем 0,6, 0,5 или меньше или меньше чем 0,5, 0,4 или меньше или меньше чем 0,4.
[0052]
(2-5. Структура части поверхностного слоя основного стального листа)
Как было описано выше, интенсивность второго пика больше, чем интенсивность первого пика. Причина этого заключается в том, что закрепляющая структура стеклянного покрытия формируется на части поверхностного слоя основного стального листа, и большое количество включений Al распределяется в закрепляющей структуре, как это подробно описывается ниже. Закрепляющая структура стеклянного покрытия будет описана со ссылками на Фиг. 2 и 3. Как было описано выше, Фиг. 2 и 3 показывают пример состояния поверхности листа электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления. В этих примерах лист электротехнической стали с ориентированной зеренной структурой включает в себя основной стальной лист c) и стеклянное покрытие a), сформированное на поверхности основного стального листа c). Стеклянное покрытие а) имеет закрепляющую структуру, которая входит в основной стальной лист c), и эта закрепляющая структура является сильно развитой. Закрепляющая структура содержит включения Al b).
[0053]
Как показано в этих примерах, в листе электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления закрепляющая структура стеклянного покрытия формируется в части поверхностного слоя основного стального листа. Кроме того, закрепляющая структура имеет очень сложную трехмерную сетевую структуру. Хотя включения Al кажутся рассеянными на Фиг. 2 и 3, включения Al присутствуют не только на плоскости чертежа (то есть на сечении, параллельном направлению прокатки стального листа), как показано на Фиг. 2 и 3, но также фактически простираются в направлении, пересекающем плоскость чертежа на Фиг. 2 и 3 (например, перпендикулярно к ней) (то есть в направлении ширины стального листа), и имеют трехмерную сетевую структуру, соединенную с покрывающей частью. Кроме того, на Фиг. 2 и 3 закрепляющая структура обычно выглядит так, что она проходит от покрывающей части к части поверхностного слоя основного стального листа (то есть проходит в направлении толщины листа), но закрепляющая структура может простираться в направлении прокатки и направлении ширины листа. При наблюдении вертикального сечения этой части наблюдается длинная закрепляющая структура от левой стороны к правой стороне (в направлении прокатки и направлении ширины листа).
[0054]
Термин «часть поверхностного слоя основного стального листа» в настоящем варианте осуществления означает область от поверхности основного стального листа (границы между покрывающей частью стеклянного покрытия и основным стальным листом) до заданной глубины в основном стальном листе. Например, часть, на которой формируется закрепляющая структура стеклянного покрытия, может упоминаться как часть поверхностного слоя основного стального листа. Здесь поверхность основного стального листа (граница между покрывающей частью стеклянного покрытия и основным стальным листом) обычно соответствует границе между покрывающей частью стеклянного покрытия и закрепляющей структурой, и эта граница определяется профилем концентрации Al. Кроме того, предопределенная глубина может составлять 10 мкм от поверхности стеклянного покрытия по направлению к центру толщины листа с учетом толщины стеклянного покрытия на обычном листе электротехнической стали с ориентированной зеренной структурой.
[0055]
Кроме того, часть закрепляющей структуры состоит из включений Al. Включения Al обильно распределяются в концевой части закрепляющей структуры. Здесь концевая часть закрепляющей структуры означает концевую часть, проходящую в направлении глубины на внутренней стороне стального листа при наблюдении в двухмерном сечении, как показано, например, на Фиг. 3. На Фиг. 2 и 3 можно заметить, что большое количество включений Al формируется в концевой части закрепляющей структуры. Кроме того, на Фиг. 2 и 3 включения Al, кажущиеся рассеянными по существу сферически в основном стальном листе, образуются на концевой части закрепляющей структуры, простирающейся в направлении, пересекающем плоскость чертежа (то есть в направлении ширины стального листа). Поскольку закрепляющая структура может дополнительно развиваться на более поздней стадии, включения Al могут присутствовать в части, отличающейся от концевой части закрепляющей структуры. Конкретная трехмерная сетевая структура закрепляющей структуры особенно не ограничивается, но чем она сложнее, тем больше включений Al формируется в закрепляющей структуре и удерживается в ней. В листе электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления, поскольку закрепляющая структура формирует очень сложную трехмерную сетевую структуру, в закрепляющей структуре присутствует большое количество включений Al. С другой стороны, большинство включений Al формируется в закрепляющей структуре и удерживается в ней, уменьшая тем самым количество включений в покрывающей части стеклянного покрытия. Кроме того, как было описано выше, в профиле концентрации Al первый пик получается из включений Al в покрывающей части стеклянного покрытия, а второй пик получается из включений Al в закрепляющей структуре стеклянного покрытия. Следовательно, в листе электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления интенсивность второго пика больше, чем интенсивность первого пика, и математическая формула (1) удовлетворяется. Исходя из этого, граница между покрывающей частью стеклянного покрытия и закрепляющей структурой может быть классифицирована по профилю концентрации Al.
[0056]
Включения Al формируют границу в части поверхностного слоя основного стального листа, которая имеет магнитную проницаемость, отличную от магнитной проницаемости стального листа. Таким образом, включения Al, имеющие закрепляющую структуру, встроенную в участок поверхностного слоя основного стального листа, образуют магнитный полюс. В листе электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления множество включений Al, то есть магнитных полюсов, формируются в части поверхностного слоя основного стального листа, так что магнитные домены дополнительно разделяются.
[0057]
Пример, когда математическая формула (1) не удовлетворяется, включает в себя, например, случай, когда закрепляющая структура не развивается, и количество включений Al является малым. Пример такого листа электротехнической стали с ориентированной зеренной структурой показан на Фиг. 4. Значение ссылочных номеров на Фиг. 4 аналогично Фиг. 2 и 3. В примере, показанном на Фиг. 4, закрепляющая структура практически не развита, и поэтому включения Al присутствуют практически только в стеклянном покрытии (в части, соответствующей покрывающей части). В этом случае закрепляющая структура не развита, и включения Al, служащие магнитными полюсами, практически не образуются в части поверхностного слоя основного стального листа. Следовательно, эффект разделения магнитных доменов не может быть достигнут.
[0058]
(2-6. Способ наблюдения включений Al)
Закрепляющая структура стеклянного покрытия представляет собой часть, входящую в часть поверхностного слоя основного стального листа, и включения Al, содержащиеся в закрепляющей структуре, присутствуют в большом количестве в части поверхностного слоя основного стального листа от поверхности стеклянного покрытия до глубины 10 мкм. Следовательно, включения Al можно наблюдать следующим способом. Параллельное направлению прокатки вертикальное сечение части поверхностного слоя основного стального листа от поверхности стеклянного покрытия до глубины 10 мкм (в дальнейшем также называемой «областью наблюдения») наблюдается с помощью оптического микроскопа или FE-SEM (сканирующего электронного микроскопа с полевой эмиссией) и т.п. Затем состав области наблюдения анализируется с помощью EDS (энергодисперсионной рентгеновской спектроскопии), EPMA (электронно-зондового микроанализатора) и т.п. Это позволяет идентифицировать включения Al в области наблюдения. Например, можно измерить размер и частоту включений Al, которые будут описаны позже. Что касается частоты включений, например, может быть сделано множество фотографий области наблюдения, и частота включений, измеренная на каждой фотографии, может быть арифметически усреднена.
