Изобретение относится к изготовлению изделий из листов армированного или неармированного прокладочного материала, изготовленного из терморасширенного графита (ТРГ), паронита, резины, фторопласта и может быть использовано для вырезки плоских фланцевых прокладок различной формы, например круглой или эллипсовидной.
Известна установка для вырезки плоских деталей, в том числе прокладок, из армированной заготовки, содержащая электромеханическое устройство, закрепленное на стойке, установленной на основании в виде плиты, включающее электропривод, подвижный нож, выполненный с возможностью возвратно-поступательного перемещения в вертикальной плоскости, связанный с электроприводом через средство перемещения упомянутого подвижного ножа, и два жестко закрепленных неподвижных ножа, расположенных в основании установки и разделенных между собой зазором для прохода подвижного ножа (патент №2248876 РФ, МПК B26D 3/10, опубл. 27.03.2005). С верхней и нижней сторон основания выполнены продольные направляющие пазы, соединенные между собой протяженной сквозной щелью, в которой с возможностью перемещения установлено средство для фиксации армированной заготовки, содержащее установленную в верхнем продольном пазу шайбу, на которой размещена цилиндрическая втулка, направляющую гайку в нижнем пазу, и винт, установленный внутри втулки с упором головки винта в ее торец и проходящий через шайбу, протяженную сквозную щель и взаимодействующего с резьбой гайки.
Несомненным преимуществом данного устройства является точное позиционирование верхнего и нижнего ножей, обеспечиваемое конструкцией установки и не требующее дополнительной настройки в процессе эксплуатации. Полученные на данной установке плоские детали могут обладать самой различной формой и будут иметь достаточно хорошее качество кромки. Однако, при вырезании прокладок, например кольцевой формы, потребуется дополнительная перенастройка (перемещение) узла фиксации армированной заготовки, являющегося центром вращения, для прорезания второй окружности, что увеличивает трудоемкость процесса изготовления кольцевой прокладки, а качество наружной и внутренней кромок прокладки будет разным. Это связано с тем, что часть разрезаемого материала, находящаяся над нижним неподвижным ножом будет ровной, а часть материала находящаяся в момент реза под верхним подвижным ножом будет сминаться. Если же верхний нож будет иметь двустороннею заточку, то качество обоих кромок будет низким.
Наиболее близкой к предложенной является установка для вырезки изделий из листового материала, известная как «Станок вырезной универсальный «Контур», выпускаемый ООО «Силур» (см., например, http://www.sealur.ru/pdf/information/kontur.pdf), Установка содержит стол-основание, на котором размещены электроножницы с поворотным механизмом, оснащенные резцедержателем с двумя регулируемыми подвижными ножами, блок регулируемых неподвижных ножей, вмонтированный в стол-основание. В столе-основании выполнен продольный сквозной паз для перемещения подвижного центра с пружинно-рычажным блоком, обеспечивающим фиксацию заготовки и настройку требуемого диаметра прокладки. При настройке продольным перемещением двух пар ножей друг относительно друга на заданный размер обеспечивают требуемую ширину поля прокладки и плотное прижатие режущих кромок ножей (рис. 2), что в свою очередь обеспечивает ровный срез вырезаемой прокладки. Таким образом прокладка вырезается двумя ножами за один проход. Поворотный механизм подведения режущих ножей к поверхности прокладочного материала в совокупности с пружинно-рычажным блоком крепления листа на центре обеспечивает простоту и удобство работы. Для удобства вырезания прокладок из листов большого размера стол-основание оснащен выдвижными штангами, увеличивающим его размер.
Достоинство данного устройства в высоком качестве внутренней и внешней кромок вырезаемой прокладки, обеспечиваемое применением двух пар ножей, установленных так, чтобы кромки прокладки не сминались при резе.
Недостатками известного устройства являются:
- сложность настройки верхних ножей, обусловленную необходимостью выставления размера реза по дополнительному мерительному инструменту.
