Изобретение относится к способам обработки материалов, в частности к способам резки неметаллических хрупких материалов, преимущественно стекла, кварца и сапфира. И может использоваться при производстве смартфонов и любых других устройств с сенсорными панелями, при изготовлении приборов электротехники и микроэлектроники.
Известно изобретение, которое относится к способам обработки материалов (патент РФ 2024441, С03В 33/02, опубл. 15.12.1994 г.) и может быть использовано в автомобилестроении при изготовлении стекол и зеркал, в электронной промышленности при вырезке прецизионных подложек для жидкокристаллических индикаторов и фотошаблонов, магнитных и магнитооптических дисков.
Сущность: нагрев осуществляют до температуры, не превышающей температуру размягчения материала, а скорость относительно перемещения пучка и материала и место локального охлаждения зоны нагрева выбирают из условия образования в материале несквозной разделяющей трещины. Недостатком аналога является недостаточно высокое качество реза, поскольку из-за использования алмазной пирамидки для создания первоначального микродефекта и микродефекта пересечения поперечного, уже созданного скола на поверхности материала падают осколки этого материала.
Известен способ резки хрупких неметаллических материалов, включающий нагрев поверхности материала по линии реза с помощью лазерного пучка и дополнительное воздействие на поверхность материала (патент РФ 2238918, С03В 33/09, опубл. 27.0.2004 г.) В зоне нагрева лазерным пучком осуществляют несквозной надрез материала по линии реза. Дополнительное воздействие на поверхность материала осуществляют в зоне нанесения надреза по крайней мере одним источником упругих волн, в качестве которого используют импульсное лазерное излучение, для которого материал непрозрачен, при этом амплитуду и частоту упругих волн выбирают из условия углубления надреза на заданную глубину или сквозной резки. При резке некоторых материалов целесообразно после нагрева поверхности материала по линии реза лазерным пучком дополнительно охлаждать зону нагрева с помощью хладагента, при этом упругие волны воздействуют в зоне воздействия хладагента.
Недостатком аналога является недостаточно высокое качество реза, так как при использовании лазерного излучения в качестве источника упругих волн, с большой долей вероятности, на поверхности материала, вдоль лини реза, могут возникнуть поперечные микротрещины, которые влияют на прочность готового изделия.
Известен способ резки хрупких материалов (Патент 2617482, С03В 33/09, опубл. 25.04.2017 г.). Способ включает нагрев поверхности материала по линии реза с помощью лазерного пучка, создание несквозного надреза материала по линии реза, дополнительное воздействие на поверхность материала в зоне нанесения надреза упругими волнами, охлаждение зоны нагрева поверхности материала с помощью хладагента, при этом упругими волнами воздействуют на поверхность материала в зоне действия хладагента. Дополнительное воздействие на поверхность материала осуществляют не менее чем двумя источниками упругих волн, которые располагают с противоположных боковых сторон материала поперек линии реза, при этом получают упругие волны, амплитуду и частоту которых выбирают из условия формирования в материале зоны стоячей упругой волны с периодическим изменением механических напряжений, совмещенной с зоной нагрева, для углубления надреза на заданную глубину или сквозной резки. Зону нагрева формируют импульсным лазерным пучком, а зоны стоячей упругой волны совмещают со сформированной зоной нагрева, причем максимальную интенсивность излучения лазера совмещают с временем максимального разряжения механических напряжений. Дополнительно можно сформировать несколько зон нагрева импульсным лазерным пучком для создания дополнительных линий реза.
Недостатком данного метода является необходимость дополнительного создания напряжений в стекле путем механического воздействия упругими волнами, что влечет за собой сразу несколько негативных последствий. Во-первых, упругими волнами воздействуют поперек лини реза, что делает абсолютно невозможным осуществлять криволинейную резку. Во-вторых, при формировании дополнительных зон нагрева, упругие волны могут вызвать скос трещины с одной линии реза на другую, что приводить к браку изделия.
