Область техники, к которой относится изобретения
Изобретение относится к инструменту для механического разрушения при добывании абразивных материалов, в частности, пород, песка, нефтеносного песка или руд.
Уровень техники
В известных устройствах для механического разрушения при добывании породы, песка, нефтеносного песка или руд, как, например, дробилки, как валковая дробилка или грохот, или выемки с помощью экскаваторов применяются инструменты для механического разрушения при добывании абразивных материалов. Инструменты, как, к примеру, зубья дробилки или зубья ковша экскаватора, подвержены высокому износу и поэтому должны регулярно заменяться. Износ инструментов, в частности, у инструментов, установленных в различных положениях на устройстве для механического разрушения при добывании, очень различен. Например, инструменты для дробления, которые расположены внутри потока материала с помощью устройства для измельчения изнашиваются существенно быстрее чем инструменты для дробления на краю потока материала. В условиях этого неравномерного износа, известно например, что нужно заменять или ремонтировать только отдельные инструменты для дробления.
При ремонте инструментов для дробления восстанавливается первоначальная геометрия инструмента для дробления перед наступлением износа. Например, из ЕР 2891522 А1 известно осуществление наплавки на сточенную поверхность, чтобы во-первых восстановить геометрию инструмента для дробления и во-вторых получить дополнительный защитный слой от износа на инструменте для дробления. Такие наплавки имеют, правда, что обусловлено низкой концентрацией карбида используемого для наплавки присадочного материала низкую твердость максимально около 61%.
Раскрытие изобретения
Исходя из этого, задачей настоящего изобретения является создание инструмента, который имеет высокую прочность на износ, а также способа изготовления или подготовки такого инструмента.
Эта задача решается с помощью инструмента признаками независимого пункта 1 формулы изобретения, относящегося к устройству, а также в способе признаками независимого пункта 12 формулы изобретения, относящегося к способу. Предпочтительные усовершенствования следуют из зависимых пунктов формулы изобретения.
Инструмент для механического разрушения при добывании абразивных материалов, в частности, пород, песка или руд, включает согласно первому аспекту корпус инструмента и, по меньшей мере, расположенную на корпусе инструмента пластинку твердого сплава, причем на поверхности пластинки твердого сплава и на корпусе инструмента наплавлена наплавка, с помощью которой пластинка твердого сплава соединена с корпусом инструмента.
Под абразивными материалами следует понимать, в частности материалы, как, например, порода, руды, уголь, песок или нефтеносный песок.
Инструмент включает, в частности, инструмент для дробления для измельчения пород, нефтеносного песка, руд или другие причиняющие износ материалы, как, например, зуб дробилки или ударный элемент валковой дробилки, дробильный молоток молотковой дробилки или отбойные листы или призмы сконструированной по модульному принципу щеки для дробления. Кроме этого инструмент включает, например, зуб экскаватора. Инструмент имеет преимущественно локально ограничиваемую область износа, которая расположена на смотрящих главным образом в направлении силы, в частности, направлении дробления, боковых сторонах инструмента для дробления и изнашивается при работе инструмента. Сточенная область инструмента для дробления представляет собой, например, углублением на поверхности инструмента.
Корпус инструмента включает, по меньшей мере, область инструмента, которая при механическом разрушении при добывании абразивных материалов подвержена износу. Например, корпус инструмента образован из стали.
Под пластинкой твердого сплава следует понимать пластинку из твердого сплава, как, например, спеченные твердые сплавы карбида, из, в частности, 90-94% карбида вольфрама и 6-10% кобальта. Расположенная на корпусе инструмента пластинка твердого сплава создает высокую защиту от износа поверхности корпуса инструмента. В частности, защита от износа включает только область корпуса инструмента, в которой при работе инструмента происходит наибольший износ.
