Область техники
Изобретение относится к пильному диску с режущими пластинами, имеющему твердосплавные режущие пластины для резки заготовок из различных металлов при высокой скорости и, в частности, к пильному диску с режущими пластинами (далее, «пильный диск»), твердосплавные режущие пластины которого обладают значительно улучшенной износостойкостью и устойчивостью к образованию трещин.
Предшествующий уровень техники
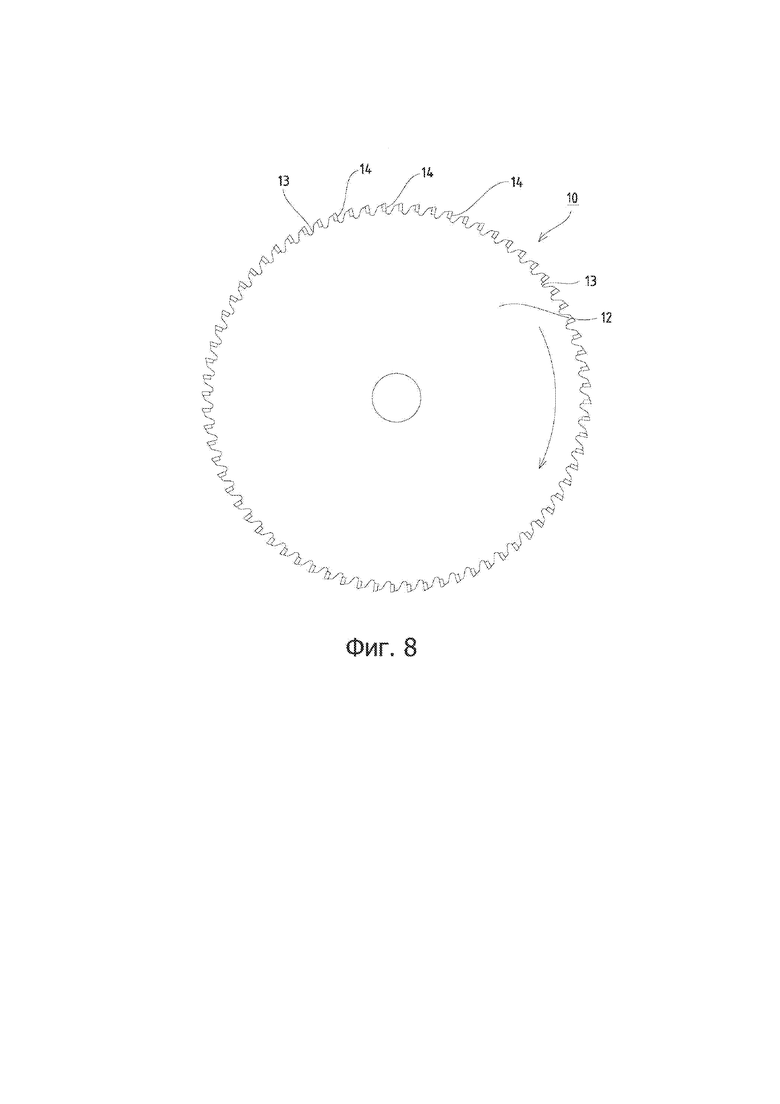
На фиг. 8 показан типовой пильный диск 10 (так называемый пильный диск с режущими пластинами), имеющий межзубные углубления 13, образованные с предварительно определенными интервалами на внешней периферии металлического кругового основания 12, и твердосплавные режущие пластины 14, неподвижно прикрепленные к каждому из межзубных углублений 13. Указанные твердосплавные режущие пластины изготовлены, например, из цементированного карбида, полученного в результате спекания карбида вольфрама с кобальтом, либо из металлокерамики, такой как TiN, TiC или TiCN, благодаря чему твердосплавные режущие пластины обладают исключительно высокой износостойкостью. Поэтому пильные диски с твердосплавными режущими пластинами, используемые в качестве дисковой пилы, подходят для резки или разрезания обрабатываемых деталей (заготовок) из стали, цветных металлов, синтетических смол и других композитных материалов.
