Изобретение относится к способам обработки материалов, в частности к способам высокоточной лазерной резки хрупких неметаллических материалов, преимущественно стекла, под действием термоупругих напряжений.
Изобретение может быть использовано в электронной, стекольной и авиационной отраслях промышленности, в области архитектуры и стройматериалов, а также в других областях техники и производства, где существует необходимость прецизионной обработки изделий из хрупких неметаллических материалов.
Известен способ термораскалывания стекла и других хрупких неметаллических материалов под действием термоупругих напряжений, возникающих в результате лазерного нагрева поверхностных слоев и образования в материале сквозной разделяющей трещины [1].
Сущность указанного способа заключается в следующем.
При воздействии на поверхность листового стекла лазерным пучком с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, происходит локальный поверхностный нагрев изделия. Образование и развитие разделяющей трещины определяется распределением полей напряжений, сформированных в результате теплового расширения областей материала, температура в которых значительно увеличивается вследствие поглощения лазерного излучения. Разделение материала происходит по всей толщине и характеризуется достаточно низкой скоростью, увеличение которой возможно за счет увеличения мощности лазерного излучения. Однако чрезмерное увеличение мощности лазерного излучения приводит к перегреву стекла и образованию поперечных трещин вдоль линии обработки. Кроме того, известный способ не может обеспечить высокую точность резки.
Принимая во внимание низкую скорость известного способа термораскалывания стекла и низкую точность резки, описанный способ является практически неприменимым и бесперспективным.
Наиболее близким по технической сущности к заявляемому способу является способ разделения хрупких неметаллических материалов под действием термоупругих напряжений, преимущественно стекла, путем поверхностного нагрева линии реза до температуры, не превышающей температуры размягчения материала, воздействием лазерного пучка с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, при относительном перемещении пучка и материала и локального охлаждения зоны нагрева подачей хладагента на поверхность материала [2].
Известный способ обеспечивает высокую точность разделения, нулевую ширину реза, повышение механической прочности получаемых изделий, безотходность и низкую энергоемкость по сравнению с другими традиционными способами резки.
Сущность указанного способа заключается в следующем.
В месте воздействия лазерного пучка с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, формируются зона значительных по величине сжимающих напряжений, которую огибает спереди и в глубине материала зона растягивающих напряжений. При подаче хладагента на обрабатываемую поверхность возникает дополнительная зона растягивающих напряжений. Эта зона растягивающих напряжений ограничена зоной сжимающих напряжений, сформированных лазерным пучком. Инициирование разделяющей микротрещины происходит в поверхностных слоях материала от трещиноподобного дефекта микроструктуры или искусственно нанесенного дефекта в зоне растягивающих напряжений, сформированных за счет подачи хладагента. Далее начальная микротрещина начинает свое движение и распространяется до зоны сжимающих напряжений, сформированных лазерным излучением. После этого нестационарный рост трещины прекращается, и ее дальнейшее движение определяется изменением пространственного распределения зон растягивающих и сжимающих напряжений, обусловленным взаимным перемещением обрабатываемого материала, лазерного пучка и хладагента. Таким образом, распределение сжимающих напряжений в объеме материала определяет форму и глубину развития микротрещины, инициализация и развитие которой происходит в зоне растягивающих напряжений, сформированных в области подачи хладагента.
Недостатком данного способа является ограничение, накладываемое на глубину разделяющей микротрещины, возникающее вследствие использовании лазерного пучка с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала. Это, в свою очередь, приводит к нецелесообразности применения известного способа для разделения изделий из хрупких неметаллических материалов с большой высотой торцевой поверхности.
Кроме того, недостаточная глубина наносимых микротрещин является причиной заметных отклонений линии разделения от линии воздействия лазерного излучения по глубине обрабатываемого образца при последующем разделении материала по нанесенным микротрещинам.
Таким образом, вышеупомянутый недостаток известного способа обуславливают низкую эффективность его использования при разделении изделий из хрупких неметаллических материалов с большой высотой торцевой поверхности.
Техническая задача, решаемая изобретением, заключается в повышении эффективности разделения изделий из хрупких неметаллических материалов с большой высотой торцевых поверхностей под действием термоупругих напряжений.
Технический результат, достигаемый заявляемым изобретением, заключается в нанесении глубоких разделяющих микротрещин, конфигурация и размеры которых исключают заметные отклонения линии разделения от линии воздействия лазерного излучения по глубине при последующем разделении материала по нанесенным микротрещинам.