Под наплавлением следует понимать термический способ нанесения слоя для обработки поверхности. Наплавка дает стойкий к износу и коррозии слой на основном материале. С помощью источника тепла, например, лазерного луча, поверхность подлежащей снабжению наплавкой области нагревается и подается наполняющий материал, в форме порошка или в виде проволоки, и точно также с помощью источника тепла накаливается и наносится на поверхность корпуса инструмента. Наполняющий материал расплавляется при этом почти полностью. В случае наполняющего материала речь идет, например, о твердом сплаве, как например, содержащих большое количество никеля материалах, карбиде вольфрама или карбиде титана. Наплавление включает, например, наплавление с помощью лазера или плазменное наплавление порошка (РТА). Наплавка наплавлена на поверхности пластинки твердого сплава и на поверхности корпуса инструмента. Это делает возможным надежное закрепление пластинки твердого сплава на корпусе инструмента, причем закрепление выдерживает высокую действующую на инструмент механическую нагрузку, в частности, усилие дробления. Наплавка в отличие от других вариантов закрепления, как например, пайка или соединение сваркой пластинки твердого сплава с поверхностью корпуса инструмента дает преимущество в том, что она имеет высокую прочность и обуславливает небольшое повышение температуры твердого сплава и материала корпуса инструмента. Корпус инструмента образован, например, из улучшенной стали, причем сварка или пайка, в частности, при высоких температурах свыше примерно 600ºС, разрушает структуру материала инструмента, так что твердость и прочность материала инструмента снижается. Наплавка дает преимущество, что она соединена с твердым сплавом и материалом корпуса инструмента с помощью металлургической операции соединения, так что наплавка прочно соединена с поверхностью корпуса инструмента, а также с пластинкой твердого сплава и выдерживает высокие механические нагрузки. Наплавка наплавляется, в частности, при небольшом перемешивании на ней твердого сплава пластинки твердого сплава и материала корпуса инструмента. Наплавление с помощью лазера или плазменного наплавление порошка (РТА) делают возможным, в частности, небольшое перемешивание материала корпуса инструмента и твердого сплава.
Под перемешиванием следует понимать, в частности, отношение между общей массой конструктивного элемента и массой, которая расплавляется и соединяется вследствие наплавления. Обычно при расплавлении и последующим застывании структура материала изменяется, например, разрушается. При небольшом перемешивании большая часть структуры остается сохраненной, так что это или совсем или очень незначительно сказывается на твердости и прочности материала. Отсюда небольшое перемешивание материала инструмента для дробления и пластинки твердого сплава при наплавлении уменьшает ухудшение механических свойств пластинки твердого сплава и корпуса инструмента. В частности, пластинка твердого сплава, по меньшей мере, частично облицовывается наплавкой.
Согласно первой форме осуществления на корпусе инструмента установлена большая часть пластинок твердого сплава, которые соответственно с помощью наплавки соединены с корпусом инструмента. Пластинки твердого сплава имеют, например, различную геометрию.
Согласно другой форме осуществления пластинки твердого сплава расположены параллельно друг к другу. Параллельное расположение пластинок твердого сплава друг к другу позволяет оптимальное восприятие действующих на инструмент сил, как например, силы, которые возникают при механическом разрушении при добывании пород, руд или песка, как усилия дробления дробильного устройства.
Согласно другой форме осуществления каждая пластинка твердого сплава соединена соответственно соседней пластинкой твердого сплава с помощью наплавки. Пластинки твердого сплава расположены на корпусе инструмента, в частности на равномерном расстоянии друг к другу, причем расстояние двух соседних пластинок твердого сплава образовано преимущественно так, что наплавка с помощью лазерного наплавления может осуществляться между пластинками твердого сплава. В частности, расстояние двух пластинок твердого сплава имеет величину 5-15 мм.
По меньшей мере, одна пластинка твердого сплава, согласно другой форме осуществления, таким образом расположена на корпусе инструмента, что она простирается в направлении действия действующей на инструмент силы. В частности, параллельные пластинки твердого сплава простираются параллельно усилию дробления дробилки. При работе инструмента при механическом разрушении при добывании абразивных материалов изнашивается наплавленная на пластинки твердого сплава наплавка быстрее, чем пластинки твердого сплава, так как наплавка имеет меньшую стойкость к износу, чем пластинки твердого сплава. Отсюда при работе инструмента при прогрессирующем износе наплавки между пластинками твердого сплава образуется углубление, так что пластинки твердого сплава работают как режущие кромки и облегчают механическое разрушение, например, измельчение подлежащего механическому разрушению материала. Дальше при работе инструмента между соседними пластинками твердого сплава, на которых сточена наплавка, присоединяется материал, вследствие чего дальнейший износ наплавки уменьшается.
Согласно другой форме осуществления, по меньшей мере, пластинка твердого сплава расположена в проделанной в поверхности корпуса инструмента канавке. Это упрощает позиционирование, по меньшей мере, одной пластинки твердого сплава в углублении, а также, в частности, наплавление наплавки на пластинку твердого сплава.
Корпус инструмента имеет согласно другой форме осуществления большую часть канавок, причем каждая пластинка твердого сплава расположена в соответственно одной канавке.
Согласно другой форме осуществления корпус инструмента имеет углубление, в частности, сточенную область, причем, по меньшей мере, одна пластинка твердого сплава расположена в углублении. В случае углубления речь идет, например, о сточенной при работе инструмента области на поверхности корпуса инструмента.
