ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к штампованному изделию (в дальнейшем также называемому просто «формованное изделие»), которое формуется из исходного материала из металлического листа путем штамповки. В частности, настоящее изобретение относится к штампованному изделию, включающему в себя фланцевую часть, которую формируют путем деформации растяжения фланца, и к способу конструирования штампованного изделия.
УРОВЕНЬ ТЕХНИКИ
Для компонентов каркаса для автомобиля (в дальнейшем также называемых просто «компоненты каркаса»), образующих кузов автомобиля, были предприняты усилия, чтобы способствовать снижению веса и функциональному усовершенствованию (например, улучшение стойкости к столкновению). Для этого в качестве исходного материала для компонента каркаса используют составную сварную заготовку. Составная сварная заготовка изготавливается из множества металлических листов, объединенных вместе путем их скрепления друг с другом (например, с помощью стыковой сварки), при этом множество металлических листов отличаются друг от друга пределом прочности при растяжении, толщиной листа и т.п. В дальнейшем эта составная сварная заготовка также называется TWB. Штампованное изделие получают путем штамповки TWB. Штампованное изделие подвергают, при необходимости, обрезке, правке или т.п., чтобы тем самым получить окончательную желаемую форму.
Например, передняя стойка и боковая часть нижнего обвязочного бруса кузова каждая представляет собой совокупность компонентов каркаса. Передняя стойка располагается на передней стороне кузова транспортного средства и продолжается в вертикальном направлении. Боковая часть нижнего обвязочного бруса кузова располагается в нижней части кузова транспортного средства и продолжается в направлении спереди назад. Нижняя концевая часть передней стойки и передняя концевая часть боковой части нижнего обвязочного бруса соединены друг с другом. Здесь, некоторые конструкции передней стойки могут использовать конструкцию, которая разделена на верхнюю и нижнюю части. В этом случае верхняя часть называется верхней частью передней стойки, а нижняя часть называется нижней частью передней стойки. Нижняя концевая часть верхней части передней стойки и верхняя концевая часть нижней части передней стойки соединены друг с другом.
Нижняя часть передней стойки включает в себя, в качестве компонентов каркаса, например, наружный элемент нижней части передней стойки (в дальнейшем также называемый просто «наружный элемент»), внутренний элемент нижней части передней стойки (в дальнейшем также называемый просто «внутренний элемент»), и усилитель нижней части передней стойки (в дальнейшем также называемый просто «усилитель»). Наружный элемент располагается на наружной стороне в направлении ширины транспортного средства. Внутренний элемент располагается на внутренней стороне в направлении ширины транспортного средства. Усилитель располагается между наружным элементом и внутренним элементом. Из них наружный элемент изогнут в L-образную форму вдоль продольного направления, и имеет корытообразное поперечное сечение на всей его протяженности в продольном направлении. Типично, наружный элемент представляет собой штампованное изделие.
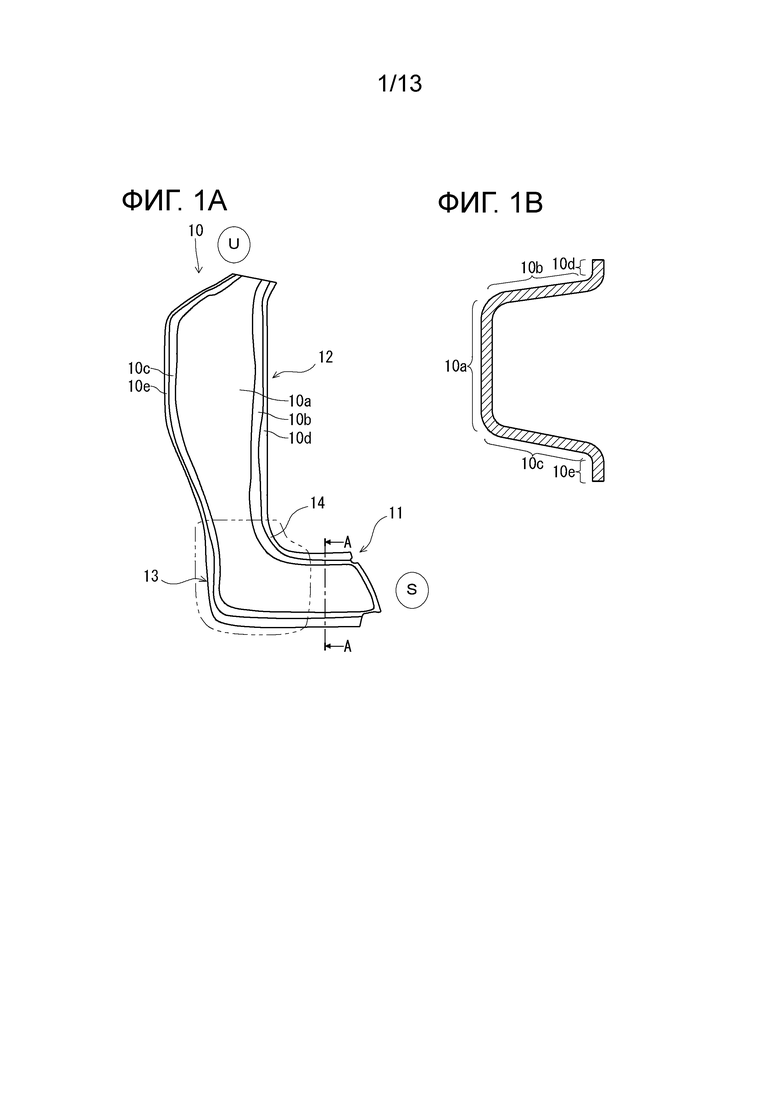
На фиг.1A и фиг.1B показаны схематические виды, иллюстрирующие пример наружного элемента нижней части передней стойки, представляющего собой штампованное изделие. На этих чертежах, на фиг.1A показан вид в плане и на фиг.1B показан вид в поперечном разрезе по линии A-A на фиг.1A. Отметим, что для облегчения понимания формы сторона, подлежащая соединению с боковой частью нижнего обвязочного бруса кузова, обозначена символом «S», а сторона, подлежащая соединению с верхней частью передней стойки, обозначена символом «U».
Как показано на фиг.1A, наружный элемент 10 нижней части передней стойки включает в себя изогнутую область 13 (см. область, окруженную штрихпунктирной линией с двумя точками на фиг.1A), которая изогнута в L-образную форму вдоль продольного направления, и первую область 11 и вторую область 12, которые соответственно соединены с обоими концами изогнутой области 13. Первая область 11 продолжается прямолинейно от изогнутой области 13 назад относительно направления движения автомобиля для соединения с боковой частью нижнего обвязочного бруса кузова. Вторая область 12 продолжается прямолинейно вверх от изогнутой области 13 для соединения с верхней частью передней стойки.
Как показано на фиг.1B, наружный элемент 10 имеет в поперечном сечении корытообразную форму на всей его протяженности в продольном направлении от конца, подлежащего соединению с верхней частью передней стойки, до конца, подлежащего соединению с боковой частью нижнего обвязочного бруса кузова. Поэтому каждая из изогнутой области 13, первой области 11 и второй области 12, которые образуют наружный элемент 10, включает в себя верхнюю пластинчатую часть 10а, первую вертикальную стеновую часть 10b, вторую вертикальную стеновую часть 10с, первую фланцевую часть 10d и вторую фланцевую часть 10е. Первая вертикальная стеновая часть 10b соединена со всей боковой частью, образующей внутреннюю сторону изгиба, из обеих боковых частей верхней пластинчатой части 10а. Вторая вертикальная стеновая часть 10с соединена со всей боковой частью, образующей наружную сторону изгиба, из обеих боковых частей верхней пластинчатой части 10а. Первая фланцевая часть 10d соединена с первой вертикальной стеновой частью 10b. Вторая фланцевая часть 10е соединена со второй вертикальной стеновой частью 10с.
Можно использовать TWB для изготовления этого наружного элемента 10 нижней части передней стойки. В отношении способа формования штампованного изделия из TWB доступны следующие обычные способы.
В опубликованной заявке на патент Японии № 2006-198672 (Патентный документ 1) раскрывается способ уменьшения нагрузки, действующей в окрестности линии сварки TWB во время штамповки. В этом способе TWB имеет вырез в месте, расположенном немного в стороне от линии сварки. Патентный документ 1 описывает, что во время штамповки, деформация, которая возникает в окрестности линии сварки, рассеивается с помощью выреза, тем самым улучшая формуемость формованного изделия.
В опубликованной заявке на патент Японии № 2001-1062 (Патентный документ 2) раскрывается способ применения штамповки на TWB, изготовленной из двух металлических листов, которые имеют разные предел прочности при растяжении и толщину листа. В этом способе линия сварки TWB располагается на участке, где будет возникать градиент деформации, когда единичный металлический лист, который не является TWB, подвергается штамповке. Затем, металлический лист, имеющий более высокую прочность, располагается на стороне большей деформации, и металлический лист, имеющий более низкую прочность, располагается на стороне меньшей деформации. В результате деформация будет уменьшена при штамповке, такой как глубокая вытяжка, выдавливание и т.п. Патентный документ 2 описывает, что в результате подавляется образование трещин в основном металле, которое происходит в металлическом листе на стороне более низкой прочности, тем самым улучшая формуемость формованного изделия.
В опубликованной заявке на патент Японии № 2002-20854 (Патентный документ 3) раскрывается способ применения штамповки на TWB, которая изготовлена из двух металлических листов, имеющих подобные уровни предела прочности при растяжении и пластичности. В этом способе определенная область в формованном изделии, полученном путем штамповки, подвергается термической обработке, такой как азотирование, тем самым повышая прочность этой определенной области. Патентный документ 3 описывает, что, так как сопротивление деформации металлического листа является равномерным во время штамповки перед термической обработкой, формуемость формованного изделия улучшается.
СПИСОК ЦИТИРУЕМЫХ ДОКУМЕНТОВ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: опубликованная заявка на патент Японии № 2006-198672.
Патентный документ 2: опубликованная заявка на патент Японии № 2001-1062.
Патентный документ 3: опубликованная заявка на патент Японии № 2002-20854.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
При выполнении штамповки часть заготовки (металлического листа) может подвергаться деформации растяжения фланца в зависимости от формы штампованного изделия. Деформация растяжения фланца относится к виду деформации, при которой, когда обрабатывающий инструмент (штамповочный инструмент) входит и перемещается в заготовку, заготовка растягивается в направлении вдоль направления перемещения обрабатывающего инструмента, когда обрабатывающий инструмент (штамповочный инструмент) перемещается в заготовку, и в то же время она растягивается в окружном направлении, перпендикулярном направлению перемещения.
Например, как показано на фиг.1A и фиг.1B, штампованное изделие (наружный элемент 10 нижней части передней стойки), изогнутое в L-образную форму вдоль продольного направления и имеющее корытообразное поперечное сечение, изготавливают с использованием матрицы и пуансона в качестве обрабатывающего инструмента. При изготовлении штампованного изделия, в случае необходимости, используется прижим для заготовки. Прижим для заготовки располагается рядом с пуансоном. При выполнении штамповки краевая часть заготовки удерживается между прижимом для заготовки и матрицей таким образом, что подавляется неравномерная деформация заготовки. Кроме того, при изготовлении штампованного изделия может использоваться опорный элемент. Опорный элемент располагается напротив пуансона внутри матрицы. При выполнении штамповки заготовка удерживается между опорным элементом и пуансоном, тем самым подавляя неравномерную деформацию заготовки.
При формовании штампованного изделия, показанного на описанных выше фиг.1A и фиг.1B, дугообразная область 14 на внутренней стороне изгиба изогнутой области 13 в области первой фланцевой части 10d растягивается в радиальном направлении дуги (направлении ширины изогнутой области), и в то же время растягивается в окружном направлении дуги (продольном направлении изогнутой области). Таким образом, дугообразная область 14 формируется путем деформации растяжения фланца.
Обычно при изготовлении штампованного изделия с использованием TWB линия сварки TWB располагается таким образом, чтобы избежать области, которая подвергается деформации растяжения фланца (в дальнейшем также называемой «область деформации растяжения фланца»), так как если линия сварки располагается в области деформации растяжения фланца, происходит образование трещин между линией сварки и основным металлическим листом из-за того, что сопротивление деформации различается между металлом сварного шва и основным металлическим листом.
Поэтому обычно место для расположения линии сварки в штампованном изделии, показанном на описанных выше фиг.1A и фиг.1B, ограничивается первой областью 11 на стороне S для боковой части нижнего обвязочного бруса кузова или второй областью 12 на стороне U для верхней части передней стойки, так как изогнутая область 13 включает в себя дугообразную область 14, которая становится областью деформации растяжения фланца. Поэтому степень свободы при конструировании штампованного изделия с использованием TWB является ограниченной.