Известен способ резки неметаллических материалов, преимущественно стекла, и применимо в автомобилестроении для изготовления стекол и зеркал, в электронной промышленности, а также в других областях техники(патент 2371397, С03В 33/09, опубл. 27.10.2009 г.), выбранный в качестве прототипа. Способ резки включает локальное воздействие на линии реза пучком излучения лазера инфракрасного излучения, охлаждение участка на линии реза хладагентом. Локальное воздействие на линии реза осуществляют пучком излучения импульсно-периодического лазера среднего ИК диапазона, варьируют энергию и длительность излучения. Сначала в материале создают микродефект импульсами излучения с длительностью от 10-4 до 10-3 и энергией от 0,01 до 10 Дж, следующими с частотой не более 5 Гц. Затем микродефект преобразуют в управляемую трещину путем увеличения частоты следования импульсов до значения (1-50) кГц при средней мощности от 10 до 300 Вт. Устройство для резки хрупких неметаллических материалов содержит ПК лазер, излучение которого фокусируется на поверхности стекла в эллиптическое пятно, механизм подачи хладагента. Устройство содержит также импульсный ИК лазер, вакуумный присос, обеспечивающий плоскостность поверхности стекла. Для перемещения стекла по любому контуру служит двухкоординатный стол на воздушном подвесе с шаговым двигателем.
Недостатком настоящего изобретения является необходимость создания предварительного микродефекта, причем последующее преобразование микродефекта в трещину, возможно только по заданному контуру, и не является управляемым. Помимо этого, эллиптическое фокальное пятно является преградой для создания криволинейного реза, для осуществления которого необходимо вводить третью координату - поворот стола вокруг своей оси, а в данном патенте это не предусмотрено. А также использование хладагента, необходимое в данном случае для создания напряжений растяжения, замедляет и усложняет процесс резки.
Задачей настоящего изобретения является увеличение качества резки, за счет использования многоволнового излучения, проникающего на разную толщину обрабатываемого материала. Снижение количества элементов и комплектующих, а также уменьшение необходимой, для осуществления резки, мощности лазерного излучения.
Поставленная задача решается тем, что заявленный способ резки хрупких неметаллических материалов, включает локальное воздействие на линии реза пучком излучения лазера ближнего переднего инфракрасного излучения. Но в отличие от прототипа, локальное воздействие на линии реза осуществляют пучком излучения импульсно-периодического лазера ближнего и среднего инфракрасного диапазона с длительностью суммарного импульса 60-100*10-9 м, следующих с частотой от 14 до 20 кГц. и энергией в импульсе от 0,35 мДж до 0,7 мДж., при средней суммарной мощности излучения на всех длинах волн 5-10 Вт. В заявленном способе воздействуют пучком импульсного лазера с одновременной генерацией на 8 длинах волн в ИК диапазоне спектра соответственно 1,03;1.09;2.6;2.69;2.92;3.01;3.06;6.45 мкм
Для осуществления криволинейной резки, сначала задают контур фигуры сфокусированным лазерным излучением с диаметром фокального пятна 60-100 мкм, и суммарной мощностью излучения ниже 5 Вт., с последующим осуществлением дополнительный прохода с увеличенным диаметром фокального пятна до 500 мкм, суммарной мощности излучения 7-10 Вт.