[0059]
(2-7. Размер и частота включений Al)
Предпочтительно, чтобы включения Al, имеющие диаметр эквивалентного по площади круга 1 мкм или больше, были рассеяны в области наблюдения со средней частотой 50 шт./мм или более в направлении прокатки. В этом случае эффект разделения магнитных доменов может быть дополнительно улучшен.
[0060]
Хотя присутствие включений Al, имеющих диаметр эквивалентного по площади круга менее 1 мкм, не оказывает негативного влияния на характеристики основного стального листа, считается, что такие включения Al вряд ли будут способствовать эффекту разделения магнитных доменов. Верхний предел диаметра эквивалентного по площади круга включений Al особенно не ограничивается. Однако, если размер включений Al является слишком большим, численная плотность включений Al относительно уменьшается, и эффект улучшения магнитных потерь может быть уменьшен. Поэтому, например, диаметр эквивалентного по площади круга предпочтительно составляет 10 мкм или меньше.
[0061]
Если частота включений Al составляет менее 50 шт./мм, частота образования магнитных полюсов уменьшается, и таким образом эффект разделения магнитных доменов может быть немного уменьшен. Верхний предел частоты включения особенно не ограничивается, но, если частота включения является слишком высокой, включения Al могут препятствовать самому движению доменных стенок. В этом случае магнитные потери могут ухудшиться. Следовательно, частота включения предпочтительно составляет 100 шт./мм или меньше.
[0062]
Как было описано выше, в листе электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления, когда интенсивность первого пика Al равна IAl_1, а интенсивность второго пика Al равна IAl_2, удовлетворяется соотношение (1). Когда условие (1) удовлетворяется, закрепляющая структура стеклянного покрытия является значительно развитой, и много включений Al формируются в закрепляющей структуре, другими словами в части поверхностного слоя основного стального листа. Поскольку эти включения Al формируют магнитные полюса, эффект разделения магнитных доменов может быть в достаточной степени улучшен за счет этих включений Al. Управление магнитными доменами, описанное ниже, может быть дополнительно применено к листу электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления. Следовательно, в соответствии с настоящим вариантом осуществления магнитные потери до управления магнитными доменами дополнительно улучшаются, и даже при термостойком управлении магнитными доменами, при котором маловероятно достижение достаточного эффекта снижения магнитных потерь, эффект уменьшения магнитных потерь может быть получен в достаточной степени.
[0063]
<3. Способ производства листа электротехнической стали с ориентированной зеренной структурой>
Далее будет описан один пример способа производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления. Способ производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления не ограничивается способом производства, описанным ниже, и может использоваться любой способ производства, если он может произвести лист электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления.
[0064]
(3-1. Схема способа производства)
Далее, способ производства листа электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления включает в себя стадию подготовки стального сляба, стадию повторного нагревания, стадию горячей прокатки, стадию отжига в горячем состоянии, стадию холодной прокатки, стадию обезуглероживающего отжига, стадию обработки азотированием, стадию нанесения сепаратора отжига, стадию окончательного отжига, стадию очищающего отжига и стадию охлаждения. Далее каждая стадия будет описана подробно.
[0065]
(3-2. Стадия подготовки стального сляба)
На этой стадии будет подготовлен стальной сляб. В частности, сталь плавится, например, с помощью конвертера или электропечи. Полученная таким образом расплавленная сталь опционально дегазируется в вакууме, а затем льется непрерывно или в слитки с последующей блюминговой прокаткой. В результате получается стальной сляб. Толщина стального сляба особенно не ограничивается, но обычно находится в диапазоне 150-350 мм, предпочтительно 220-280 мм. Однако, стальной сляб может быть так называемым тонким слябом, имеющим диапазон толщины 30-70 мм. Преимущество использования тонкого сляба заключается в том, что нет необходимости подвергать его грубой обработке до промежуточной толщины при изготовлении горячекатаного листа.
[0066]
Здесь компонентный состав стального сляба является тем же самым, что и у основного стального листа, описанного выше, за исключением содержания N. Далее будет описано только содержание N.
[0067]
(N: 0,004-0,012%)
N является элементом, который связывается с Al, образуя AlN, функционирующий как ингибитор. Однако N также является элементом, который образует пузыри (флокены) в стальном листе во время холодной прокатки. Если содержание N составляет менее 0,004%, формирование AlN является недостаточным. Следовательно, концентрация N устанавливается равной 0,004% или больше. Предпочтительно эта концентрация составляет 0,006% или больше, и более предпочтительно 0,007% или больше. Если концентрация N превышает 0,012%, в стальном листе во время холодной прокатки может образоваться много пузырей. Следовательно, концентрация N устанавливается равной 0,012% или меньше.
[0068]
(3-3. Стадия повторного нагревания)
На этой стадии стальной сляб повторно нагревается. Температура повторного нагревания стального сляба предпочтительно составляет 1280°C или ниже. Если температура повторного нагревания превышает 1280°C, количество расплавленной окалины увеличивается. Кроме того, поскольку MnS полностью растворяется в стальном слябе и тонко выделяется на последующих стадиях, необходимо устанавливать температуру обезуглероживающего отжига выше 900°C, чтобы получить желаемый размер первично рекристаллизованного зерна. Следовательно, в настоящем варианте осуществления предпочтительно повторно нагревать стальной сляб до 1280°С или ниже. Нижний предел температуры повторного нагревания особенно не ограничивается, но может составлять, например, 1100°C.
[0069]
(3-4. Стадия горячей прокатки, стадия отжига в горячем состоянии)
На стадии горячей прокатки стальной сляб после повторного нагревания подвергается горячей прокатке. На стадии отжига в горячем состоянии структура железа рекристаллизуется путем нагревания горячекатаного листа, полученного на стадии горячей прокатки, как описано выше, до температуры первой стадии от 1000 до 1150°С. Затем горячекатаный лист отжигается при температуре второй стадии от 850 до 1100°C, которая ниже, чем температура первой стадии. Эта стадия отжига в горячем состоянии в основном выполняется с целью гомогенизации неоднородной структуры, образующейся во время горячей прокатки.
[0070]
Таким образом, для того, чтобы гомогенизировать неоднородную структуру железа, образовавшуюся во время горячей прокатки, перед окончательной холодной прокаткой, в настоящем варианте осуществления важно выполнить отжиг один или несколько раз. Верхний предел температуры первой стадии в этом случае оказывает большое влияние на ингибитор. Например, если температура первой стадии превышает 1150°С, ингибитор тонко выделяется на последующих стадиях. Следовательно, верхний предел температуры первой стадии устанавливается равным 1150°C. С другой стороны, если температура первой стадии составляет менее 1000°C, рекристаллизация становится недостаточной, и структура железа после горячей прокатки становится неоднородной. Следовательно, нижний предел температуры первой стадии устанавливается равным 1000°C. Верхний предел температуры второй стадии также оказывает большое влияние на ингибитор. Например, если температура второй стадии превышает 1100°C, ингибитор тонко выделяется на последующих стадиях. Следовательно, верхний предел температуры второй стадии устанавливается равным 1100°C. Если температура второй стадии составляет менее 850°C, γ-фаза не образуется, и таким образом структура железа не может быть сделана однородной. Следовательно, нижний предел температуры второй стадии устанавливается равным 850°C. Кроме того, необходимо управлять температурой второй стадии так, чтобы она была ниже, чем температура первой стадии.