В отношении этих проблем, в способе согласно Патентному документу 1 вырез, обеспеченный в TWB, остается в формованном изделии после штамповки. По этой причине неизбежным является удаление выреза путем обрезки. В этом случае трудно уменьшить количество этапов изготовления.
В способе согласно Патентному документу 2 необходимо расположить металлический лист, имеющий более высокую прочность, на стороне большей деформации, а металлический лист, имеющий более низкую прочность, на стороне меньшей деформации. Поэтому имеется риск того, что снижение веса и функциональное усовершенствование будут затруднены. Кроме того, в отношении места для расположения линии сварки TWB, Патентный документ 2 предлагает только следующее описание. Линия сварки TWB располагается в области, расположенной на расстоянии от 5 мм до 10 мм или больше и в пределах 200 мм или меньше от места, в котором происходит образование трещин при штамповке единичной заготовки.
В способе согласно Патентному документу 3 необходимо проводить термическую обработку, такую как азотирование, формованного изделия после штамповки. Поэтому не только добавляются лишние затраты на термическую обработку, но также увеличивается количество этапов изготовления.
В общем, ни один из способов согласно Патентным документам 1-3 не может без каких-либо сложностей обеспечить улучшение степени свободы при конструировании штампованного изделия.
Настоящее изобретение было выполнено с учетом приведенных выше обстоятельств. Целью настоящего изобретения является создание штампованного изделия и способа его конструирования, которые обеспечивают улучшение степени свободы при конструировании штампованного изделия, формуемого из TWB.
РЕШЕНИЕ ПРОБЛЕМЫ
Штампованное изделие в соответствии с одним вариантом осуществления настоящего изобретения содержит составную сварную заготовку, изготовленную из множества металлических листов, сваренных встык друг с другом. Штампованное изделие включает в себя фланцевую часть и дугообразную область, в которой внутренний периферийный край является открытым в области фланцевой части. Линия сварки составной сварной заготовки пересекает внутренний периферийный край дугообразной области и наружный периферийный край дугообразной области. Угол, образованный линией сварки и направлением максимальной главной деформации, составляет от 17° до 84°.
Способ конструирования в соответствии с одним вариантом осуществления настоящего изобретения представляет собой способ конструирования описанного выше штампованного изделия. При конструировании штампованного изделия линию сварки располагают таким образом, что во время штамповки относительная разность между деформацией dεWLy' в направлении вдоль линии сварки в центре в направлении ширины линии сварки и деформацией dεBMy' в направлении вдоль линии сварки в окрестности линии сварки металлического листа составляет не больше 0,03.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
Штампованное изделие согласно настоящему изобретению и способ его конструирования имеют следующий заметный эффект: обеспечение возможности улучшения степени свободы при конструировании штампованного изделия, формуемого из TWB.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1A - вид в плане, схематически иллюстрирующий пример наружного элемента нижней части передней стойки, представляющего собой штампованное изделие.
Фиг.1B - вид в поперечном разрезе по линии A-A на фиг.1A.
Фиг.2 - вид в плане, схематически иллюстрирующий пример наружного элемента нижней части передней стойки в качестве штампованного изделия в соответствии с представленным вариантом осуществления.
Фиг.3 - вид в плане, схематически иллюстрирующий TWB, используемую при изготовлении наружного элемента нижней части передней стойки, показанного на фиг.2.
Фиг.4 - вид в перспективе в увеличенном масштабе, иллюстрирующий область на внутренней стороне изгиба изогнутой области в нижнем элементе нижней части передней стойки, показанном на фиг.2.
Фиг.5 - схематический вид, иллюстрирующий возникновение деформации в области деформации растяжения фланца.
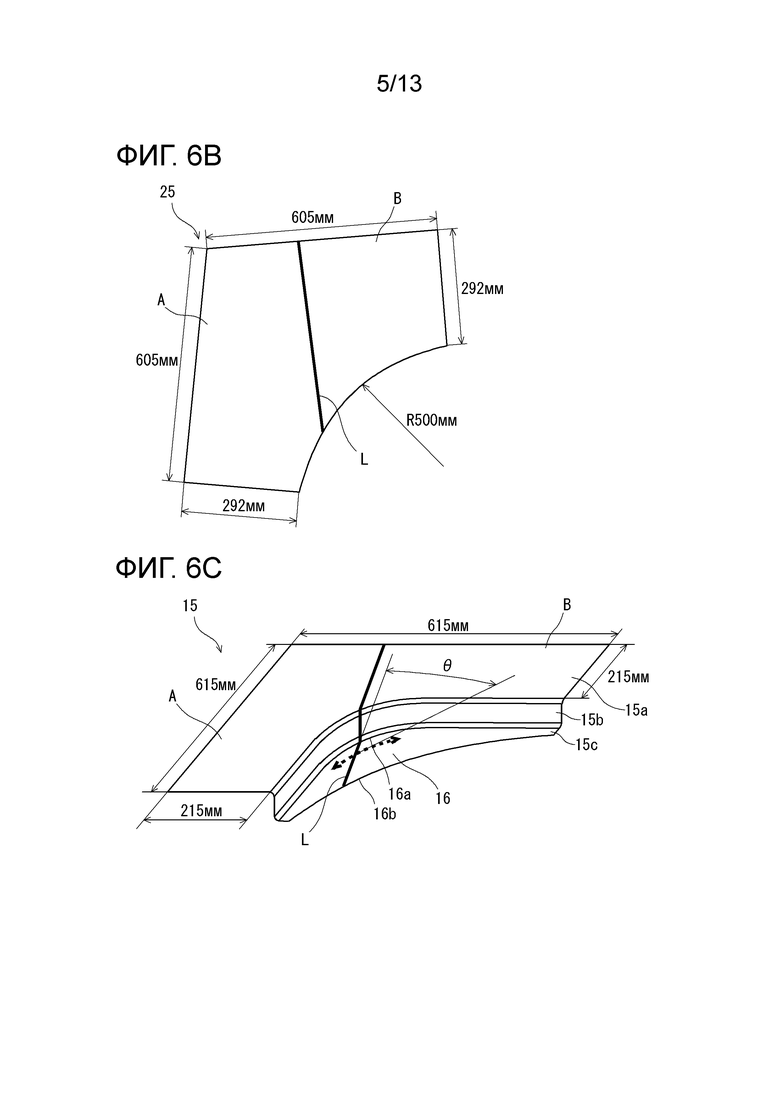
Фиг.6A - вид в перспективе, иллюстрирующий аналитическую модель, включающую в себя штамповочный инструмент, на котором схематически иллюстрируется общая схема анализа методом конечных элементов, выполняемого для исследования расположения линии сварки в области плоской деформации (области деформации растяжения фланца).
Фиг.6B - вид в плане, иллюстрирующий форму заготовки в аналитической модели на фиг.6A.
Фиг.6C - вид в перспективе, иллюстрирующий форму формованного изделия, которое формуется с использованием аналитической модели на фиг.6A.
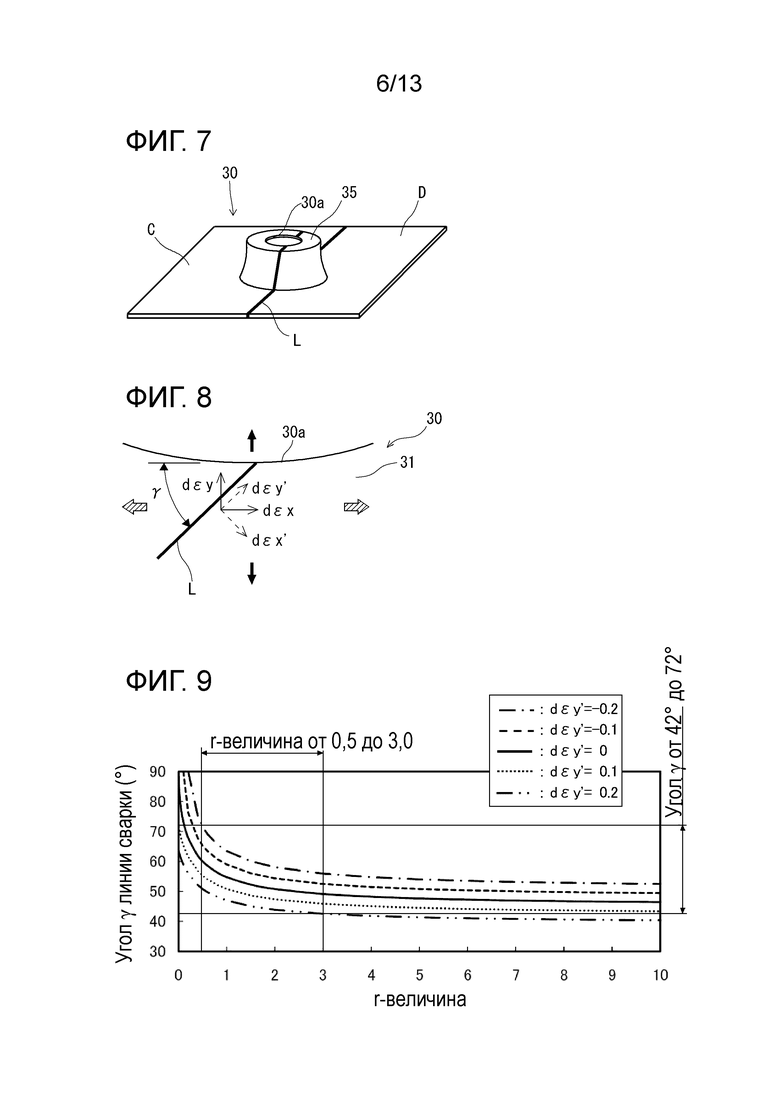
Фиг.7 - вид в перспективе, иллюстрирующий штампованное изделие, полученное при испытании на раздачу отверстия, которое выполняется для исследования расположения линии сварки в области одноосного растяжения (области деформации растяжения фланца).
Фиг.8 - схематический вид, иллюстрирующий возникновение деформации при деформации растяжения фланца штампованного изделия, показанного на фиг.7.
Фиг.9 - график, иллюстрирующий корреляцию между углом γ линии сварки и r-величиной основного металлического листа.
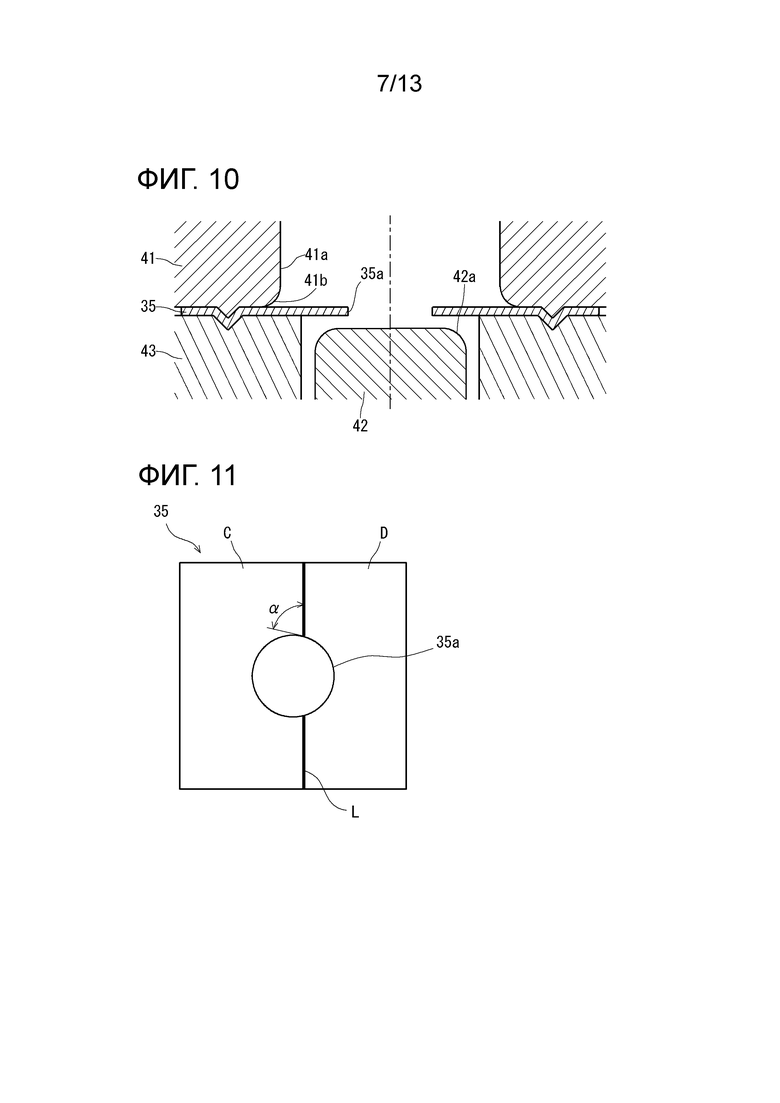
Фиг.10 - вид в поперечном разрезе, схематически иллюстрирующий общую схему испытания на раздачу отверстия.