Технический результат достигается тем, что в способе разделения хрупких неметаллических материалов, преимущественно стекла, под действием термоупругих напряжений путем поверхностного нагрева линии реза до температуры, не превышающей температуры размягчения материала, воздействием лазерного пучка с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, при относительном перемещении пучка и материала и локального охлаждения зоны нагрева подачей хладагента на поверхность материала, одновременно на материал воздействуют дополнительным лазерным пучком с длиной волны, соответствующей объемному поглощению излучения обрабатываемым материалом, при этом дополнительный лазерный пучок размещают на линии реза между лазерным пучком с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, и зоной воздействия хладагента.
Сущность заявляемого способа разделения хрупких неметаллических материалов под действием термоупругих напряжений заключается в следующем.
При нагреве поверхности изделия из хрупкого неметаллического материала лазерным пучком с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, происходит локальный поверхностный нагрев обрабатываемого изделия, вследствие которого в поверхностных слоях и на небольшом удалении от поверхности в объеме материала формируется зона значительных по величине сжимающих напряжений.
Одновременное воздействие дополнительным лазерным пучком с длиной волны, соответствующей объемному поглощению излучения обрабатываемым материалом, распределение интенсивности которого по глубине подчиняется закону Ламберта-Бугера-Бера, и размещение его на линии реза между лазерным пучком с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, и зоной воздействия хладагента формирует объединенную зону значительных по величине сжимающих напряжений. Пространственная конфигурация этой зоны характеризуется расположением, близким к поверхностным слоям в месте воздействия лазерного пучка с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, и расположением в более глубоких слоях материала в месте воздействия лазерного пучка с длиной волны, соответствующей объемному поглощению излучения обрабатываемым материалом.
Локальное охлаждение зоны нагрева подачей хладагента приводит к возникновению зоны значительных по величине растягивающих напряжений, пространственное расположение которой определяется областью интенсивного охлаждения поверхности за счет подачи хладагента. Эта зона растягивающих напряжений ограничена зоной сжимающих напряжений, сформированной в результате объединения зон сжимающих напряжений, возникающих при воздействии лазерного пучка с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, и лазерного пучка с длиной волны, соответствующей объемному поглощению излучения обрабатываемым материалом. Инициирование разделяющей микротрещины происходит в поверхностных слоях материала от трещиноподобного дефекта микроструктуры или искусственно нанесенного дефекта в зоне растягивающих напряжений, сформированных за счет подачи хладагента. Далее начальная микротрещина начинает свое движение и распространяется до объединенной зоны сжимающих напряжений, сформированной в результате совместного воздействия лазерного пучка с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, и лазерного пучка с длиной волны, соответствующей объемному поглощению излучения обрабатываемым материалом. После чего нестационарный рост трещины прекращается, и ее дальнейшее движение определяется изменением пространственного распределения зон растягивающих и сжимающих напряжений, обусловленным взаимным перемещением обрабатываемого материала и лазерных пучков.
Таким образом, распределение сжимающих напряжений, сформированных в объеме материала в результате совместного воздействия лазерного пучка с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, и лазерного пучка с длиной волны, соответствующей объемному поглощению излучения обрабатываемым материалом, определяет большую глубину развития микротрещины по сравнению со случаем формирования зоны сжимающих напряжений только за счет воздействия лазерного пучка с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала. При этом инициализация и развитие разделяющей микротрещины происходит в зоне растягивающих напряжений, сформированных в области подачи хладагента при локальном охлаждении зоны нагрева.
Смещение лазерного пучка с длиной волны, соответствующей объемному поглощению излучения обрабатываемым материалом, в сторону от линии реза приводит к отклонению разделяющей микротрещины, а размещение лазерного пучка на линии разделения в месте воздействия или до лазерного пучка с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, не приводит к увеличению глубины микротрещины.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного осуществлением нового действия и выбранным условием, при котором выполняют действия, характеризующие заявляемый способ, и не является частью уровня техники.
Таким образом, заявляемый способ разделения хрупких неметаллических материалов под действием термоупругих напряжений является новым.
Анализ научно-технической и патентной литературы позволил выявить использование признака «нагрев линии реза воздействием лазерных пучков с различными длинами волн (см. патент GB №1441114, опубл. 30 июня 1976). Сущность применения двух источников излучения в известном способе резки стекла заключается в следующем. При облучении лазерным пучком с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, происходит локальный поверхностный нагрев обрабатываемого изделия. Дополнительное воздействие лазерным пучком с длиной волны, соответствующей объемному поглощению излучения обрабатываемым материалом, приводит к дополнительному нагреву материала по глубине. Лазерные пучки с различными длинами волн сведены так, что они одновременно воздействуют на материал вдоль линии разделения. Это, в свою очередь, приводит к формированию термической трещины по всей толщине стекла.
