1
(21)4696223/27 (22)31.03.89 (46)07.12.91. Бюл. №45 (72) А. И. Миняков, В. В. Пискарева и В.А.Косте н ко (53)621.981.1(088.8)
(56)Авторское свидетельство СССР N° 940915, кл. В 21 D 7/02, 1980
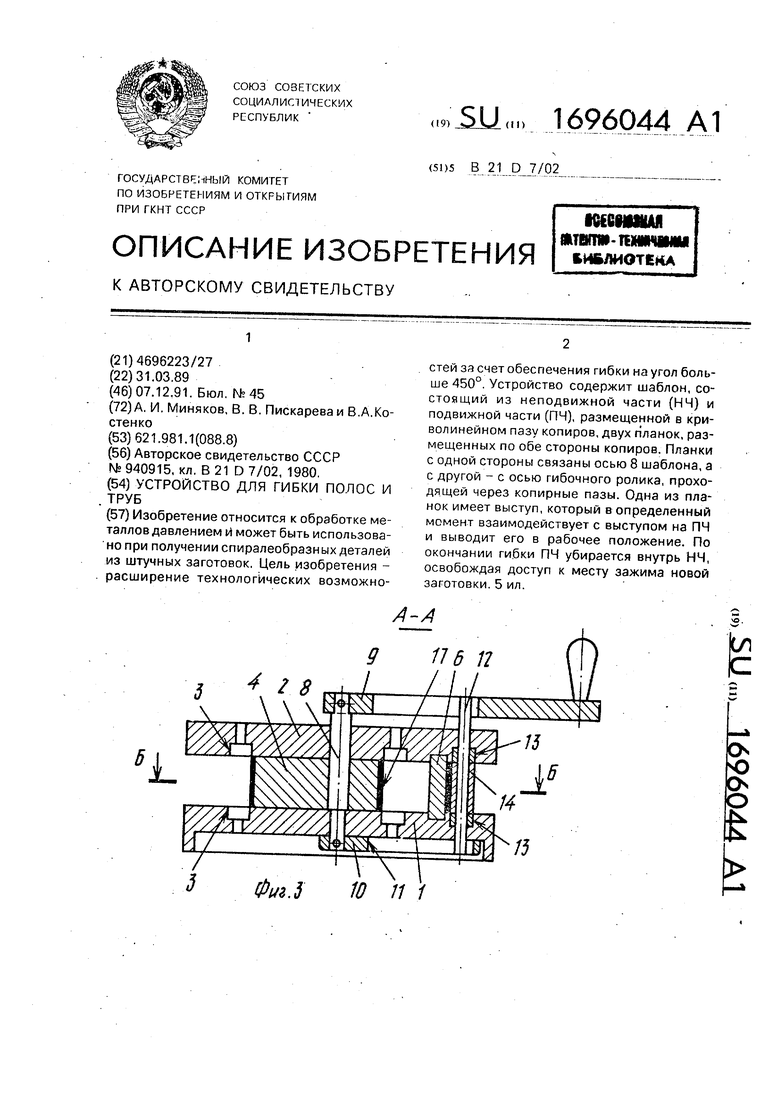
(54) УСТРОЙСТВО ДЛЯ ГИБКИ ПОЛОС И ТРУБ
(57)Изобретение относится к обработке металлов давлением и может быть использовано при получении спиралеобразных деталей из штучных заготовок. Цель изобретения - расширение технологических возможностей за счет обеспечения гибки на угол больше 450°. Устройство содержит шаблон, состоящий из неподвижной части (НЧ) и подвижной части (ПЧ), размещенной в криволинейном пазу копиров, двух планок, размещенных по обе стороны копиров. Планки с одной стороны связаны осью 8 шаблона, а с другой - с осью гибочного ролика, проходящей через копирные пазы. Одна из планок имеет выступ, который в определенный момент взаимодействует с выступом на ПЧ и выводит его в рабочее положение. По окончании гибки ПЧ убирается внутрь НЧ, освобождая доступ к месту зажима новой заготовки.5 ил.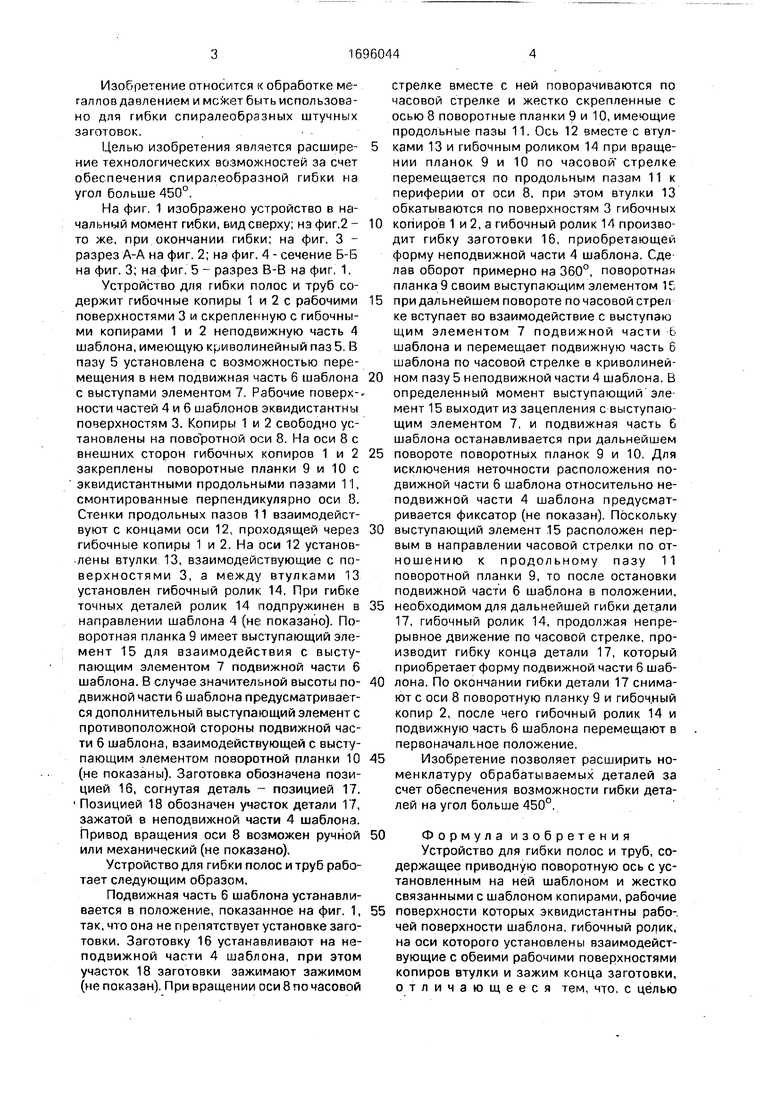
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ИЗ ПРОФИЛЬНЫХ ТРУБ | 2012 |
|
RU2508957C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Фланцегибочная машина | 1980 |