[0071]
(3-5. Стадия холодной прокатки)
После выполнения стадии отжига в горячем состоянии горячекатаный лист подвергается одной холодной прокатке или двум или более холодным прокаткам с промежуточным отжигом между ними. В результате получается окончательный холоднокатаный лист. Каждая холодная прокатка может выполняться при комнатной температуре, или может быть теплой прокаткой, при которой температуру стального листа повышают до температуры выше комнатной, например, примерно до 200°С.
[0072]
(3-6. Стадия обезуглероживающего отжига)
Стадия обезуглероживающего отжига включает в себя сначала стадию нагревания стального листа после стадии холодной прокатки (холоднокатаного листа) от температуры на входе t0°C до температуры выдержки на t2°C выше, чем температура на входе, и стадию выдержки, т.е. поддержания температуры холоднокатаного листа на уровне температуры выдержки t2°C в течение предопределенного времени. Стадия обезуглероживающего отжига выполняется во влажной атмосфере. Здесь температура на входе t0°C является температурой, при которой холоднокатаный лист вводится в отжиговую печь, и обычно она составляет 600°C или ниже. Температура выдержки представляет собой температуру в диапазоне от 700 до 900°С.
[0073]
Стадия выдержки (процесс поддержания температуры от 700 до 900°С в течение заданного времени) обезуглероживающего отжига выполняется с целью удаления углерода из стали и регулирования размера первично рекристаллизованного зерна до желаемого размера. Стадия выдержки предпочтительно выполняется при температуре выдержки t2°C в диапазоне температур 700°C - 900°C в течение некоторого периода времени таким образом, чтобы размер первично рекристаллизованного зерна составлял 15 мкм или больше. Если температура выдержки t2°C составляет менее 700°C, желаемый размер первично рекристаллизованного зерна не может быть достигнут, а если температура выдержки t2°C превышает 900°C, первично рекристаллизованное зерно превышает желаемый размер зерна.
[0074]
На стадии обезуглероживающего отжига первично рекристаллизованной текстурой (в частности, кристаллической ориентацией в текстуре) можно управлять путем управления скоростью нагрева в процессе нагревания. В первично рекристаллизованной текстуре предпочтительно уменьшать зерна азимута {111} и увеличивать зерна азимута {411} и зерна азимута Госса. Легкость рекристаллизации различается в зависимости от ориентации кристаллов, и зерна азимута {411}, скорее всего, рекристаллизуются при скорости нагрева около 100°C/сек, а зерна азимута Госса, скорее всего, рекристаллизуются пропорционально скорости нагрева. Следовательно, в настоящем варианте осуществления предпочтительно нагревать со скоростью нагрева HR1 40°C/с или больше, предпочтительно 75°C/с или больше, более предпочтительно 75-125°C/с, от t0°C, где температура стального листа равна 600°C или ниже, до t2°C (температура в зоне выдержки металла в печи) в диапазоне 700-900°C. Это позволяет уменьшить зерна азимута {111} и увеличить зерна азимута {411} и зерна азимута Госса. Хотя подробности будут описаны позже, SiO2 может образовываться и проявляться на части поверхностного слоя стального листа за счет регулирования скорости нагрева HR1 так, чтобы она составляла 40°C/с или больше в диапазоне температур t0 - t2. Таким образом, внутренний оксидный слой, содержащий большое количество SiO2, может быть сформирован в части поверхностного слоя стального листа. HR1 представляет собой среднюю скорость нагрева от t0°C до t2°C, и эта скорость может колебаться в части процесса нагревания и временно становиться менее 40°C/с.
[0075]
Кроме того, на стадии нагревания скорость нагрева может быть изменена между первой половиной и второй половиной.
В одном варианте осуществления стадия обезуглероживающего отжига включает в себя стадию нагревания холоднокатаного листа от температуры на входе t0°C 600°C или ниже до температуры выдержки на t2°C выше, чем температура на входе t0°C, и стадию выдержки, т.е. поддержания температуры холоднокатаного листа на уровне температуры выдержки t2°C. На стадии нагревания при обезуглероживающем отжиге скорость нагрева hr1 устанавливается равной 40°C/с или более, при этом температура холоднокатаного листа находится в диапазоне температуры на входе t0°C от 700 до 900°C и до тех пор, пока она не достигает желаемой температуры t1°C, которая ниже, чем температура выдержки t2°C. Скорость нагрева hr2 может составлять 15°C/с - 30°C/с до тех пор, пока температура холоднокатаного листа не достигнет температуры выдержки t2°C от желаемой температуры t1°C.
[0076]
В частности, как показано на Фиг. 5, скорость нагрева hr1 в диапазоне температур, в котором температура холоднокатаного листа находится внутри диапазона температуры на входе t0°C от 700 до 900°C и до тех пор, пока она не достигает желаемой температуры t1°C, которая ниже, чем температура выдержки t2°C (то есть в диапазоне температур быстрого нагрева), устанавливается равной 40°C/с или больше, а скорость нагрева hr2 в том диапазоне температур, пока температура холоднокатаного листа не достигнет температуры выдержки t2°C от желаемой температуры t1°C, устанавливается равной 15°C/с - 30°C/с. Желаемая температура t1°C может быть произвольно установлена внутри диапазона, в котором удовлетворяются вышеуказанные условия, но при установке желаемой температуры t1°C равной или ниже точки Кюри (750°C) стального листа нагрев в диапазоне температур от температуры на входе t0°C до желаемой температуры t1°C (в диапазоне температур быстрого нагрева) может осуществляться устройством индукционного нагрева.
[0077]
Здесь скорость нагрева hr1 может составлять 40°C/с или больше, и предпочтительно 75-125°C/с.
В настоящем варианте осуществления скорость нагрева hr1 от температуры на входе t0°C до температуры выдержки t1°C устанавливается равной 40°C/с или больше. Это позволяет уменьшить зерна азимута {111} и увеличить зерна азимута {411} и зерна азимута Госса. Скорость нагрева hr1 предпочтительно составляет 75°C/с или выше, и более предпочтительно 75-125°C/с.
[0078]
Кроме того, в настоящем варианте осуществления скорость нагрева hr2 в диапазоне температур от желаемой температуры t1°C до температуры выдержки t2°C может быть установлена равной 15°C/с - 30°C/с. Нижний предел скорости нагрева hr2 предпочтительно составляет 16°C/с. По сути в настоящем варианте осуществления скорость нагрева hr2 после того, как температура холоднокатаного листа достигнет желаемой температуры t1°C, может быть установлена в относительно высокое значение, от более 15°C/с до 30°C/с. В результате можно получить первично рекристаллизованную зернистую текстуру, в которой частоты зерен азимута {411} и зерен азимута Госса высоки, а размер кристаллических зерен азимута Госса увеличен. В результате размер вторично рекристаллизованного зерна уменьшается при вторичной рекристаллизации за счет последующего окончательного отжига. Следовательно, может быть получен лист электротехнической стали с ориентированной зеренной структурой, имеющий хорошие магнитные потери.
