Изобретение относится к машиностроению и может быть использовано для контроля формы и расположения внутренней поверхности полых деталей с целью повышения точности их измерения и изготовления.
Известен способ электромагнитного контроля полой детали типа лопатки газотурбинного двигателя (Патент РФ №2526598, МПК G01N 27/90, опубл. 27.08.2014), заключающийся в том, что на поверхность лопатки устанавливают электромагнитный преобразователь, а внутренние полости лопатки заполняют магнитной жидкостью. Перемещая электромагнитный преобразователь по поверхности лопатки, регистрируют изменяющиеся в процессе перемещения выходные сигналы и по ним судят о толщине оболочки.
Недостатком данного способа является невозможность оценки замкнутых полостей из-за необходимости их заполнения магнитной жидкостью, а также невозможности определения пространственных координат внутренней поверхности.
Известно устройство неразрушающего контроля, предназначенное для измерения толщины объектов из конструкционных металлических сплавов при одностороннем доступе к ним (Патент РФ №2158901, МПК G01В 17/02, опубл. 10.11.2000), принцип работы которого основан на эффекте распространения ультразвука и его отражения от границы раздела в измеряемом материале. Данное устройство возможно использовать для косвенного измерения формы и расположения внутренней поверхности полой детали относительно ее наружной поверхности.
Недостатком данного устройства является невысокая точность измерения из-за невозможности определения пространственных координат внутренней поверхности.
Известно устройство, представляющее собой координатно-измерительную машину для определения пространственных координат на объекте измерения (Патент РФ №2451265, МПК G01B 5/012, опубл. 20.05.2012). Данная машина содержит измерительную головку, имеющую возможность перемещения относительно объекта измерения и изменения положения контактного щупа в пространстве.
Недостатком этого устройства является невозможность определения пространственных координат недоступных для контактного щупа внутренних поверхностей полой детали.
Наиболее близким к заявляемому способу и устройству является координатно-измерительная машина, представляющая собой подвижную многозвенную руку и способ определения пространственных координат на объекте измерения с помощью нее (Патент США US 2010/0095542, МПК G01B 5/004, опубл. 22.04.2010). Один конец руки жестко крепится к основанию, которое является неподвижным относительно объекта измерения, другой конец руки имеет контактный сферический щуп, предназначенный для прикосновения к объекту измерения. Звенья руки соединены друг с другом цилиндрическими шарнирами, снабженными датчиками углового положения, показания которых совместно с данными о длине звеньев позволяют однозначно определить координаты контактного щупа, имеющего возможность прикасаться к объекту измерения под различными углами.
Недостаток прототипа заключается в невозможности определения пространственных координат внутренней поверхности замкнутой полости, поскольку для измерения необходимо прикосновение к поверхности контактным щупом.
Техническим результатом изобретения является повышение точности изготовления полых деталей за счет возможности оценивать отклонение формы и расположения внутренней поверхности для использования ее в качестве базовой при обработке наружной поверхности полой детали.
Указанный технический результат достигается способом определения пространственных координат внутренней поверхности полой детали и устройством для его реализации, принцип работы которых основан на определении пространственных координат точки касания наружной поверхности объекта измерения, которые затем пересчитываются в пространственные координаты внутренней поверхности. В отличие от прототипа в качестве контактного щупа используется датчик ультразвукового толщиномера, на основании показаний которого осуществляется пересчет.
Технический результат достигается способом определения пространственных координат поверхности полой детали, включающим в себя определение пространственных координат точки касания наружной поверхности объекта измерения контактным щупом координатно-измерительной машины, в котором в отличие от прототипа в точке касания измеряют толщину оболочки полой детали и рассчитывают пространственные координаты противостоящей точки внутренней поверхности по формуле:

где А(Х, Y, Z) - пространственные координаты точки касания наружной поверхности;
 - вектор, описывающий направление контактного щупа в пространстве при касании точки наружной поверхности А(Х, Y, Z);
- вектор, описывающий направление контактного щупа в пространстве при касании точки наружной поверхности А(Х, Y, Z);
t - толщина оболочки полой детали, измеренная толщиномером в точке касания А (X, Y, Z). Аналогично определяют пространственные координаты необходимого количества контрольных точек внутренней поверхности, по которым рассчитывают форму и расположение внутренней поверхности в измеряемой полой детали.
