Изобретение относится к трубопроводному транспорту и может быть использовано для защиты как новых трубопроводов, так и находящихся в эксплуатации или выведенных из эксплуатации в результате коррозионного или абразивного износа, от воздействия высококоррозионных текучих веществ, таких как высокосернистые нефть и газ, соленая и минеральная вода, сероводород, эмульсии и пульпы.
Известен способ облицовки подземных трубопроводов, включающий введение в существующий трубопровод облицовочной трубы, имеющей длину, соответствующую длине ремонтируемого трубопровода, и выполняемой из плавкого полимера в складчатом состоянии, и разворачивание складки облицовочной трубы для облицовки трубопровода. Для образования облицовочной трубы вводят облицовочные слои в ремонтируемый трубопровод, создают повышенное давление внутри слоев и последовательно сплавляют их вместе, подвергая каждый слой действию теплоты сплавления от источника тепла, который перемещают вдоль внутренней поверхности самого внутреннего слоя образованной до этого облицовки (заявка RU 98115004, МПК F16L 58/10, опубл. 20.12.2001 г.).
Известен способ санации трубопроводов, который включает очистку внутренних поверхностей трубопровода, формование на очищенной поверхности высокоэластичного полимерного покрытия и нанесение на него бетонного покрытия. Высокоэластичное полимерное покрытие формуют путем нанесения на внутреннюю поверхность трубопровода и последующего отверждения композиции, содержащей эмульсию. Дисперсионной средой в эмульсии являются олигомеры с концевыми изоцианатными группами, а дисперсной фазой является раствор или дисперсия, полученная в результате смешивания известкового раствора с содержанием гидроксида кальция 10-70 мас. %, и глицерина в количестве 1-250 мас. ч. на 100 мас. ч. гидроксида кальция (патент RU 2482377, МПК F16L 58/06, F16L 55/162, опубл. 20.05.2013 г.).
Известен ряд методов, основанных на протягивании полиэтиленовых рукавов специальной U-образной формы в ремонтируемый трубопровод с последующим ее возвратом в первоначальную круглую форму. Эти методы различаются технологией производства работ и используемым оборудованием. Их условно называют методами «U-Liner». Рукав U-образной формы изготавливается из полиэтилена методом термомеханического формирования в заводских условиях или на строительной площадке. При этом труба приобретает U-образную форму, а ее поперечное сечение уменьшается, что позволяет транспортировать рукав в бобинах к месту проведения работ и с минимальными техническими затратами прокладывать в ремонтируемые трубопроводы (БАКАЛАВРСКАЯ РАБОТА «Бестраншейная санация газопровода «Узел первичного сброса воды No 4-Подготовка газа No 8» на участке перехода через старицу р. Обь и протоки Зондовской Советско - Соснинского месторождения» (Томский политехнический университет, с. 47-48, Интернет-ссылка http://earchive.tpu.ru/bitstream/11683/27153/1/TPU161076.pdf).
Принято за прототип.
Недостатки известного способа следующие:
- Длина санируемого участка строго ограничена объемом полиэтиленовой трубы (лайнера), наматываемого на катушку: 100-200 м;
- Полиэтиленовая труба (лайнер) пропускает газ, который собирается между ним и внутренней поверхностью трубопровода, что приводит к схлопыванию лайнера;
- отсутствует остаточное напряжение полиэтиленовой трубы, которое гасит тепловое продольное расширение и предотвращает продольное схлопывание лайнера и образование гофры;
- при отрицательных температурах вода, используемая для восстановления формы лайнера, замерзает.
Задачей изобретения является продление срока службы стальных трубопроводов.
Технический результат - повышение стойкости стенок трубопровода к коррозии, абразивному износу и накоплению твердых отложений за счет повышения надежности установки полиэтиленовой трубы (лайнера) во внутренней полости трубопровода с обеспечением возможности его установки как при положительных, так и отрицательных температурах.