[0079]
Здесь причина, по которой вышеописанный эффект достигается, когда скорость нагрева hr2 поддерживается в диапазоне от более 15°C/с до 30°C/с, неясна, но авторы настоящего изобретения рассматривают ее следующим образом. В диапазоне температур от желаемой температуры t1°C до температуры выдержки t2°C (температура выдержки составляет 700-900°C) для быстрого нагревания будет происходить рекристаллизация нерекристаллизованных зерен и рост кристаллических зерен, которые уже были рекристаллизованы. При температуре выдержки t2°C все нерекристаллизованные зерна становятся рекристаллизованными зернами. После этого, на стадии выдержки (отжиг с выдержкой) при температуре выдержки t2°C рекристаллизованные зерна переходят в режим роста зерен, при этом происходит захват азимутальных зерен, имеющих малый размер кристаллического зерна, и азимутальные зерна, имеющие большой размер кристаллического зерна, увеличивают свой размер. Здесь, зерна азимута Госса уже завершили рекристаллизацию при желаемой температуре t1°C или ниже. Росту зерна азимута Госса, которое уже завершило рекристаллизацию, будет способствовать регулирование скорости нагрева hr2 от желаемой температуры t1°C до температуры выдержки t2°C в диапазоне от более 15°C/с до 30°C/с, и предпочтительно 16°C/с или больше и 30°C/с или меньше. Таким образом, поскольку зерна азимута Госса уже представляют собой кристаллические зерна большого диаметра в начале стадии выдержки, они могут существовать без вторжения других азимутальных зерен на стадии выдержки.
[0080]
Здесь, если скорость нагрева hr2 равна 15°C/с или меньше рост кристаллических зерен по азимуту рекристаллизации после желаемой температуры t1°C конкурирует с ростом зерен азимута Госса, и зерна азимута Госса не могут вырасти в достаточной степени. В результате частота зерен азимута Госса в первично рекристаллизованной зернистой текстуре уменьшается, и электротехнический стальной лист, имеющий хорошие характеристики магнитных потерь, не может быть получен. С другой стороны, если скорость нагрева hr2 составляет более 30°C/с, частота и размер кристаллических зерен азимута Госса в первично рекристаллизованной зернистой текстуре становятся чрезвычайно большими, и размерное свойство (однородность) всей текстуры значительно ухудшается. Следовательно, устойчивые вторично рекристаллизованные зерна не могут быть получены, и в результате характеристики магнитных потерь ухудшаются.
Кроме того, верхний предел hr2 может быть не выше чем 25°C, или ниже чем 25°C. Диапазон hr2 может быть достигнут путем нагрева с использованием различных нагревательных устройств, что подробно описано ниже. Однако, если hr2 становится слишком большой и выходит за пределы температуры выдержки t2, это может привести к невозможности последующей вторичной рекристаллизации. Следовательно, устанавливая верхний предел hr2 не выше 25°C или ниже 25°C, можно предотвратить превышение температуры выдержки t2, что является предпочтительным.
[0081]
(3-6-1. Способ нагрева на стадии обезуглероживающего отжига)
Нагревание во время стадии обезуглероживающего отжига может быть выполнено с помощью индукционного нагрева. В этом случае гибкость скорости нагрева является высокой, стальной лист можно нагревать бесконтактным способом, и можно получить эффект относительно простой установки в печи для обезуглероживающего отжига.
[0082]
В частности, если скорость нагрева изменяется между первой половиной и второй половиной, и желаемая температура t1°C не превышает 750°C, что является точкой Кюри стального листа, холоднокатаный лист может быть быстро нагрет от температуры на входе t0°C до желаемой температуры t1°C только с помощью устройства индукционного нагрева.
[0083]
С другой стороны, нагрев от желаемой температуры t1°C до температуры выдержки t2°C и последующая стадия выдержки могут быть выполнены с использованием нагревательного устройства с использованием источника лучистого тепла, такого как излучающая трубка. Нагревать индукционным нагревательным устройством после точки Кюри затруднительно, но нагревательное устройство с использованием лучистого источника тепла может стабильно нагревать холоднокатаный лист даже в таком диапазоне температур. Кроме того, нагрев лучистым теплом имеет то преимущество, что им легко управлять в диапазоне скорости нагрева hr2 (в более низком диапазоне, чем скорость нагрева hr1).
[0084]
Конечно же, способ нагрева особенно не ограничивается. В дополнение к вышеупомянутому способу, способ нагревания может представлять собой способ с использованием высокоэнергетического источника тепла, такого как новый лазер или плазма, способ с использованием нагревательного устройства с прямой подачей питания и т.п. Их также можно комбинировать по мере необходимости. Однако, использование индукционного нагревательного устройства или нагревательного устройства с использованием источника лучистого тепла дает преимущество, состоящее в том, что холоднокатаный лист можно нагревать без непосредственного контакта нагревательного устройства с холоднокатаным листом.
[0085]
Здесь способ измерения скорости нагрева HR1, HR2 (которые будут описаны позже), hr1, hr2 и т.д. особенно не ограничивается, и ее можно рассчитать путем измерения температуры стального листа с помощью, например, радиационного термометра и т.п. Однако, если трудно измерить температуры стального листа t0, t1, t2 и т.д., и трудно точно оценить точки начала и конца HR1, HR2, hr1, hr2 и т.д., эти точки могут быть оценены путем сравнения каждого термического профиля в процессе повышения температуры.
[0086]
(3-7. Стадия обработки азотированием)
После обезуглероживающего отжига стальной лист подвергается обработке азотированием так, чтобы концентрация азота в стальном листе составляла 40 частей на миллион или больше и 1000 частей на миллион или меньше. Если концентрация азота в стальном листе после обработки азотированием составляет менее 40 частей на миллион, AlN выделяется в стальном листе в недостаточной степени, и AlN не функционирует как ингибитор. Следовательно, концентрация азота в стальном листе устанавливается равной 40 частей на миллион или больше. С другой стороны, если концентрация азота в стальном листе превышает 1000 частей на миллион, избыточный AlN присутствует в стальном листе даже после завершения вторичной рекристаллизации при окончательном отжиге. Такой AlN вызывает ухудшение магнитных потерь. Следовательно, концентрация азота в стальном листе устанавливается равной 1000 частей на миллион или меньше.
[0087]
(3-8. Стадия нанесения сепаратора отжига)
После стадии обработки азотированием сепаратор отжига наносится на поверхность стального листа. Окончательный отжиг, описываемый позже, может быть выполнен в таком состоянии, когда стальной лист смотан в рулон. Если окончательный отжиг выполняется в таком состоянии, рулон может быть запечен до заклинивания, и может быть трудно размотать рулон. Следовательно, в настоящем варианте осуществления применяется сепаратор отжига, чтобы можно было размотать рулон после окончательного отжига. Здесь основным компонентом сепаратора отжига является MgO, и MgO в сепараторе отжига вступает в твердофазную реакцию с SiO2 во внутреннем оксидном слое во время окончательного отжига с образованием форстерита (Mg2SiO4) и стеклянного покрытия.
[0088]
(3-9. Стадия окончательного отжига)
Стадия окончательного отжига представляет собой отжиг, который также называется стадией отжига вторичной рекристаллизации, и является процессом, способствующим вторичной рекристаллизации структуры железа. На стадии окончательного отжига стальной лист нагревается до приблизительно 1200°C, как будет описано позже. Здесь в процессе нагревания предпочтительно, чтобы скорость нагрева HR2 составляла 15°C/час или меньше в диапазоне температур по меньшей мере 1000°C - 1100°C. Кроме того, вместо регулирования скорости нагрева также эффективно поддерживать температуру в диапазоне 1000°C - 1100°C в течение 10 час или больше. Таким образом, скорость нагрева в этом диапазоне температур является чрезвычайно медленной. В результате может быть поддержан предпочтительный рост (вторичная рекристаллизация) зерен азимута Госса. Если скорость нагрева HR2 является слишком высокой (больше чем 15°C/час), будут расти кристаллические зерна, имеющие азимут кристалла, отличающийся от азимута Госса. Скорость нагрева в других диапазонах температур особенно не ограничивается и может быть примерно той же самой, что и при обычном окончательном отжиге.
