Изобретение относится к области строительства и ремонта трубопроводов и может найти применение при ремонте трубопроводов, а также реконструкции резервуаров, сосудов высокого давления, т.е. конструкций, изготовленных из деталей с развитыми цилиндрическими поверхностями.
Известны варианты способа ремонта трубопроводов установкой разъемной муфты, например [1; 2, с. 108-114; 3, с. 18-19], включающего операции очистки поверхности трубы, соединения частей муфты, нанесения быстротвердеющего полимерного материала для заполнения дефектов с предварительным сбросом рабочего давления в трубопроводе.
Недостатком известного способа является необходимость сброса рабочего давления в трубопроводе, что отрицательно сказывается на производительности процесса перекачки.
Известны варианты способа ремонта трубопроводов установкой разъемной муфты, например [4-10], включающего операции очистки поверхности трубы, соединения частей муфты, центрирования муфты, установки торцевых уплотнителей для герметизации подмуфтового пространства, закачки под давлением в подмуфтовое пространство быстротвердеющего полимерного материала с последующим поддержанием давления до отверждения полимерного материала.
Основным недостатком известных способов является невозможность регулировать величину противодавления в разных частях ремонтируемого участка, что целесообразно делать в зависимости от степени поврежденности отдельных частей ремонтируемого участка. Другие недостатки обусловлены свойствами существующих полимерных материалов:
- температурные ограничения по режиму отверждения: низкая скорость отверждения при низких температурах, что делает невозможным применение способа на трубопроводах перекачивающих охлажденные среды, и резкое возрастание скорости отверждения при повышенных температурах (перекачка горячей воды, пара, подогретых вязких жидкостей), что может не позволить полностью заполнить подмуфтовое пространство и создать требуемое противодавление;
- температурные ограничения по условиям эксплуатации: охрупчивание полимера при низких температурах и снижение адгезии и упругих свойств при повышенных температурах;
- низкая теплопроводность полимера может привести в условиях колебания температуры к существенной разнице температур трубопровода и муфты, что неизбежно повлияет на величину противодавления.
Наиболее близким техническим решением к заявляемому является способ ремонта трубопроводов с локальными дефектами [11], заключающийся в наложении на подготовленную поверхность предварительно охлажденного трубопровода предварительно подогретой ленты с последующим ее закреплением на трубопроводе.
Известный способ имеет низкую эффективность, обусловленную следующими факторами:
- невозможность достаточно равномерно охладить стенку трубопровода на всю ее толщину, поскольку температура внутренней поверхности трубопровода практически равна температуре перекачиваемой среды. Использование хладагента с очень низкой температурой приведет к возникновению в поверхностных слоях стенки трубопровода существенных растягивающих механических напряжений, что может привести к возникновению поверхностных трещин, тем более что при низких температурах пластичность практически всех конструкционных материалов уменьшается и возрастает склонность к хрупкому разрушению;
- невозможность с достаточной точностью обеспечить требуемую разность температур трубопровода и ленты на период времени необходимый для намотки ленты и ее закрепления по причине неизбежного теплообмена между лентой и трубопроводом.
Цель изобретения - повышение эффективности ремонта за счет обеспечения возможности восстановления несущей способности трубопровода путем восстановления прочности и жесткости трубопровода на поврежденном участке до уровня близкого к уровню бездефектной трубы в различных условиях ремонта и эксплуатации, а также снижение трудоемкости ремонтных работ.
Поставленная цель достигается за счет того, что в способе ремонта трубопровода без вывода из эксплуатации, заключающемся в зачистке ремонтируемого участка трубопровода, установке на внешней поверхности трубопровода разрезной муфты с внутренним диаметром равным внешнему диаметру трубопровода, скреплении ее частей, согласно изобретению после скрепления частей разрезной муфты участки внешней поверхности муфты нагревают до температуры возникновения пластических деформаций и после охлаждения наносят герметизирующий состав в зонах торцов муфты. Муфту по торцам частично или полностью приваривают к трубопроводу. Между муфтой и трубопроводом размещают слой стеклоткани.
Предлагаемый способ ремонта трубопровода без вывода из эксплуатации осуществляют следующим образом. Зачищают ремонтируемый участок трубопровода. Изготавливают разъемную муфту, внутренний диаметр которой равен внешнему диаметру ремонтируемого трубопровода. Производят противокоррозионную обработку внешней поверхности ремонтируемого участка трубопровода и внутренней поверхности муфты, для этого, в частности, может быть использовано пассивирование, фосфатирование, напыление алюминия. Устанавливают муфту на ремонтируемый участок трубопровода и соединяют ее части. Участки внешней поверхности муфты нагреваются до температуры возникновения пластических деформаций, например наплавкой валика электросваркой. Наносят герметизирующий состав в зоне торцов муфты. Муфту по торцам частично или полностью приваривают к трубопроводу. В случае необходимости уменьшить температуру нагрева стенки трубопровода, между трубопроводом и муфтой устанавливают теплоизолирующий материал, например слой стеклоткани.