|
SU925477A1 |
| Станок для гибки длинномерных заготовок | 1982 |
|
SU1057143A2 |
| Полуавтомат для пространственной гибки труб | 1986 |
|
SU1378985A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С КРИВОЛИНЕЙНЫМИ УЧАСТКАМИ ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2508958C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2528286C2 |
| Штамп для одноугловой гибки штучных заготовок | 1989 |
|
SU1703220A1 |
| Гибочная машина | 1980 |
|
SU871889A1 |
28
/
Фм.З
А-А
Ј SSSSS
П
±в
14 N/5
О О
О
о
fc
Изобретение относится к обработке металлов давлением и мсжет быть использовао для гибки спиралеобразных штучных аготовок,
Целью изобретения является расширение технологических возможностей за счет беспечения спиралеобразной гибки на гол больше 450°.
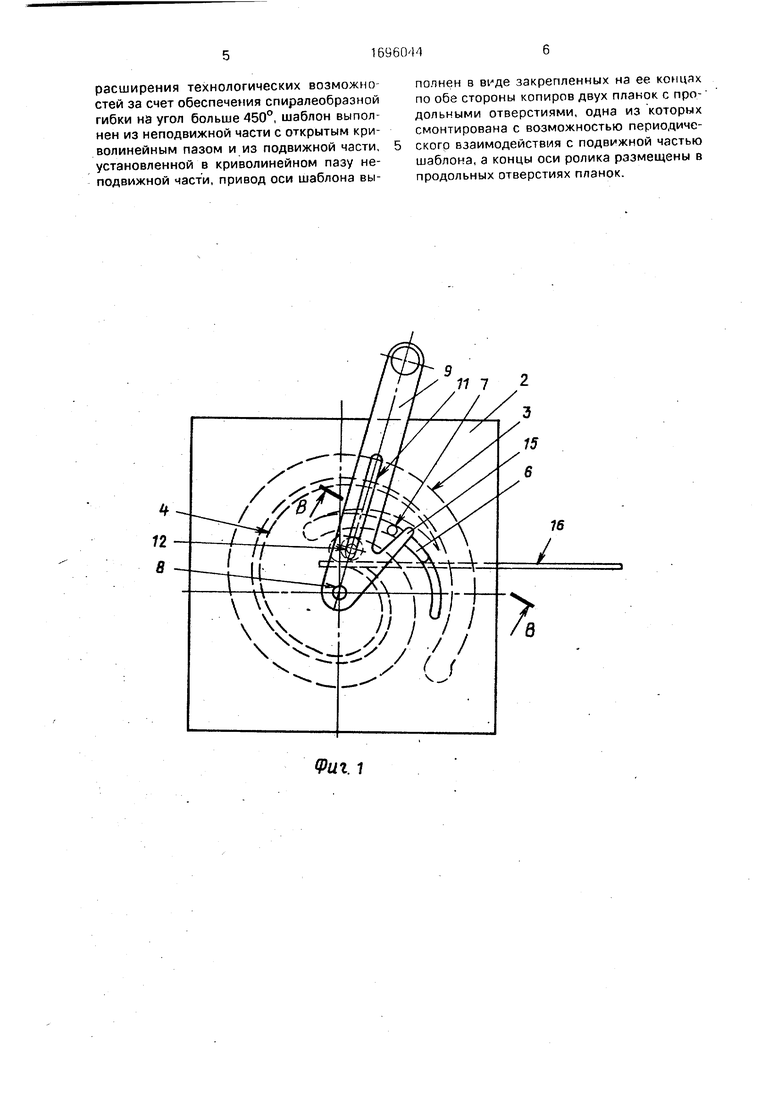
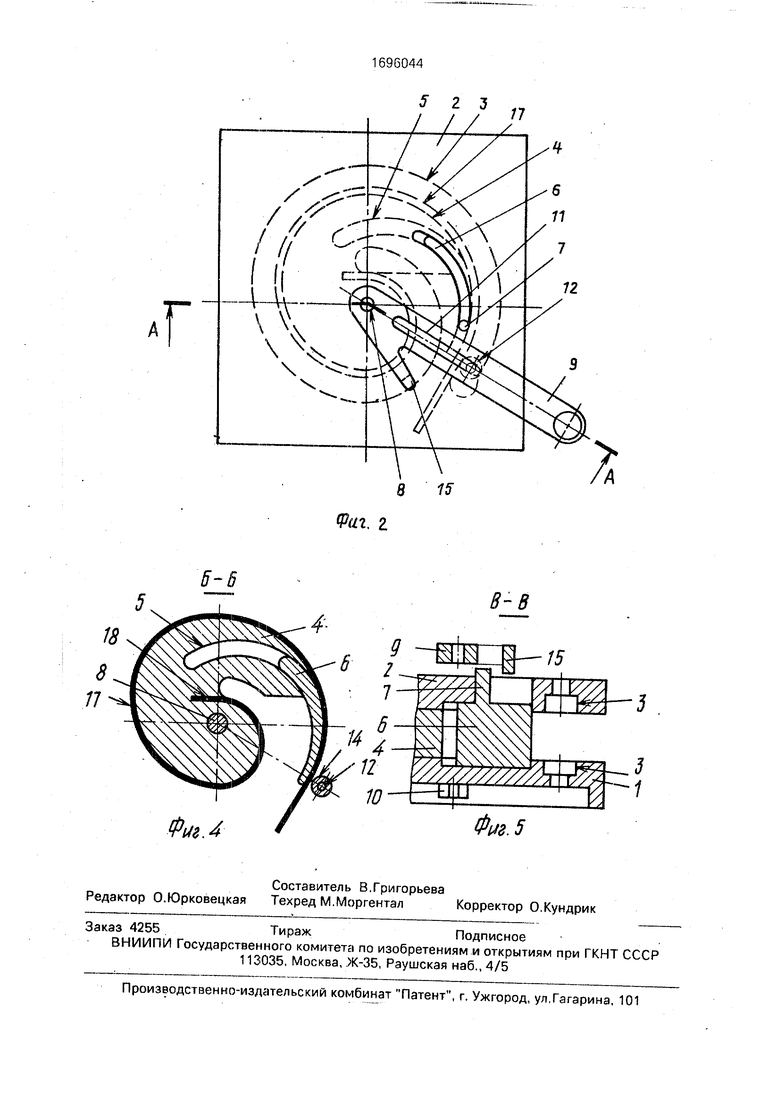
На фиг. 1 изображено устройство в наальный момент гибки, вид сверху; нэ фиг,2 - то же, при окончании гибки; на фиг, 3 - разрез А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг, 1,
Устройство для гибки полос и труб соержит гибочные копиры 1 и 2 с рабочими поверхностями 3 и скрепленную с гибочными копирами 1 и 2 неподвижную часть 4 шаблона, имеющую криволинейный паз 5. В пазу 5 установлена с