[0089]
Стадия окончательного отжига выполняется в смешанной атмосфере азота и водорода. Кроме того, в настоящем варианте осуществления концентрация азота (парциальное давление азота) регулируется так, чтобы она постепенно понижалась в процессе нагревания. В частности, когда диапазон температур 700 - 900°C упоминается как T2, диапазон температур 800-1000°C упоминается как T3, и диапазон температур 900-1200°C упоминается как T4, парциальное давление азота P0 от комнатной температуры до T2 (T2 или меньше) составляет 60-90%, парциальное давление азота P1 от T2 до T3 (больше чем T2 и T3 или меньше) составляет 40-60%, и парциальное давление азота P2 от T3 до T4 (больше чем T3 и T4 или меньше) составляет 10-40%. При этом T2 < T3 < T4 и P0 > P1 > P2. Подробности будут описаны позже, но за счет постепенного понижения парциального давления азота таким образом закрепляющая структура стеклянного покрытия может быть развита в значительной степени. Когда T4 устанавливается ниже 1200°C, парциальное давление азота в диапазоне от T4 до 1200°C составляет 0% (парциальное давление водорода равно 100%).
[0090]
(3-10. Стадия очищающего отжига)
На стадии очищающего отжига после стадии окончательного отжига включения (AlN, MnS, и т.д.), используемые в качестве ингибитора, обезвреживаются путем очистки после завершения вторичной рекристаллизации. Это позволяет уменьшить гистерезисные потери в окончательных магнитных характеристиках. На стадии очищающего отжига, например, предпочтительно выдерживать стальной лист при 1200°С в течение 10 час или больше в атмосфере водорода.
[0091]
(3-11. Стадия охлаждения)
После стадии очищающего отжига стальной лист охлаждается. Здесь предпочтительно, чтобы скорость охлаждения (скорость снижения температуры) CR в диапазоне температур (Т5) от 1200 до 1000°С составляла от 30 до 100°C/час. Скорость охлаждения CR более предпочтительно составляет 30-50°C/час. Хотя подробности будут описаны позже, закрепляющая структура может быть дополнительно развита путем снижения скорости охлаждения CR.
[0092]
С помощью вышеупомянутой стадии может быть произведен лист электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления. Причина, по которой лист электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления может быть произведен с помощью каждой из вышеупомянутых стадий, неясна, но авторы настоящего изобретения в целом рассматривают эту причину следующим образом.
[0093]
Во-первых, в процессе нагрева на стадии обезуглероживающего отжига, путем регулирования скорости нагрева HR1 в диапазоне температур t0 - t2 так, чтобы она составляла 40°C/с или больше, внутренний оксидный слой, содержащий большое количество SiO2, может быть сформирован в части поверхностного слоя стального листа перед окончательным отжигом.
[0094]
Затем, на стадии окончательного отжига, форстерит (Mg2SiO4) образуется при твердофазной реакции между SiO2 во внутреннем оксидном слое и MgO в сепараторе отжига. Затем форстерит накапливается на поверхности стального листа, образуя стеклянное покрытие. В результате на поверхности стального листа (основного стального листа) образуется стеклянное покрытие. Здесь, как было описано выше, на стадии окончательного отжига парциальное давление азота постепенно понижается от высокого парциального давления до низкого в диапазоне температур 700-1200°C. В результате MgO в сепараторе отжига также устойчиво реагирует с SiO2, присутствующим в более глубоком положении во внутреннем оксидном слое, образуя форстерит. Таким образом, стеклянное покрытие внедряется в часть поверхностного слоя основного стального листа, и формируется закрепляющая структура. Кроме того, закрепляющая структура развивается по мере того, как образующийся форстерит испытывает рост по Оствальду. В частности, трехмерная сетевая структура закрепляющей структуры усложняется, и ветви, составляющие закрепляющую структуру, становятся более толстыми.
[0095]
С другой стороны, при температуре приблизительно 1000°C или выше N отделяется, в то время как AlN, который является ингибитором в основном стальном листе, плывет в сторону стеклянного покрытия. После этого Al, достигающий концевой части закрепляющей структуры, реагирует с форстеритом в закрепляющей структуре, образуя включения Al (MgAl2O4 и т.п.). Эти включения Al захватываются закрепляющей структурой и удерживаются в ней. Кроме того, на стадии охлаждения путем регулирования скорости охлаждения CR в диапазоне температур (T5) от 1200 до 1000°C в диапазоне 30-100°C/час стимулируется рост по Оствальду включений Al, составляющих закрепляющую структуру, и закрепляющая структура дополнительно развивается. При этом ветви включений Al усложняются и утолщаются. Включения Al, обильно распределенные в этой закрепляющей структуре, соответствуют второму пику профиля концентрации Al. Значительная часть Al, отделившегося от AlN, который является ингибитором в основном стальном листе, формирует включения Al в закрепляющей структуре, но часть отделившегося Al достигает части стеклянного покрытия, отличающейся от закрепляющей структуры, то есть покрывающей части, и включения Al формируются в покрывающей части стеклянного покрытия. Включения Al, присутствующие в этом стеклянном покрытии, соответствуют первому пику профиля концентрации Al. Следовательно, второй пик, соответствующий включениям Al закрепляющей структуры, больше, чем первый пик, соответствующий включениям Al стеклянного покрытия. Таким образом, включения Al растут в закрепляющей структуре и развиваются в части поверхностного слоя основного стального листа, так что математическая формула (1) удовлетворяется. Фиг. 2 и 3 показывают пример, в котором закрепляющая структура развивается (то есть математическая формула (1) удовлетворяется), а Фиг. 4 показывает пример, в котором закрепляющая структура не развивается (то есть математическая формула (1) не удовлетворяется).
[0096]
Чем ниже скорость охлаждения CR, тем больше развивается закрепляющая структура. Таким образом, чем ниже скорость охлаждения CR, тем выше частота включений Al, и в результате она достигает 50 шт./мм или больше.
[0097]
После выполнения каждой из вышеупомянутых стадий могут быть дополнительно выполнены стадия покрытия изолирующей пленкой и стадия управления магнитными доменами.
[0098]
(3-12. Покрытие изолирующей пленкой)
Поверхность стального листа после стадии охлаждения покрывается изолирующей пленкой, которая затем запекается. Тип изолирующей пленки особенно не ограничивается, и любая традиционно известная изолирующая пленка является подходящей для листа электротехнической стали с ориентированной зеренной структурой настоящего варианта осуществления. Примеры изолирующей пленки включают в себя пленку, формируемую путем нанесения водного пленкообразующего раствора, содержащего фосфатную соль и коллоидный кремнезем. В этом случае примеры фосфатной соли включают в себя фосфаты, такие как фосфаты Ca, Al и Sr. Из них фосфат алюминия является более предпочтительным. Коллоидный кремнезем особенно не ограничивается, и размер его частиц может быть определен подходящим образом. Особенно предпочтительным размером частиц (средним размером частиц) является 200 нм или меньше. Даже если размер частиц составляет менее 100 нм, нет никаких затруднений в дисперсии, но производственные затраты увеличиваются, что может быть нереалистичным. Если размер частиц превышает 200 нм, они могут оседать в жидкости для покрытия.