Фиг.11 - вид в плане, иллюстрирующий TWB, используемую при испытании на раздачу отверстия.
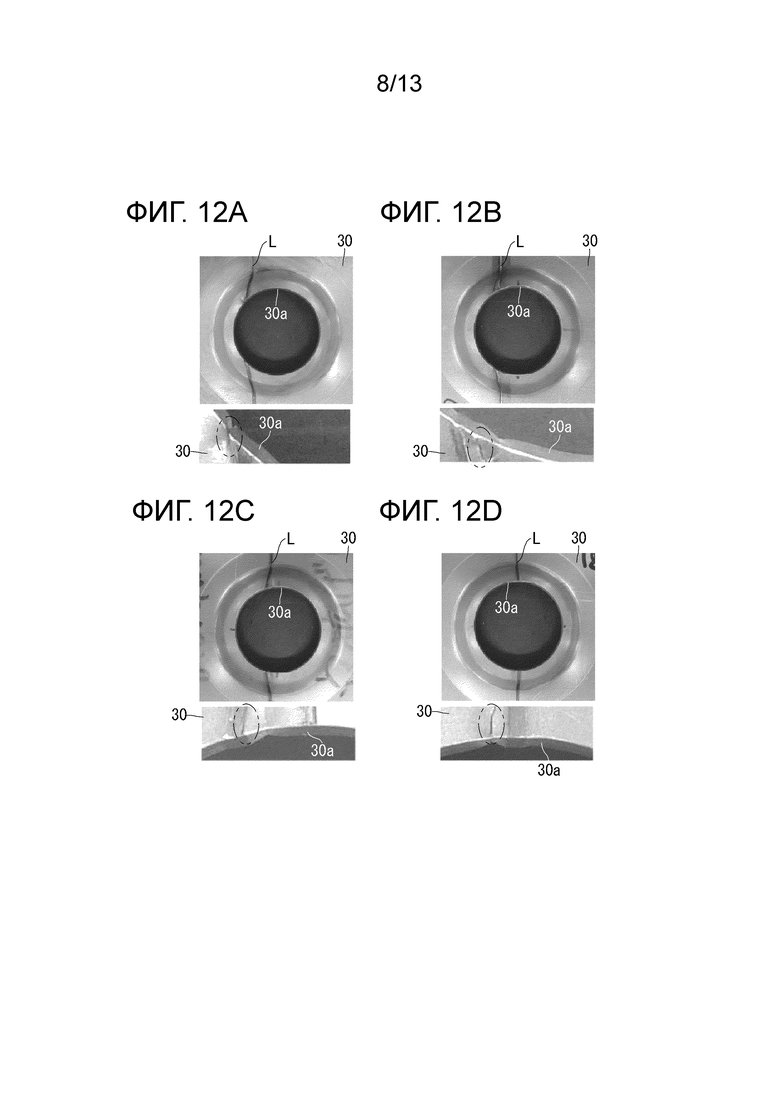
Фиг.12A - фотография, иллюстрирующая внешний вид характерного штампованного изделия при испытании на раздачу отверстия, иллюстрирующая случай, в котором второй угол γ линии сварки составляет около 43°.
Фиг.12B - фотография, иллюстрирующая внешний вид характерного штампованного изделия при испытании на раздачу отверстия, иллюстрирующая случай, в котором второй угол γ линии сварки составляет около 58°.
Фиг.12C - фотография, иллюстрирующая внешний вид характерного штампованного изделия при испытании на раздачу отверстия, иллюстрирующая случай, в котором второй угол γ линии сварки составляет около 68°.
Фиг.12D - фотография, иллюстрирующая внешний вид характерного штампованного изделия при испытании на раздачу отверстия, иллюстрирующая случай, в котором второй угол γ линии сварки составляет около 90°.
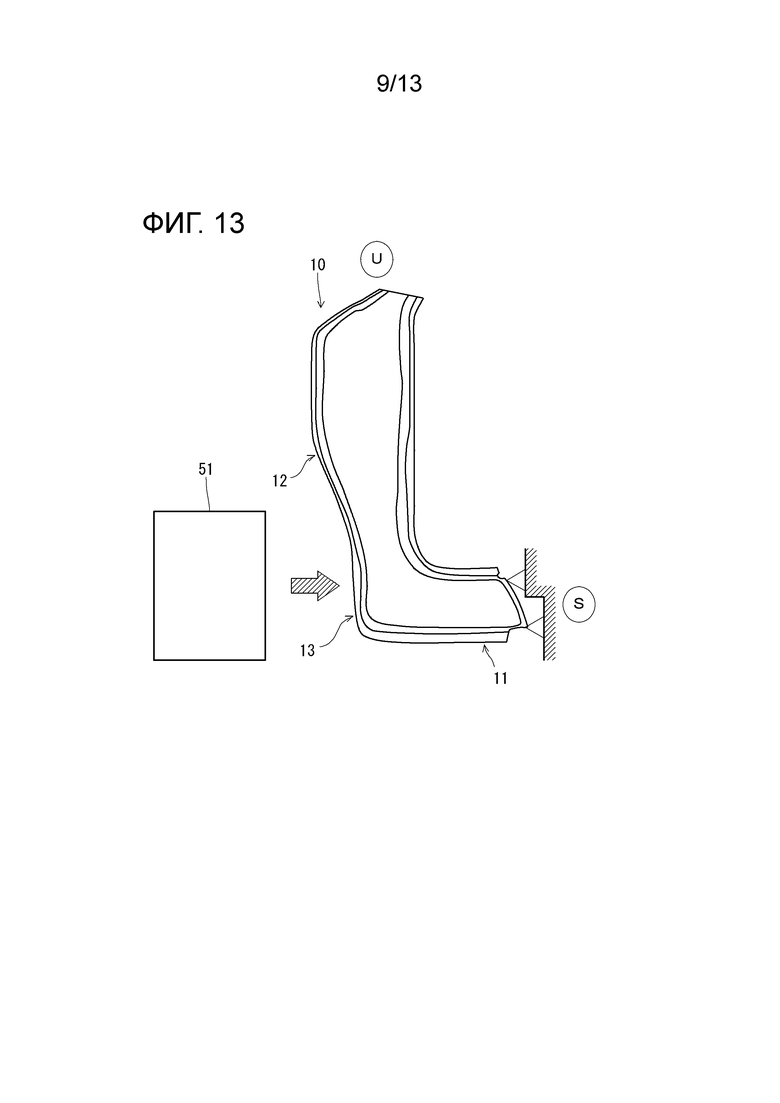
Фиг.13 - вид в плане, схематически иллюстрирующий общую схему испытания на столкновение.
Фиг.14A - вид в плане, иллюстрирующий наружный элемент нижней части передней стойки в соответствии со Сравнительным примером 1, используемый при испытании на столкновение.
Фиг.14B - вид в плане, иллюстрирующий наружный элемент нижней части передней стойки в соответствии с Примером 1 по изобретению согласно настоящему изобретению, используемый при испытании на столкновение.
Фиг.14C - вид в плане, иллюстрирующий наружный элемент нижней части передней стойки в соответствии со Сравнительным примером 2, используемый при испытании на столкновение.
Фиг.15A - график, иллюстрирующий результаты испытания на столкновение, на котором показана поглощенная энергия для наружного элемента нижней части передней стойки.
Фиг.15B - график, иллюстрирующий результаты испытания на столкновение, на котором показана поглощенная энергия на единицу объема для наружного элемента нижней части передней стойки.
Фиг.16A - схематический вид, иллюстрирующий форму заготовки, используемой при штамповке в качестве Сравнительного примера 3, и форму металлического листа перед обрезкой, который используется для изготовления заготовки.
Фиг.16B - схематический вид, иллюстрирующий форму заготовки, используемой при штамповке в качестве Сравнительного примера 4, и форму металлического листа перед обрезкой, который используется для изготовления заготовки.
Фиг.16C - схематический вид, иллюстрирующий форму заготовки, используемой при штамповке в качестве Примера 2 по изобретению согласно настоящему изобретению, и форму металлического листа перед обрезкой, который используется для изготовления заготовки.
Фиг.16D - схематический вид, иллюстрирующий форму заготовки, используемой при штамповке в качестве Сравнительного примера 5, и форму металлического листа перед обрезкой, который используется для изготовления заготовки.
Фиг.17 - график, иллюстрирующий площадь заготовки, которая удаляется путем обрезки для каждого из Примера 2 по изобретению согласно настоящему изобретению и Сравнительных примеров 3-5.
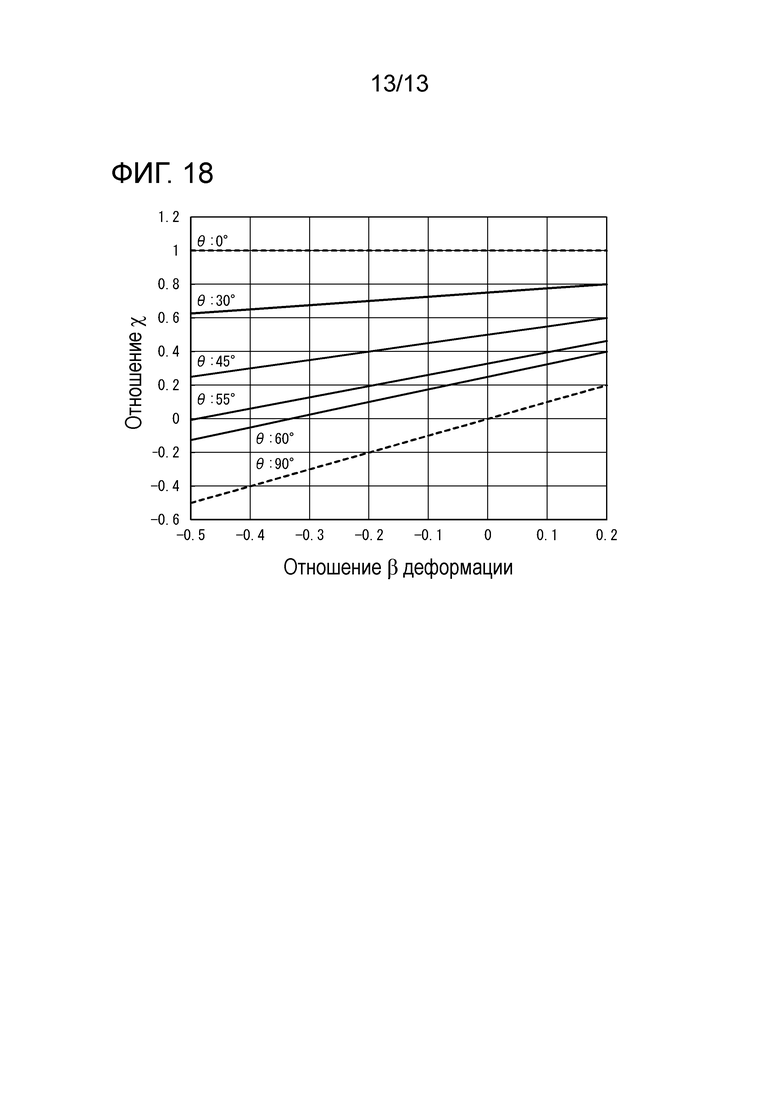
Фиг.18 - график, иллюстрирующий пример зависимости между отношением χ WL-деформации dεWLy' направления линии сварки к максимальной главной деформации dεx и отношением β деформации.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Для достижения вышеуказанных целей авторами настоящего изобретения были выполнены различные испытания, тем самым проведя тщательное исследование. В результате были получены следующие результаты. Когда штампованное изделие изготавливается из TWB путем штамповки, если линия сварки просто располагается в области деформации растяжения фланца, происходит образование трещин в окрестности линии сварки, тем самым ухудшая формуемость формованного изделия. Однако, даже когда линия сварки располагается в области деформации растяжения фланца, правильное задание расположения линии сварки позволяет подавить образование трещин, тем самым обеспечивая формуемость формованного изделия. В результате можно увеличить степень свободы при конструировании штампованного изделия с использованием TWB.
Штампованное изделие согласно настоящему изобретению и способ его конструирования созданы на основе описанных выше результатов.
Штампованное изделие в соответствии с одним вариантом осуществления настоящего изобретения содержит составную сварную заготовку, изготовленную из множества металлических листов, сваренных встык друг с другом. Штампованное изделие включает в себя фланцевую часть и дугообразную область, в которой внутренний периферийный край является открытым в области фланцевой части. Линия сварки составной сварной заготовки пересекает внутренний периферийный край дугообразной области и наружный периферийный край дугообразной области. Угол, образованный линией сварки и направлением максимальной главной деформации, составляет от 17° до 84°. В типичном примере штампованное изделие формуется путем штамповки. При этом дугообразная область формируется путем деформации растяжения фланца. Направление максимальной главной деформации представляет собой направление максимальной главной деформации при деформации растяжения фланца.
В описанном выше штампованном изделии, угол, образованный линией сварки и касательной к внутреннему периферийному краю в точке пересечения линии сварки и внутреннего периферийного края, составляет предпочтительно от 40° до 75°.