- сложность и длительность позиционирования верхних и нижних ножей относительно друг другу, так как данную операцию можно осуществить только тогда, когда верхние ножи опущены в «нижнюю мертвую точку». Учитывая высокую частоту возвратно-поступательного движения ножниц и наличие инерционного хода, остановить электроножницы в «нижней мертвой точке» своевременным отключением электропитания невозможно. Поэтому на практике перемещение верхних ножей в «нижнюю мертвую точку» осуществляется путем вращения крыльчатки охлаждения электромотора через узкую щель в корпусе ножниц тонким узким предметом типа отвертки.
Задачей настоящего изобретения является снижение трудоемкости изготовления прокладок за счет упрощения настроек и повышения надежности эксплуатации установки вырезки.
Указанный результат достигается тем, что в установке для вырезки прокладок из листового материала, содержащей электроножницы с поворотным механизмом, закрепленные на столе-основании и оснащенные резцедержателем с двумя регулируемыми подвижными ножами, имеющими возможность возвратно-поступательного перемещения в вертикальной плоскости, блок регулируемых неподвижных ножей, вмонтированный в стол-основание, и подвижный центр для фиксации листового материала с пружинно-рычажным блоком, перемещающийся по продольному сквозному пазу, выполненному в столе-основании, согласно изобретению, резцедержатель оснащен шкалой, по