Проблемы, на решение которых направлено изобретение
Областью практического применения пильного диска с твердосплавными режущими пластинами может быть, например, подвесная резка труб, сваренных электрической контактной сваркой. При этой подвесной резке так называемых труб, сваренных электрической контактной сваркой, происходит нарезание труб заданной длины, а сами трубы являются продолговатыми полыми трубами, полученными в результате проката стального листа постоянной толщины и придания ему трубчатой формы, после чего их сваривают продольным швом с помощью контактной или высокочастотной сварки. Резку осуществляют во время подачи трубы, сваренной контактной сваркой, в ходе процесса изготовления труб, а пильный диск используют в режущем станке, который синхронизирован со скоростью подачи трубы, сваренной контактной сваркой.
Станок для подвесной резки ориентирован в том же направлении, в котором происходит подача трубы, сваренной электрической контактной сваркой, а скорость станка синхронизирована со скоростью подачи трубы, сваренной электрической контактной сваркой, при этом весь пильный диск вращается вокруг трубы, сваренной электрической контактной сваркой, которая является обрабатываемой деталью. Поскольку в данном случае пильный диск, используемый в станке для подвесной резки, разрезает трубу, сваренную электрической контактной сваркой, синхронно со скоростью формирования трубы, сваренной электрической контактной сваркой, время резки ограничено. Кроме этого, поскольку непосредственно сам пильный диск приходится перемещать с высокой скоростью вокруг трубы, сваренной электрической контактной сваркой, твердосплавные режущие пластины пильного диска подвергаются повышенной нагрузке по сравнению с обычной резкой заготовки из того же материала. Поэтому прочности обычных твердосплавных режущих пластин оказывается недостаточно для твердосплавных режущих пластин пильного диска, используемого в станке для подвесной резки или на аналогичном оборудовании, другим недостатком является то, что вследствие повышенных нагрузок на части твердосплавной режущей пластины могут образовываться сколы.
Предлагались разные решения по материалу и форме твердосплавных режущих пластин, используемых для резки металлических изделий с высокой скоростью или с высокой интенсивностью. Например, патентном документе JP 4164708 раскрыта режущая пластина, у которой кромочная линия проходит вдоль наружной кромки первой передней поверхности твердосплавной режущей пластины и боковых поверхностей с обеих сторон режущей пластины, снизу первой передней поверхности и боковых поверхностей образована вторая передняя поверхность, кроме этого на угловой части наружной кромки с обеих сторон боковых поверхностей имеются скошенные части с углом наклона от 25° до 35°. Недостаток данного предложения, которое делит переднюю поверхность твердосплавной режущей пластины на три части, заключается в том, что у твердосплавных режущих пластин пильных дисков станка для подвесной резки труб, сваренных электрической контактной сваркой, или аналогичной продукции происходит сильный износ граней, поэтому они имеют низкую долговечность и устойчивость к образованию сколов.
Как отмечалось выше, изобретение предлагает пильный диск, используемый в станках для подвесной резки, который работает синхронно с линией по производству труб, сваренных электрической контактной сваркой, и разрезает трубы, вращаясь вокруг труб, и задача изобретения заключается в том, чтобы повысить долговечность и устойчивость к образованию сколов у твердосплавных режущих пластин пильных дисков.
Раскрытие изобретения
Средства решения проблемы
Для решения вышеуказанных проблем и достижения поставленной цели объектом изобретения по п. 1 формулы изобретения является пильный диск с твердосплавными режущими пластинами, закрепленными через предварительно определенные интервалы на внешней периферии металлического основания, причем передний угол твердосплавной режущей пластины является отрицательным, грань твердосплавной режущей пластины включает в себя первую грань, расположенную в центре, вторую и третью грани, расположенные наклонно по обеим сторонам от первой грани, а также четвертую грань, задний угол которой больше заднего угла передней грани, образованную сзади первой грани.