В описанном выше штампованном изделии, предпочтительно количество металлических листов для изготовления составной сварной заготовки составляет два, и два металлических листа отличаются друг от друга по меньшей мере одним из предела прочности при растяжении и толщины листа.
В случае этого штампованного изделия может быть использована следующая конфигурация. Штампованное изделие представляет собой компонент каркаса для автомобиля, изогнутый в L-образную форму вдоль продольного направления. Компонент каркаса имеет корытообразное поперечное сечение на всей его протяженности в продольном направлении. Компонент каркаса включает в себя изогнутую область, изогнутую вдоль его продольного направления, и первую область и вторую область, соответственно продолжающиеся от обоих концов изогнутой области. Компонент каркаса представляет собой компонент, который, как предполагается, воспринимает нагрузку при столкновении вдоль направления протяженности первой области. Дугообразная область представляет собой фланцевую часть на внутренней стороне изгиба изогнутой области. Толщина металлического листа, расположенного на стороне первой области, больше, чем толщина металлического листа, расположенного на стороне второй области.
В случае штампованного изделия, использующего эту конфигурацию, может использоваться следующая конфигурация. Компонент каркаса представляет собой наружный элемент нижней части передней стойки. Первая область соединена с боковой частью нижнего обвязочного бруса кузова, а вторая область соединяется с верхней частью передней стойки.
В штампованном изделии, использующем эту конфигурацию, произведение предела прочности при растяжении и толщины листа для металлического листа, расположенного на стороне первой области, по существу равно произведению предела прочности при растяжении и толщины листа для металлического листа, расположенного на стороне второй области. В типичном примере разница между этими произведениями составляет не больше 600 мм×МПа.
Способ конструирования в соответствии с одним вариантом осуществления настоящего изобретения располагает при конструировании описанного выше штампованного изделия линию сварки таким образом, чтобы получить следующее состояние. Во время штамповки относительная разность между деформацией dεWLy' в направлении вдоль линии сварки в центре в направлении ширины линии сварки и деформацией dεBMy' в направлении вдоль линии сварки в окрестности линии сварки металлического листа составляет не больше 0,03. Более предпочтительно, относительная разность между деформацией dεWLy' и деформацией dεBMy' равна 0 (нулю).
Далее будут подробно описаны варианты осуществления настоящего изобретения со ссылкой на прилагаемые чертежи. Здесь, в качестве примера штампованного изделия из компонентов каркаса для автомобиля будет использоваться наружный элемент нижней части передней стойки.
Штампованное изделие
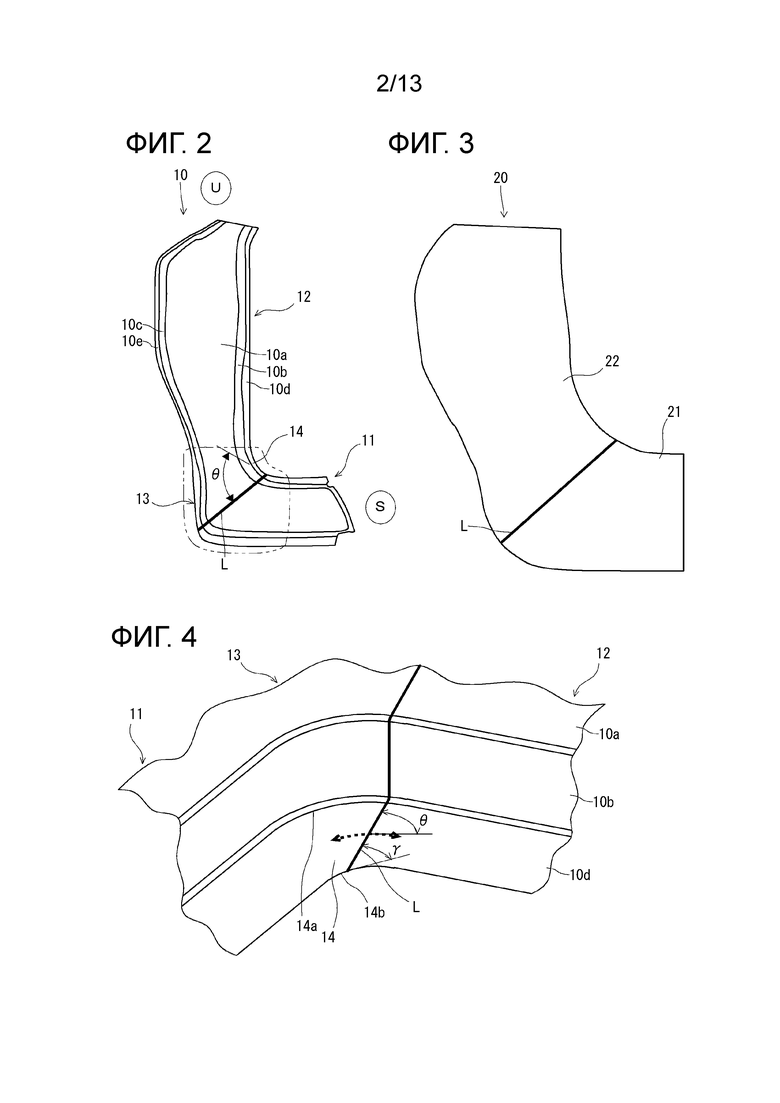
На фиг.2 показан вид в плане, схематически иллюстрирующий наружный элемент нижней части передней стойки в качестве штампованного изделия в соответствии с представленным вариантом осуществления. На фиг.3 показан вид в плане, схематически иллюстрирующий TWB, которая используется при изготовлении наружного элемента 10 нижней части передней стойки, показанного на фиг.2. На фиг.4 показан вид в перспективе в увеличенном масштабе, иллюстрирующий область на внутренней стороне изгиба изогнутой области в наружном элементе нижней части передней стойки, показанном на фиг.2. Наружный элемент 10 в соответствии с представленным вариантом осуществления, показанный на фиг.2, подобно описанному выше наружному элементу, показанному на фиг.1A, изогнут в L-образную форму вдоль продольного направления и имеет корытообразное поперечное сечение на всей его протяженности в продольном направлении (см. фиг.1B).
Как показано на фиг.2, наружный элемент 10 включает в себя изогнутую область 13, которая изогнута в L-образную форму вдоль продольного направления, и первую область 11 и вторую область 12, которые соответственно соединены с обоими концами изогнутой области 13. Первая область 11 продолжается от изогнутой области 13 прямолинейно назад относительно направления движения автомобиля для соединения с боковой частью нижнего обвязочного бруса кузова. Вторая область 12 продолжается от изогнутой области 13 прямолинейно вверх для соединения с верхней частью передней стойки. Наружный элемент 10 представляет собой компонент каркаса, который образует нижнюю часть передней стойки, и, как предполагается, воспринимает нагрузку при столкновении вдоль направления протяженности первой области 11, подлежащей соединению с боковой частью нижнего обвязочного бруса кузова.
Наружный элемент 10 в соответствии с представленным вариантом осуществления формуется путем штамповки из TWB 20, показанной на фиг.3. Линия L сварки TWB 20 располагается таким образом, чтобы соответствовать изогнутой области 13 наружного элемента 10. В наружном элементе 10 дугообразная область 14 на внутренней стороне изгиба изогнутой области 13 в области первой фланцевой части 10d становится областью деформации растяжения фланца во время штамповки. Как показано на фиг.2 и фиг.4, наружный периферийный край 14а дугообразной области 14 обеспечивает соединение, с образованием гребнеобразной линии, с первой вертикальной стеновой частью 10b. Внутренний периферийный край 14b дугообразной области 14 является открытым. Линия L сварки пересекает внутренний периферийный край 14b и наружный периферийный край 14а дугообразной области 14.
Как показано на фиг.3, TWB 20, которая изготовлена из двух металлических листов, соединенных путем стыковой сварки, содержит первый металлический лист 21 и второй металлический лист 22. В TWB 20, первый металлический лист 21 располагается таким образом, чтобы находиться на стороне первой области 11 (на стороне для боковой части нижнего обвязочного бруса кузова) наружного элемента 10, и второй металлический лист 22 располагается таким образом, чтобы находиться на стороне второй области 12 (на стороне для верхней части передней стойки) наружного элемента 10. Первый металлический лист 21 имеет более низкий предел прочности при растяжении, чем второй металлический лист 22. Однако первый металлический лист 21 может иметь такой же предел прочности при растяжении, что и второй металлический лист 22, или может иметь более высокий предел прочности при растяжении, чем второй металлический лист 22. Кроме того, первый металлический лист 21 имеет толщину листа больше, чем второй металлический лист 22.
В наружном элементе 10 в соответствии с представленным вариантом осуществления толщина листа на стороне для боковой части нижнего обвязочного бруса кузова (на стороне первой области 11) соответствует толщине первого металлического листа 21, и толщина листа на стороне для верхней части передней стойки (на стороне второй области 12) соответствует толщине второго металлического листа 22. Таким образом, толщина листа на стороне для боковой части нижнего обвязочного бруса кузова больше, чем толщина листа на стороне для верхней части передней стойки. Так как толщина листа на стороне первой области 11, подлежащей соединению с боковой частью нижнего обвязочного бруса кузова, является большой, характеристики осевого смятия первой области 11 будут улучшены. Тем самым можно улучшить стойкость к столкновению наружного элемента 10. С другой стороны, так как толщина листа на стороне второй области 12, подлежащей соединению с верхней частью передней стойки, является небольшой, можно обеспечить снижение веса наружного элемента 10. Так как толщина листа на стороне второй области 12 оказывает небольшое влияние на характеристики осевого смятия первой области 11, не будет препятствий для обеспечения стойкости к столкновению.
Расположение линии сварки
Если линия L сварки TWB 20 просто располагается в дугообразной области 14 наружного элемента 10, будет происходить образование трещин в окрестности линии L сварки, так как дугообразная область 14 становится областью деформации растяжения фланца во время штамповки. В представленном варианте осуществления в дугообразной области 14 наружного элемента 10 угол θ (в дальнейшем также называемый «первый угол линии сварки»), образованный линией сварки и направлением максимальной главной деформации при деформации растяжения фланца, составляет от 17° до 84°. Направление максимальной главной деформации относится к окружному направлению изогнутой дуги на участке, где коэффициент уменьшения толщины листа является максимальным (в дальнейшем также называемом «участок максимального уменьшения толщины листа»), дугообразной области 14, где толщина листа уменьшается из-за деформации растяжения фланца во время штамповки (см. пунктирную стрелку на фиг.4).
Участок максимального уменьшения толщины листа возникает в окрестности линии L сварки на стороне металлического листа, который имеет более низкую эквивалентную прочность из первого и второго металлических листов 21 и 22, соединенных друг с другом по линии L сварки. Эквивалентная прочность металлического листа означает произведение (мм×МПа) предела прочности при растяжении (МПа) и толщины листа (мм) для металлического листа. Окрестность линии L сварки означает, например, диапазон от 0,5 мм до 4 мм от границы между линией L сварки и металлическим листом на стороне более низкой эквивалентной прочности. Когда толщина металлического листа на стороне более низкой эквивалентной прочности составляет t (мм), окрестность линии L сварки может означать диапазон от 0,5×t до 4×t (мм) от границы между линией L сварки и металлическим листом на стороне более низкой эквивалентной прочности. Участок максимального уменьшения толщины листа означает участок, который демонстрирует уменьшение толщины листа до величины коэффициента деформационного упрочнения (n-величина) металлического листа на стороне более низкой эквивалентной прочности или до 0,8 от n-величины.
Направление максимальной главной деформации может быть легко выявлено из формы штампованного изделия (наружного элемента 10). Более конкретно, если начертить концентрические дуги, имеющие центр в центре дуги наружного периферийного края 14а дугообразной области 14, направление вдоль касательной к дуге на участке максимального уменьшения толщины листа станет направлением максимальной главной деформации.
Если первый угол θ линии сварки составляет от 17° до 84°, можно уменьшить коэффициент уменьшения толщины листа на участке максимального уменьшения толщины листа, тем самым обеспечивая возможность подавления образования трещин. В результате можно обеспечить формуемость формованного изделия.
Кроме того, если линия L сварки TWB 20 просто располагается в дугообразной области 14 наружного элемента 10, образование трещин вероятно произойдет в окрестности точки пересечения линии L сварки и внутреннего периферийного края 14b дугообразной области 14. Это образование трещин происходит в окрестности линии L сварки на стороне металлического листа, имеющего более низкую эквивалентную прочность из первого и второго металлических листов 21 и 22, соединенных друг с другом по линии L сварки. Поэтому в представленном варианте осуществления, угол γ (в дальнейшем также называемый «второй угол линии сварки»), образованный линией L сварки и касательной к внутреннему периферийному краю 14b в точке пересечения линии L сварки и внутреннего периферийного края 14b, задается от 40° до 75°.