[0099]
Предпочтительно наносить жидкость для покрытия изолирующей пленкой на поверхность стального листа с помощью способа влажного покрытия, например, с использованием устройства для нанесения покрытия валиком, и запекать ее в воздушной атмосфере при температуре 800-900°C в течение 10-60 с, чтобы сформировать изолирующую пленку с натяжением.
[0100]
(3-13. Стадия управления магнитным доменом)
Конкретный способ обработки для стадии управления магнитными доменами особенно не ограничивается, и более низкие магнитные потери могут быть получены при управлении магнитными доменами, например, с помощью лазерного облучения, электронного луча, травления или способа формирования бороздок с использованием зубчатых колес (накатки). Как было описано выше, магнитные потери значительно улучшаются в листе электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления даже до управления магнитными доменами. Следовательно, даже если выполняется термостойкое управление магнитными доменами, при котором маловероятно достижение достаточного эффекта снижения магнитных потерь, эффект уменьшения магнитных потерь может быть получен в достаточной степени.
ПРИМЕРЫ
[0101]
Далее будут описаны примеры настоящего изобретения. Условия в следующих примерах являются примерами условий, используемыми для того, чтобы подтвердить выполнимость и эффекты настоящего изобретения, и настоящее изобретение не ограничивается этими примерами условий. Настоящее изобретение может использовать различные условия, пока цель настоящего изобретения достигается без отступления от сути настоящего изобретения.
[0102]
<1. Пример 1>
В Примере 1 стальной сляб, имеющий компонентный состав, показанный в Таблице 1, был нагрет до 1150°C, а затем подвергнут горячей прокатке, чтобы получить горячекатаный лист с толщиной 2,6 мм. Затем горячекатаный лист был подвергнут отжигу в горячем состоянии с температурой первой стадии 1100°C и температурой второй стадии 900°C. Затем горячекатаный лист был подвергнут холодной прокатке один или несколько раз с промежуточным отжигом между ними, чтобы получить холоднокатаный лист, имеющий окончательную толщину 0,23 мм.
[0103]
[0104]
Затем холоднокатаный лист, имеющий окончательную толщину 0,23 мм, был подвергнут обезуглероживающему отжигу и азотированию (отжигу для увеличения количества азота в стальном листе). Скорость нагрева HR1 при обезуглероживающем отжиге была установлена равной 100°C/с. Для нагрева использовалась излучающая трубка. Значение t0 составляло 550°C, а значение t2-840°C. В диапазоне температур выдержки температура t2 поддерживалась в течение 100 с. Концентрация азота составляла 200-2500 частей на миллион, и анализ выполнялся способом, описанным в стандарте JIS G 1228.
[0105]
После этого сепаратор отжига, содержащий оксид магния (MgO) в качестве главного компонента, был нанесен на поверхность стального листа, и был выполнен окончательный отжиг. На стадии окончательного отжига стальной лист нагревался до 1200°C. Скорость нагрева в диапазоне температур 1000-1100°C была установлена равной 10°C/час. Кроме того, что касается атмосферы отжига, парциальное давление азота Р0 до 800°С (до Т2) составляло 80%, парциальное давление азота Р1 до 1000°С (до Т3) составляло 50%, и парциальное давление азота Р2 до 1200°С (до Т4) было установлено на уровне 20%. Однако, атмосфера отжига Сравнительных примеров b10 и b11 была атмосферой, которая будет описана позже. Очистка проводилась при 1200°C в течение 10 час.
[0106]
На последующей стадии охлаждения стальной лист охлаждался при скорости охлаждения CR 60°C/час в диапазоне температур (T5) от 1200°C до 1000°C. Однако, скорость охлаждения CR Сравнительных примеров b12 и b13 была установлена в значение, которое будет описано позже. Лист электротехнической стали с ориентированной зеренной структурой был произведен с помощью вышеописанных стадий.
[0107]
Затем была измерена концентрация кислорода в листе электротехнической стали с ориентированной зеренной структурой, и профиль концентрации Al был дополнительно измерен с помощью GDS. Концентрация кислорода была проанализирована способом, описанным в стандарте JIS G 1239. Выходная мощность GDS была установлена равной 35 Вт, и данные получались с интервалами 0,01 с. Результаты показаны в Таблице 2.
[0108]
Затем водная жидкость для нанесения покрытия, состоящая из фосфатной соли и коллоидного кремнезема, была нанесена на этот стальной лист, и стальной лист запекался на воздухе при 800°C в течение 60 с. В результате изолирующая пленка с натяжением была сформирована на поверхности стального листа (более конкретно, на поверхности стеклянного покрытия). Затем были измерены магнитные потери W17/50 (потери энергии, измеренные при условиях возбуждения 1,7 Тл и 50 Гц) в листе электротехнической стали с ориентированной зеренной структурой, на который была нанесена изолирующая пленка с натяжением. Измерения выполнялись в соответствии со стандартом JIS C 2550. Результаты показаны в Таблице 2.
[0109]
IAl_1/IAl_2
[0110]
В Примерах по изобретению B1 - B17 листа электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления, которые удовлетворяют всем требованиям (компонентный состав, концентрация кислорода и формула (1) в отношении профиля концентрации Al), были получены магнитные потери 0,85 Вт/кг или меньше, что говорит о хороших магнитных свойствах.
[0111]
С другой стороны, в Сравнительных примерах b1, b2, b4 и b5, поскольку использовались стальные слябы, в которых содержание некоторых компонентов находилось вне диапазона настоящего варианта осуществления, вторичная рекристаллизация не происходила, и их магнитные потери превысили 1,0 Вт/кг, т.е. были плохими. В Сравнительных примерах b3 и b9, поскольку использовались стальные слябы, в которых содержание некоторых компонентов было ниже диапазона настоящего варианта осуществления, их собственное сопротивление было небольшим, и их магнитные потери составили 0,9 Вт/кг или больше, т.е. были плохими. В Сравнительных примерах b6 и b7, поскольку использовались стальные слябы, в которых содержание некоторых компонентов превышало диапазон настоящего варианта осуществления, примеси оставались в слябах, и их магнитные потери составили 0,9 Вт/кг или больше, т.е. были плохими. В Сравнительном примере b8, поскольку использовался стальной сляб, в котором содержание некоторых компонентов находилось вне диапазона настоящего варианта осуществления, стальной лист после повторного нагревания стал хрупким, и прокатку пришлось прекратить. В Сравнительных примерах b10 и b11 парциальное давление азота P0 до 800°C (до T2) составляло 50%, парциальное давление азота P1 до 1000°C (до T3) составляло 50%, и парциальное давление азота P2 до 1200°C (до T4) составляло 50% относительно атмосферы окончательного отжига. Таким образом, парциальное давление азота поддерживалось постоянным. Следовательно, закрепляющая структура стеклянного покрытия не развивалась, и магнитные потери превышали 0,85 Вт/кг, т.е. были плохими. В Сравнительных примерах b12 и b13 скорость охлаждения CR в диапазоне температур (T5) от 1200°C до 1000°C был установлена равной 150°C/час на стадии охлаждения после окончательного отжига. Следовательно, закрепляющая структура стеклянного покрытия, в частности включения Al, не развивалась, и магнитные потери превышали 0,85 Вт/кг, т.е. были плохими.
[0112]
<2. Пример 2>
В Примере 2 стальной сляб, имеющий компонентный состав, показанный в Таблице 1, был нагрет до 1150°C, а затем подвергнут горячей прокатке, чтобы получить горячекатаный стальной лист с толщиной 2,6 мм. Затем горячекатаный лист был подвергнут отжигу в горячем состоянии с температурой первой стадии 1100°C и температурой второй стадии 900°C. Затем горячекатаный лист был подвергнут холодной прокатке один или несколько раз с промежуточным отжигом между ними, чтобы получить холоднокатаный лист, имеющий окончательную толщину 0,23 мм.
