Изобретение относится к области машиностроения, в частности кузнечного оборудования, и может быть использовано для обработки заготовок из профильных труб перед гибкой при изготовлении кованых изделий с переменным сечением по длине, изогнутых и скрученных в пространстве, изделий художественной ковки, а также изделий из профильной трубы квадратного поперечного сечения различной толщины.
К устройству известен аналог способ получения изделий с криволинейными участками из профильных труб и устройство для его реализации в описании изобретения к патенту №2508958, МПК B21D 7/02, по заявке №2012130291/02, от 16.07.2012, опубл. 10.03.2014, включающий видоизменение, преимущественно, прокаткой поперечного сечения трубы перед гибкой, предпочтительно, по всей длине, деформирование как минимум одного конца упомянутой трубы по непрокатанным сторонам, установку указанного конца в паз гибочного устройства и гибку по непрокатанным сторонам. Профиль трубы изменяют путем образования как минимум на двух ее противоположных сторонах ребер жесткости, преимущественно, прокаткой вовнутрь части стенки трубы на упомянутых сторонах, при этом высоту ребра выбирают из соотношения h=(0,6-1,2)δ где: h - высота ребра, δ - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения S1=S-(5-7)δ, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы. Ребра жесткости образуют на двух сторонах трубы. Высоту ребра выбирают из соотношения h=(0,8-1)δ, где: h - высота ребра, δ - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения S1=S-(5,8-6,2)δ, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы.
Деформируют оба конца трубы по непрокатанным сторонам. В зоне реза заготовку деформируют таким образом, что ребра жесткости соприкасаются или практически соприкасаются между собой с образованием прямолинейного или практически прямолинейного участка с переходными зонами от упомянутого участка к основному материалу, причем длину упомянутого прямолинейного участка выбирают из соотношения L≈l1+l2+l3, где: L - общая длина образованного прямолинейного участка, l1 - длина прямолинейного участка до линии реза, l2 - длина прямолинейного участка после линии реза, l3 - ширина реза, причем резку трубы на заготовки требуемой длины производят одновременно с деформацией, при этом длину переходного участка выбирают из соотношения L1=(3…6)S, где: S - ширина профиля трубы. Длину переходного участка выбирают из соотношения L1=(4…5)S, где: S - ширина профиля трубы. Устройство для получения изделий с криволинейными участками из профильных труб содержит, как минимум два прокатных формовочных диска с прижимным устройством и поперечным профилем каждого диска, выполненным из условия обеспечения при прокатке высоты ребра, исходя из соотношения h=(0,6-1,2)δ, где: h - высота ребра, δ - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения S1=S-(5-7)δ, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы. Поперечный профиль каждого диска выполнен из условия обеспечения при прокатке высоты ребра, исходя из соотношения h=(0,8-1)δ, где: h - высота ребра, - толщина стенки трубы, а ширину прокатываемой части стенки трубы - из соотношения S1=S-(5,8-6,2)δ, где: S1 - ширина прокатываемой части стенки трубы, S - ширина профиля трубы. В устройстве как минимум один прокатный формовочный диск выполнен разборным, содержащим диск, на наружной поверхности которого выполнен профиль для формирования ответного профиля на поверхности трубы, и две прижимные шайбы, установленные с обеих сторон диска и образующие ручей для обрабатываемой заготовки, при этом зазор на сторону между поверхностью прижимной шайбы и стенкой трубы составляет δ1=(0,07-0,15)δ, где: δ1 - зазор между поверхностью прижимной шайбы и стенкой трубы, δ - толщина стенки трубы.
Недостатки: при получении изделий с криволинейными участками из профильных труб прокатный формовочный диск осуществляет деформацию непрокатанных стенок трубы, при предварительной прокатке вследствие действия сил трения, обусловленных давлением на прокатываемые стенки трубы прокатных формовочных дисков, что приводит к смещению стенок относительно друг друга в процессе гибки, к искажению формы получаемых изделий, получению изделий при недостаточно высокой производительности труда.