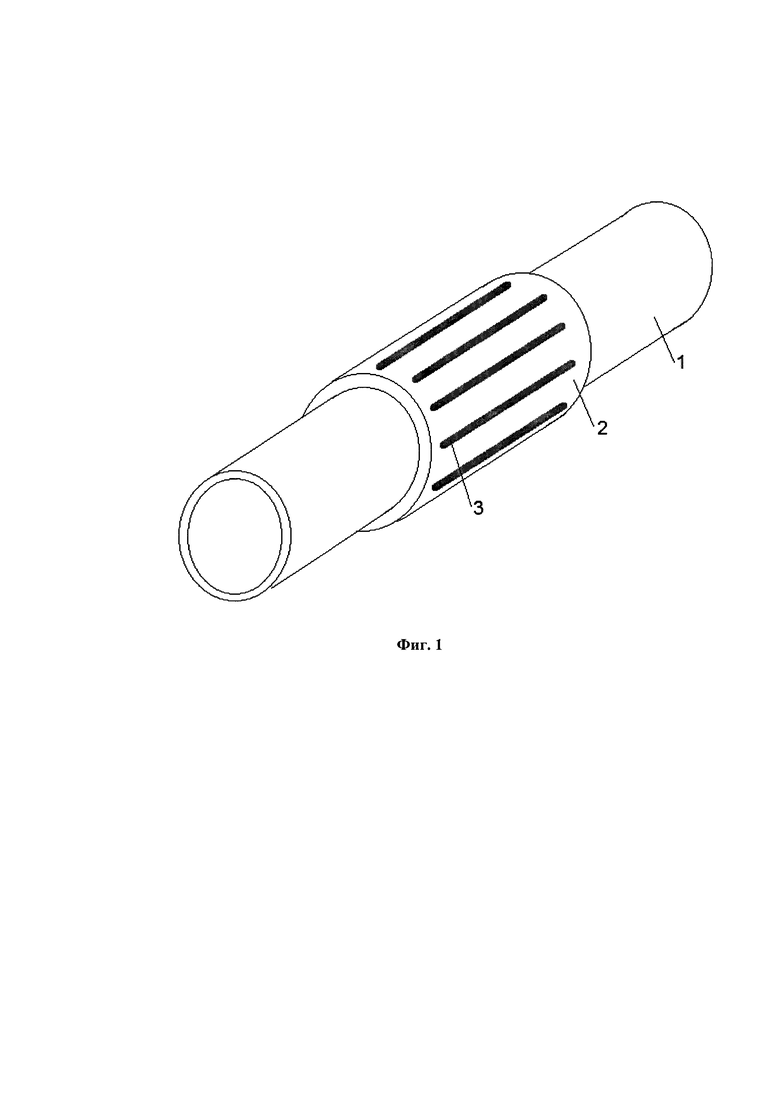
Предлагаемый способ поясняется фиг. 1.
Фиг. 1 - чертеж, поясняющий операции предлагаемого способа ремонта трубопровода без вывода из эксплуатации, где: 1 - трубопровод; 2 - разрезная муфта; 3 - участки внешней поверхности муфты, подвергаемые нагреву до температуры возникновения пластических деформаций.
При нагреве предел текучести материала муфты значительно уменьшается, в результате механические напряжения вследствие термического расширения материала падают практически до нулевой величины. При последующем охлаждении происходит сжатие материала ранее нагретых участков, за счет чего муфта обжимает трубопровод, в результате снижается величина механических окружных напряжений в трубопроводе.
В случае необходимости одновременного снижения и осевых напряжений, перед операцией нагрева участков внешней поверхности муфты до температуры возникновения пластических деформаций муфту по торцам частично или полностью приваривают к стенке трубопровода. При охлаждении ранее нагретых участков происходит сжатие материала и в осевом направлении, за счет чего муфта в осевом направлении сжимает трубопровод, в результате снижается величина механических осевых напряжений в трубопроводе
Температуру нагрева, форму и размеры нагреваемых участков определяют на основании термопрочностного расчета. В случае необходимости уменьшить температуру нагрева стенки трубопровода, между трубопроводом и муфтой устанавливают теплоизолирующий материал, например слой стеклоткани.
Источники информации, принятые во внимание
1. Патент РФ №2097646, 1995, F16L 57/00
2. Забела К.А., Красков В.А., Москвич В.М., Сощенко А.Е. Безопасность пересечений трубопроводами водных преград - М.: ООО «Недра-Бизнесцентр», 2001. - 195 с: ил.