В предложенном способе предполагается, кроме нагрева линии реза воздействием лазерных пучков при относительном перемещении пучков и материала, еще и локальное охлаждение зоны нагрева подачей хладагента. При этом происходит образование несквозной микротрещины на заданную глубину. Кроме того, согласно заявляемому способу лазерный пучок с длиной волны, соответствующей объемному поглощению излучения обрабатываемым материалом, размещают на линии реза между лазерным пучком с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, и зоной воздействия хладагента. Сведение вместе лазерных пучков по известному способу не обеспечивает увеличения глубины микротрещины.
Таким образом, в предложенном способе технический результат достигается всей совокупностью существенных признаков, описанных выше.
Это позволяет сделать вывод, что заявляемый способ разделения хрупких неметаллических материалов под действием термоупругих напряжений имеет изобретательский уровень.
Заявляемый способ разделения хрупких неметаллических материалов под действием термоупругих напряжений является промышленно применимым, так как в случае его осуществления с помощью технических средств, известных в данной области техники, возможна реализация указанной области назначения.
На чертеже приведена схема взаимного расположения зоны воздействия лазерного пучка, зоны охлаждения за счет подачи хладагента и зоны подачи потока горячего воздуха.
Позицией 1 отмечен лазерный пучок с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, позицией 2 - хладагент, позицией 3 - лазерный пучок с длиной волны, соответствующей объемному поглощению излучения обрабатываемым материалом, позицией 4 - заготовка из хрупкого неметаллического материала, позицией 5 - зона воздействия лазерного пучка с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, на плоскости обработки, позицией 6 - воздействия хладагента, позицией 7 - зона воздействия лазерного пучка с длиной волны, соответствующей объемному поглощению излучения обрабатываемым материалом. Стрелкой отмечено направление перемещения изделия.
Способ осуществляют следующим образом. Берут исходную заготовку 4, например лист стекла. Укладывают его на плиту координатного стола. Включают перемещение стола с заготовкой 4 и наносят дефект (закол, надрез) в начале линии обработки. На поверхность заготовки 4 в место с нанесенным дефектом направляют лазерный пучок 1. Далее координатный стол перемещает заготовку 4 по линии обработки и одновременно за лазерным пучком 1 по линии обработки подают хладагент 2, при этом на линии реза между лазерным пучком 1 и зоной 6 воздействия хладагента в зону 7 направляют лазерный пучок 3 с длиной волны, соответствующей объемному поглощению излучения обрабатываемым материалом.
В месте подачи хладагента 2 инициируется разделяющая микротрещина, которая, зародившись от нанесенного дефекта, развивается в зоне растягивающих напряжений, сформированных хладагентом 2. Далее начальная микротрещина распространяется до зоны сжимающих напряжений, сформированных в результате совместного воздействия лазерного пучка 1 и лазерного пучка 3.
Таким образом, в материале происходит развитие разделяющей микротрещины, распространение которой определяется воздействием лазерного пучка 1, хладагента 2 и лазерного пучка 3.
При этом обеспечивается нанесение глубоких разделяющих микротрещин, конфигурация и размеры которых исключают заметные отклонения линии разделения от линии воздействия лазерного излучения по глубине обрабатываемого образца, при последующем разделении материала по нанесенным микротрещинам.
После нанесения первой разделяющей микротрещины прекращают подачу лазерного пучка 1, хладагента 2 и лазерного пучка 3. Далее координатный стол перемещает заготовку 4 в начало следующей линии разделения для повторения описанной выше последовательности действий.
После нанесения всех разделяющих микротрещин отключают подачу лазерных пучков 1 и 3, хладагента 2 и останавливают координатный стол. Разделение материала производят по нанесенным разделяющим микротрещинам.
Качественная оценка выполненных результатов осуществлена при нанесении микротрещин в образцах из стекла марок М3-М5 толщиной 5-7 мм. В работе использовали лазер ИЛГН 802 мощностью излучения 60 Вт, с длиной волны излучения λ=10,6 мкм, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем силикатных стекол, и YAG-лазер мощностью излучения 100 Вт, с длиной волны излучения λ=1,06 мкм, соответствующей объемному поглощению излучения силикатными стеклами. При разделении стекла лазерное излучение с λ=10,6 мкм фокусировали сфероцилиндрической линзой в эллиптические пучки с геометрическими размерами а×b, где большая ось а=10-14 мм, а малая ось b=0,5-2 мм, а излучение с λ=1,06 мкм фокусировали сферической линзой в круглые пучки радиусом r=0,6-1,5 мм. В качестве хладагента использовали воздушно-водяную смесь. Скорость резки образцов составляла 10-30 мм/с.
При этом реализация предложенного способа обеспечила нанесение глубоких разделяющих микротрещин, конфигурация и размеры которых обеспечили возможность исключения заметных отклонений линии разделения от линии воздействия лазерного излучения по глубине обрабатываемого образца при его окончательном разделении.