Согласно объекту изобретения по п. 1 формулы изобретения, поскольку грань включает в себя первую грань, расположенную в центре, вторую и третью грани, расположенные наклонно по обеим сторонам от первой грани, а задний угол сзади режущей кромки (ребра) является постоянным вблизи боковых сторон грани, режущая пластина преимущественно обладает высокой прочностью, а следовательно, не подвержена сколам. Кроме этого, четвертая грань, имеющая увеличенный задний угол, является отделенной и находится сзади первой грани, расположенной по центру, таким образом, что даже в случае преждевременного износа первой грани износ последующей четвертой грани можно снизить, увеличив тем самым долговечность и устойчивость к сколам.
Эффект изобретения
Значительно повышенная долговечность и устойчивость к сколам твердосплавных режущих пластин, закрепленных на внешней периферии пильного диска, позволяют существенно увеличить срок службы пильного диска даже при повышенных краткосрочных нагрузках или высокой интенсивности резки, например, при резке труб, сваренных электрической контактной сваркой, по сравнению с обычно используемыми пильными дисками.
Краткое описание чертежей
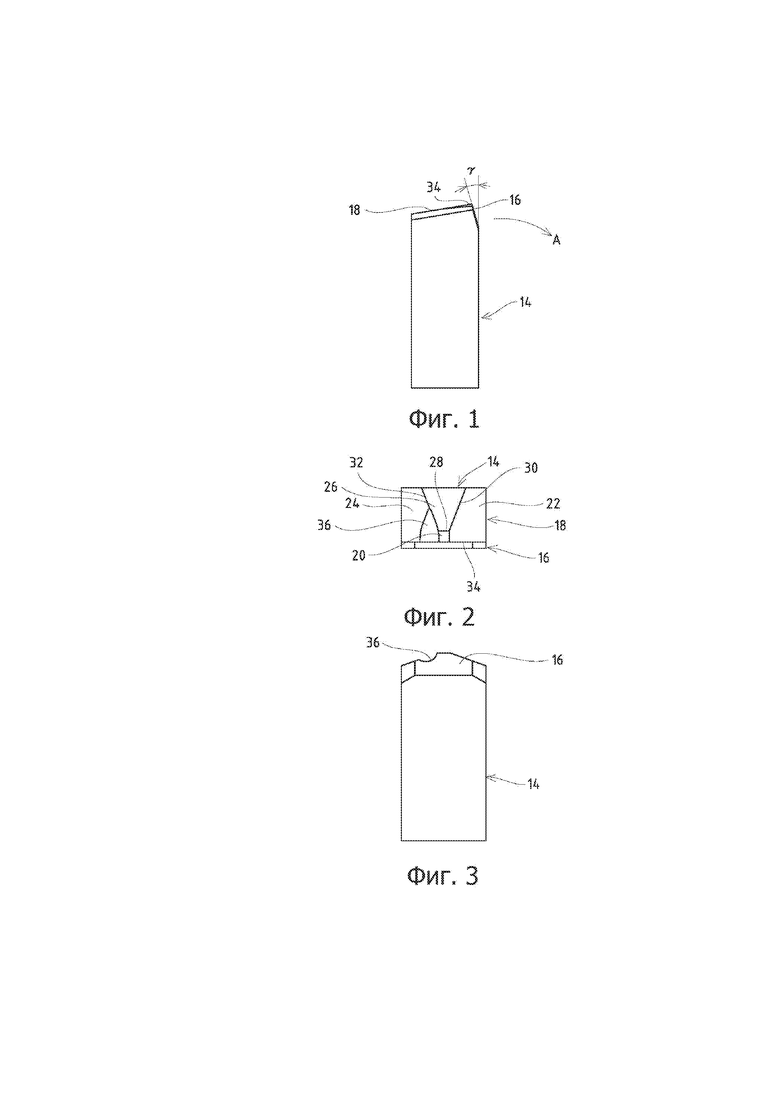