Согласно другой форме осуществления, по меньшей мере, одна пластинка твердого сплава образована и расположена в углублении так, что она заполняет поперечное сечение углубления. В частности, по меньшей мере, одна пластинка твердого сплава расположена таким образом, что она восстанавливает первоначальную геометрию инструмента. Под первоначальной геометрией инструмента понимается геометрия перед наступлением износа поверхности корпуса инструмента при механическом разрушении при добывании абразивных материалов. В частности, геометрия пластинки твердого сплава соответствует поперечному сечению углубления, так что расположенная в углублении пластинка твердого сплава главным образом восстанавливает первоначальную геометрию поперечного сечения инструмента. Пластинки твердого сплава имеют, например, различную геометрию и с наплавленной на пластинки твердого сплава наплавкой распложены в углублении таким образом, что они заполняют углубление. Преимущественно в углублении проделана большая част канавок для размещения соответственно одной пластинки твердого сплава.
Наплавка включает преимущество наполняющий материал из, в частности, карбида вольфрама или карбида титана. В частности, заполняющий материал имеет концентрацию карбида примерно 50-61%, причем достигается высокая стойкость наплавки к износу.
Согласно другой форме осуществления толщина наплавки образована больше, чем толщина, по меньшей мере, одной пластинки твердого сплава. Это позволяет экономию материала дорогостоящих пластинок твердого сплава.
Дальше изобретение включает устройство для механического разрушения при добывании абразивных материалов, имеющее, по меньшей мере, инструмент как описано выше. Устройство для механического разрушения при добывании включает, например, устройство для дробления как валковая дробилка или молотковая дробилка, причем предпочтительно большая часть инструментов расположено по периметру дробильного валка валковой дробилки.
Дальше изобретение включает способ изготовления или подготовки инструмента для механического разрушения при добывании абразивных материалов, в частности, пород, песка или руд, причем инструмент имеет корпус инструмента, причем способ включает этапы:
расположение, по меньшей мере, пластинки твердого сплава на корпусе инструмента, наплавление наплавки на пластинку твердого сплава и корпус инструмента, так что, по меньшей мере, одна пластинка твердого сплава закреплена на корпусе инструмента.
Описанные в отношении инструмента варианты осуществления и преимущества находят свое отражение также в соответствии способа изготовления или подготовки инструмента. С помощью способа изготовления или подготовки инструмента изготавливается инструмент как описано выше. В частности, наплавка наплавляется с помощью лазерной сварки или плазменно-порошкового наплавления (РТА).
Согласно форме осуществления на корпусе инструмента параллельно друг к другу располагается большая часть пластинок твердого сплава. Каждая пластинка твердого сплава согласно другой форме осуществления с помощью наплавки соединяется, по меньшей мере, с соседней пластинкой твердого сплава и корпусом инструмента.
Перед расположением, по меньшей мере, одной пластинки твердого сплава на корпусе инструмента согласно другой форме осуществления корпус инструмента обрабатывается со снятием стружки. Вследствие этого достигается симметричная простая геометрия корпуса инструмента, вследствие чего упрощается образование пластинок твердого сплава для расположения на корпусе инструмента. Например, корпус инструмента фрезеруется.
Согласно другой форме осуществления пластинки твердого сплава располагаются на корпусе инструмента таким образом, что они простираются главным образом в направлении действующей на инструмент силы. В частности, плоскость, по меньшей мере, одной пластинки твердого сплава простирается в направлении действия силы, в частности, усилия дробления дробильного устройства.
Согласно другой форме осуществления перед этапом расположения, по меньшей мере, одной пластинки твердого сплава на корпусе инструмента, в поверхности корпуса инструмента проделывается, по меньшей мере, одна канавка, причем, по меньшей мере, одна пластинка твердого сплава располагается в одной канавке. Это упрощает позиционирование пластинки твердого сплава на корпусе инструмента, причем дальше существенно упрощается этап наплавления наплавки на, по меньшей мере, одну пластинку твердого сплава.
Согласно другой форме осуществления перед этапом расположения, по меньшей мере, одной пластинки твердого сплава на корпусе инструмента в поверхности корпуса инструмента проделывается большая часть число параллельных канавок, причем соответственно одна пластинка твердого сплава располагается в соответственно одной канавке.
Согласно другой форме осуществления корпус инструмента имеет углубление, в частности, сточенную область, причем, по меньшей мере, одна пластинка твердого сплава располагается в углублении. В частности, канавки проделываются в углублении корпуса инструмента.