возможностью перемещения в нем подвижная часть 6 шаблона с выступами элементом 7. Рабочие поверх-- ности частей 4 и 6 шаблонов эквидистантны поверхностям 3. Копиры 1 и 2 свободно установлены на поворотной оси 8. На оси 8 с внешних сторон гибочных копиров 1 и 2 закреплены поворотные планки 9 и 10 с эквидистантными продольными пазами 11, смонтированные перпендикулярно оси 8. Стенки продольных пазов 11 взаимодействуют с концами оси 12, проходящей через гибочные копиры 1 и 2. На оси 12 установ- лены втулки 13, взаимодействующие с поверхностями 3, а между втулками 13 установлен гибочный ролик 14. При гибке точных деталей ролик 14 подпружинен в направлении шаблона 4 (не показано), Поворотная планка 9 имеет выступающий элемент 15 для взаимодействия с выступающим элементом 7 подвижной части 6 шаблона. В случае значительной высоты подвижной части б шаблона предусматривается дополнительный выступающий элемент с противоположной стороны подвижной части 6 шаблона, взаимодействующей с выступающим элементом поворотной планки 10 (не показаны). Заготовка обозначена позицией 16, согнутая деталь - позицией 17. Позицией 18 обозначен участок детали 17, зажатой в неподвижной части 4 шаблона. Привод вращения оси 8 возможен ручной или механический (не показано).