Технический результат достигается устройством для определения пространственных координат внутренней поверхности полой детали, содержащим подвижную многозвенную руку, один конец которой жестко закреплен на неподвижном относительно объекта измерения основании, а на другом закреплен имеющий возможность прикасаться к объекту измерения под различными углами контактный щуп, при этом звенья руки соединены друг с другом цилиндрическими шарнирами, снабженными датчиками углового положения, показания которых совместно с данными о длине звеньев позволяют однозначно определить координаты контактного щупа, в котором в отличие от прототипа в качестве контактного щупа используется датчик ультразвукового толщиномера.
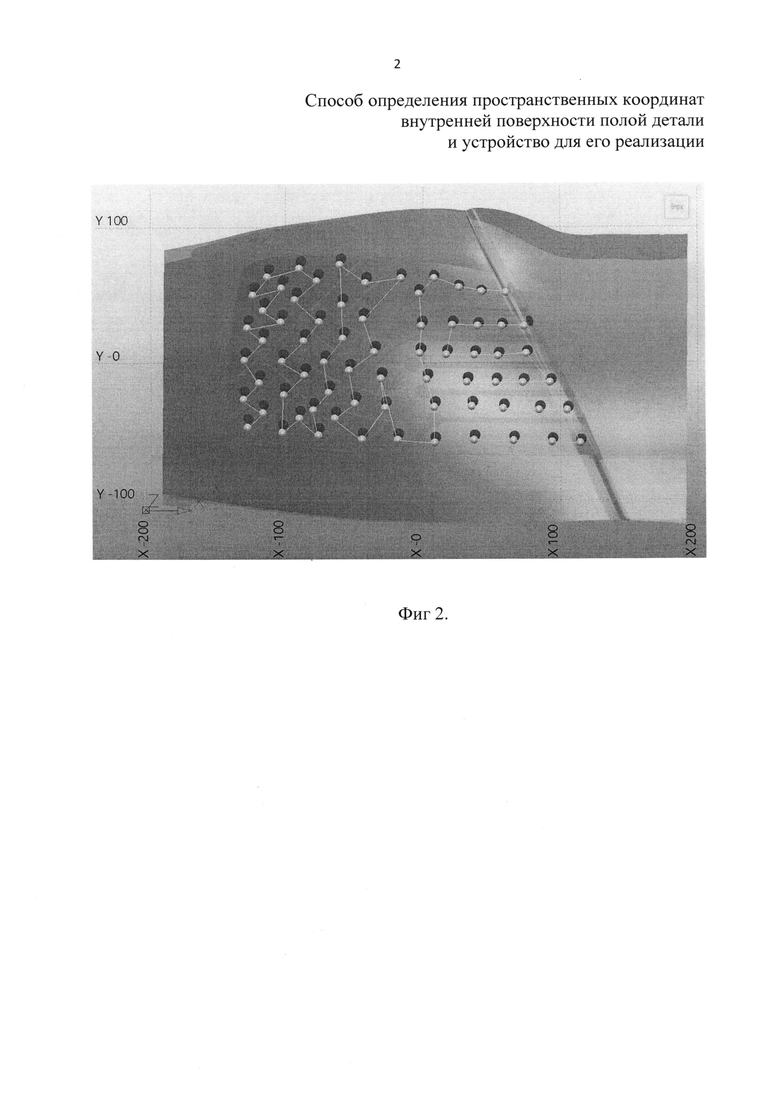
Сущность изобретения поясняется чертежами, где на фигуре 1 показан общий вид устройства в изометрическом изображении, на фигуре 2 представлена объемно-математическая модель полой детали с графическим указанием опорных точек.