Краткое описание чертежей
Изобретение ниже более подробно поясняется с помощью нескольких примеров осуществления со ссылкой на прилагаемые фигуры.
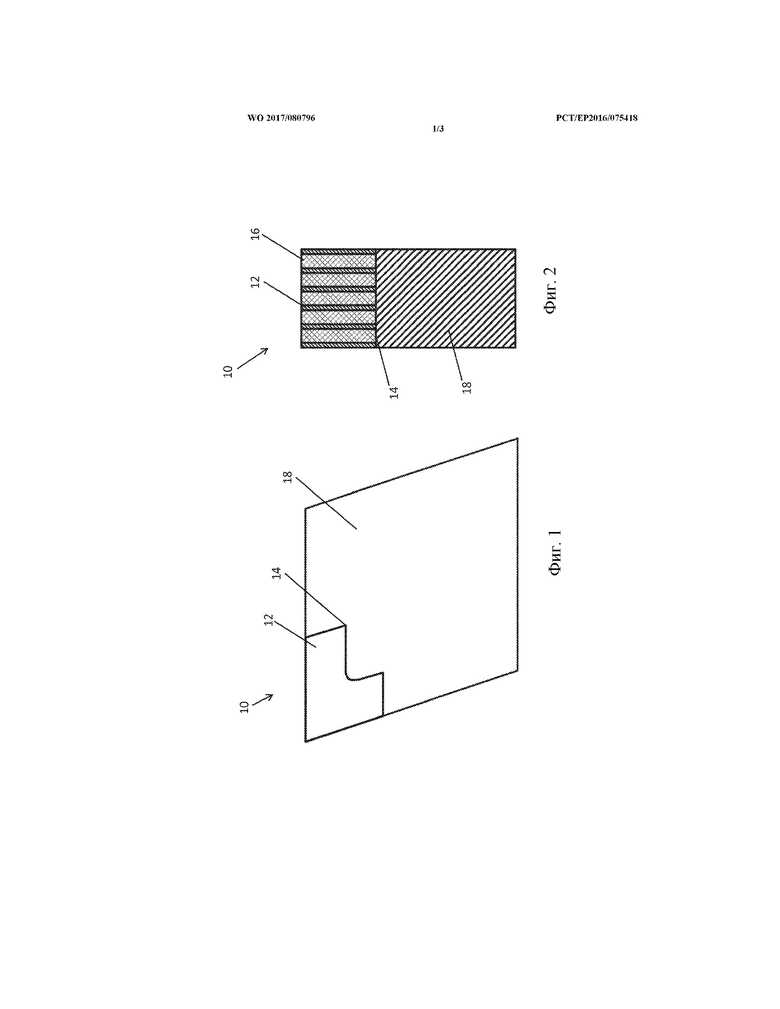
Фиг. 1 показывает схематическое изображение инструмента в виде сбоку с пластинкой твердого сплава согласно примеру осуществления.
Фиг. 2 показывает схематическое изображение инструмента во фронтальном виде с большей частью пластинок твердого сплава согласно примеру осуществления фиг. 1.
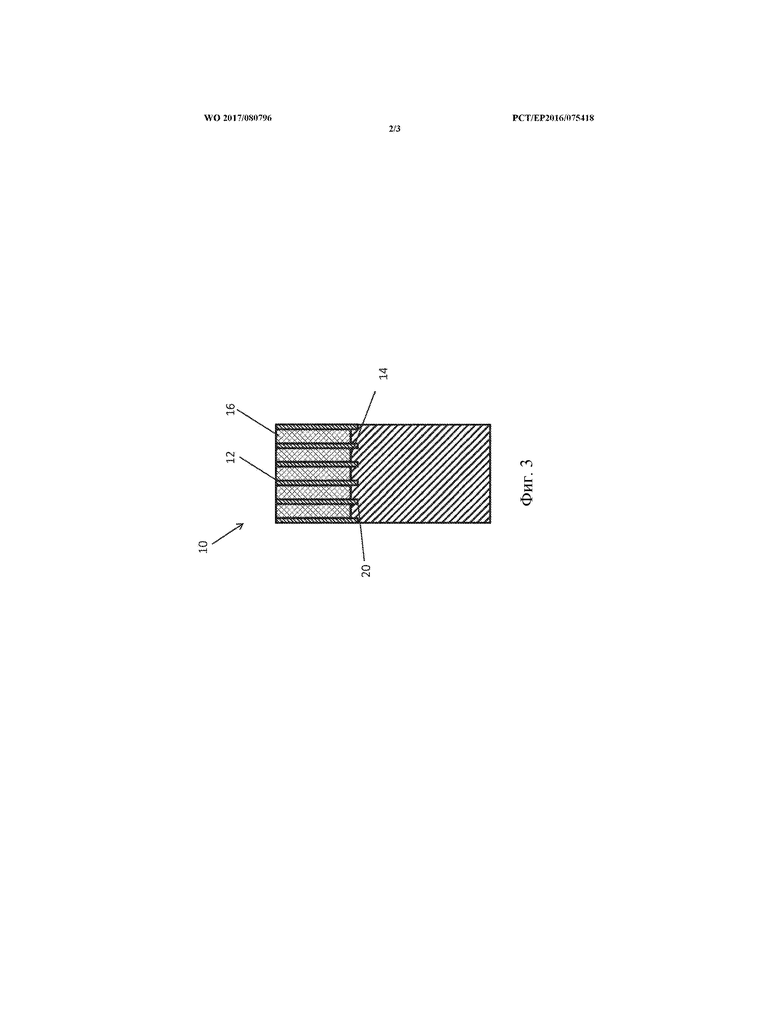
Фиг. 3 показывает схематическое изображение инструмента во фронтальном виде с большей частью пластинок твердого сплава согласно другому примеру осуществления.
