Известны механизмы для напрессозки радиаторных пластин на трубки однорядных радиаторов с применением совершающего возвратно-поступательное движение нолзуна, снабженного откидными захватами, взаимодействующими с поворо.тнымм и подвижными в осевом направлении копирами. Недостатком таких механизмов является необходимость сообщения ползуну возвратно-поступательного движения, а также сложность копирного механизма.
Отличительная особенность предлагаемого механизма заключается в том, что, с целью упрощения механизма и устранения уз юв, соверщающих сложные возвратно-поступательные движения, захваты смонтированы на двух непрерывно движущихся связанных с обнии приводом бесконечных цепях и опираются на копир, равномерно движущийся в направлении, противоположном направлению движения захватов. Копир механизма выполнен в виде двух бесконечных цепей, несущих смонтированные на них на некотором участке по длине расположенные вплотную плоские опорные плитки. Для возвра.та цепного копира в исходное положение после окончания цикла сборки радиатора вал привода цепей соединен с общим приводом посредством управляемой соленоидом муфты включения ги снабжен диском, соединенным с тросом, нагруженным грузом.
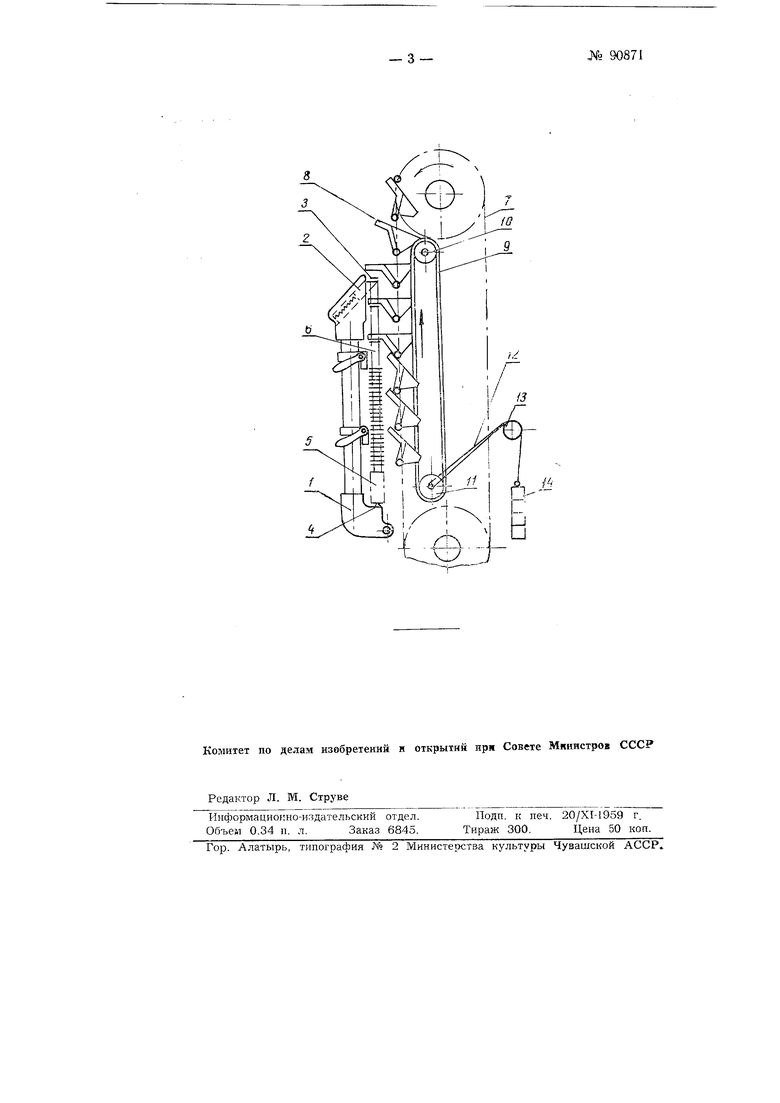
На чертеже изображена схема механизма напрессовки радиаторных пластин на трубки радиатора.