Задача решается, а технический результат достигается способом защиты внутренней полости трубопровода от коррозии и абразивного износа, включающим протяжку во внутреннюю полость трубопровода полиэтиленовой трубы, имеющей временно уменьшенное поперечное сечение. В отличие от прототипа применяют трубу из полиэтилена высокой плотности с эффектом «памяти формы», с наружным диаметром на 2-3% больше, чем внутренний диаметр обрабатываемого трубопровода, при этом сначала секции полиэтиленовой трубы сваривают между собой «в нитку», соответствующую длине обрабатываемого трубопровода, затем осуществляют протяжку сваренной трубы во внутреннюю полость трубопровода посредством троса гидравлической лебедки, при этом предварительно пропускают полиэтиленовую трубу через обжимные ролики с уменьшением ее диаметра на 7-15%, а в процессе прохождения через обжимные ролики на внешней поверхности трубы по всей ее длине производят посредством роликов нарезание канавок, причем в целях временной остановки восстановления трубопровода перед фланцем обрабатываемого участка трубопровода устанавливают зажимные хомуты, приваривают полиэтиленовые втулки к концам трубы, после чего производят демонтаж зажимных хомутов и посадку втулок трубы на стальные фланцы обрабатываемого участка трубопровода, а для дегазации внутренней полости трубопровода и межтрубного пространства во время установки полиэтиленовый трубы и предотвращения ее схлопывания в процессе эксплуатации трубопровода на него устанавливают вентиляционные стояки, при этом монтаж секций трубопровода выполняют посредством соединения стальных фланцев трубопровода и полиэтиленовых втулок трубы с обеспечением плотного соединения фланцев при сжатии трубопровода, а изоляцию фланцевого соединения осуществляют термоусаживающими манжетами, причем внутренние напряжения полиэтиленовой трубы после установки снимают термическим воздействием транспортируемого продукта, а перед обработкой трубопровода его очищают от отложений и грата. Согласно изобретению, способ используют для стальных трубопроводов.
Технический результат достигается следующим.
Сварка полиэтиленовой трубы в «нитку», соответствующую длине обрабатываемого трубопровода, позволяет использовать способ для трубопроводов любой длины.
Во время протяжки через ролики на внешней поверхности полиэтиленовой трубы нарезаются канавки, которые позволяют просачиваемому через полиэтилен газу транспортироваться к спускным воздушным отверстиям фланцевого соединения, что предотвращает схлопывание трубы.
Присутствует остаточное напряжение полиэтиленовой трубы, которое гасит тепловое продольное расширение и предотвращает продольное схлопывание полиэтиленовой трубы и образование гофры, которое после установки снимают термическим воздействием транспортируемого продукта.
Используемый полиэтилен обладает ярко выраженным эффектом «памяти», то есть при небольших деформациях материал после снятия нагрузки возвращается к исходной форме. Т.е. процесс реверсии у данного полиэтилена протекает самостоятельно, тем самым отсутствует необходимость в нагревании его паром или подаче вовнутрь давления.
Отсутствие «мокрых» процессов позволяет осуществлять обработку трубопроводов как при положительных, так и при отрицательных температурах.
Все сказанное позволяет достичь заявленный технический результат.