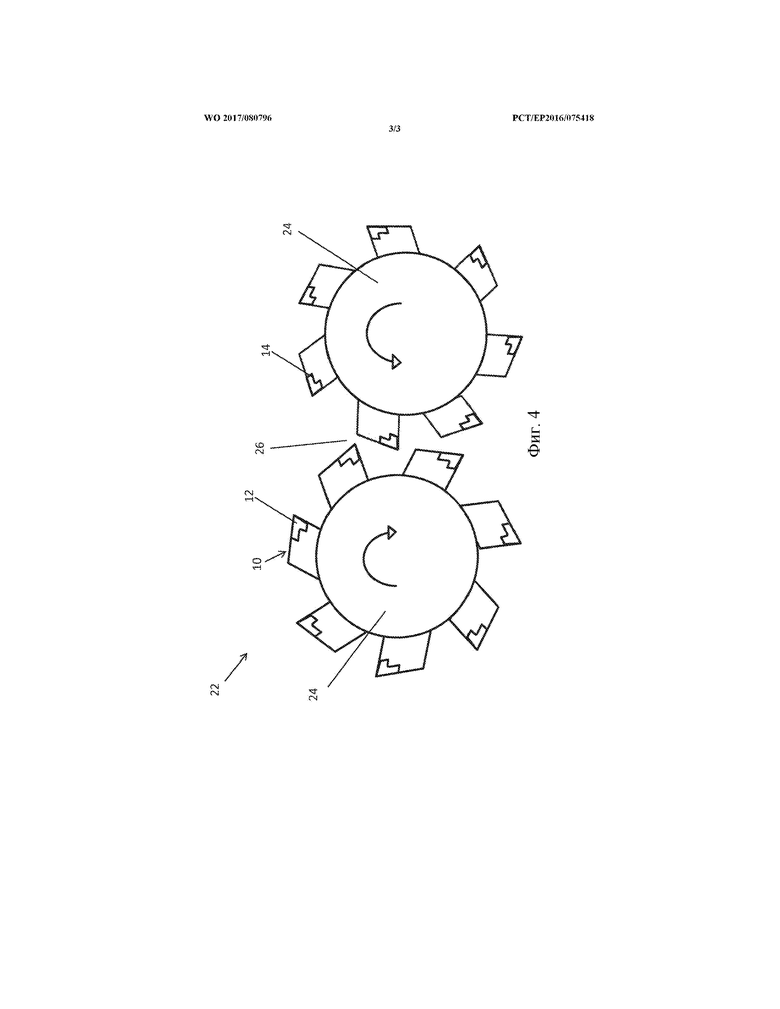
Фиг. 4 показывает схематическое изображение дробильного устройства в виде сбоку с инструментом согласно другому примеру осуществления.
Осуществление изобретения
Фиг. 1 показывает инструмент 10 не изображенного устройства для механического разрушения при добывании абразивных материалов, как, например, порода, песок или руда. В случае схематически изображенного инструмента 10 речь идет, в частности, о дробильном зубе для установки на дробильном валке или ковше экскаватора. Инструмент в качестве примера имеет корпус 18, который в поперечном сечении имеет главным образом форму параллелограмма, причем боковые поверхности инструмента 10 наклонены в направлении механического разрушения, в частности, в направлении дробления дробильного инструмента. Направление механического разрушения это, в частности, направление, в котором инструмент 10 движется при работе дробильного устройства при механическом разрушении материала. Изображенная слева на фиг. 1 боковая поверхность инструмента 10 при работе устройства для механического разрушения смотрит в направлении механического разрушения. Инструмент 10 установлен, например, на валке валковой дробилки, причем при работе инструмента 10 изображенная слева, главным образом наклоненная в форме зуба боковая поверхность, а также верхняя поверхность инструмента 10 подвержены наибольшему износу. В случае инструмента 10 дальше речь может идти о других инструментах, в частности, с локально ограничиваемой поверхностью износа, как дробильный зуб с любой формой зуба или головка молотка молотковой дробилки.