которой выставляются ножи для обеспечения заданной ширины реза, а электроножницы снабжены электронным блоком управления, обеспечивающим рабочий и настроечный режим перемещения подвижных ножей с возможностью оперативной остановки в «нижней мертвой точке» движения электроножниц.
При этом шкала резцедержателя выполнена с ценой деления в миллиметровом диапазоне.
Наличие электронного блока управления, обеспечивающего два режима работы - рабочий и НАСТРОЕЧНЫЙ режим с очень медленным ходом, позволяет останавливать ножницы в любом заданном положении, что гарантирует остановку ножниц в «нижней мертвой точке».
Поскольку частота возвратно-поступательного движения ножниц в настроечном режиме зависит от напряжения в сети, а точность позиционирования ножей при отключении электропитания - от реакции пользователя, в электрической схеме блока управления предусмотрен подстроечный резистор, позволяющий при необходимости изменять скорость работы электроножниц.
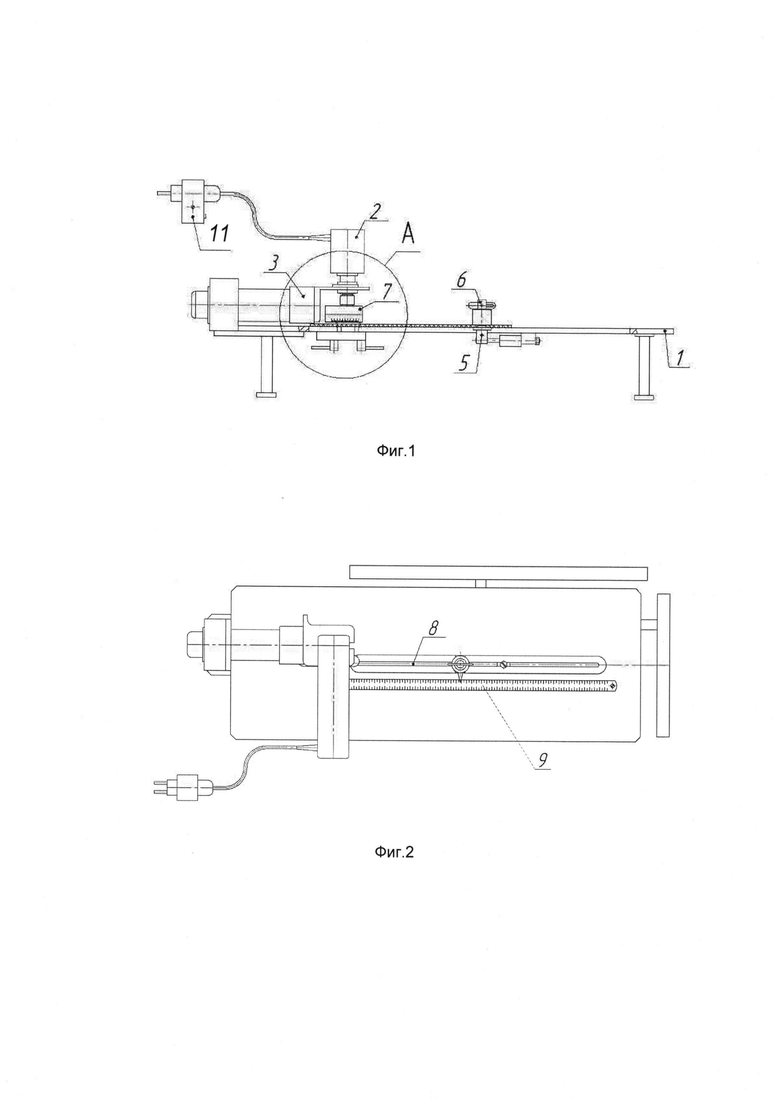
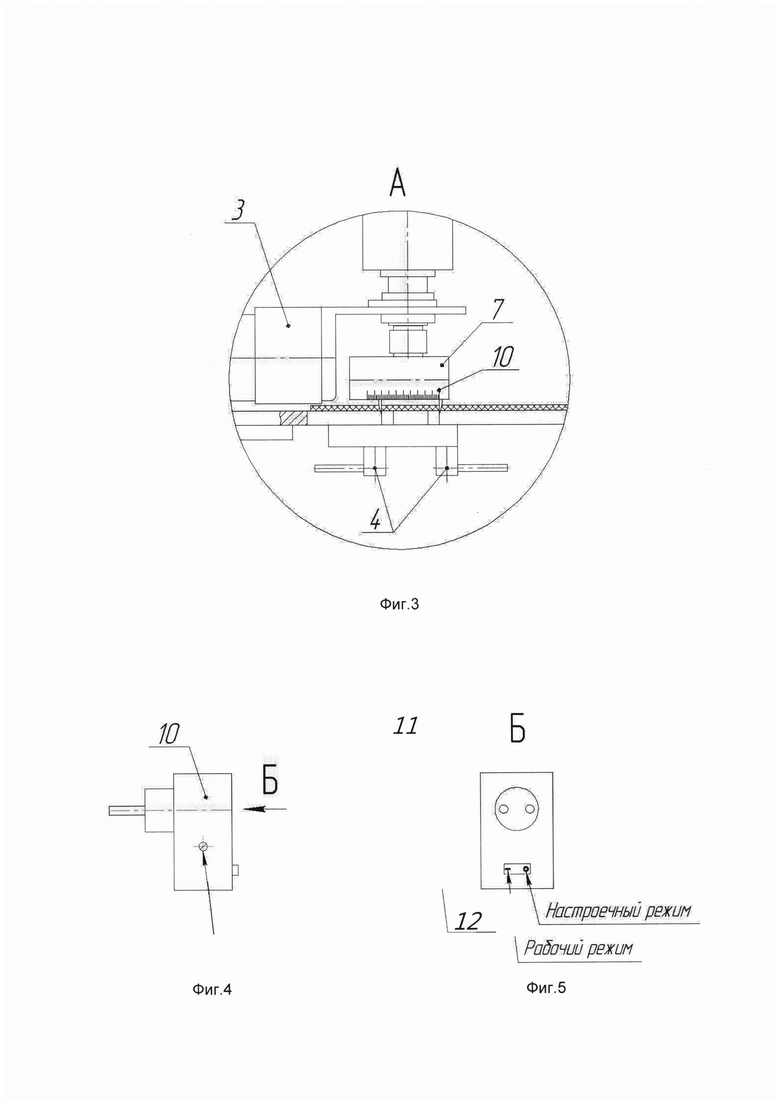
Сущность изобретения поясняется чертежами, где на фиг. 1 изображена заявляемая установка для вырезки прокладок из листового материала, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - резцедержатель, вид А фиг. 1; на фиг. 4 - электронный блок управления с подстроечным резистором; на фиг. 5 - панель управления электронного блока, вид Б фиг. 4.