Пример конкретного осуществления приведен ниже:
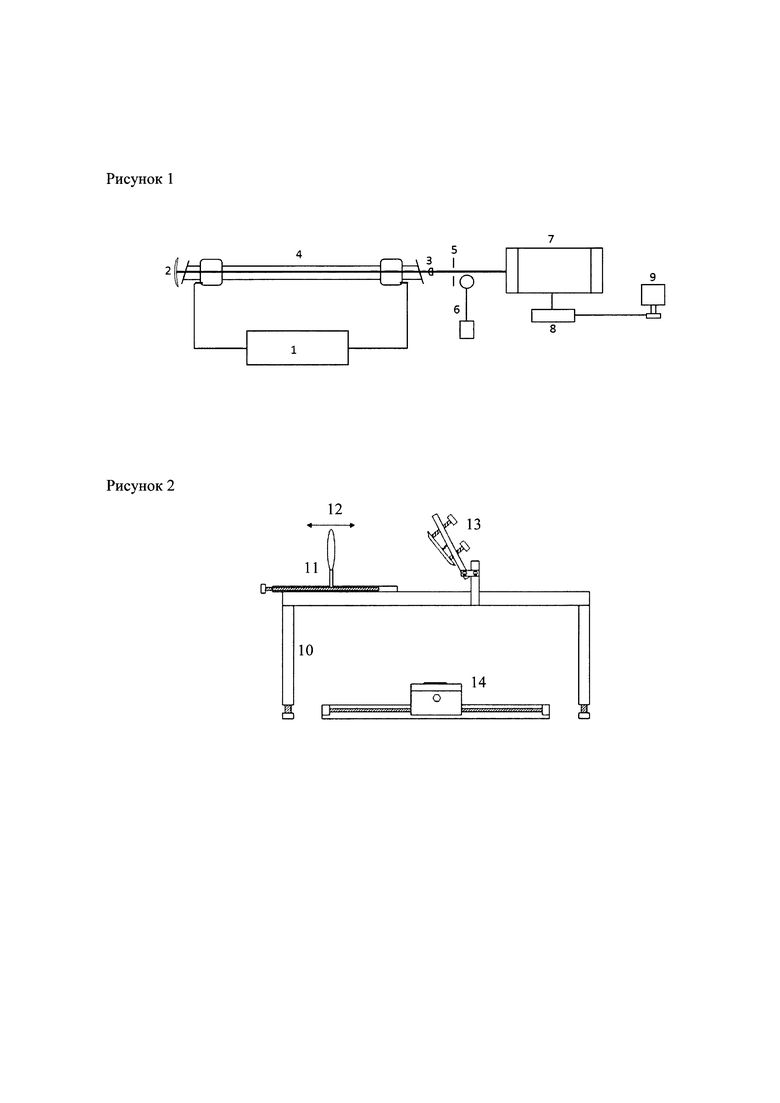
С помощью устройства, представленного на рисунке 1 проводят сквозную резка силикатного стекла. В качестве источника излучения используется лазер на парах стронция, состоящий из источника питания 1, лазерной газоразрядной трубки 4, которая наполнена смесью инертных газов и загруженной твердым стронцием, а также неустойчивого телескопического резонатора отрицательного типа с коэффициентом усиления М=15, в качестве которого выступают два зеркала с золотым или серебряным напылением, имеющим фокусные расстояния 1500 мм и -100 мм соответственно 2 и 3. Данный лазер генерирует излучение на 8 длинах волн в ближнем и среднем ИК диапазоне спектра, в частности 1,03;1.09;2.6;2.69;2.92;3.01;3.06;6.45 мкм с расходимостью излучения, близкой к дифракционной, с суммарной средней мощностью излучения от 5 до 10 Вт, длительностью импульсов генерации от 60 до 100 не, частотой следования от 14 до 20 кГц. Для изменения суммарной мощности излучения используется диафрагма 5. Для контроля мощности используется измеритель мощности ИМО «NOVA 2» 6 фирмы OPHIR.
Устройство также включает модуль фокусировки излучения и перемещения образца 7, блок управления координатным столом 8, ноутбук 9.
Модуль фокусировки, представленный на рисунке 2 состоит из статичного стола 10, двояковыпуклой собирающей линзы 12, с фокусным расстоянием 200 мм, выполненной из кристалла BaF2, плоского поворотного зеркала 13, с золотым или серебряным напылением, площадки перемещения линзы 11, для изменения расстояния от линзы до стола 14, данные перемещения необходимы при осуществлении резки изделий разной толщины, а также для работы в режиме расфокусировки. Перемещение стекла осуществляется благодаря 2х координатному столу 14, с рабочим полем 150×150 мм, координатной стол имеет отдельный блок управления, причем задание контура перемещения стекла относительно лазерного излучения осуществляется через ПК, скорость перемещения можно варьировать от 1 до 3000 мм/мин. При помощи данной системы фокусировки, излучение можно сфокусировать в пятно, диаметром 60-100 мкм, что позволяет при малой мощности излучения, получить большую плотность мощности.