Инструмент 10 имеет корпус 18 инструмента с углублением 14, которое, например, при работе устройства для механического разрушения включает сточенную область на поверхности корпуса 18 инструмента. В качестве примера углубление 14 простирается от смотрящей в направлении механического разрушения боковой поверхности к верхней поверхности инструмента 10.
В углублении 14 расположена пластинка 12 твердого сплава. Пластинка 12 твердого сплава имеет главным образом форму поперечного сечения углубления 14 и расположена в углублении 14 таким образом, что она заполняет поперечное сечение гнезда. В сточенном инструменте 10 расположенная в углублении 14 пластинка12 твердого сплава восстанавливает на поверхности первоначальное поперечное сечение инструмента перед образованием обусловленного износом углубления 14. Пластинка 12 твердого сплава соединена с корпусом 18 инструмента 10 с помощью наплавки 16.
Фиг. 2 показывает поперечное сечение фронтального вида инструмента 10, который соответствует фиг. 1. Углубление 14 простирается в качестве примера по всей ширине смотрящей в направлении механического разрушения боковой поверхности. В углублении 14 параллельно и на равномерном расстоянии друг к другу расположена большая часть пластинок 12 твердого сплава. Все пластинки твердого сплава имеют главным образом одинаковую форму и расположены в углублении 14 таким образом, что они простираются главным образом в направлении механического разрушения. Между соседними пластинками 12 твердого сплава расположены соответственно наплавки 16, которые соединяют соседние пластинки 12 твердого сплава друг с другом, а также пластинки 12 твердого сплава с корпусом 18 инструмента 10. Наплавки 16 простираются между пластинками 12 твердого сплава по всей высоте пластинок 12 твердого сплава. Пластинки 12 твердого сплава и наплавки 16 расположены в углублении 14 корпуса 18 инструмента таким образом, что в сточено корпусе 18 инструмента восстанавливается первоначальная форма корпуса 18 инструмента перед образованием обусловленного износом углубления 14.
В случае твердого сплава речь идет, в частности, о спеченных твердых сплавах карбида, которые преимущественно из 90-94% карбида вольфрама введены в 6-10% кобальт, в частности, матрицу кобальта. Наплавки имеют, например, присадку из твердого сплава, в частности, карбидов вольфрама или карбидов титана. Наплавки соединяются с твердым сплавом пластинок твердого сплава с помощью металлургической операции соединения. Например, наплавка наплавляется на пластинки твердого сплава и корпус 18 инструмента 10 с помощью лазерной сварки. В частности, наплавка, таким образом, наплавляется на пластинки твердого сплава, что достигается незначительное перемешивание между твердым сплавом и наплавкой.
Расстояние пластинок 12 твердого сплава образовано таким, что возможно наплавление наплавки 16, например, с помощью лазерной сварки, между двумя соседними пластинками 12 твердого сплава.
Фиг. 3 показывает инструмент 10, который главным образом соответствует инструменту 10 фиг. 2, причем в отличие от инструмента фиг. 2 углублении 14 проделана большая часть канавок 20. Канавки 20 простираются главным образом параллельно друг другу и имеют ширину, которая соответствует ширине пластинок твердого сплава. Канавки 20 образуют место для размещения пластинок 12 твердого сплава и простираются, в частности, по всей длине углубления. В каждой канавке 20 расположена соответственно одна пластинка 12 твердого сплава. Наплавка 16 в представленном на фиг. 3 примере осуществления наплавлена только между соседними пластинками 12 твердого сплава и поверхностью углубления 14. Внутри канавок 20 не наплавлено никакой наплавки 16.
Канавки 20 позволяют точное позиционирование пластинок 12 твердого сплава в углублении 14 инструмента 10, причем дальше облегчается наплавление наплавки 16 на пластинки 12 твердого сплава и поверхность углубления 14.