Установка содержит стол-основание 1, на котором закреплены электроножницы 2 с поворотным механизмом 3, блок регулируемых неподвижных ножей 4, вмонтированный в стол-основание 1, и подвижный центр 5 для фиксации листового материала с пружинно-рычажным блоком 6 (фиг. 1). При включении электроножниц 2 резцедержатель 7 с двумя регулируемыми подвижными ножами, закрепленный на подвижном валу электроножниц совершает возвратно-поступательное перемещение в вертикальной плоскости. В столе-основании 1 выполнен продольный сквозной паз 8 (фиг. 2) для перемещения подвижного центра 5, на который одевается пружинно-рычажный блок 6 с закрепленным на нем разрезаемым материалом. Вдоль паза 8 закреплена линейка 9. Для обеспечения заданной ширины реза на корпус резцедержателя 7 методом лазерной гравировки нанесена шкала 10 с ценой деления в миллиметровом диапазоне (фиг. 3), что позволяет выставить необходимую ширину реза без использования дополнительного мерительного инструмента. Электроножницы 2 снабжены электронным блоком управления 11 (фиг. 1, 4), обеспечивающим рабочий и настроечный режим перемещения подвижных ножей с возможностью оперативной остановки в «нижней мертвой точке» движения электроножниц 2. Блок управления 10 может содержать подстроечный резистор 12 (фиг. 5), позволяющий при необходимости изменять скорость работы электроножниц 2.
Вырезка прокладок из листового материала на предлагаемой установке осуществляется в следующей последовательности:
- перемещением подвижного центра 5 вдоль паза 8 в столе-основании 1 устанавливается заданный внутренний радиус кольцевой прокладки по закрепленной вдоль паза 8 линейке (фиг. 2);
- перемещением верхнего наружного ножа в резцедержателе 7 устанавливается заданная ширина поля прокладки по шкале 10;
- электроножницы 2 в поднятом состоянии через электронный блок 11 включаются в режиме «настройка» и останавливаются их выключением в «нижней мертвой точке». В случае если частота возвратно-поступательного движения слишком большая или недостаточная, вращением подстроечного резистора 12 электронного блока 11 частоту корректируют до приемлемого уровня;
- вращением против часовой стрелки в поворотном механизме 3 электроножницы 2 опускаются в рабочее положение;
- перемещением ножей в блоке регулируемых неподвижных ножей 4, нижние ножи плотно прижимаются к верхним, обеспечивая тем самым высокое качество реза;
- вращением по часовой стрелке в поворотном механизме 3 электроножницы 2 поднимаются в нерабочее положение, переключатель электронного блока 11 ставится в положение «работа»;
- разрезаемый материал подходящего размера через предварительно пробитое отверстие закрепляется на пружинно-рычажном блоке 6 и устанавливается на подвижном центре 5;
- электроножницы 2 включаются и вращением против часовой стрелки в поворотном механизме 3 опускаются в рабочее положение;
- вращением разрезаемого материала относительно центра 5 вырезается прокладка;
- электроножницы 2 выключаются и вращением по часовой стрелке в поворотном механизме 3 поднимаются в нерабочее положение;
- готовая прокладка освобождается от облоя и может использоваться по назначению.