Устройство для определения пространственных координат внутренней поверхности полой детали (фиг. 1) содержит основание 1, которое устанавливается неподвижно относительно измеряемой детали 2. Один конец подвижной многозвенной руки закреплен на неподвижном основании, на другом конце установлена измерительная головка 3 с датчиком ультразвукового толщиномера 4, которым осуществляют касание измеряемой детали. Количество звеньев и степеней подвижности многозвенной руки, а также ее конструктивное исполнение может быть различным. На представленном чертеже общего вида измерительная рука состоит из четырех звеньев, включающих в себя штанги 5 и 6 с вилкой 7 на одном из концов, поворотную штангу 8 и непосредственно измерительную головку 3, образуя механизм с четырьмя степенями подвижности. Звенья соединены между собой и с неподвижным основанием 1 цилиндрическими шарнирами, снабженными датчиками углового положения, показания которых совместно с данными о длине звеньев позволяют однозначно определить координаты положения датчика ультразвукового толщиномера 4.
Способ определения пространственных координат внутренней поверхности полой детали с помощью заявляемого устройства включает в себя следующие действия. Осуществляют касание датчиком ультразвукового толщиномера наружной поверхности объекта измерения в точке, которая является противостоящей по отношению к измеряемой точке в области внутренней поверхности. При касании стремятся обеспечить такое положение измерительной головки 3 с контактным датчиком ультразвукового толщиномера 4, при котором его направление будет совпадать с направлением нормали к внутренней поверхности в ее измеряемой точке В. Пространственные координаты точки касания наружной поверхности А определяются на основании известных заранее длинах звеньев измерительной руки, а также их угловых положений в пространстве, полученных на основании сигналов датчиков углового положения, расположенных в шарнирах. Пространственные координаты измеряемой точки внутренней поверхности В рассчитываются на основании данных о пространственных координатах точки касания наружной поверхности А, данных об угловом положении в пространстве измерительной головки 3 и данных о толщине оболочки полой детали, полученных толщиномером в точке касания А, по формуле (1). Аналогично осуществляют последовательное определение пространственных координат необходимого количества контрольных точек внутренней поверхности. Далее по известным методикам [Использование CAD/CAM/CAI-систем для прецизионной механообработки поршней ДВС / Хадиуллин С.Х., Старовойтов СВ., Глухов И.А. // Современные тенденции в технологиях металлообработки й конструкциях металлообрабатывающих машин и комплектующих изделий: Межвузовский научный сборник / Уфимск. гос .авиац. техн. ун-т.- Уфа: УГАТУ, 2015. - с. 161-165] с помощью специализированного программного обеспечения (например, Autodesk Powerlnspect) получают результаты контроля формы и расположения внутренней поверхности в измеряемой полой детали.
Пример конкретного выполнения.
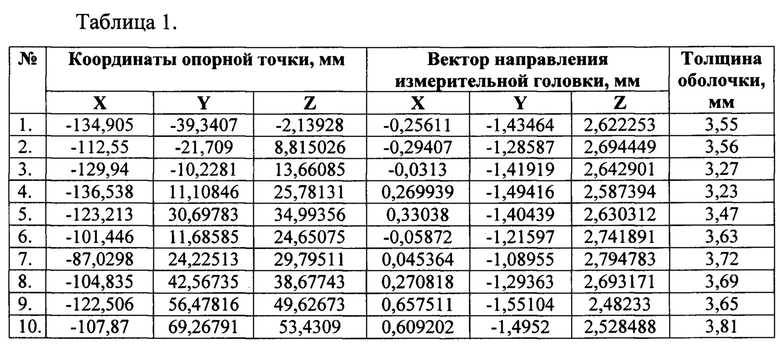
Осуществляли определение положения внутренней поверхности в детали «Лопатка полая» с использованием объемно-математической модели в прозрачном виде с графическим указанием опорных точек данной детали (фиг. 2). Для этого касались наружной поверхности измеряемой детали контактным щупом и записывали пространственные координаты точек касания и данные о векторе, описывающем направление измерительной головки 3 в пространстве при касании контрольной точки, в таблицу 1. В указанную таблицу также вносили данные о толщине оболочки в точках касания.
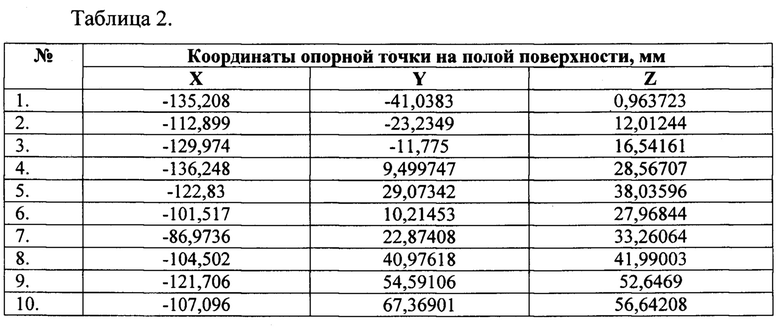
Далее по формуле (1) осуществляли определение пространственных координат измеряемых опорных точек внутренней поверхности полой детали, которые записывали в таблицу 2.