3. Руководящий документ Инструкции по ремонту трубопроводов и резервуаров с помощью полимерных клеевых композиций РД-39-30-968-83, - М. 1984
4. Патент РФ №2104439, 1998, F16L 55/175
5. Патент РФ №2213289, 2003, F16L 55/175
6. Патент РФ №2222746, 2004, F16L 55/175
7. Патент РФ №2292512, 2007, F16L 55/175
8. Патент РФ №2352854,2009, F16L 55/175
9. Патент РФ №2449204, 2012, F16L 55/175
10. Патент РФ №2451233, 2012, F16L 55/175
11. Авторское свидетельство СССР №1707419, 1989, F16L 55/18
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2352854C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2006 |
|
RU2314453C1 |
| СПОСОБ РЕМОНТА ПРОТЯЖЕННОГО ЛИНЕЙНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2352855C1 |
| СПОСОБ УСИЛЕНИЯ ТРУБОПРОВОДА С ПОМОЩЬЮ ПАЯНО-СВАРНОЙ МУФТЫ | 2014 |
|
RU2563945C1 |
| СПОСОБ ПОВЫШЕНИЯ КАТЕГОРИИ ПРОТЯЖЕННОГО ЛИНЕЙНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2007 |
|
RU2373452C2 |
| СПОСОБ РЕМОНТА ПРОТЯЖЕННЫХ УЧАСТКОВ ДЕЙСТВУЮЩИХ ТРУБОПРОВОДОВ | 2007 |
|
RU2352856C1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2008 |
|
RU2451233C2 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА С ЛОКАЛЬНЫМ СКВОЗНЫМ ДЕФЕКТОМ | 2005 |
|
RU2305221C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2484359C1 |
Изобретение относится к области строительства и ремонта металлических напорных трубопроводов без вывода из эксплуатации, а также может быть использовано при ремонте и реконструкции резервуаров, котлов и сосудов высокого давления. Цель изобретения - повышение качества ремонта за счет обеспечения возможности восстановления несущей способности трубопровода путем восстановления прочности и жесткости трубопровода на поврежденном участке до уровня, близкого к уровню бездефектной конструкции в различных условиях ремонта и эксплуатации, а также снижение трудоемкости ремонтных работ. Способ включает определение поврежденного участка трубопровода, удаление изоляционного покрытия, зачистку ремонтной зоны. Для восстановления прочности и жесткости поврежденного участка трубопровода 1 используют разрезную стальную муфту 2, внутренний диаметр которой равен наружному диаметру трубопровода. Части муфты устанавливают на внешней поверхности трубопровода и соединяют. Участки внешней поверхности муфты 3 нагревают до температуры возникновения пластических деформаций и после охлаждения наносят герметизирующий состав в зонах торцов муфты. 1 з.п. ф-лы, 1 ил.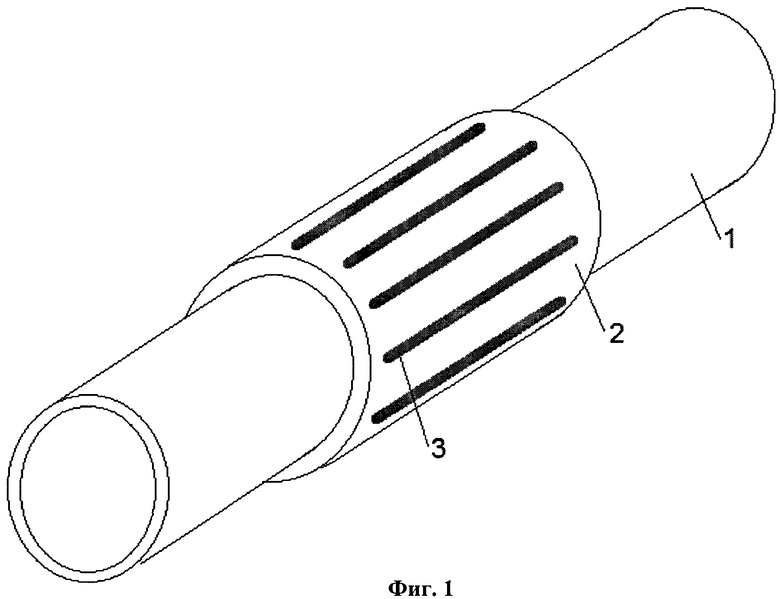
1. Способ ремонта трубопровода без вывода из эксплуатации, заключающийся в зачистке ремонтируемого участка трубопровода, установке на внешней поверхности трубопровода разрезной муфты и скреплении ее частей, отличающийся тем, что муфту выполняют с внутренним диаметром, равным внешнему диаметру ремонтируемого трубопровода, после скрепления частей разрезной муфты участки внешней поверхности муфты нагревают до температуры возникновения пластических деформаций и после охлаждения наносят герметизирующий состав в зонах торцов муфты.
2. Способ по п. 1, отличающийся тем, что муфту по торцам частично или полностью приваривают к трубопроводу.
| US 2016334045 A1, 17.11.2016 | |||
| СПОСОБ УСИЛЕНИЯ ТРУБОПРОВОДА С ПОМОЩЬЮ ПАЯНО-СВАРНОЙ МУФТЫ | 2014 |
|
RU2563945C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТОВ ТРУБОПРОВОДА | 1997 |
|
RU2133401C1 |
| US 5722463 A, 03.03.1998. | |||