Сущность изобретения поясняется рисунками, где:
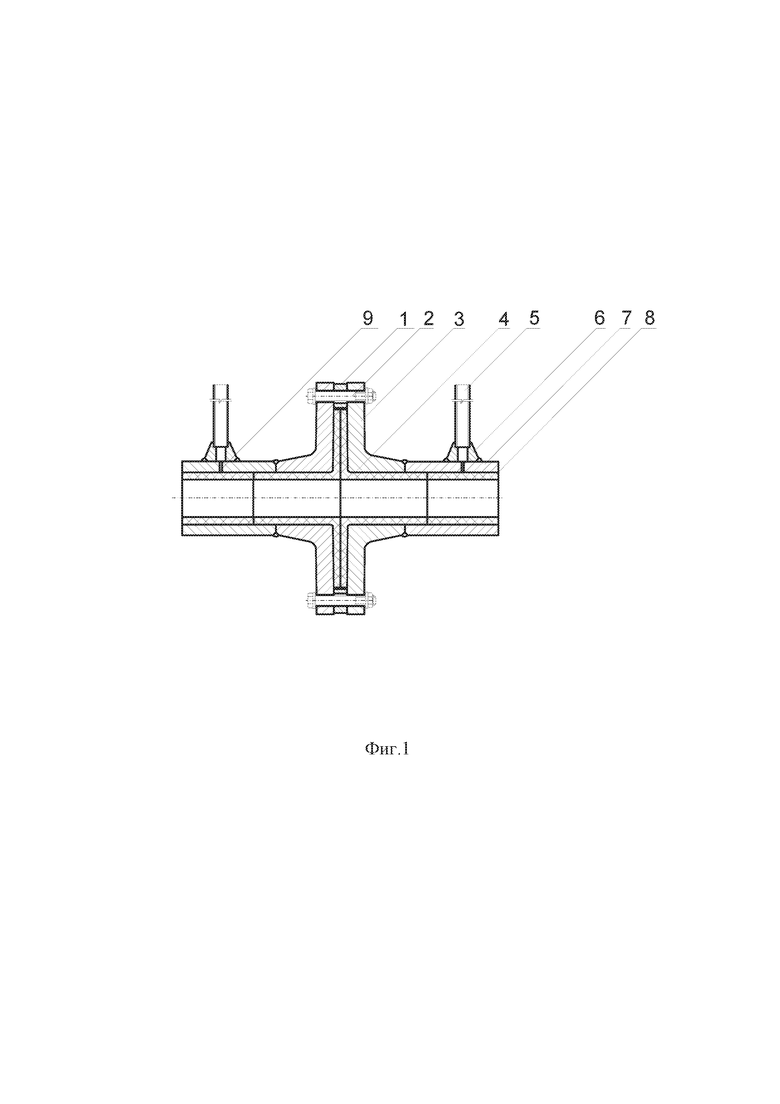
на фиг. 1 показано фланцевое соединение секций обрабатываемого трубопровода;
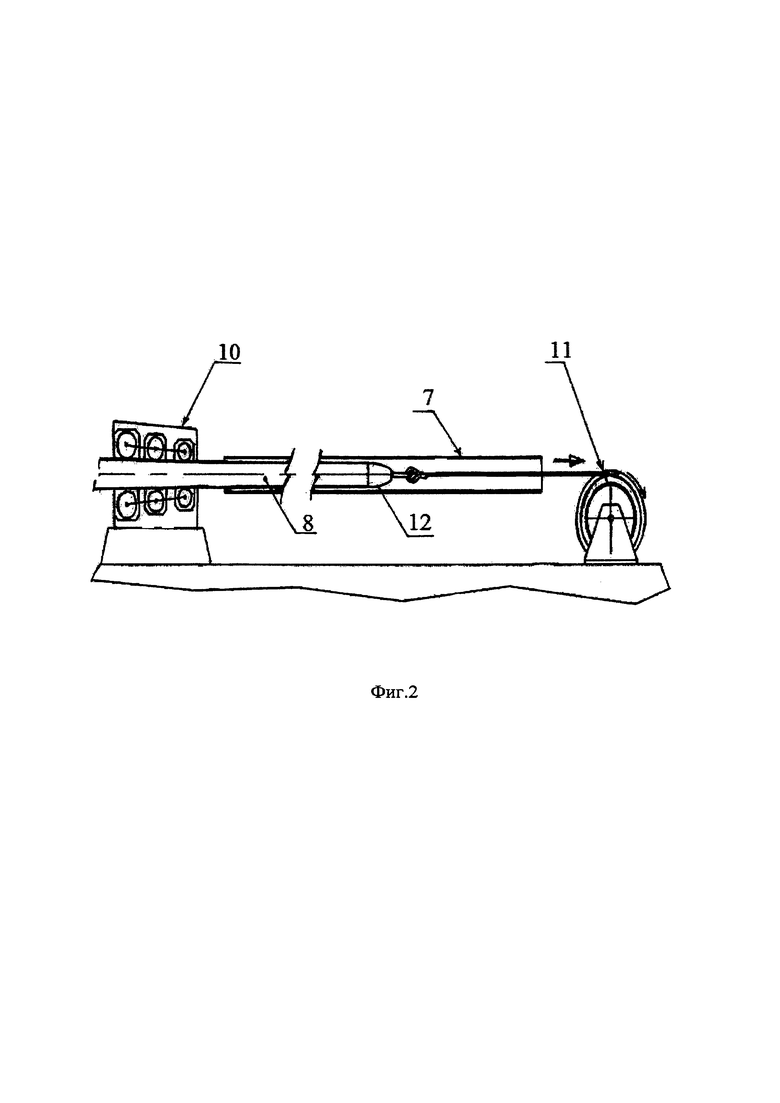
на фиг. 2 - показана протяжка полиэтиленовой трубы (лайнера) во внутреннюю полость трубопровода.