На фиг. 1 показана твердосплавная режущая пластина согласно одному из вариантов осуществления изобретения, вид сбоку;
на фиг. 2 – твердосплавная режущая пластина на фиг. 1, вид сверху;
на фиг. 3 – твердосплавная режущая пластина на фиг. 1, вид спереди;
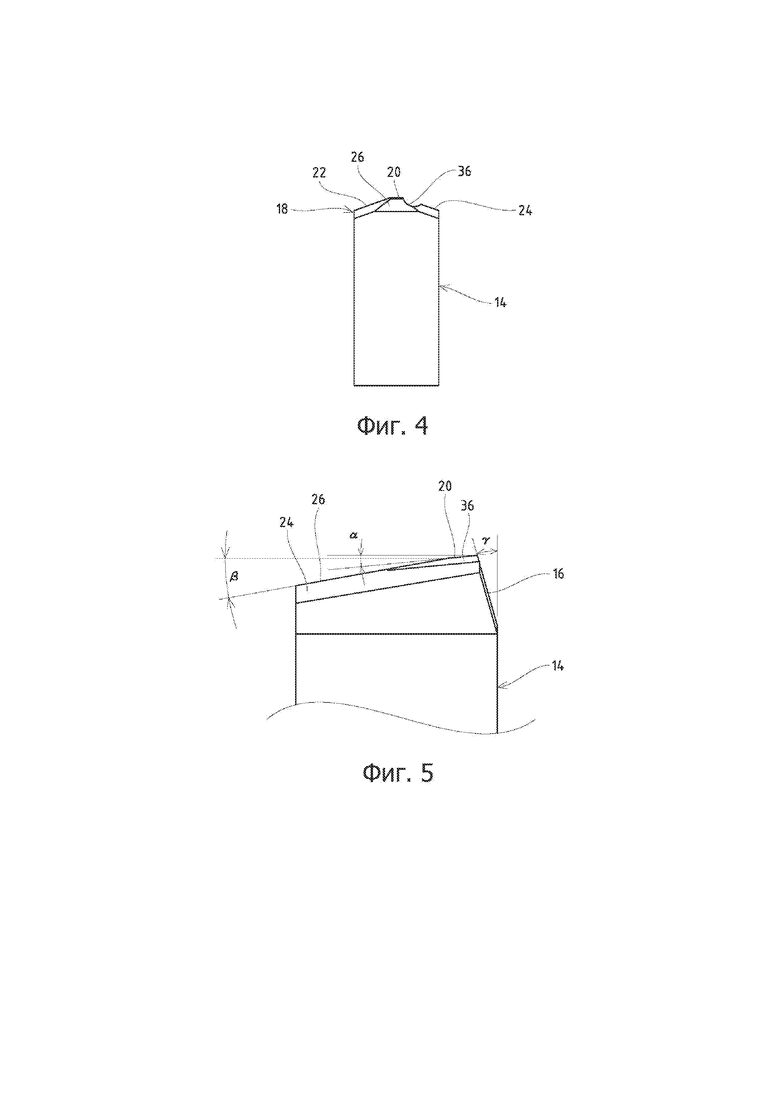
на фиг. 4 – твердосплавная режущая пластина на фиг. 1, вид сзади;
на фиг. 5 – верхняя поверхность твердосплавной режущей пластины на фиг. 1, увеличенный вид;
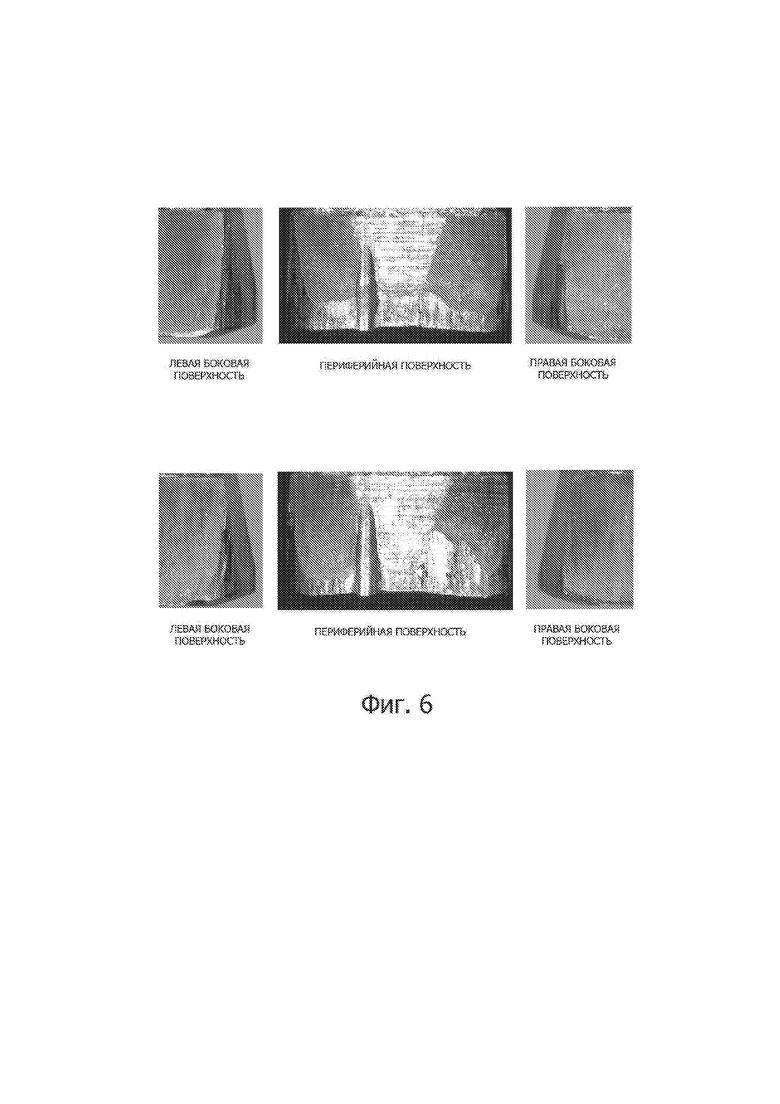
на фиг. 6 – фотография, на которой показана степень износа после испытаний твердосплавных режущих пластин согласно варианту осуществления;
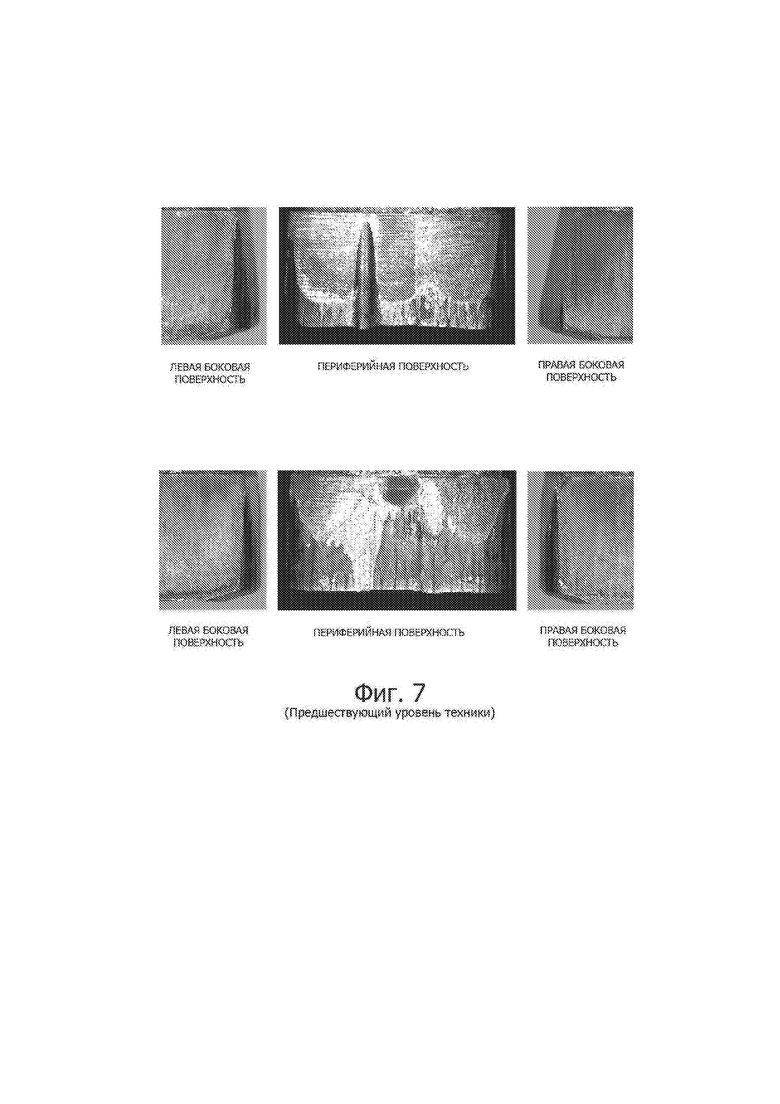
на фиг. 7 – фотография, на которой показана степень износа после испытаний обычных твердосплавных режущих пластин;
на фиг. 8 – пильный диск с твердосплавными режущими пластинами, закрепленными на внешней периферии металлического основания, вид сбоку.
Варианты осуществления изобретения
Далее, со ссылкой на чертежи, будет рассмотрен пильный диск по одному из вариантов осуществления изобретения. На фиг. 1-4, на разных видах, показана твердосплавная режущая пластина 14 пильного диска, изготовленная, например, из цементированного карбида. В частности, на