К заявленному устройству известен наиболее близкий аналог устройство для гибки профильных труб в патенте на полезную модель №104102, МПК B21D 7/02, по заявке №2011101249/02, от 12.01.2011, опубл. 10.05.2011, содержащее шаблон с рабочей поверхностью, закрепленный на планшайбе, имеющей отверстия для последовательной установки друг за другом вспомогательных шаблонов с рабочими поверхностями, гибочный элемент, зафиксированный относительно оси от поворота фиксатором и установленный над планшайбой с возможностью регулирования планки в продольном направлении в направляющей, закрепленной на станине, имеющий паз для установки заготовки, в стенке которого вмонтирован пуансон-фиксатор с острой кромкой для фиксации заготовки. Шаблон с рабочей поверхностью, закрепленный на планшайбе, выполнен с пазом, размеры которого соответствуют толщине заготовки, вспомогательные шаблоны закреплены относительно друг друга посредством фиксатора перед началом работы станка и установлены сразу все в необходимом количестве, которое соответствует количеству витков заготовки, гибочный элемент в виде упора при перестройке станка на новую заготовку имеет возможность переустановки в выполненные по оси отверстия, количество и расстояние между которыми соответствует количеству витков заготовки.
Недостаток: обеспечивается возможность подготовки для гибки только одной заготовки и в дальнейшем гибка только одной подготовленной заготовки. Необходимо перестраивать станок на новую заготовку с затратой времени, что приводит к снижению производительности труда.
Технический результат: создание устройства для обработки заготовок из профильных труб перед гибкой при изготовлении изделий с криволинейными участками, которое обеспечило бы повышение производительности труда.
Технический результат в устройстве для обработки заготовок из профильных труб перед гибкой при изготовлении изделий с криволинейными участками достигается за счет того, что устройство состоит из станины, имеющей крепежные планки, на которых закреплена как минимум пара горизонтальных и вертикальных рихтовочных роликов, установленных точно друг за другом на валах, причем каждый из них размещен в регулирующей скобе, а в каждой скобе установлена рукоятка, которая регулирует по горизонтали и вертикали положение пары нижних и верхних горизонтальных рихтовочных роликов, закрепленных на валах, причем пара горизонтальных рихтовочных роликов имеет верхний и нижний ролик, где нижний ролик является базовым при настройке рихтовочных роликов в паре горизонтальных и вертикальных рихтовочных роликов.
Наличие в заявляемом устройстве станины, имеющей крепежные планки, на которых закреплена как минимум пара горизонтальных и вертикальных рихтовочных роликов, установленных точно друг за другом на валах, размещение каждого из них в регулирующей скобе, наличие в каждой скобе рукоятки, которая регулирует по горизонтали и вертикали положение пары нижних и верхних горизонтальных рихтовочных роликов, закрепленных на осях, наличие в паре горизонтальных рихтовочных роликов верхнего и нижнего роликов, где нижний ролик является базовым при настройке рихтовочных роликов в паре горизонтальных и вертикальных рихтовочных роликов, наличие всех этих указанных признаков обеспечивает устранение разбухания недеформированных стенок трубы, при предварительной прокатке вследствие действия сил трения, обусловленных давлением на прокатываемые стенки трубы прокатных формовочных дисков, смещение стенок относительно друг друга в процессе гибки. После обработки в заявляемом устройстве две деформированные стенки трубы выпрямляются, становятся параллельными друг другу, устраняются перекосы этих стенок и обеспечивается равенство диагоналей поперечного сечения трубы, и последующее протягивание недеформированных сторон по ее краям между вертикальными рихтовочными роликами устраняется овальность. В результате этого заготовки приобретают форму, которая позволяет укладывать заготовки друг на друга в количестве 2-8 штук в паз гибочного устройства и осуществлять гибку одновременно для всех заготовок, уложенных в него. Конструкция заявляемого устройства позволяет без дополнительного времени на перестраивание устройства обеспечить повышение производительности труда.
Прокатанная труба в одном устройстве без перестраивания, сразу движется к горизонтальным рихтовочным роликам, а затем протаскивается между вертикальными рихтовочными роликами. Силами трения прокатанная труба протаскивается между горизонтальными рихтовочными роликами и, в этот момент выпрямляются ее две деформированные стенки, делая их параллельными друг другу, для устранения перекосов этих стенок и обеспечивания равенства диагоналей поперечного сечения трубы. После прохождения между горизонтальными рихтовочными роликами и прокатанная труба также под действием сил трения протаскивается между вертикальными рихтовочными роликами, которые правят прокатанную трубу по краям недеформированных сторон за счет сдавливающих сил при проходе трубы вертикальными рихтовочными роликами, устраняя овальность непрокатанных стенок.