[0113]
Затем холоднокатаный стальной лист, имеющий окончательную толщину 0,23 мм, был подвергнут обезуглероживающему отжигу и азотированию (отжигу для увеличения количества азота в стальном листе). Скорость нагрева HR при обезуглероживающем отжиге составляла 100°C/с. Для нагрева использовалась излучающая трубка. Значение t0 составляло 580°C, а значение t2-860°C. В диапазоне температур выдержки температура t2 поддерживалась в течение 120 с. Концентрация азота составляла 220-260 частей на миллион, и анализ выполнялся способом, описанным в стандарте JIS G 1228.
[0114]
После этого сепаратор отжига, содержащий оксид магния (MgO) в качестве главного компонента, был нанесен на поверхность стального листа, и был выполнен окончательный отжиг. На стадии окончательного отжига стальной лист нагревался до 1200°C. Скорость нагрева в диапазоне температур 1000-1100°C была установлена равной 10°C/час. Здесь атмосфера отжига и скорость охлаждения CR на последующей стадии охлаждения были различны для каждого из примеров по настоящему изобретению. В частности, что касается атмосферы отжига Примеров по настоящему изобретению C1 - C3 (см. Таблицу 3), парциальное давление азота P0 до 800°C (до T2) было установлено равным 90%, парциальное давление азота P1 до 1000°C (до T3) было установлено равным 60%, и парциальное давление азота P2 до 1200°C (до T4) было установлено равным 30%. На последующей стадии охлаждения скорость охлаждения CR в диапазоне температур (T5) от 1200°C до 1000°C была установлена равной 100°C/час.
[0115]
С другой стороны, что касается атмосферы отжига Примеров по настоящему изобретению C4 - C17 (см. Таблицу 3), парциальное давление азота P0 до 800°C (до T2) было установлено равным 75%, парциальное давление азота P1 до 1000°C (до T3) было установлено равным 50%, и парциальное давление азота P2 до 1200°C (до T4) было установлено равным 30%. Кроме того, скорость охлаждения CR в диапазоне температур (T5) от 1200°C до 1000°C была установлена равной 40°C/час.
[0116]
После этого концентрация кислорода в листе электротехнической стали с ориентированной зеренной структурой была измерена тем же самым образом, что и в Примере 1, и профиль концентрации Al был дополнительно измерен с помощью GDS. Концентрация кислорода была проанализирована способом, описанным в стандарте JIS G 1239. Кроме того, в Примере 2 также наблюдалось сечение листа электротехнической стали с ориентированной зеренной структурой. В частности, в параллельном направлению прокатки вертикальном сечении части поверхностного слоя основного стального листа область от поверхности стеклянного покрытия до глубины 10 мкм, т.е. область наблюдения, была сфотографирована с помощью оптического микроскопа. Увеличение на момент фотографирования составляло 400х, и для каждого образца было сделано 10 изображений. Затем состав области наблюдения на каждом изображении был проанализирован с помощью SEM-EDS. Путем измерения частоты включений Al (частоты включений в направлении прокатки), имеющих диаметр эквивалентного по площади круга 1 мкм или больше, на каждом из этих 10 изображений и их арифметического усреднения была вычислена частота включений Al (численная частота) в каждом образце. Результаты показаны в Таблице 3.
[0117]
Затем водная жидкость для нанесения покрытия, состоящая из фосфатной соли и коллоидного кремнезема, была нанесена на этот стальной лист, и стальной лист запекался на воздухе при 800°C в течение 60 с. В результате изолирующая пленка с натяжением была сформирована на поверхности стального листа (более конкретно, на поверхности стеклянного покрытия). Затем были измерены магнитные потери W17/50 (потери энергии, измеренные при условиях возбуждения 1,7 Тл и 50 Гц) в листе электротехнической стали с ориентированной зеренной структурой, на который была нанесена изолирующая пленка с натяжением. Измерение было выполнено в соответствии со стандартом JIS C 2550. Результаты показаны в Таблице 3.
[0118]
IAl_1/IAl_2
[0119]
Магнитные потери Примеров C4 - C17 по настоящему изобретению, удовлетворяющих условию частоты включений Al 50 шт./мм или больше, составили 0,80 Вт/кг или меньше, что лучше, чем у Примеров C1 - C3 по настоящему изобретению, имевших частоту включений Al менее 50 шт./мм. Поскольку скорости охлаждения в Примерах C4 - C17 по настоящему изобретению были ниже, чем скорости охлаждения в Примерах C1 - C3, считается, что такой результат был получен.
[0120]