фиг. 1 показана твердосплавная режущая пластина 14 на виде сбоку, при этом пильный диск 10 вращается в направлении, обозначенном стрелкой А. Передняя поверхность 16 твердосплавной режущей пластины 14 наклонена вверх на передней стороне тела режущей пластины (поверхность, обращенная в направлении вращения пильного диска), при этом передний угол γ передней поверхности 16 является отрицательным углом.
Как видно, в частности из фиг. 2, грань твердосплавной режущей пластины 14 разделена на четыре грани. Понятие «грань» относится к поверхности, которая не входит в контакт с заготовкой при разрезании заготовки резцом (твердосплавной режущей пластиной), и применительно к твердосплавной режущей пластине пильного диска относится к поверхности, обращенной назад относительно направления вращения пильного диска.
Как видно из фиг. 2, грань 18 твердосплавной режущей пластины 14 имеет первую грань 20, расположенную по ее центру и соприкасающуюся с передней поверхностью 16, образуя режущую кромку (ребро) 34, вторую грань 22 и третью грань 24, которые наклонены в соответствующие стороны от первой грани 20 (влево и вправо по фиг. 2). Четвертая грань 26, примыкающая к первой грани 20, образуя ребро 28, и имеющая задний угол β, который больше заднего угла α первой грани 20, выполнена сзади первой грани 20. Соотношение (α<β), в котором задний угол β больше заднего угла α, показано на увеличенном виде на фиг. 5. Если задний угол β четвертой грани 26 будет слишком большим (например, 20° или более), то трапеция (рассматриваемая далее) превратится в шестиугольник, вследствие чего при полировании четвертой грани 26 металлическое основание сзади от вращающегося твердосплавной режущей пластины 14 может поцарапаться, либо на полировку может потребоваться дополнительное время.
Как показано на фиг. 2, четвертая грань 26 имеет трапециевидную форму, при этом первая грань 20 является верхней стороной, а ребро на задней стороне твердосплавной режущей пластины 14 выполняет функцию основания. То есть четвертая грань 26 имеет в качестве верхней части ребро 28, являющееся границей пересечения с первой гранью 20, пересекается со второй гранью 22, образуя правое ребро 30 на фиг. 2, и пересекается с третьей гранью 24, образуя левое ребро 32, таким образом, что четвертая грань 26 имеет трапециевидную форму или форму, в целом, как у Mt. Fuji. Другими словами, площадь четвертой грани 26 задают значительно больше, чем площадь первой грани 20.