Наличие отличительных от прототипа существенных признаков позволяет признать устройство для его реализации новым.
Из уровня техники не выявлены технические решения, содержащие признаки, совпадающие с отличительными признаками заявляемого устройства для его реализации, поэтому заявляемое устройство отвечает критерию изобретательского уровня.
Возможность осуществления заявляемого устройства в промышленности позволяет признать устройство соответствующими критерию промышленной применимости.
Заявляемое устройство для обработки заготовок из профильных труб перед гибкой при изготовлении изделий с криволинейными участками поясняется чертежами, где
на фиг. 1 изображены пары горизонтальных рихтовочных роликов, труба, проходящая между ними, при выравнивании прокатанных стенок и обеспечивание равенства диагоналей поперечного сечения трубы; на фиг. 2 изображен общий устройства с парами вертикальных и горизонтальных рихтовочных ролов при прохождении трубы между указанными роликами.
Заявляемое устройство состоит из станины 9, имеющей крепежные планки 8, на которых закреплена как минимум пара горизонтальных рихтовочных роликов 1 и как минимум пара вертикальных рихтовочных роликов 5, каждый из которых размещен в регулирующей скобе 6. Каждая регулирующая скоба 6 имеет рукоятку 7. Каждая пара рихтовочных роликов 1, 5 располагается на вертикальном вале 10. Пара вертикальных рихтовочных роликов 5 закреплена непосредственно за парой горизонтальных рихтовочных роликов 1, в которой имеется верхний 2 и нижний 3 ролики. Нижний горизонтальный рихтовочный ролик 3, регулируемый рукояткой 7, является базовым при настройке рихтовочных роликов в паре горизонтальных рихтовочных роликов 2, 3 и вертикальных рихтовочных роликов 5. Верхний горизонтальный рихтовочный ролик 2 может опускаться и подниматься, регулируя зазор между горизонтальными рихтовочными роликами 2 и 3 при перенастройке между различными типоразмерами трубы с помощью рукоятки 7.
Работа заявляемого устройства. С помощью рукоятки 7, установленной на регулирующей скобе 6 нижний рихтовочный ролик 3 подводят к выходящей из прокатного устройства трубе 4 до соприкосновения с прокатанной стенкой таким образом, чтобы труба 4 между нижним рихтовочным роликом 3 и прокатным устройством не имела перекосов или наклонов, лежала ровно, чтобы недеформированные стенки трубы 4 были перпендикулярны осям горизонтальных валов 1. Далее вращением рукоятки 7 подводят верхний рихтовочный ролик 2 до соприкосновения с противоположной прокатанной стенкой трубы 4 и слегка зажимают трубу 4 между роликами 2 и 3. После этого протягивают трубу 4 до уровня вертикальных рихтовочных роликов 5, вращением рукояток 7 в регулирующих скобах 6 подводят вертикальные рихтовочные ролики 5 к трубе 4 до соприкосновения с недеформированными стенками трубы 4 так, чтобы недеформированные стенки трубы 4 были параллельны осям вертикальных валов 10 и зажимают трубу 4. Пропускают трубу 4 между всеми рихтовочными роликами и оценивают результат. При необходимости вращением рукояток 7 в регулирующих скобах 6 регулируют положение всех рихтовочных роликов. Прокатанная труба 4 сразу движется к горизонтальным рихтовочным роликам 1. Силами трения прокатанная труба 4 протаскивается между горизонтальными рихтовочными роликами 2 и 3, в этот момент выпрямляются ее две деформированные стенки, делая их параллельными друг другу, для устранения перекосов этих стенок и обеспечивания равенства диагоналей поперечного сечения трубы. После прохождения между горизонтальными рихтовочными роликами 2 и 3 прокатанная труба 4 также под действием сил трения протаскивается между вертикальными рихтовочными роликами 5, которые правят прокатанную трубу 4 по краям недеформированных сторон за счет сдавливающих сил при проходе трубы 4 вертикальными рихтовочными роликами 5, устраняя овальность.
Технико-экономический эффект для заявляемого способа.
Использование заявляемого устройства обеспечит повышение производительности труда.