Если второй угол γ линии сварки составляет от 40° до 75°, можно подавить образование трещин на внутреннем периферийном крае дугообразной области. В результате можно обеспечить формуемость формованного изделия.
Способ штамповки для изготовления наружного элемента 10 в соответствии с представленным вариантом осуществлением может быть подходящим образом выбран в соответствии с формой формованного изделия. Например, может использоваться не только отбортовка, но также гибка, вытяжка, выдавливание, раздача отверстия и т.п. В качестве штамповочного инструмента используется матрица в паре с пуансоном. Кроме того, могут использоваться прижим для заготовки, опорный элемент и т.п. для удерживания заготовки.
Кроме того, в наружном элементе 10 в соответствии с представленным вариантом осуществления, линия L сварки располагается в изогнутой области 13. Это обеспечивает возможность улучшения коэффициента использования материала по сравнению со случаем, когда линия сварки располагается на прямолинейном участке первой области 11 (на стороне для боковой части нижнего обвязочного бруса кузова) или второй области 12 (на стороне для верхней части передней стойки). Поэтому можно уменьшить стоимость изготовления формованного изделия.
Далее, наружный элемент 10 в соответствии с представленным вариантом осуществления поглощает больше энергии при столкновении, тем самым улучшая стойкость к столкновению по сравнению со случаем, когда линия сварки располагается на прямолинейном участке на стороне первой области 11, подлежащей соединению с боковой частью нижнего обвязочного бруса кузова. Кроме того, наружный элемент 10 в соответствии с представленным вариантом осуществления поглощает больше энергии на единицу объема при столкновении по сравнению со случаем, когда линия сварки располагается на прямолинейном участке на стороне второй области 12, подлежащей соединению с верхней частью передней стойки. Поэтому можно обеспечить хорошо сбалансированное сочетание снижения веса и функционального усовершенствования.
Как было описано выше, наружный элемент 10 в соответствии с представленным вариантом осуществления формуется из TWB 20, которая изготовлена из первого металлического листа 21 и второго металлического листа 22. В этом случае предпочтительно, чтобы эквивалентная прочность первого металлического листа 21, расположенного на стороне первой области 11, была по существу равна эквивалентной прочности второго металлического листа 22, расположенного на стороне второй области 12, так как сопротивления деформации первого и второго металлических листов 21 и 22 станут одинаковыми во время штамповки, тем самым улучшая формуемость формованного изделия. Условие «эквивалентная прочность по существу равна» допускает разницу в эквивалентной прочности до 600 мм×МПа. Таким образом, разница между эквивалентной прочностью первого металлического листа 21 и эквивалентной прочностью второго металлического листа 22 составляет предпочтительно не больше 600 мм×МПа. Эта разница в эквивалентной прочности составляет предпочтительно не больше 400 мм×МПа, еще более предпочтительно не больше 350 мм×МПа.
При изготовлении наружного элемента 10 в соответствии с представленным вариантом осуществления ширина линии L сварки TWB 20 предпочтительно является небольшой, так как в представленном варианте осуществления внимание сосредоточено на деформации в направлении линии сварки в области, включающей в себя линию L сварки и ее окрестности, и эту деформацию исследуют в соответствии с реальной ситуацией. Деформация основана на величине деформации в направлении линии сварки в центре в направлении ширины линии L сварки. В качестве способа сварки для формирования линии L сварки, имеющей небольшую ширину, может использоваться лазерная сварка. Также может использоваться плазменная сварка.
Проектирование правильного расположения линии сварки
Когда линия сварки TWB располагается таким образом, что она пересекает внутренний периферийный край и наружный периферийный край дугообразной области, в дугообразной области, которая становится областью деформации растяжения фланца штампованного изделия, область деформации в области, включающей в себя линию сварки и ее окрестности, является строго областью деформации одноосевого растяжения или областью деформации, близкой к плоской деформации. В частности, в области, отличной от внутреннего периферийного края дугообразной области, область деформации становится близкой к плоской деформации (в дальнейшем также называемая «область плоской деформации»). С другой стороны, на внутреннем периферийном крае дугообразной области область деформации становится областью деформации одноосевого растяжения, так как внутренний периферийный край является открытым.
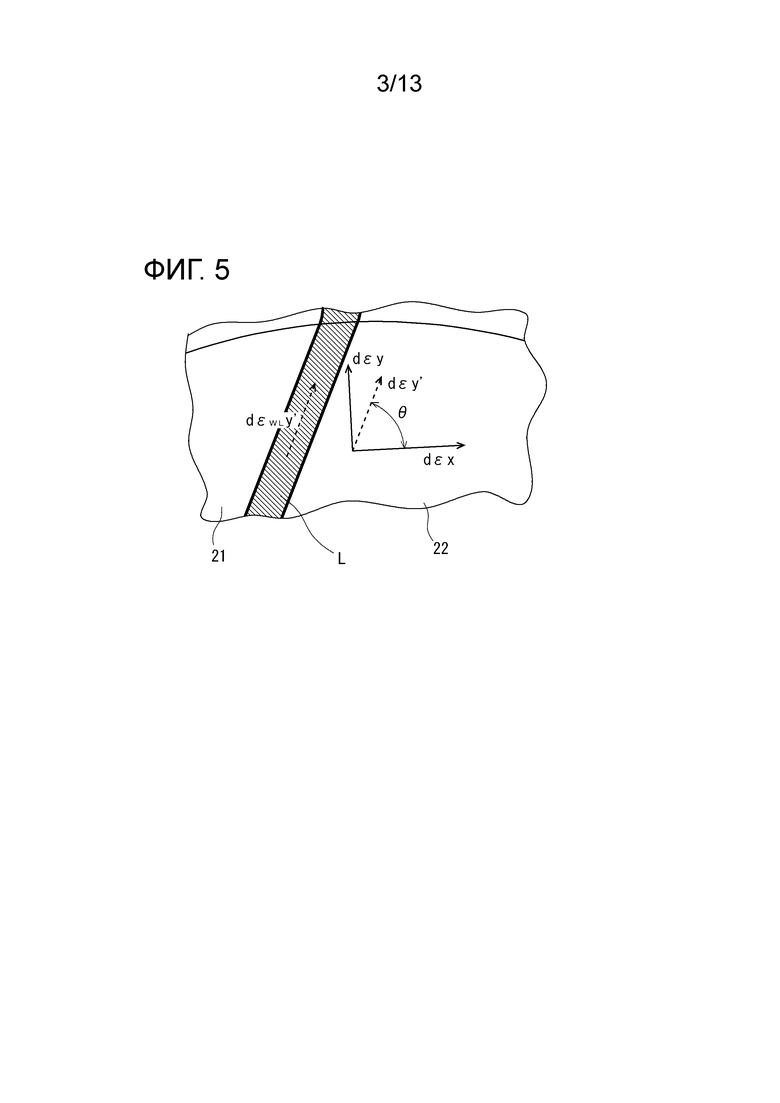
На фиг.5 показан схематический вид, иллюстрирующий возникновение деформации в области деформации растяжения фланца. В реальности линия L сварки имеет ширину (см. заштрихованный участок на фиг.5). Здесь рассматривается случай, когда линия L сварки пересекает окружное направление (то есть направление максимальной главной деформации при деформации фланца) изогнутой дуги дугообразной области под углом θ (то есть описанным выше первым углом линии сварки). В дугообразной области, которая становится областью деформации растяжения фланца, деформация dεx возникает в окружном направлении изогнутой дуги в основном металлическом листе 21, 22 в окрестности линии сварки. В дальнейшем эта деформация dεx также называется «окружная деформация». Далее, деформация dεy возникает в направлении, перпендикулярном окружному направлению изогнутой дуги (то есть в радиальном направлении изогнутой дуги). В дальнейшем эта деформация dεy также называется «радиальная деформация». Отношение β=(dεy/dεx) обеих деформаций изменяется в зависимости от коэффициента Лэнкфорда (в дальнейшем также называемого «r-величина») основного металлического листа.
В этом случае радиальная деформация dεy может быть выражена с помощью приведенной ниже формулы (1).
dεy=dεx×(-r)/(1+r) (1),
где r представляет собой r-величину.
Кроме того, в отношении компонентов деформации, на основе окружной деформации dεx и радиальной деформации dεy, которые возникают в основных металлических листах 21, 22 в окрестности линии сварки, деформация dεy' в направлении вдоль линии L сварки (в дальнейшем также называемом «направление линии сварки») может быть выражена с помощью приведенной ниже формулы (2). В дальнейшем деформация dεy' также называется «BM-деформация dεy' направления линии сварки» (или «dεBMy'»). Формулу (2) получают путем преобразования координат окружной деформации dεx и радиальной деформации dεy, используя правило преобразования координат тензора.
dεy'=dεx×(cosθ)2+dεy×(sinθ)2 (2).
Подставляя формулу (1) в формулу (2), BM-деформация dεy' направления линии сварки также может быть выражена с помощью приведенной ниже формулы (3).
dεy'=dεx×(cosθ)2+ dεx×(-r)/(1+r) ×(sinθ)2 (3).
Любая из формул (1)-(3) является общей для области деформации одноосевого растяжения и области плоской деформации. В этой области деформации растяжения фланца участок максимального уменьшения толщины листа возникает в окрестности линии сварки на стороне металлического листа, имеющего более низкую эквивалентную прочность из двух металлических листов 21 и 22, которые соединены друг с другом по линии L сварки. Здесь, в отношении участка линии сварки, смежного участку максимального уменьшения толщины листа в окружном направлении изогнутой дуги, обозначим деформацию в направлении линии сварки в центре в направлении ширины линии сварки как «dεWLy'». В дальнейшем эта деформация dεWLy' также называется «WL-деформация dεWLy' направления линии сварки».
Когда линия L сварки располагается в области деформации растяжения фланца, образование трещин, которое происходит в окрестности линии сварки, вызывается деформацией сдвига, которая возникает между линией L сварки и основным металлическим листом (металлический лист 22 на фиг.5) на стороне более низкой эквивалентной прочности. Деформация сдвига возникает из-за того, что имеются отличия в характеристиках материала между металлом сварного шва и основным металлическим листом. Таким образом, можно сказать, что уменьшение деформации сдвига может подавить образование трещин.
Поэтому в представленном варианте осуществления, при конструировании штампованного изделия, линию сварки располагают таким образом, что относительная разность между WL-деформацией dεWLy' направления линии сварки и BM-деформацией dεy' направления линии сварки становится небольшой во время штамповки. Более конкретно, в соответствии с реальной ситуацией, линия сварки может располагаться таким образом, что относительная разность между WL-деформацией dεWLy' направления линии сварки и BM-деформацией dεy' направления линии сварки становится не больше 0,03. Если относительная разность между WL-деформацией dεWLy' направления линии сварки и BM-деформацией dεy' направления линии сварки уменьшается, деформация сдвига, которая возникает между линией сварки и основным металлическим листом на стороне более низкой эквивалентной прочности, уменьшается. Это обеспечивает возможность подавления образования трещин, тем самым обеспечивая формуемость формованного изделия. В результате можно улучшить степень свободы при конструировании штампованного изделия с использованием TWB. В частности, расположение линии сварки таким образом, что относительная разность между WL-деформацией dεWLy' направления линии сварки и BM-деформацией dεy' направления линии сварки становится равной 0, обеспечивает возможность наиболее эффективного подавления возникновения трещин.