Кроме этого, как показано на фиг. 2-4, твердосплавная режущая пластина 14 имеет разделительную канавку 36, проходящую от режущей кромки (ребра) 34, где передняя поверхность 16 и грань 18 пересекаются друг с другом. По одному из вариантов осуществления пильного диска по изобретению задний угол является постоянным от режущей кромки грани до задней стороны на части рядом с задней поверхностью грани, за счет чего твердосплавная режущая пластина 14 имеет достаточную прочность, препятствующую образованию сколов. Кроме этого, двухступенчатая грань имеется лишь на центральной части режущей кромки, таким образом, что в случае преждевременного износа первой ступени большой задний угол второй ступени уменьшает ширину абразивного истирания, увеличивая тем самым долговечность.
Пример испытания
Резка осуществлялась в одинаковых условиях с использованием пильного диска с твердосплавными режущими пластинами по рассматриваемому варианту осуществления и пильного диска с обычными твердосплавными режущими пластинами с целью сравнения степени износа режущих пластин.
Условия резки
В качестве обрабатываемой детали использовалась полая труба из стали марки Х60 (для нефтепроводов). Диаметр трубы составлял 52 мм, а толщина – 6,0 мм.
Используемый пильный диск имел наружный диаметр 430 мм и 54 зуба с шириной зубьев 6,0 мм.
Условия: окружная скорость V=300 м/мин, Sz1=0,1 мм/z и Sz2=0,18 мм/z.
Далее приведены степени износа твердосплавных режущих пластин испытываемых пильных дисков.
Таблица 1
Степени износа
Было замечено существенное различие по степени износа твердосплавных режущих пластин у образца и обычных твердосплавных режущих пластин. Несмотря на достижение (значения) 4,7 м2, пильный диск образца имел меньшую ширину износа, чем обычный пильный диск, достигший (значения) 4,0 м2. Окружного износа по границе наружных диаметров двух ступеней удалось избежать, как и планировалось.
На фиг. 6 и 7 показаны степени износа твердосплавных режущих пластин. У твердосплавных режущих пластин образца по фиг. 6 отчетливо заметен меньший износ.
Список ссылочных обозначений
10 - Пильный диск с режущими пластинами
12 - Металлическое основание
14 - Твердосплавная режущая пластина
16 - Передняя поверхность
18 - Грань
20 - Первая грань
22 - Вторая грань
24 - Третья грань
26 - Четвертая грань
28 - Ребро
30 - Правое ребро
32 - Левое ребро
34 - Режущая кромка (ребро)
36 - Разделительная канавка
α - Задний угол
β - Задний угол (α<β)
γ - Передний угол.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пильное полотно для ножовки по металлу | 2024 |
|
RU2834518C1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1994 |
|
RU2071562C1 |
| Зуб полотна ленточной пилы по металлу | 2024 |
|
RU2834794C1 |
| КОВШ КАРЬЕРНОГО ЭКСКАВАТОРА | 2015 |