На фиг. 1 обозначено:
1 - стальное регулировочное кольцо,
2 - соединение шпилька + две гроверные пружинные шайбы + две гайки (оцинкованные);
3 - стальной воротниковый фланец;
4 - полиэтиленовая втулка под фланец;
5 - вентиляционный стояк;
6 - стальная опора патрубка;
7 - обрабатываемый трубопровод;
8 - полиэтиленовая труба (лайнер);
9 - воздушное отверстие (диаметр 3-5 мм).
На фиг. 2:
10 - установка с обжимными роликами;
11 - гидравлическая лебедка;
12 - тяговая головка полиэтиленовой трубы (лайнера).
Заявляемый способ осуществляют следующим образом.
Вначале осуществляют подбор полиэтилена для сварки полиэтиленовой трубы в соответствии с характеристиками трубопровода. Затем подготавливают внутреннюю полость трубопровода 7 для протяжки лайнера 8:
- приваривают вентиляционные стояки 5;
- пропускают пионерный стальной трос во внутреннюю полость трубопровода 7 путем продувки компрессором поролонового поршня на участке трубопровода с прикрепленным тросом;
- затягивают в трубопровод трос лебедки 11;
- очищают внутритрубное пространство трубопровода от отложений, сварочного грата, очистными устройствами при помощи лебедки 11.
Далее производят следующие действия:
- протяжка снаряда для обнаружения вмятин;
- устранение вмятин вырезкой катушки с дефектом и врезка ремонтной катушки;
- зачистка металлических выступов от сварочного шва с помощью протяжки снаряда-калибратора;
- сварка полиэтиленовой трубы 8 в «нитку» (лайнер),
- монтаж оборудования из обжимных роликов (вальцов);
- протяжка лайнера через ролики во внутреннюю полость трубопровода;
- после протяжки через участок трубопровода установка зажимных хомутов для временной остановки восстановления лайнера;
- приварки полиэтиленовых втулок 4 к концам лайнера 8;
- демонтаж зажимных хомутов, посадка втулок 4 лайнера на стальные фланцы 3 обрабатываемого участка.
- установка кольца 1 и соединение фланцев на нержавеющих болтах;
- изоляция фланцевого соединения термоусаживающими манжетами.
После чего производят гидравлическое испытание трубопровода; демонтаж лебедочного оборудования.
Для дегазация внутренней полости трубопровода (преимущественно стального) и межтрубного пространства во время установки полиэтиленовой трубы (лайнера) и предотвращения схлопывания лайнера в процессе эксплуатации трубопровода устанавливаются вентиляционные стояки 5.
Соединение секций трубопровода выполняется посредством соединения стальных фланцев 3 трубопровода и полиэтиленовых втулок 4 трубы с обеспечением плотного соединения фланцев при сжатии трубопровода. Две губы втулок гасят циклические нагрузки участков обрабатываемого трубопровода. Данный фланцевый узел способен выдерживать давления до 25,0 Мпа.