Расположение линии сварки в области плоской деформации: первый угол θ линии сварки
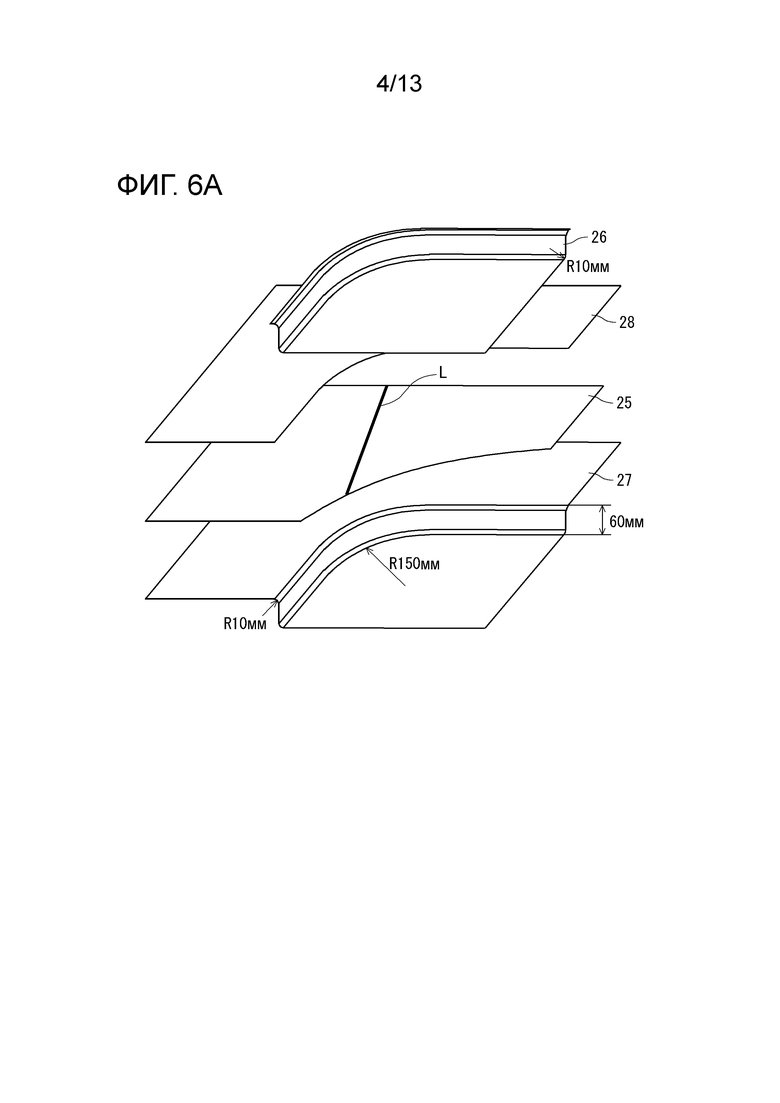
На фиг.6A-6C представлены виды, схематически иллюстрирующие общую схему анализа методом конечных элементов, выполняемого для исследования расположения линии сварки в области плоской деформации (области деформации растяжения фланца). На фиг.6A показан вид в перспективе, иллюстрирующий аналитическую модель, включающую в себя штамповочный инструмент. На фиг.6B показан вид в плане, иллюстрирующий форму заготовки. На фиг.6C показан вид в перспективе, иллюстрирующий форму формованного изделия.
Как показано на фиг.6C, в качестве формованного изделия, включающего в себя область плоской деформации при деформации растяжения фланца, использовалось штампованное изделие 15, изогнутое в L-образную форму вдоль продольного направления. Штампованное изделие 15 включает в себя верхнюю пластинчатую часть 15а, которая изогнута в L-образную форму, вертикальную стеновую часть 15b, соединенную с боковой частью внутренней стороны изгиба верхней пластинчатой части 15а, и фланцевую часть 15с, соединенную с вертикальной стеновой частью 15b. Фланцевая часть 15с включает в себя дугообразную область 16, сформированную путем деформации растяжения фланца. Формованное изделие 15 включает в себя линию L сварки, расположенную таким образом, что она пересекает внутренний периферийный край 16b и наружный периферийный край 16а дугообразной области 16.
В качестве заготовки для формования штампованного изделия 15 использовалась TWB 25, изготовленная из двух металлических листов A и B, как показано на фиг.6В. В TWB 25 линия L сварки располагается в месте, соответствующем дугообразной области 16 штампованного изделия 15. Металлический лист A представляет собой стальной лист с высоким пределом прочности при растяжении, соответствующий JAC980Y согласно стандартам Японской федерации железа и стали (в дальнейшем также называемый «высокопрочная сталь класса 980 МПа»), и металлический лист B представляет собой стальной лист с высоким пределом прочности при растяжении, соответствующий JAC780Y согласно стандартам Японской федерации железа и стали (в дальнейшем также называемый «высокопрочная сталь класса 780 МПа»). Толщина листа любого из них составляет 1,6 мм. Таким образом, эквивалентная прочность металлического листа A выше, чем эквивалентная прочность металлического листа B.
Штамповка выполнялась с использованием матрицы 26, пуансона 27 и опорного элемента 28, как показано на фиг.6A. При этом в формованном изделии 15 расположение линии L сварки TWB 25 изменялось таким образом, что угол θ (первый угол линии сварки), образованный линией L сварки и направлением максимальной главной деформации при деформации растяжения фланца, имел четыре уровня, 23°, 40°, 72° и 86°. На любом из этих уровней участок максимального уменьшения толщины листа возникает не в окрестности внутреннего периферийного края 16b дугообразной области 16, а в окрестности наружного периферийного края 16а, соединенного с вертикальной стеновой частью 15b. Кроме того, место, в котором возникает участок максимального уменьшения толщины листа, было на металлическом листе (металлическом листе B) на стороне более низкой эквивалентной прочности в окрестности линии L сварки. Результаты приведены ниже в таблице 1.
Таблица 1
Как показано в таблице 1, коэффициент уменьшения толщины листа был наименьшим, когда первый угол θ линии сварки составлял 40°. Поэтому в представленном варианте осуществления, на основе условий, реально используемых при штамповке, первый угол θ линии сварки составляет предпочтительно от 17° до 84°, так как коэффициент уменьшения толщины листа может поддерживаться низким, и тем самым может подавляться возникновение трещин в окрестности линии сварки. Первый угол θ линии сварки составляет предпочтительно от 17° до 71°, более предпочтительно от 19° до 71°, еще более предпочтительно от 25° до 71°.
Относительная разность (|dεy'-dεWLy'|) между WL-деформацией dεWLy' направления линии сварки и BM-деформацией dεy' направления линии сварки предпочтительно должна быть как можно меньше. Поэтому относительная разность составляет предпочтительно не больше 0,03, более предпочтительно не больше 0,025, и еще более предпочтительно равна 0.
Расположение линии сварки в области деформации одноосевого растяжения: второй угол γ линии сварки
На фиг.7 показан вид в перспективе, иллюстрирующий штампованное изделие, полученное при испытании на раздачу отверстия, проводимом для исследования расположения линии сварки в области деформации одноосевого растяжения (область деформации растяжения фланца). На фиг.8 показан схематический вид, иллюстрирующий возникновение деформации при деформации растяжения фланца штампованного изделия, показанного на фиг.7. Отметим, что подробности испытания на раздачу отверстия будут описаны в последующих примерах.
Испытание на раздачу отверстия представляет собой испытание, при котором пуансон вдавливается в заготовку, имеющую круглое отверстие, тем самым расширяя отверстие концентрическим образом. Как показано на фиг.7, штампованное изделие 30, формуемое путем испытания на раздачу отверстия, имеет отверстие 30а. Круговая область 31, окружающая отверстие 30а, становится областью деформации растяжения фланца. Для этого круговая область 31 соответствует описанной выше дугообразной области 14, и отверстие 30а соответствует внутреннему периферийному краю 14b описанной выше дугообразной области 14. Здесь рассматривается случай, когда линия L сварки пересекает окружное направление отверстия 30а (то есть касательную к отверстию 30а в точке пересечения линии L сварки и отверстия 30а) под углом γ (то есть описанным выше вторым углом линии сварки).
В области деформации растяжения фланца при испытании на раздачу отверстия, когда обрабатывающий инструмент (пуансон) входит и перемещается вперед, заготовка растягивается в направлении вдоль направления перемещения обрабатывающего инструмента. Это направление представляет собой радиальное направление отверстия 30а, как показано сплошной стрелкой на фиг.8. Кроме того, когда отверстие 30а расширяется, заготовка растягивается в направлении, перпендикулярном направлению вдоль направления перемещения обрабатывающего инструмента. Это направление представляет собой окружное направление отверстия 30а (касательная к отверстию 30а), как показано заштрихованными стрелками на фиг.8. Здесь деформация заготовки в радиальном направлении отверстия 30а определяется отношением β деформации одноосевого растяжения. Таким образом, предполагая, что деформация в окружном направлении отверстия 30а представляет собой dεx, деформация dεy в радиальном направлении определяется с помощью описанной выше формулы (1). Эта область деформации растяжения фланца рассматривается в качестве области деформации одноосного растяжения.
Так как отверстие 30а и наружный периферийный край круговой области 31 представляют собой концентрические окружности в штампованном изделии 30 при испытании на раздачу отверстия, угол θ может быть заменен на угол γ в описанной выше формуле (3). В этом случае, предполагая, что dεx равно 1, может быть выведена приведенная ниже формула (4). Как показано в формуле (4), BM-деформация dεy' направления линии сварки изменяется в зависимости от угла γ линии сварки (то есть второго угла линии сварки) и r-величины основного металлического листа.
dεy'=(cosγ)2+(-r)/(1+r)×(sinγ)2 (4).
На фиг.9 показан график, иллюстрирующий корреляцию между углом γ линии сварки и r-величиной основного металлического листа. На фиг.9 соответственно иллюстрируются ситуации, в которых BM-деформация dεy' направления линии сварки составляет -0,2; -0,1; 0; 0,1 и 0,2.
Для подавления образования трещин в окрестности точки пересечения отверстия формованного изделия, полученного при испытании на раздачу отверстия (то есть внутреннего периферийного края дугообразной области штампованного изделия), и линии сварки необходимо обеспечить, чтобы BM-деформация dεy' направления линии сварки составляла от -0,2 до 0,2. Здесь, общий металлический лист (примеры: горячекатаный стальной лист, холоднокатаный стальной лист, стальной лист с металлическим покрытием, лист алюминиевого сплава и лист титанового сплава) имеет r-величину от 0,5 до 3,0. Эта r-величина является r-величиной основного металлического листа на стороне более низкой эквивалентной прочности, на которой наиболее вероятно образование трещин. Из вышеописанного следует, что второй угол γ линии сварки предпочтительно составляет в диапазоне от 42° до 72°.
В представленном варианте осуществления второй угол γ линии сварки может быть определен в диапазоне от 40° до 75°, что немного шире, чем диапазон от 42° до 72°, так как с учетом величины деформации области, которая размягчается из-за нагрева при сварке в окрестности линии сварки, может быть разрешено небольшое увеличение диапазона угла γ.
BM-деформация dεy' направления линии сварки предпочтительно должна быть как можно меньше. Поэтому BM-деформация dεy' направления линии сварки составляет предпочтительно от -0,1 до 0,1, более предпочтительно от -0,025 до 0,025, еще более предпочтительно равна 0. Соответственно, из фиг.9, второй угол γ линии сварки составляет предпочтительно от 45° до 66°, более предпочтительно от 47° до 62°, еще более предпочтительно от 48° до 60°.
При формовании наружного элемента в качестве штампованного изделия в соответствии с представленным вариантом осуществления, стальной лист, имеющий предел прочности при растяжении не ниже 440 МПа, лист алюминиевого сплава и лист титанового сплава используются в качестве металлического листа. Для этих металлических листов r-величины составляют от 0,5 до 3,0. Поэтому, в этом случае, второй угол γ линии сварки составляет предпочтительно от 45° до 72°.
Кроме того, настоящее изобретение не ограничивается описанными выше вариантами осуществления, и могут быть сделаны различные модификации в пределах его объема, не отходящие от сущности настоящего изобретения. Например, штампованное изделие конкретно не ограничивается, при условии, что оно включает в себя фланцевую часть, сформированную путем деформации растяжения фланца. Кроме того, компонент каркаса для автомобиля в качестве штампованного изделия не ограничивается наружным элементом нижней части передней стойки и может представлять собой наружный элемент на задней стороне и т.д., при условии, что он представляет собой компонент, изогнутый в L-образную форму вдоль продольного направления, и который, как предполагается, воспринимает нагрузку при столкновении вдоль направления протяженности первой области.
Кроме того, TWB конкретно не ограничивается, при условии, что она изготовлена из множества металлических листов, сваренных встык друг с другом. Например, когда TWB изготовлена из двух металлических листов, необходимо только, чтобы металлические листы отличались друг от друга по меньшей мере одним из предела прочности на растяжение и толщины листа. TWB может быть изготовлено из трех или больше металлических листов.
ПРИМЕРЫ
Испытание на раздачу отверстия
Испытание на раздачу отверстия проводилось с использованием TWB для исследования зависимости между вторым углом γ линии сварки и формуемостью.
На фиг.10 показан вид в поперечном разрезе, схематически иллюстрирующий общую схему испытания на раздачу отверстия. На фиг.11 показан вид в плане, иллюстрирующий TWB, используемую при испытании на раздачу отверстия. Как показано на фиг.10, при испытании на раздачу отверстия матрица 41 использовалась в качестве верхней части штампа, и отверстие 41а, имеющее диаметр 54 мм было обеспечено в центре матрицы 41. Скругленная скошенная часть 41b, имеющая радиус скругления 5 мм, была обеспечена на периферийном крае на входе в отверстие 41а. С другой стороны, в качестве нижней части штампа, столбообразный пуансон 42 был размещен на центральной оси отверстия 41а матрицы 41. Диаметр пуансона 42 составлял 50 мм, и радиус скругления скошенной плечевой части 42а пуансона 42 составлял 5 мм. Штамповка (раздача отверстия) выполнялась путем продавливания пуансона 42 в заготовку 35. Продавливание прекращалось в тот момент времени, когда в отверстии 35а заготовки 35 происходило образование трещин. При штамповке периферийная краевая часть заготовки 35 удерживалась посредством матрицы 41 и прижима 43 для заготовки.