Для сравнения было осуществлено разделение аналогичных образцов по способу, изложенному в прототипе. В ходе экспериментов было определено, что реализация процесса по способу, изложенному в прототипе, характеризуется недостаточно глубоким трещинообразованием из-за использовании лазерного пучка с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала. Это, в свою очередь, стало причиной заметных отклонений линии разделения от линии воздействия лазерного излучения по глубине обрабатываемого образца при окончательном разделении материала.
Анализируя результаты проведенных экспериментальных исследований, можно сделать вывод, что предлагаемый способ разделения хрупких неметаллических материалов под действием термоупругих напряжений обеспечивает высокую надежность разделения хрупких неметаллических материалов с большой высотой торцевой поверхности.
Источники информации
1. Мачулка Г.А. Лазерная обработка стекла. М.: Сов. Радио, 1979, с.48-67.
2. Патент РФ №2024441, МПК С03В 33/02, опубл. 1994 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2011 |
|
RU2479496C2 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2008 |
|
RU2383500C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2006 |
|
RU2320549C2 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2024441C1 |
| СПОСОБ РАЗДЕЛЕНИЯ КРИСТАЛЛИЧЕСКОГО КРЕМНИЯ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2011 |
|
RU2497643C2 |
| СПОСОБ РАЗДЕЛЕНИЯ КРИСТАЛЛИЧЕСКОГО КВАРЦА ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2011 |
|
RU2478083C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2237622C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2012 |
|
RU2494051C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2238918C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2007 |
|
RU2371397C2 |
Изобретение относится к способам обработки материалов, в частности к способам высокоточной лазерной резки хрупких неметаллических материалов, преимущественно стекла, под действием термоупругих напряжений. Техническая задача изобретения - повышение эффективности резки изделий с большой высотой торцевых поверхностей. Способ включает поверхностный нагрев линии реза первым лазерным пучком с длиной волны, обеспечивающей максимальное поглощение излучения поверхностным слоем и одновременное воздействие дополнительным лазерным пучком с длиной волны, обеспечивающей объемное поглощение излучения, при этом последний размещают на линии реза между первым лазерным пучком и зоной воздействия хладагента. 1 ил.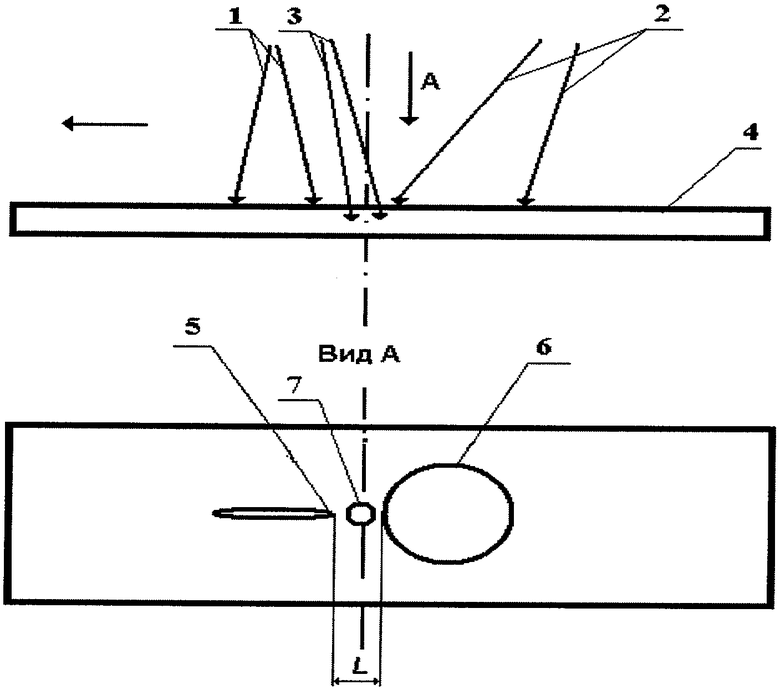
Способ разделения хрупких неметаллических материалов под действием термоупругих напряжений путем поверхностного нагрева линии реза до температуры, не превышающей температуры размягчения материала, воздействием лазерного пучка с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, при относительном перемещении пучка и материала и локального охлаждения зоны нагрева подачей хладагента на поверхность материала, отличающийся тем, что одновременно на материал воздействуют дополнительным лазерным пучком с длиной волны, соответствующей объемному поглощению излучения обрабатываемым материалом, при этом дополнительный лазерный пучок размещают на линии реза между лазерным пучком с длиной волны, обеспечивающей максимальное поглощение излучения тонким поверхностным слоем обрабатываемого материала, и зоной воздействия хладагента.
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2024441C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2206528C2 |
| Реверсивное устройство | 1986 |
|
SU1441114A1 |
| GB 1441650 A, 07.07.1976 | |||
| KR 2003008119 A, 01.11.2003. | |||