Фиг. 4 показывает устройство 22 для механического разрушения, в частности, дробильное устройство с валковой дробилкой и инструментом 10 с пластинкой 12 твердого сплава, которая расположена в углублении 14, в частности, сточенной области, как описано со ссылкой на фиг. 1, 2 или 3. Дробильное устройство 22 имеет два дробильных валка 24, которые вращаются в направлении стрелки противоположно друг к другу, причем в случае направления вращения дробильных валков 24 речь идет о направлении дробления. На наружном периметре дробильных валков 24 расположена с равномерным расстоянием друг к другу большая часть инструментов 10. Между дробильными валками 24 образована разгрузочная щель 26 дробилки, в которую выпускается подлежащий измельчению продукт дробления. Инструменты 10 расположены на наружном периметре дробильных валков 24 таким образом, что углубления 14, в частности, сточенная область, смотрят в направлении вращения дробильных валков 24.
Перечень ссылочных позиций
10 Инструмент
12 Пластинка твердого сплава
14 Углубление
16 Наплавка
18 Корпус инструмента
20 Канавка
22 Устройство для механического разрушения
22 Дробильные валки
26 Разгрузочная щель для дробленого материала
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2650906C2 |
| ИЗМЕЛЬЧИТЕЛЬНАЯ МАШИНА С ОСНОВАННЫМ НА РАДИОЛОКАЦИИ ИЗМЕРЕНИЕМ ИЗНОСА | 2016 |
|
RU2688332C1 |
| ЛОПАТКА ШПАЛОПОДБОЙКИ | 2002 |
|
RU2211275C1 |
| ПРИМЕНЕНИЕ ПОДВЕРГНУТОЙ ЗАКАЛКЕ И ПЕРЕРАСПРЕДЕЛЕНИЮ СТАЛИ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО, РАБОТАЮЩЕГО НА ИЗНОС КОМПОНЕНТА | 2017 |
|
RU2747056C1 |
| ТРАНСПОРТНАЯ УСТАНОВКА ДЛЯ ТРАНСПОРТИРОВКИ ДОБЫВАЕМОГО МАТЕРИАЛА | 2017 |
|
RU2691467C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2237742C2 |
| БУРОВЫЕ ДОЛОТА НА ОСНОВЕ КОМПОЗИТА "МАТРИЦА-ЧАСТИЦЫ" С ТВЕРДОСПЛАВНЫМ УПРОЧНЕНИЕМ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И РЕМОНТА ТАКИХ ДОЛОТ С ИСПОЛЬЗОВАНИЕМ ТВЕРДОСПЛАВНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2457281C2 |
| РАБОЧИЙ ОРГАН КОНУСНОЙ ДРОБИЛКИ | 2000 |
|
RU2177832C2 |
| СПОСОБ ПОВЫШЕНИЯ АБРАЗИВНОЙ ИЗНОСОСТОЙКОСТИ РЕЖУЩЕ-ЛЕЗВИЙНОЙ ЧАСТИ ЛЕМЕХОВ ПЛУЖНЫХ КОРПУСОВ | 2018 |
|
RU2692152C1 |
| ПОРОШКОВЫЙ СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ И НАПЫЛЕНИЯ | 2015 |
|
RU2607066C2 |
Группа изобретений относится к инструменту для механического разрушения при добывании абразивных материалов. Технический результат – высокая прочность на износ. Устройство для механического разрушения содержит инструмент, имеющий корпус инструмента и, по меньшей мере, расположенную на корпусе инструмента пластинку твердого сплава. При этом на поверхности пластинки твердого сплава и на корпусе инструмента нанесена наплавка, с помощью которой пластинка твердого сплава закреплена на корпусе инструмента. 3 н. и 16 з.п. ф-лы, 4 ил.
1. Инструмент (10) для механического разрушения при добывании абразивных материалов, в частности породы, песка или руд, имеющий корпус (18) инструмента и, по меньшей мере, расположенную на корпусе (18) инструмента пластинку (12) твердого сплава, отличающийся тем, что на поверхности пластинки (12) твердого сплава и на корпусе (18) инструмента нанесена наплавка (16), с помощью которой пластинка (12) твердого сплава закреплена на корпусе (18) инструмента.
2. Инструмент (10) по п. 1, отличающийся тем, что на корпусе (18) инструмента установлена большая часть пластинок (12) твердого сплава, которые с помощью наплавки соответственно соединены с корпусом (18) инструмента.
3. Инструмент (10) по п. 1 или 2, отличающийся тем, что пластинки (12) твердого сплава расположены параллельно друг другу.
4. Инструмент (10) по любому из пп. 1-3, отличающийся тем, что каждая пластинка (12) твердого сплава с соответственно соседней пластинкой (12) твердого сплава соединена с помощью наплавки (16).