Как показано на фиг.11, в качестве заготовки использовалась TWB 35, изготовленная из двух металлических листов C и D, сваренных встык друг с другом. TWB 35 имеет квадратную форму, при этом каждая сторона имеет длину 100 мм. Отверстие 35а диаметром 30 мм было обеспечено в центре TWB 35. Перед формованием, в TWB 35 угол α (в дальнейшем также называемый «угол линии сварки перед формованием»), образованный линией L сварки и касательной к отверстию 35а в точке пересечения линии L сварки и отверстия 35а, изменялся по 7 уровням, 45°, 60°, 75°, 90°, 105°, 120° и 135°. Пять кусков TWB были подготовлены для каждого из 7 уровней, и испытание на раздачу отверстия проводилось для всех TWB. Сварка металлических листов C и D выполнялась с помощью лазерной сварки.
Металлический лист C был изготовлен из высокопрочной стали класса 980 МПа, и его толщина листа составляла 1,6 мм. Металлический лист D был изготовлен из высокопрочной стали класса 780 МПа, и его толщина листа составляла 1,4 мм. Таким образом, эквивалентная прочность металлического листа C была выше, чем эквивалентная прочность металлического листа D.
На металлическом листе D на стороне более низкой эквивалентной прочности средняя r-величина (средний коэффициент пластической деформации) при величине дополнительной деформации 10% вычислялась в соответствии с JIS Z 2254 (1996), и оказалась равной 0,712. Когда r-величина равна 0,712, предполагая угол γ равным 57,2°, BM-деформация dεy' направления линии сварки в описанной выше формуле (4) будет равной 0 (нулю).
Как показано на описанном выше фиг.7, был измерен диаметр d2 (мм) расширенного отверстия 30а в каждом формованном изделии 30 после штамповки (раздачи отверстия). Исходя из диаметра d1 (мм) отверстия 35а перед формованием и диаметра d2 (мм) отверстия 30а после формования с помощью приведенной ниже формулы (5) был вычислен коэффициент λ раздачи отверстия. Далее, в каждом формованном изделии 30 после формования был измерен угол, образованный линией L сварки и касательной к отверстию 30а в точке пересечения линии L сварки и отверстия 30а, то есть второй угол γ линии сварки.
λ=(d2-d1)/d1×100 (5).
На каждом из фиг.12A-12D показана фотография, иллюстрирующая внешний вид соответствующего штампованного изделия, полученного при испытании на раздачу отверстия. На фиг.12A показан случай, когда второй угол γ линии сварки составляет около 43° (угол линии сварки перед формованием составляет 45°). На фиг.12B показан случай, когда второй угол γ линии сварки составляет около 58° (угол линии сварки перед формованием составляет 60°). На фиг.12C показан случай, когда второй угол γ линии сварки составляет около 68° (угол линии сварки перед формованием составляет 75°). На фиг.12D показан случай, когда второй угол γ линии сварки составляет около 90° (угол линии сварки перед формованием составляет 90°). На каждом из фиг.12A-12D, фотография в верхней части показывает общий вид отверстия 30а, и фотография в нижней части показывает, на виде в увеличенном масштабе, участок пересечения линии сварки L и отверстия 30а. Кроме того, фотография в увеличенном масштабе в нижней части показывает место, в котором происходит образование трещин с помощью его обводки штрихпунктирной линией с двумя точками.
Было подтверждено, что если линия сварки располагалась в области деформации растяжения фланца, как показано на фиг.12A-12D, трещины образуются в основном металлическом листе в окрестности точки пересечения линии L сварки и отверстия 30а. Кроме того, на любом уровне, трещины образуются в металлическом листе на стороне более низкой эквивалентной прочности (металлический лист D в настоящем испытании). Результаты приведены в таблице 2, описываемой ниже.
Таблица 2
(108)
(121)
(136)
Коэффициент раздачи отверстия в таблице 2 указывает среднюю величину на каждом уровне. Коэффициент раздачи отверстия оказался наиболее благоприятным, когда второй угол γ линии сварки составлял 59°. Таким образом, было показано, что расположение линии сварки так, что BM-деформация dεy' направления линии сварки, определяемая описанной выше формулой (4), уменьшается, позволяет улучшить формуемость, при этом подавляя образование трещин.
Испытание на столкновение
Наружный элемент нижней части передней стойки использовался в качестве штампованного изделия в соответствии с представленным вариантом осуществления, и на этом наружном элементе проводилось испытание с использованием анализа методом конечных элементов для подтверждения стойкости к столкновению при лобовом столкновении.
На фиг.13 показан вид в плане, схематически иллюстрирующий общую схему испытания на столкновение. На фиг.13 показан наружный элемент 10 и ударное устройство 51. При испытании на столкновение с использованием анализа методом конечных элементов свободная концевая часть первой области 11 наружного элемента 10, то есть свободная концевая часть на стороне для боковой части нижнего обвязочного бруса кузова была зафиксирована, чтобы ограничить перемещение этой концевой части. В этом состоянии, ударное устройство 51 перемещалось в горизонтальном направлении со скоростью 15 км/ч и обеспечивалось его столкновение с изогнутой областью 13 наружного элемента 10. Затем ударное устройство 51 было остановлено в тот момент времени, когда величина проникновения ударного устройства 51 в наружный элемент 10 достигало 100 мм.
В это время определялась энергия, которую наружный элемент 10 поглощает, когда ударное устройство 51 проникает в наружный элемент 10. Путем деления поглощенной энергии наружного элемента 10 на объем наружного элемента 10 вычислялась поглощенная энергия на единицу объема.
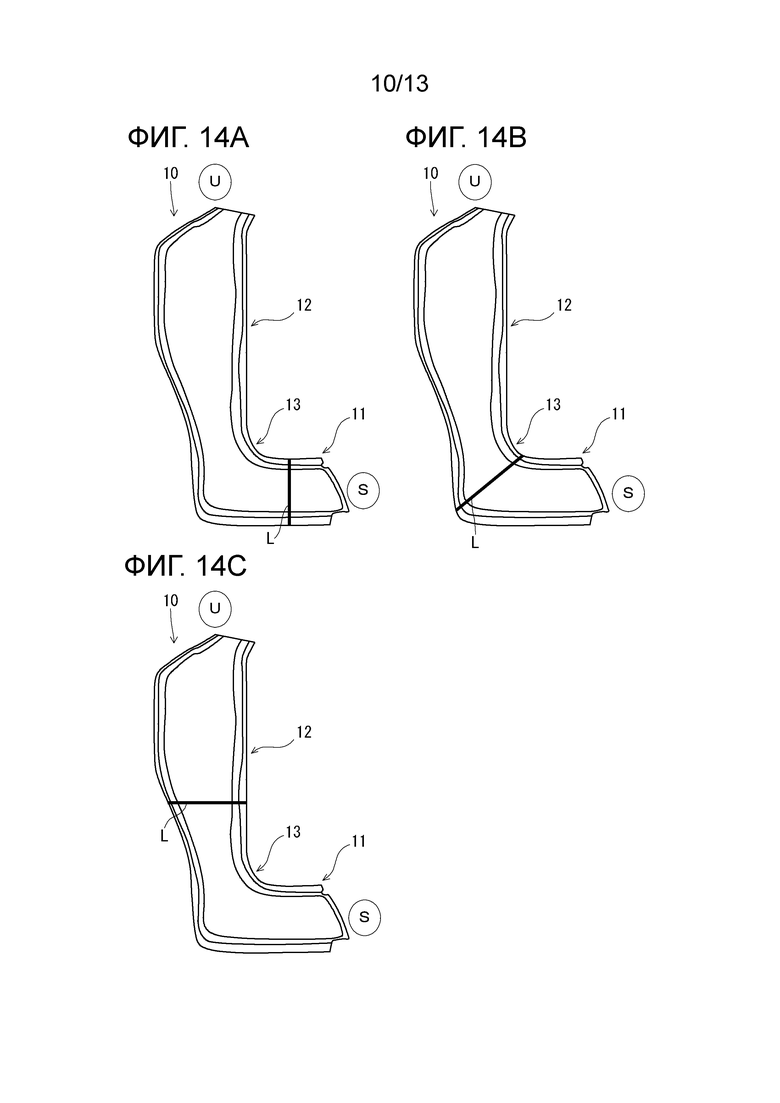
На фиг.14A-14C на каждом показан вид в плане, иллюстрирующий наружный элемент нижней части передней стойки, используемый при испытании на столкновение. На фиг.14A показан Сравнительный пример 1. На фиг.14B показан Пример 1 по изобретению согласно настоящему изобретению. На фиг.14C показан Сравнительный пример 2. В Сравнительном примере 1, как показано на фиг.14A, линия L сварки располагалась на прямолинейном участке первой области 11 (на стороне для боковой части нижнего обвязочного бруса кузова). В Сравнительном примере 2, как показано на фиг.14C, линия L сварки располагалась на прямолинейном участке второй области 12 (на стороне для верхней части передней стойки). С другой стороны, в Примере 1 по изобретению согласно настоящему изобретению, как показано на фиг.14B, линия L сварки располагалась в изогнутой области 13, включающей в себя дугообразную область 14, формуемую путем деформации растяжения фланца. Первый угол θ линии сварки в Примере 1 по изобретению согласно настоящему изобретению был задан 58,2°, и второй угол γ линии сварки был задан 54,6°.
В любом из Примера 1 по изобретению согласно настоящему изобретению и Сравнительных примеров 1 и 2, металлический лист E использовался в качестве металлического листа на стороне второй области 12 (на стороне для верхней части передней стойки) относительно линии L сварки, и металлический лист F использовался в качестве металлического листа на стороне первой области 11 (на стороне для боковой части нижнего обвязочного бруса кузова) относительно линии L сварки. Металлический лист E был изготовлен из высокопрочной стали класса 980 МПа, и его толщина листа составляла 1,2 мм. Металлический лист F был изготовлен из высокопрочной стали класса 780 МПа, и его толщина листа составляла 1,5 мм. Металлический лист E имеет характеристики, которые более подвержены образованию трещин по сравнению с металлическим листом F, и r-величина металлического листа E составляла 0,79.
На фиг.15A и фиг.15B на каждом показан график, иллюстрирующий результаты испытания на столкновение. На фиг.15A показана поглощенная энергия для наружного элемента. На фиг.15B показана поглощенная энергия на единицу объема для наружного элемента. Результаты на фиг.15A и фиг.15B демонстрируют следующее.
Как показано на фиг.15A, в Сравнительном примере 1 в результате того, что линия сварки располагалась на прямолинейном участке на стороне для боковой части нижнего обвязочного бруса кузова, поглощение энергии было плохим. С другой стороны, в Примере 1 по изобретению согласно настоящему изобретению в результате того, что линия сварки располагалась в области, заданной в соответствии с представленным вариантом осуществления, поглощение энергии было превосходным. Кроме того, в Сравнительном примере 2 в результате того, что линия сварки располагалась на прямолинейном участке на стороне для верхней части передней стойки, поглощение энергии было превосходным.
Здесь, поглощенная энергия во время испытания на столкновение изменяется в зависимости от толщины листа. Когда размер области, где толщина листа является большой, увеличивается, поглощенная энергия имеет тенденцию к увеличению. Поэтому поглощенная энергия в Сравнительном примере 2, который имеет больший размер области металлического листа F с большей толщиной листа, была немного лучше, чем поглощенная энергия в Примере 1 по изобретению согласно настоящему изобретению.
С другой стороны, как показано на фиг.15B, в отношении поглощенной энергии на единицу объема Пример 1 по изобретению согласно настоящему изобретению был лучше, чем Сравнительный пример 2, так как в отношении веса наружного элемента Пример 1 по изобретению согласно настоящему изобретению был легче, чем Сравнительный пример 2. Поэтому становится очевидным, что с точки зрения хорошо сбалансированного сочетания снижения веса и функционального усовершенствования наружный элемент в соответствии с представленным вариантом осуществления является самым лучшим.
Коэффициент использования материала
Наружный элемент нижней части передней стойки использовался в качестве штампованного изделия в соответствии с представленным вариантом осуществления, и коэффициент использования материала исследовался для случая, когда наружный элемент был изготовлен из металлического листа.