Механизм состоит из корпуса 7 с подпружиненным столиком 2 для приема пластин 3 и установочными пальцами 4 для кассеты .5 с надетыми на ее трубками 6, непрерывных цепей 7, несущих захваты 8, нормал но находящихся в откинутом положении и взаимодействующих с цепным пластинчатым копиром 9, смонтированным на валиках 10 и 11, первый из которых связан с общим приводом механизма, а второй посредством троса /2 и ролика/5 нагружен грузом 14.
Ло 90871- 2 -
U- -
Кассетаi/-e-установленным на ее ножах трубками 6 вручную ставится на направляющие пальцы 4 корпуса механизма, после чего включаются механизм нацрессовки пластин и агрегат, изготавливающий и подающий пластины, синхронно связанный с ним. Пластина 3 поступает на подпружиненный, утопающий столик 2 1И захватыВается наружной стороной захвата 8, который при подходе к столику, взаимодействуя с пластинчатым копиром, зани1мае.т горизонтальное положение. Захват, оставаясь в горизонтальном пололсении, двигается вниз, утапливает столик 2 и опускает первую пластину до крайнего ноложепия, где, достигнув края пластинчатого копира 9, откидывается и оставляет пластину. Следующий захват, захватывает вторую пластину и, опуская ее вниз, достигает нижнего края движущегося навстречу пластинчатого копира, не доходя до первой пластины на расстояние заданного шага между пластинами. Достигнув края копира, захват откидывается « осво.бо1ждает пластину, оставляя ее на трубках. Аналогичным образом напрессовываются на трубки все последующие пластины. После окончания сборки радиа.тора ведущий валик 10 пластинчатого копира 9 отключается от привода и пластинчатый копир 9 под действием троса 12 и груза 14 возвращается в исходное положение.
Пластинчатый копир 9 может быть выполнен в виде двух цепей, на которых на определенном участке по длине смонтиров аны вплотную одна к другой плоские металлическ1ие плитки, служащие опорой для рычагов захватов 8.
Предмет изобретения
1. Механизм для напрессовки радиаторных пластин на трубки радиаторов,, смоатированные на ножах кассеты, с применением подпружиненного столика для пластин и поворотных откидных напрессовывающих захватов, выполненных в виде дпуплечих рычагов, взаимодействующих с подвижным копиром, от л ичающийся тем, что, с целью Зпрощения механизма и устранения узлоВ, совершающих сложные возвратно-поступательные дви жения, захваты смонтированы на двух непрерывно движущихся связанных с общим проводом бесконечных цепях и опираются на копир, равномерно движущийся- в направлении, противоположном направлению движения захватов.
2.Форма выполнения механизма по п. 1, отличают, аяся тем, что копир выполнен в виде двух бесконечных цепей, несущих смонтированные на них на некотором участке по длине расположенные вплотную плоские опорные плитки.
3.Форма выполнения механизма по пп. I и 2, отличающаяся тем, что для возврата цепного копира в исходное положение после окончания цикла сборки радиатора вал привода цепей соединен с обЩИ1М приводом посредством управляемой соленоидом муфты включения и снабжен диском, соединенным с тросом, нагруженным грузом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1950 |
|
SU92435A1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
| Автомат для штамповки и сборки комплектов пластин бензофильтров и аналогичных наборных систем | 1948 |
|
SU87525A1 |
| Автоматический станок для штамповки изделий из листового материала | 1949 |
|
SU84445A1 |
| Т|шп-,. | 1973 |
|
SU367943A1 |
| Полуавтомат для обдирки наждачным кругом цилиндрических или конических наружных поверхностей деталей | 1950 |
|
SU91692A1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1957 |
|
SU112818A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ ПОЛУПАКЕТОВ СЕКЦИЙ РАДИАТОРОВ | 1968 |
|
SU206538A1 |
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1985 |
|
SU1303356A1 |
| Устройство для напрессовки радиаторных пластин на трубки радиаторов | 1988 |
|
SU1539036A1 |