Трубопровод должен работать как единое целое в процессе эксплуатации, то есть между лайнером и ним не должно быть никакой прослойки, сжимающейся или перемещающейся под воздействием высокого давления транспортируемой по трубопроводу промысловых сред (нефти, газа и промысловых сточных вод). Это достигается за счет использования полиэтиленовых труб с наружным диаметром, немного превышающим номинальный внутренний диаметр трубопровода, что создает контактное давление, позволяющее полиэтиленовой трубе плотно прилегать к внутренней поверхности трубопровода. Описанная технология обеспечивает прочность, герметичность при избыточном давлении, коррозионную стойкость и долговечность трубопровода.
Таким образом, применение изобретения повышает стойкость стенок трубопровода к коррозии, абразивному износу и накоплению твердых отложений за счет повышения надежности установки полиэтиленовой трубы (лайнера) во внутренней полости трубопровода с обеспечением возможности его установки как при положительных, так и отрицательных температурах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бестраншейной санации изношенных трубопроводов | 2018 |
|
RU2714021C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2006 |
|
RU2331014C2 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2006 |
|
RU2419020C2 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 2012 |
|
RU2474752C1 |
| ТЕПЛОИЗОЛИРОВАННЫЙ СТЫК ПРЕДВАРИТЕЛЬНО ТЕПЛОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ, СПОСОБ ЕГО ВЫПОЛНЕНИЯ И СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2000 |
|
RU2178859C2 |
| Система трубопровода для пожаротушения | 2019 |
|
RU2724093C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| ТЕПЛОГИДРОИЗОЛЯЦИОННЫЙ СТЫК ДЛЯ ИЗОЛЯЦИИ СТЫКОВЫХ СОЕДИНЕНИЙ ПРЕДВАРИТЕЛЬНО ТЕПЛО- И ГИДРОИЗОЛИРОВАННЫХ ТРУБОПРОВОДОВ С ДВОЙНОЙ ИЗОЛЯЦИЕЙ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2004 |
|
RU2246658C1 |
| МАШИНА ДЛЯ ОЧИСТКИ СЕКЦИИ ТРУБОПРОВОДА | 2015 |
|
RU2637954C2 |
Изобретение относится к трубопроводному транспорту. Способ включает очистку и протяжку во внутреннюю полость трубопровода полиэтиленовой трубы. Применяют трубу из полиэтилена высокой плотности с эффектом «памяти формы», с наружным диаметром на 2-3% больше, чем внутренний диаметр обрабатываемого трубопровода. Сначала секции трубы сваривают, затем осуществляют протяжку трубы. Предварительно пропускают трубу через обжимные ролики с уменьшением ее диаметра на 7-15%. В целях временной остановки восстановления трубопровода перед фланцем обрабатываемого участка трубопровода устанавливают зажимные хомуты и приваривают полиэтиленовые втулки к концам трубы. Для дегазации внутренней полости трубопровода и межтрубного пространства во время установки полиэтиленовой трубы и предотвращения ее схлопывания в процессе эксплуатации трубопровода на него устанавливают вентиляционные стояки. Монтаж секций трубопровода выполняют посредством соединения стальных и полиэтиленовых фланцев с помощью стального регулировочного кольца, а изоляцию фланцевого соединения осуществляют термоусаживающими манжетами. Внутренние напряжения полиэтиленовой трубы после установки снимают термическим воздействием транспортируемого продукта. Способ повышает стойкость стенок трубопровода к коррозии, абразивному износу и накоплению твердых отложений. 