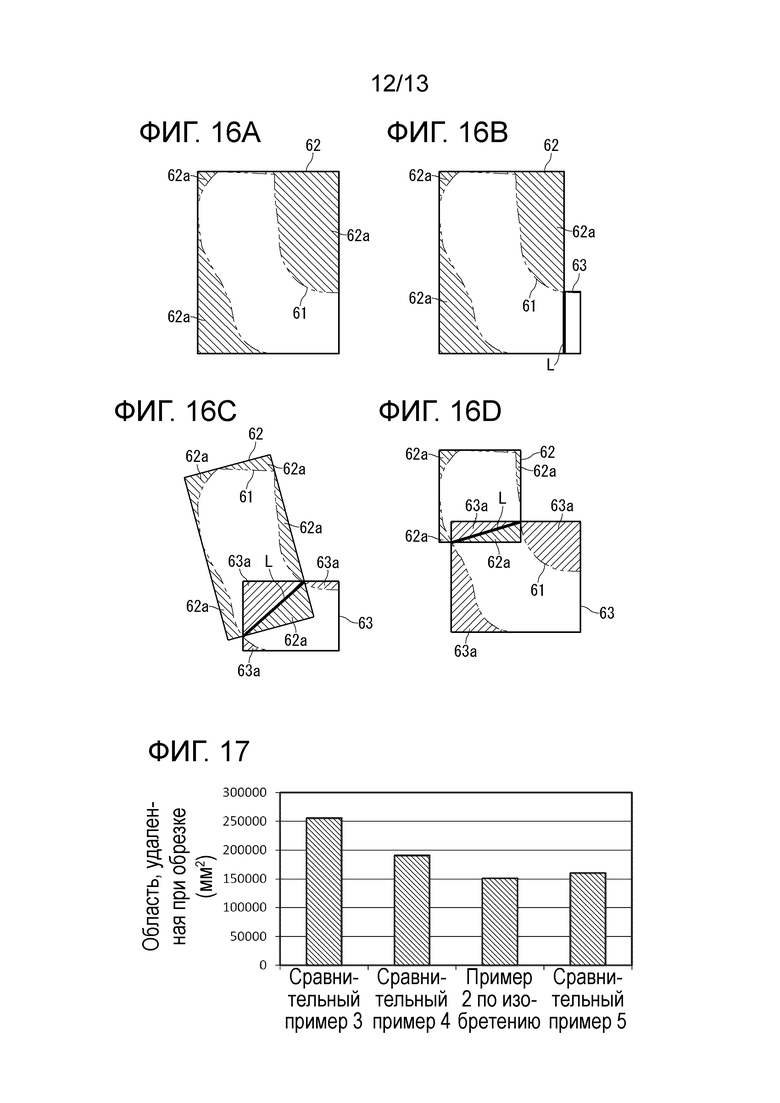
На фиг.16A-16D на каждом показан схематический вид, иллюстрирующий форму заготовки, используемой при штамповке, и форму металлического листа перед обрезкой, который используется для изготовления заготовки. На фиг.16A, фиг.16B и фиг.16D показаны Сравнительные примеры 3, 4 и 5, соответственно. На фиг.16C показан Пример 2 по изобретению согласно настоящему изобретению. На фиг.16A-16D форма заготовки 61, используемой при штамповке, показана штрихпунктирной линией с двумя точками, формы первого металлического листа 62 и второго металлического листа 63 перед обрезкой, используемых для изготовления заготовки 61, показаны сплошной линией, и линия L сварки показана жирной линией. Первый металлический лист 62 и второй металлический лист 63 перед обрезкой оба были изготовлены прямоугольной формы. Область 62а, которая была удалена путем обрезки в первом металлическом листе 62, и область 63а, которая была удалена путем обрезки во втором металлическом листе, имеют соответствующую штриховку.
Как показано на фиг.16A, в Сравнительном примере 3 единичный металлический лист (первый металлический лист 62), не TWB, использовался в качестве заготовки для штамповки. Как показано на фиг.16B, в Сравнительном примере 4 линия L сварки располагалась на прямолинейном участке на стороне для боковой части нижнего обвязочного бруса кузова. Как показано на фиг.16D, в Сравнительном примере 5 линия L сварки располагалась на прямолинейном участке на стороне для верхней части передней стойки. С другой стороны, как показано на фиг.16C, в Примере 2 по изобретению согласно настоящему изобретению линия L сварки располагалась в области, определенной в представленном варианте осуществления.
На фиг.17 показан чертеж, иллюстрирующий область заготовки, которая была удалена путем обрезки для каждого из Примера 2 по изобретению согласно настоящему изобретению и Сравнительных примеров 3-5. Как показано на фиг.17, удаленная область заготовки была минимальной в Примере 2 по изобретению согласно настоящему изобретению. Поэтому стало очевидно, что для наружного элемента в соответствии с представленным вариантом осуществления коэффициент использования материала может быть улучшен.
Простой способ задания первого угла θ линии сварки (второго угла γ линии сварки)
Как было описано выше, расположение линии сварки таким образом, что относительная разность между WL-деформацией dεWLy' направления линии сварки и BM-деформацией dεy' (dεBMy') направления линии сварки составляет не больше 0,03, обеспечивает возможность подавления образования трещин. Поэтому оптимальным условием для подавления образования трещин будет, когда относительная разность между dεWLy' и dεy' равна 0. То есть dεWLy' равна dεy'. Подставляя это условие (dεWLy'=dεy') в описанную выше формулу (2), и далее выполнив деление обеих сторон описанной выше формулы (2) на деформацию dεx окружного направления в основном металлическом листе в окрестности линии сварки, получим приведенную ниже формулу (6).
dεWLy'/dεx=(cosθ)2+dεy/dεx×(sinθ)2 (6).
В формуле (6), так как выражение «dεy/dεx» справа представляет собой отношение β деформации, заменяя выражение «dεWLy'/dεx» на χ, получим приведенную ниже формулу (7).
χ=(cosθ)2+β×(sinθ)2 (7).
Из формулы (7), для каждого первого угла θ линии сварки определяется зависимость между отношением χ WL-деформации dεWLy' направления линии сварки к максимальной главной деформации dεx в основном металлическом листе в окрестности линии сварки и отношением β деформации.
На фиг.18 показан график, иллюстрирующий пример зависимости между отношением χ WL-деформации dεWLy' направления линии сварки к максимальной главной деформации dεx и отношением β деформации. Как показано на фиг.18, когда отношение β деформации увеличивается, отношение χ увеличивается. Далее, для одного и того же отношения β деформации, когда первый угол θ линии сварки увеличивается, отношение χ увеличивается. Поэтому, если WL-деформация dεWLy' направления линии сварки, максимальная главная деформация dεx и отношение β деформации известны, можно задать первый угол θ линии сварки, подходящий для подавления образования трещин. Величины dεWLy', dεx и β могут быть легко вычислены, используя анализ методом конечных элементов и т.п.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Настоящее изобретение может использоваться для компонентов каркаса для автомобиля и их изготовления.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
10: наружный элемент нижней части передней стойки (штампованное изделие)
10а: верхняя пластинчатая часть
10b: первая вертикальная стеновая часть
10с: вторая вертикальная стеновая часть
10d: первая фланцевая часть
10е: вторая фланцевая часть
11: первая область
12: вторая область
13: изогнутая область
14: дугообразная область
15: штампованное изделие
15а: верхняя пластинчатая часть
15b: вертикальная стеновая часть
15с: фланцевая часть
16: дугообразная область
16а: наружный периферийный край дугообразной области
16b: внутренний периферийный край дугообразной области
20: заготовка (TWB)
21: первый металлический лист
22: второй металлический лист
25: заготовка (TWB)
A, B: металлический лист
26: матрица
27: пуансон
28: опорный элемент
30: штампованное изделие, полученное при испытании на раздачу отверстия
30а: отверстие
31: круговая область
35: заготовка (TWB) для испытания на раздачу отверстия
35а: отверстие
41: матрица
41а: отверстие
41b: скругленная скошенная часть
42: пуансон
42а: плечевая часть
43: прижим для заготовки
51: ударное устройство
61: заготовка
62: первый металлический лист
62а: область первого металлического листа для удаления путем обрезки
63: второй металлический лист
63а: область второго металлического листа для удаления путем обрезки
L: линия сварки

Изобретения группы относятся к области обработки металлов давлением и могут быть использованы при штамповке изделия из составной сварной заготовки, изготовленной из металлических листов. Штампованное изделие содержит фланцевую часть и дугообразную область фланцевой части, которую формируют путем деформации растяжения фланца с образованием открытого внутреннего периферийного края. При этом используют составную заготовку, в которой линия сварки пересекает внутренний периферийный край и наружный периферийный край. Повышается качество изделия за счет обеспечения точности формы. 2 н. и 6 з.п. ф-лы, 18 ил., 2 табл.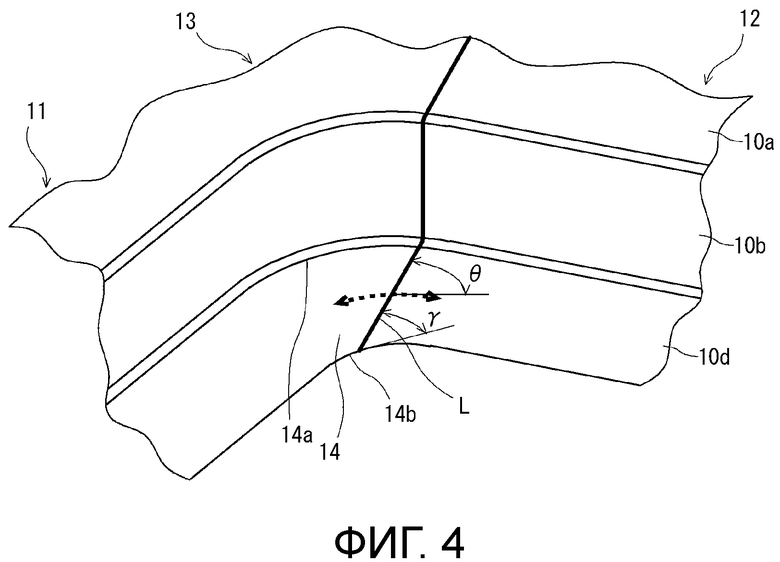
1. Штампованное изделие в виде компонента каркаса кузова автомобиля, которое изготовлено из составной заготовки, состоящей из сваренных встык друг с другом металлических листов, и содержит фланцевую часть и дугообразную область, в которой внутренний периферийный край является открытым в области фланцевой части, причем дугообразная область становится областью деформации растяжения фланца штампованного изделия, при этом толщина листа составной заготовки уменьшается, а линия сварки составной заготовки пересекает внутренний и наружный периферийные края дугообразной области, при этом угол, образованный линией сварки заготовки и касательной к направлению дуги в участке максимального уменьшения толщины листа дугообразной области, составляет от 17° до 84°, причем участок максимального уменьшения толщины листа является участком дугообразной области, на котором коэффициент уменьшения толщины листа составной сварной заготовки является максимальным.
2. Штампованное изделие по п. 1, в котором угол, образованный линией сварки и касательной к внутреннему периферийному краю в точке пересечения линии сварки и внутреннего периферийного края, составляет от 40° до 75°.
3. Штампованное изделие по п. 1, которое изготовлено из составной заготовки из двух металлических листов, которые отличаются друг от друга по меньшей мере пределом прочности при растяжении или толщиной листа.
4. Штампованное изделие по п. 3, которое выполнено в виде L-образно изогнутого вдоль продольного направления и имеющего корытообразное поперечное сечение на всей его протяженности в продольном направлении компонента каркаса кузова автомобиля, содержащего изогнутую область, изогнутую вдоль продольного направления, и продолжающиеся от ее обоих концов первую и вторую области, причем указанный компонент каркаса выполнен с обеспечением принятия нагрузки при столкновении в направлении протяженности первой области, при этом дугообразная область выполнена в виде фланцевой части на внутренней стороне изгиба упомянутой изогнутой области, причем толщина металлического листа, расположенного на стороне первой области, превышает толщину металлического листа, расположенного на стороне второй области.
5. Штампованное изделие по п. 4, в котором компонент каркаса является наружным элементом нижней части передней стойки, в котором указанные первая область предназначена для соединения с боковой частью нижнего обвязочного бруса автомобиля, а вторая область - для соединения с верхней частью передней стойки компонентов каркаса.
6. Штампованное изделие по п. 4 или 5, в котором разница между произведением предела прочности при растяжении и толщины листа для металлического листа, расположенного на стороне первой области, и произведением предела прочности при растяжении и толщины листа для металлического листа, расположенного на стороне второй области, составляет не больше 600 мм × МПа.
7. Способ изготовления штампованного изделия в виде компонента каркаса кузова автомобиля, включающий деформирование составной заготовки, состоящей из сваренных встык друг с другом металлических листов, при этом штампованное изделие включает в себя фланцевую часть и дугообразную область, которую получают деформацией растяжения фланца, при этом внутренний периферийный край является открытым в области фланцевой части, а линия сварки составной заготовки пересекает внутренний и наружный периферийные края дугообразной области, обеспечение относительной разности между деформацией dεWLy' в направлении вдоль линии сварки в центре в направлении ширины линии сварки и деформацией dεy' в направлении вдоль линии сварки в окрестности линии сварки металлического листа не больше 0,030.
8. Способ по п. 7, который осуществляют с обеспечением относительной разности между деформацией dεWLy' и деформацией dεy' равной 0.
| RU 2056199 C1, 20.03.1996 | |||
| ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКОГО | 0 |
|
SU390856A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ КВАДРАТНЫХ ЗАГОТОВОК | 2005 |
|
RU2317170C2 |