|
RU2612766C2 |
| СУПЕРСПЛАВНОЕ ПИЛЬНОЕ ПОЛОТНО | 2021 |
|
RU2839405C2 |
| ПРОРЕЗНАЯ ИЛИ ОТРЕЗНАЯ ДИСКОВАЯ ФРЕЗА | 1993 |
|
RU2041029C1 |
| ПОРОДОРАЗРУШАЮЩИЙ ЭЛЕМЕНТ РЕЖУЩЕГО И РЕЖУЩЕ-СКАЛЫВАЮЩЕГО ТИПА | 2019 |
|
RU2723779C1 |
| ПЛАСТИНА ИЗ ТВЕРДОСПЛАВНОГО МАТЕРИАЛА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1995 |
|
RU2079652C1 |
| КРУГЛАЯ СТРОГАЛЬНАЯ ПИЛА ДЛЯ ЧИСТОВОГО ПРОДОЛЬНО-ПОПЕРЕЧНОГО РЕЗАНИЯ ДРЕВЕСИНЫ | 1999 |
|
RU2158674C1 |
| ПИЛЬНАЯ ЦЕПЬ | 1970 |
|
SU266191A1 |
Изобретение относится к пильному диску с режущими пластинами для резки заготовок из металлов при высокой скорости. Пильный диск с режущими пластинами имеет твердосплавные режущие пластины, закрепленные с интервалами на внешней периферии металлического основания, причем передний угол передней поверхности твердосплавной режущей пластины является отрицательным углом. Грань твердосплавной режущей пластины включает первую грань, расположенную в центре, вторую и третью грани, расположенные наклонно с обеих сторон от первой грани, и четвертую грань, имеющую задний угол, который больше заднего угла первой грани, образованную сзади первой грани. Четвертая грань имеет трапециевидную форму, пересекается с первой гранью, образуя ребро, являющееся верхней частью четвертой грани, и пересекается со второй и третьей гранями, образуя левое и правое ребра. В результате обеспечивается повышение долговечности, износостойкости и устойчивости к образованию трещин. 8 ил., 1 табл.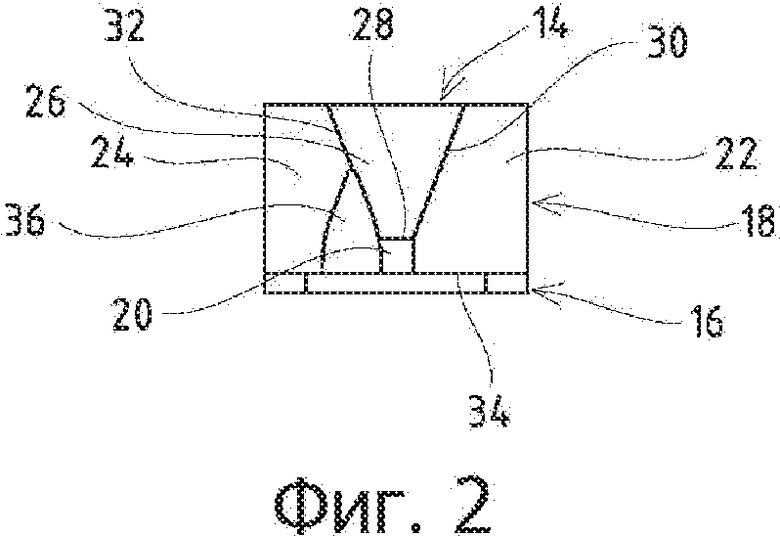
Пильный диск (10) с режущими пластинами, имеющий твердосплавные режущие пластины (14), закрепленные с интервалами на внешней периферии металлического основания (12), причем
передний угол (γ) передней поверхности (16) твердосплавной режущей пластины (14) является отрицательным углом,
грань (18) твердосплавной режущей пластины (14) включает первую грань (20), расположенную в центре, вторую и третью грани (22, 24), расположенные наклонно с обеих сторон от первой грани (20), и
четвертую грань (26), имеющую задний угол (β), который больше заднего угла (α) первой грани (20), образованную сзади первой грани (20),
при этом четвертая грань (26) имеет трапециевидную форму, пересекается с первой гранью (20), образуя ребро (28), являющееся верхней частью четвертой грани, и пересекается со второй и третьей гранями (22, 24), образуя левое и правое ребра (30, 32).
| JP 2008006530 A, 17.01.2008 | |||
| Способ электрической сварки сопротивлением | 1942 |
|
SU69447A1 |
| ДИСКОВАЯ ПИЛА | 1998 |
|
RU2131336C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2396163C2 |
| СРЕЗАЮЩИЙ АППАРАТ ВАЛОЧНОЙ МАШИНЫ | 1999 |
|
RU2162630C2 |
| JP 5008115 A, 19.01.1993 | |||
| US 20110318119 A1, 29.12.2011. | |||