5. Инструмент (10) по любому из пп. 1-4, отличающийся тем, что, по меньшей мере, одна пластинка (12) твердого сплава таким образом расположена на корпусе (18) инструмента, что она простирается в направлении действия действующей на инструмент (10) силы.
6. Инструмент (10) по любому из пп. 1-5, отличающийся тем, что, по меньшей мере, пластинка (12) твердого сплава расположена в проделанной в поверхности корпуса (18) инструмента канавке (20).
7. Инструмент (10) по любому из пп. 1-6, отличающийся тем, что корпус (18) инструмента имеет большую часть канавок (20), причем каждая пластинка (12) твердого сплава расположена в соответственно одной канавке (20).
8. Инструмент (10) по любому из пп. 1-7, отличающийся тем, что корпус (18) инструмента имеет углубление (14), в частности сточенную область, причем, по меньшей мере, одна пластика (12) твердого сплава расположена в углублении (14).
9. Инструмент (10) по п. 8, отличающийся тем, что, по меньшей мере, одна пластинка (12) твердого сплава выполнена и расположена в углублении (14) с возможностью заполнения поперечного сечения углубления (14).
10. Инструмент (10) по любому из пп. 1-9, отличающийся тем, что толщина наплавки (16) образована больше, чем толщина, по меньшей мере, одной пластинки (12) твердого сплава.
11. Устройство (22) для механического разрушения при добывании для разрушения абразивных материалов, имеющее, по меньшей мере, инструмент (10) по любому из пп. 1-10.
12. Способ изготовления или подготовка инструмента (10) для механического разрушения при добывании абразивных материалов, в частности пород, песка или руд, причем инструмент (10) имеет корпус (18) инструмента, содержащий этапы:
- расположение, по меньшей мере, пластинки (12) твердого сплава на корпусе (18) инструмента,
- наплавление наплавки (16) на пластинку (12) твердого сплава и корпус (18) инструмента, так что, по меньшей мере, одна пластинка (12) твердого сплава закрепляется на корпусе (18) инструмента.
13. Способ изготовления или подготовки инструмента (10) по п. 12, отличающийся тем, что большую часть пластинок (12) твердого сплава устанавливают на корпусе (18) инструмента параллельно друг другу.
14. Способ изготовления или подготовки инструмента (10) по п. 12 или 13, отличающийся тем, что каждую пластинку (12) твердого сплава соединяют с, по меньшей мере, соседней пластинкой (12) твердого сплава и корпусом (18) инструмента с помощью наплавки (16).
15. Способ изготовления или подготовки инструмента (10) по любому из пп. 12-14, отличающийся тем, что перед расположением, по меньшей мере, одной пластинки (12) твердого сплава на корпусе (18) инструмента поверхность корпуса (18) инструмента обрабатывают со снятием стружки.
16. Способ изготовления или подготовки инструмента (10) по любому из пп. 12-15, отличающийся тем, что, по меньшей мере, одну пластинку (12) твердого сплава располагают на корпусе (18) инструмента таким образом, что она простирается главным образом в направлении действия действующей на инструмент (10) силы.
17. Способ изготовления или подготовки инструмента (10) по любому из пп. 12-16, отличающийся тем, что перед этапом расположения, по меньшей мере, одной пластинки (12) твердого сплава на корпусе (18) инструмента в поверхности корпуса (18) проделывают канавку (20) и при этом, по меньшей мере, одну пластинку (12) твердого сплава располагают в канавке (20).
18. Способ изготовления или подготовки инструмента (10) по любому из пп. 12-17, отличающийся тем, что перед этапом расположения, по меньшей мере, одной пластинки (12) твердого сплава на корпусе (18) инструмента в поверхности корпуса (18) инструмента проделывают большую часть параллельных канавок (20) и соответственно пластинку (12) твердого тела располагают в соответственно одной канавке (20).
19. Способ изготовления или подготовки инструмента (10) по любому из пп. 12-18, отличающийся тем, что корпус (18) инструмента имеет углубление (14), в частности сточенную область, и, по меньшей мере, одну пластинку (12) твердого сплава располагают в углублении (14).
| Зуб ковша землеройной машины | 1974 |
|
SU732466A1 |
| ЗУБ КОВША ЭКСКАВАТОРА | 0 |
|
SU237720A1 |
| Нож землеройной машины | 1975 |
|
SU739190A1 |
| Резец для горных машин | 1984 |
|
SU1263837A1 |
| Резец для разрушения горных пород | 1987 |
|
SU1742472A1 |
| GB 1443531 A, 21.07.1976 | |||
| US 6454195 B1, 24.09.2002. | |||