Изобретение относится к области кузнечно-прессового оборудования и может быть использовано для обработки заготовок из профильных труб перед их гибкой при изготовлении кованых изделий с переменным сечением по длине. На станине, на валах закреплены по меньшей мере пара горизонтальных рихтовочных роликов и пара вертикальных рихтовочных роликов. Каждый ролик размещен в регулирующей скобе с рукояткой для изменения зазора между горизонтальными рихтовочными роликами при перенастройке на другой типоразмер труб. Расширяются технологические возможности устройства для счет обеспечения обработки труб различных типоразмеров. 2 ил.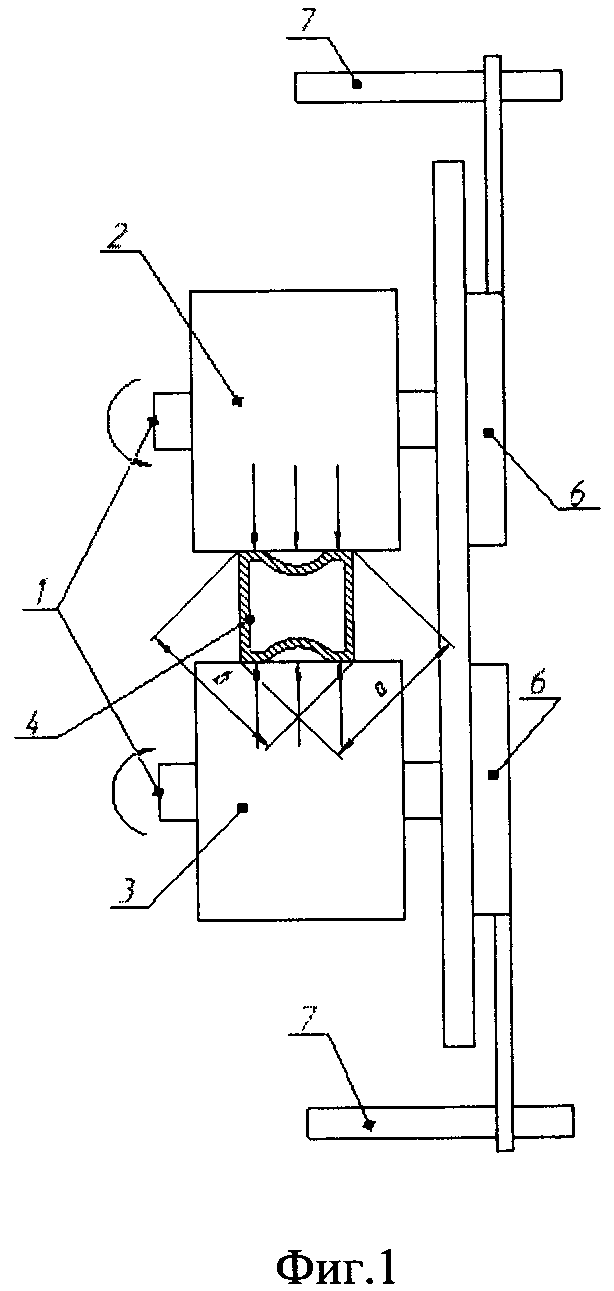
Устройство для обработки заготовок из профильных труб перед гибкой при изготовлении изделий с криволинейными участками, характеризующееся тем, что оно содержит станину, имеющую крепежные планки, закрепленные на них по меньшей мере одну пару горизонтальных и по меньшей мере одну пару вертикальных рихтовочных роликов, установленных друг за другом на валах, причем каждый из указанных рихтовочных роликов установлен в регулирующей скобе, имеющей рукоятку для регулировки по горизонтали и вертикали положения указанных пар нижних и верхних горизонтальных рихтовочных роликов, при этом в каждой паре горизонтальных рихтовочных роликов, содержащих верхний и нижний ролик, нижний ролик является базовым при настройке рихтовочных роликов в паре горизонтальных и вертикальных рихтовочных роликов.
| Термопара для измерения температур от 100° до 2200°С | 1955 |
|
SU104102A1 |
| Способ изготовления металлических строительных элементов составного сечения и устройство для его изготовления | 1991 |
|
SU1779443A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2508958C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ В МОЛОКЕ УДЕЛЬНОЙ АКТИВНОСТИ РАДИОНУКЛИДА СТРОНЦИЯ-90 ПО ДОЧЕРНЕМУ ЭЛЕМЕНТУ ИТТРИЮ-90 | 1997 |
|
RU2139534C1 |