Таким образом, предлагаемая установка упрощает настройку верхних ножей за счет нанесения шкалы на резцедержателе, облегчает позиционирование верхних и нижних ножей относительно друг другу благодаря возможности останавливать ножницы в любом заданном положении, в том числе в «нижней мертвой точке», что в конечном счете способствует упрощению настройки, точности вырезания прокладки и повышению общей надежности установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ВЫРЕЗКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 2023 |
|
RU2819670C1 |
| НОЖНИЦЫ С РЫЧАЖНЫМ МЕХАНИЗМОМ РЕЗАНИЯ | 1990 |
|
RU2057621C1 |
| МАШИНА ДЛЯ СБОРКИ И СВАРКИ ПОЛОС | 1991 |
|
RU2053085C1 |
| Станок для вырезания прокладок из листового материала | 1986 |
|
SU1342630A1 |
| МЕХАНИЧЕСКОЕ СРЕДСТВО ДЛЯ КРЕПЛЕНИЯ УПЛОТНИТЕЛЬНЫХ ПРОКЛАДОК ФЛАНЦЕВОГО СОЕДИНЕНИЯ | 2016 |
|
RU2626286C1 |
| Электроножницы для раскроя листового плотного материала | 1990 |
|
SU1768384A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКЛАДОК ИЗ ТОНКОГО МАТЕРИАЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2728115C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| Устройство для получения кольцевых прокладок с отверстиями | 1981 |
|
SU1006108A1 |
| Устройство для штучной подачи листовых заготовок | 1989 |
|
SU1696187A2 |
Изобретение относится к изготовлению изделий из листов армированного или неармированного прокладочного материала, изготовленного из терморасширенного графита (ТРГ), паронита, резины, фторопласта, и может быть использовано для вырезки плоских фланцевых прокладок различной формы, например круглой или эллипсовидной. Установка содержит электроножницы с поворотным механизмом, закрепленные на столе-основании и оснащенные резцедержателем с двумя регулируемыми подвижными ножами, имеющими возможность возвратно-поступательного перемещения в вертикальной плоскости, блок регулируемых неподвижных ножей, вмонтированный в стол-основание, и подвижный центр для фиксации листового материала с пружинно-рычажным блоком, перемещающийся по продольному сквозному пазу, выполненному в столе-основании. Резцедержатель оснащен шкалой с ценой деления в миллиметровом диапазоне, по которой выставляются ножи для обеспечения заданной ширины реза. Электроножницы снабжены электронным блоком управления, обеспечивающим рабочий и настроечный режим перемещения подвижных ножей с возможностью оперативной остановки в «нижней мертвой точке» движения ножниц. В результате обеспечивается снижение трудоемкости изготовления прокладок за счет упрощения настроек и повышения надежности эксплуатации установки для вырезки. 2 з.п. ф-лы, 5 ил.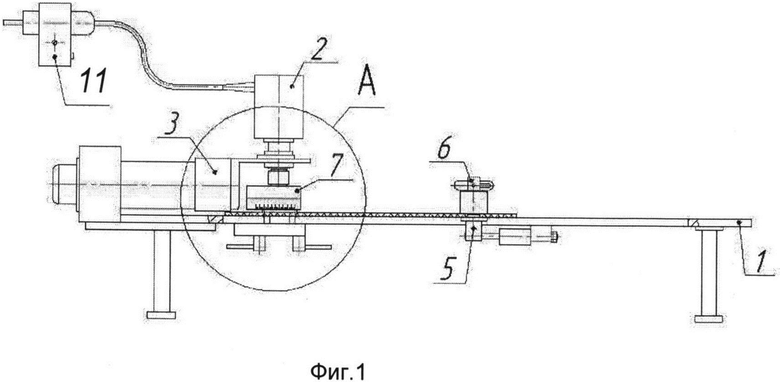
1. Установка для вырезки прокладок из листового материала, содержащая электроножницы с поворотным механизмом, закрепленные на столе-основании и оснащенные резцедержателем с двумя регулируемыми подвижными ножами, выполненными с возможностью возвратно-поступательного перемещения в вертикальной плоскости, блок регулируемых неподвижных ножей, вмонтированный в стол-основание, и подвижный центр для фиксации листового материала с пружинно-рычажным блоком, перемещающийся по продольному сквозному пазу, выполненному в столе-основании, отличающаяся тем, что резцедержатель оснащен шкалой, по которой выставляются ножи для обеспечения заданной ширины реза, а электроножницы снабжены электронным блоком управления, обеспечивающим рабочий и настроечный режим перемещения подвижных ножей с возможностью оперативной остановки в «нижней мертвой точке» движения ножниц.
2. Установка по п. 1, отличающаяся тем, что шкала резцедержателя выполнена с ценой деления в миллиметровом диапазоне.
3. Установка по п. 1, отличающаяся тем, что блок управления содержит подстроечный резистор, позволяющий при необходимости изменять скорость работы электроножниц.
| УСТАНОВКА ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ИЗ АРМИРОВАННОЙ ЗАГОТОВКИ | 2003 |
|
RU2248876C1 |
| ЭЛЕКТРОНОЖНИЦЫ | 1993 |
|
RU2080967C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 0 |
|
SU207663A1 |
| Станок для вырезания прокладок из листового материала | 1986 |
|
SU1342630A1 |
| JP 4250913 A, 07.09.1992. | |||