Анализируя с помощью известного программного обеспечения Autodesk Powerlnspect отклонения измеренных контрольных точек внутренней поверхности от их номинального положения на объемной математической модели, получили, что положение внутренней поверхности отличается от номинального и характеризуется общим смещением на 0,74 мм в сторону увеличения толщины стенки детали. Данное смещение учитывалось при обработке полых лопаток и позволило повысить точность их изготовления.
Таким образом, предлагаемое изобретение позволяет повысить точность определения положения внутренней поверхности в полых деталях, а также повысить точность их изготовления за счет возможности использования внутренней поверхности в качестве базовой для последующих операций обработки наружной поверхности.

Использование: для контроля формы и расположения внутренней поверхности полых деталей. Сущность изобретения заключается в том, что осуществляют определение пространственных координат точки касания наружной поверхности объекта измерения контактным щупом координатно-измерительной машины, при этом в точке касания измеряют толщину оболочки полой детали и рассчитывают пространственные координаты противостоящей точки внутренней поверхности по заданной формуле, после чего аналогично определяют пространственные координаты необходимого количества контрольных точек внутренней поверхности, по которым рассчитывают форму и расположение внутренней поверхности в измеряемой полой детали. Технический результат: обеспечение возможности повышения точности измерения внутренней поверхности полых деталей. 2 н.п. ф-лы, 2 ил., 2 табл.
1. Способ определения пространственных координат поверхности полой детали, включающий в себя определение пространственных координат точки касания наружной поверхности объекта измерения контактным щупом координатно-измерительной машины, отличающийся тем, что в точке касания измеряют толщину оболочки полой детали и рассчитывают пространственные координаты противостоящей точки внутренней поверхности по формуле

где А(Х,Y,Z) - пространственные координаты точки касания наружной поверхности;  - вектор, описывающий направление контактного щупа в пространстве при касании точки наружной поверхности А(X,Y,Z); t - толщина оболочки полой детали, измеренная толщиномером в точке касания А(Х,Y,Z); аналогично определяют пространственные координаты необходимого количества контрольных точек внутренней поверхности, по которым рассчитывают форму и расположение внутренней поверхности в измеряемой полой детали.
- вектор, описывающий направление контактного щупа в пространстве при касании точки наружной поверхности А(X,Y,Z); t - толщина оболочки полой детали, измеренная толщиномером в точке касания А(Х,Y,Z); аналогично определяют пространственные координаты необходимого количества контрольных точек внутренней поверхности, по которым рассчитывают форму и расположение внутренней поверхности в измеряемой полой детали.
2. Устройство для определения пространственных координат поверхности полой детали, содержащее подвижную многозвенную руку, один конец которой жестко закреплен на неподвижном относительно объекта измерения основании, а на другом закреплен имеющий возможность прикасаться к объекту измерения под различными углами контактный щуп, при этом звенья руки соединены друг с другом цилиндрическими шарнирами, снабженными датчиками углового положения, показания которых совместно с данными о длине звеньев позволяют однозначно определить координаты контактного щупа, отличающееся тем, что в качестве контактного щупа используется датчик ультразвукового толщиномера.
| US 2009165317 A1, 02.07.2009 | |||
| US 2010095542 A1, 22.04.2010 | |||
| УСТРОЙСТВО для ПРИЕМА ИГОЛЬЧАТЫХ ЛЕНТ КАРДОНАБОРНЫХ АВТОМАТОВ | 0 |
|
SU178350A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ КООРДИНАТ ТОЧЕК ПОВЕРХНОСТИ ИЗДЕЛИЙ | 1990 |
|
SU1795704A1 |
| Устройство для контроля качества поверхностей | 1989 |
|
SU1665216A1 |
| US 2006053648 A1, 16.03.2006. | |||