Хотя предпочтительные варианты осуществления настоящего изобретения были подробно описаны со ссылками на приложенные чертежи, настоящее изобретение не ограничивается этими примерами. Специалист в данной области техники легко сможет внести различные изменения или исправления в рамках технических идей, описанных в формуле изобретения. Следует понимать, что эти изменения или исправления естественным образом также входят в техническую область охвата настоящего изобретения.
ОБЪЯСНЕНИЕ ССЫЛОЧНЫХ ЦИФР
[0121]
1: Первый пик Al
2: Второй пик Al
a: Стеклянное покрытие (Mg2SiO4)
b: Включения Al
c: Основной стальной лист

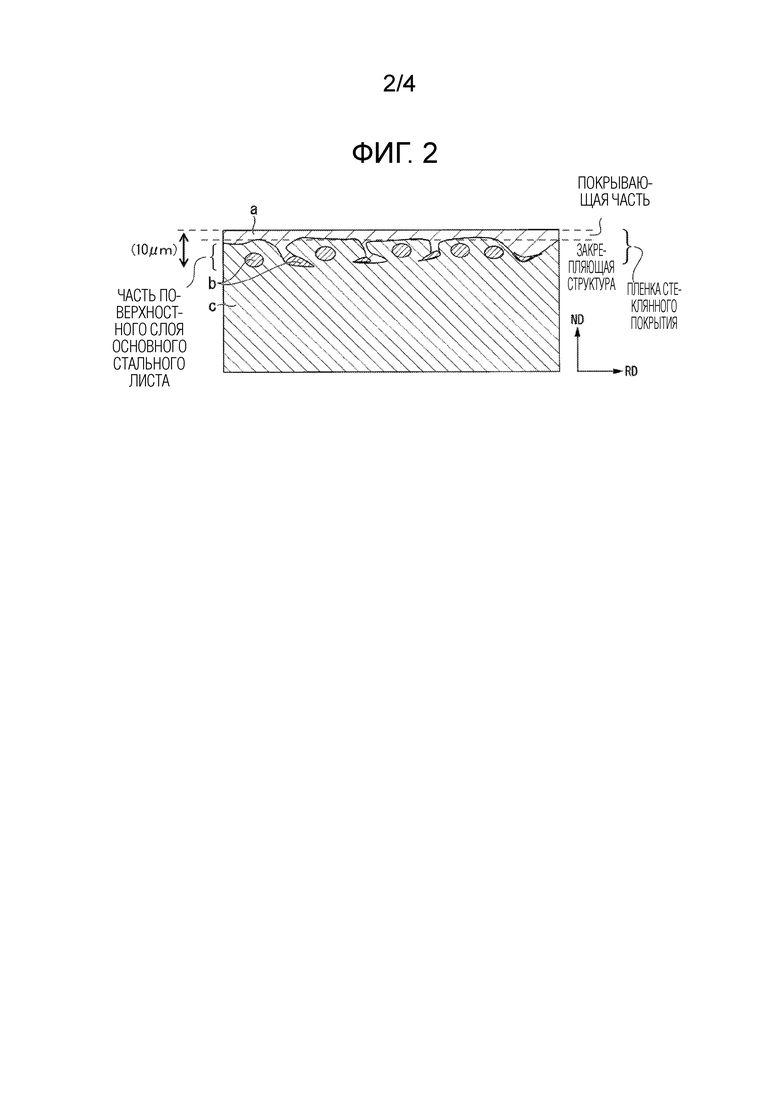

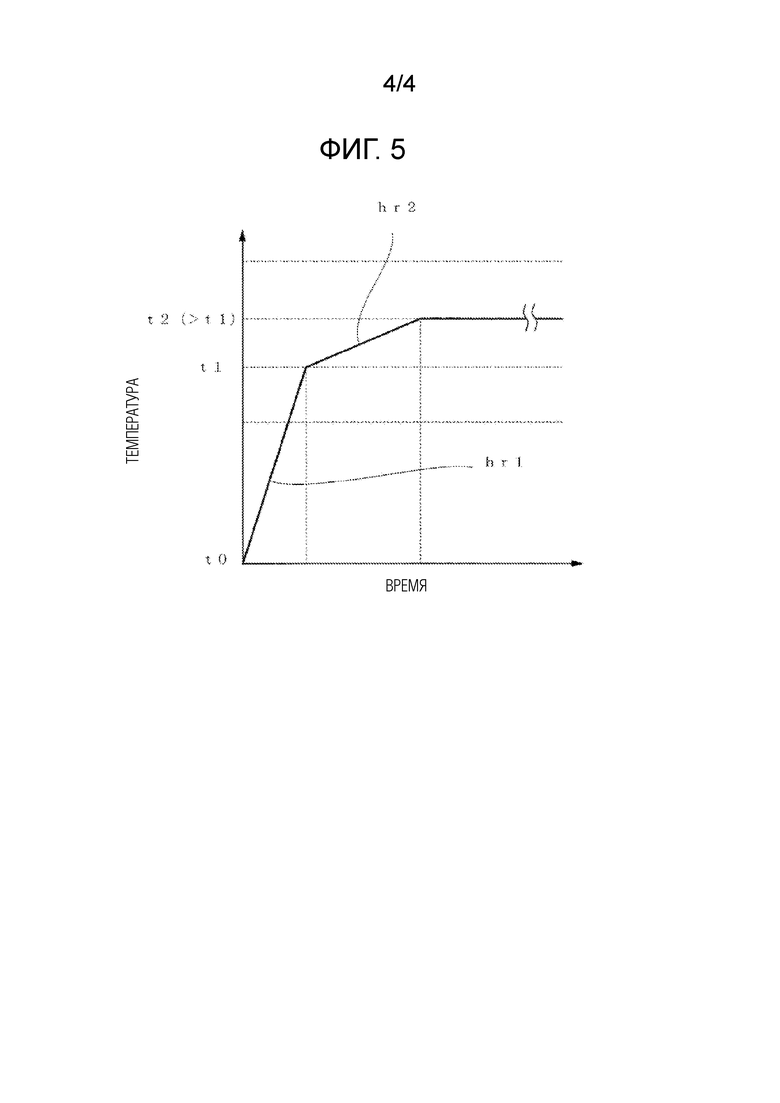
Изобретение относится к металлургии, а именно к листу электротехнической стали с ориентированной зеренной структурой, и может быть использовано при производстве сердечников трансформаторов. Лист электротехнической стали с ориентированной зеренной структурой содержит основной стальной лист и стеклянное покрытие, сформированное на поверхности основного стального листа и имеющее покрывающую часть и закрепляющую структуру, входящую в основной стальной лист. Основной стальной лист включает в качестве химического состава в мас.%: 0,010 или меньше C, от 2,00 до 4,00 Si, от 0,05 до 1,00 Mn, от 0,010 до 0,065 или меньше Al, 0,004 или меньше N и 0,010 или меньше S с остатком из Fe и примесей. Концентрация кислорода в стеклянном покрытии и основном стальном листе составляет 2500 частей на миллион или меньше. Профиль концентрации Al, полученный с помощью оптической эмиссионной спектрометрии тлеющего разряда (GDS), имеет по меньшей мере два пика, при этом первый пик, имеющий интенсивность IAl_1 первого пика Al, получают от включений Al в покрывающей части стеклянного покрытия, а второй пик, имеющий интенсивность IAl_2 второго пика Al, получают от включений Al в закрепляющей структуре стеклянного покрытия, причем интенсивность каждого из пиков определена как максимальная интенсивность пика Al в покрывающей части и в закрепляющей структуре при выполнении соотношения: IAl_1<IAl_2. Обеспечивает улучшение магнитных потерь до управления магнитными доменами с одновременным достижением достаточного эффекта улучшения магнитных потерь даже при термостойком управлении магнитными доменами. 1 з.п. ф-лы, 5 ил., 3 табл., 2 пр.
1. Лист электротехнической стали с ориентированной зеренной структурой, содержащий:
основной стальной лист; и
стеклянное покрытие, сформированное на поверхности основного стального листа и имеющее покрывающую часть и закрепляющую структуру, входящую в основной стальной лист,
отличающийся тем, что основной стальной лист включает в качестве химического состава в мас.%: 0,010 или меньше C, от 2,00 до 4,00 Si, от 0,05 до 1,00 Mn, от 0,010 до 0,065 или меньше Al, 0,004 или меньше N и 0,010 или меньше S, с остатком из Fe и примесей;
концентрация кислорода в стеклянном покрытии и основном стальном листе составляет 2500 частей на миллион или меньше; и
профиль концентрации Al, полученный с помощью оптической эмиссионной спектрометрии тлеющего разряда (GDS), имеет по меньшей мере два пика,
при этом первый пик, имеющий интенсивность IAl_1 первого пика Al, получают от включений Al в покрывающей части стеклянного покрытия, а второй пик, имеющий интенсивность IAl_2 второго пика Al, получают от включений Al в закрепляющей структуре стеклянного покрытия, причем интенсивность каждого из пиков определена как максимальная интенсивность пика Al в покрывающей части и в закрепляющей структуре при выполнении соотношения:
IAl_1<IAl_2 выражение (1).
2. Лист электротехнической стали с ориентированной зеренной структурой по п. 1, отличающийся тем, что в вертикальном сечении части поверхностного слоя основного стального листа, параллельном направлению прокатки, область внутри диапазона от поверхности стеклянного покрытия до глубины 10 мкм в направлении к центру толщины листа содержит алюминийсодержащие включения, имеющие диаметр эквивалентного по площади круга 1 мкм или больше и рассеянные в направлении прокатки со средней частотой 50 шт./мм или больше.
| WO 2008062853 A1, 29.05.2008 | |||
| WO 2019151397 A1, 08.08.2019 | |||
| ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2669666C1 |
| ТЕКСТУРИРОВАННАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ С УЛУЧШЕННЫМИ ХАРАКТЕРИСТИКАМИ ФОРСТЕРИТОВОГО ПОКРЫТИЯ | 2014 |
|
RU2643755C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ИСКЛЮЧИТЕЛЬНО ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2007 |
|
RU2378393C1 |