Преимуществом настоящего изобретения является то, что каждая длина волны имеет свой диаметр фокального пятна, а также, разную глубину проникновения в стекло, при воздействии многоволновым излучением на стекло указанным в заявленном способе, в стекле возникают разнонагреваемые цилиндрические зоны. Если фокальные пятна лазерного излучения перемещаются по поверхности стекла с постоянной скоростью, то после нескольких импульсов, устанавливается квазистационарное состояние, при котором нагреваемая зона постоянного размера и формы перемещается вместе с лазерным лучом. Притом, после установления квазистационарного состояния, нагреваемая зона имеет форму клина, что позволяет не только снизить мощность излучения, но и значительно увеличивает качество торцов стекла после резки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2007 |
|
RU2371397C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ МАТЕРИАЛОВ | 2015 |
|
RU2617482C1 |
| СПОСОБ ЛАЗЕРНОГО УПРАВЛЯЕМОГО ТЕРМОРАСКАЛЫВАНИЯ САПФИРОВЫХ ПЛАСТИН | 2015 |
|
RU2582181C1 |
| Способ лазерной резки слитков неметаллических материалов на пластины | 2024 |
|
RU2829300C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2012 |
|
RU2494051C1 |
| Способ лазерной резки слитков неметаллических материалов на пластины | 2024 |
|
RU2839321C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2238918C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ СТЕКЛА | 2014 |
|
RU2574634C2 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528287C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2006 |
|
RU2342333C2 |
Изобретение относится к способам резки неметаллических хрупких материалов, преимущественно стекла, кварца и сапфира, и может использоваться при производстве смартфонов и любых других устройств с сенсорными панелями, при изготовлении приборов электротехники и микроэлектроники. Способ резки хрупких неметаллических материалов включает локальное воздействие на линии реза пучком излучения импульсно-периодического лазера, при этом варьируют энергию, воздействуя излучением ближнего и среднего ИК диапазона спектра с длительностью суммарного импульса 60-100 *10-9 с, следующего с частотой от 14 до 20 кГц и энергией в импульсе от 0,35 мДж до 0,7 мДж, при средней суммарной мощности излучения на всех длинах волн 5-10 Вт. Воздействуют пучком импульсного лазера с одновременной генерацией на 8 длинах волн в ИК диапазоне спектра соответственно 1,03; 1,09; 2,6; 2,69; 2,92; 3,01; 3,06; 6,45 мкм. Для осуществления криволинейной резки сначала задают контур фигуры сфокусированным лазерным излучением с диаметром фокального пятна 60-100 мкм и суммарной мощностью излучения ниже 5 Вт, с последующим осуществлением дополнительного прохода с увеличенным диаметром фокального пятна до 500 мкм, суммарной мощности излучения 7-10 Вт. 2 з.п. ф-лы, 2 ил.
1. Способ резки хрупких неметаллических материалов, включающий локальное воздействие на линии реза пучком излучения лазера среднего инфракрасного излучения, отличающийся тем, что локальное воздействие на линии реза осуществляют пучком излучения импульсно-периодического лазера ближнего и среднего инфракрасного диапазона, варьируют энергию, воздействуя излучением ближнего и среднего ИК диапазона спектра с длительностью суммарного импульса 60-100 *10-9c, следующего с частотой от 14 до 20 кГц и энергией в импульсе от 0,35 мДж до 0,7 мДж, при средней суммарной мощности излучения на всех длинах волн 5-10 Вт.
2. Способ по п.1, отличающийся тем, что воздействуют пучком импульсного лазера с одновременной генерацией на 8 длинах волн в ИК диапазоне спектра соответственно 1,03; 1,09; 2,6; 2,69; 2,92; 3,01; 3,06; 6,45 мкм.
3. Способ по п.1, отличающийся тем, что для осуществления криволинейной резки сначала задают контур фигуры сфокусированным лазерным излучением с диаметром фокального пятна 60-100 мкм и суммарной мощностью излучения ниже 5 Вт, с последующим осуществлением дополнительного прохода с увеличенным диаметром фокального пятна до 500 мкм, суммарной мощностью излучения 7-10 Вт.
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2007 |
|
RU2371397C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ МАТЕРИАЛОВ | 2015 |
|
RU2617482C1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| US 9481598 B2, 01.11.2016. | |||