1 з.п. ф-лы, 2 ил.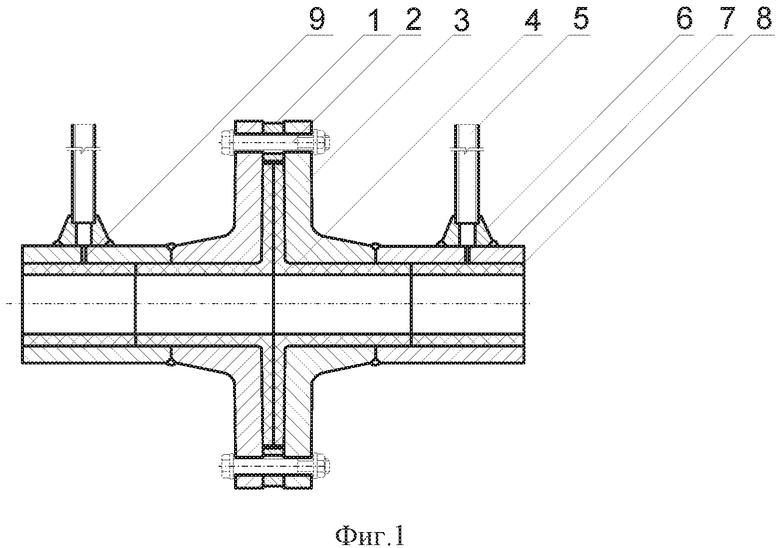
1. Способ защиты внутренней полости трубопровода от коррозии и абразивного износа, включающий протяжку во внутреннюю полость трубопровода полиэтиленовой трубы, имеющей временно уменьшенное поперечное сечение, отличающийся тем, что применяют трубу из полиэтилена высокой плотности с эффектом «памяти формы», с наружным диаметром на 2-3% больше, чем внутренний диаметр обрабатываемого трубопровода, при этом сначала секции полиэтиленовой трубы сваривают между собой «в нитку», соответствующую длине обрабатываемого трубопровода, затем осуществляют протяжку сваренной трубы во внутреннюю полость трубопровода посредством троса гидравлической лебедки, при этом предварительно пропускают полиэтиленовую трубу через обжимные ролики с уменьшением ее диаметра на 7-15%, а в процессе прохождения через обжимные ролики на внешней поверхности трубы по всей ее длине производят посредством роликов нарезание канавок, причем в целях временной остановки восстановления трубопровода перед фланцем обрабатываемого участка трубопровода устанавливают зажимные хомуты, приваривают полиэтиленовые втулки к концам трубы, после чего производят демонтаж зажимных хомутов и посадку втулок трубы на стальные фланцы обрабатываемого участка трубопровода, а для дегазации внутренней полости трубопровода и межтрубного пространства во время установки полиэтиленовый трубы и предотвращения ее схлопывания в процессе эксплуатации трубопровода на него устанавливают вентиляционные стояки, при этом монтаж секций трубопровода выполняют посредством соединения стальных фланцев трубопровода и полиэтиленовых втулок трубы с обеспечением плотного соединения фланцев при сжатии трубопровода, а изоляцию фланцевого соединения осуществляют термоусаживающими манжетами, причем внутренние напряжения полиэтиленовой трубы после установки снимают термическим воздействием транспортируемого продукта, а перед обработкой трубопровода его очищают от отложений и грата.
2. Способ по п. 1, отличающийся тем, что используют для стальных трубопроводов.
| СПОСОБ РЕМОНТА ТРУБОПРОВОДОВ | 2006 |
|
RU2419020C2 |
| Механизм для напрессовки радиаторных пластин на трубки радиаторов | 1950 |
|
SU90871A1 |
| СПОСОБ ВНУТРЕННЕЙ ОБЛИЦОВКИ ТРУБЧАТОГО ЭЛЕМЕНТА | 1992 |
|
RU2113351C1 |
| ОБЕРТОЧНАЯ БУМАГА ДЛЯ ИЗДЕЛИЙ ДЛЯ КУРЕНИЯ, ПОЗВОЛЯЮЩАЯ УМЕНЬШИТЬ КОЛИЧЕСТВО ДЫМА В ВИДИМОЙ ПОБОЧНОЙ СТРУЕ ТАБАЧНОГО ДЫМА | 2002 |
|
RU2264765C2 |
| US 3462825 A, 26.08.1969. | |||