Устройство для гибки полос и труб работает следующим образом.
Подвижная часть 6 шаблона устанавливается в положение, показанное на фиг. 1, так, что она не препятствует установке заготовки. Заготовку 16 устанавливают на неподвижной части 4 шаблона, при этом участок 18 заготовки зажимают зажимом (не показан). При вращении оси 8 по часовой
стрелке вместе с ней поворачиваются по часовой стрелке и жестко скрепленные с осью 8 поворотные планки 9 и 10, имеющие продольные пазы 11. Ось 12 вместе с вгулками 13 и гибочным роликом 14 при вращении планок 9 и 10 по часовой стрелке перемещается по продольным пазам 11 к периферии от оси 8, при этом втулки 13 обкатываются по поверхностям 3 гибочных
копиров 1 и 2, а гибочный ролик 14 производит гибку заготовки 16, приобретающей форму неподвижной части 4 шаблона. Сде лав оборот примерно на 360°, поворотная планка 9 своим выступающим элементом 15
при дальнейшем повороте по часовой стрел ке вступает во взаимодействие с выступаю щим элементом 7 подвижной части t шаблона и перемещает подвижную часть 6 шаблона по часовой стрелке в криволинейном пазу 5 неподвижной части 4 шаблона. В определенный момент выступающий элемент 15 выходит из зацепления с выступающим элементом 7, и подвижная часть 6 шаблона останавливается при дальнейшем
повороте поворотных планок 9 и 10. Для исключения неточности расположения подвижной части 6 шаблона относительно неподвижной части 4 шаблона предусматривается фиксатор (не показан). Поскольку
выступающий элемент 15 расположен первым в направлении часовой стрелки по отношению к продольному пазу 11 поворотной планки 9, то после остановки подвижной части 6 шаблона в положении,
необходимом для дальнейшей гибки детали 17, гибочный ролик 14, продолжая непрерывное движение по часовой стрелке, производит гибку конца детали 17, который приобретает форму подвижной части 6 шаблона. По окончании гибки детали 17 снимают с оси 8 поворотную планку 9 и гибочный копир 2, после чего гибочный ролик 14 и подвижную часть 6 шаблона перемещают в первоначальное положение.
Изобретение позволяет расширить номенклатуру обрабатываемых деталей за счет обеспечения возможности гибки деталей,на угол больше 450°.
Формула изобретения
Устройство для гибки полос и труб, содержащее приводную поворотную ось с установленным на ней шаблоном и жестко связанными с шаблоном копирами, рабочие
поверхности которых эквидистантны рабочей поверхности шаблона, гибочный ролик, на оси которого установлены взаимодействующие с обеими рабочими поверхностями копиров втулки и зажим конца заготовки, отличающееся тем, что, с целью
расширения технологических возможностей за счет обеспечения спиралеобразной гибки на угол больше 450°, шаблон выполнен из неподвижной части с открытым криволинейным пазом и из подвижной части, установленной в криволинейном пазу неподвижной части, привод оси шаблона выФиг. 1
полнен в виде закрепленных на ее концах по обе стороны копиров двух планок с про- дольными отверстиями, одна из которых смонтирована с возможностью периодиче- скогр взаимодействия с подвижной частью шаблона, а концы оси ролика размещены в продольных отверстиях планок.
Фиг. г
6-6
4Фм.4
2 3
В-В
9 -Ш
15
И
Фив. 5
