Предпосылки настоящего изобретения
Настоящее изобретение относится к бесшовным стальным баллонам высокого давления для сжатых газов с внутренней горловиной, выполненных способом обратной экструзии и протяжки.
Предшествующий уровень техники настоящего изобретения
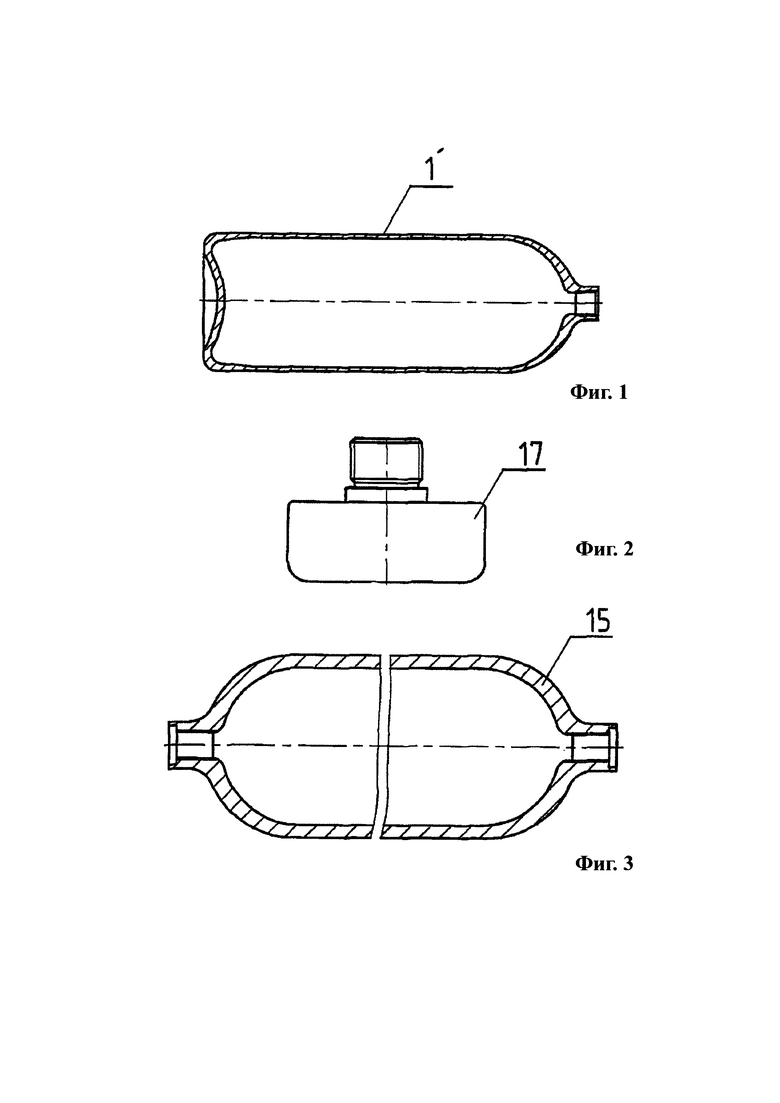
Стальные баллоны 1' высокого давления, которые показаны на фиг. 1, изготавливают в компании заявителя при помощи способов обратной экструзии с последующей протяжкой. Процесс изготовления предусматривает вначале отделение (отрезание) индивидуальных размерных кусков от квадратных или скругленных болванок. Размерные стальные куски нагревают в индукционной печи до температуры 1100-1250°С перед осуществлением процесса формования. Перед прессованием индивидуальные размерные куски всегда подвергаются воздействию окалины, которая разбрызгивается под высоким давлением. После этого следует процесс обратной экструзии.
Этот процесс реализуют при помощи вертикального штамповального пресса. Процесс обратной экструзии включает в себя несколько основных стадий.
Первая стадия заключается в расположении (в установке) нагретого размерного куска стали на дне (дно) матрицы. Дно матрицы размещают на подвижном поршне, который движется вертикально в цилиндрической вставке матрицы. Дно матрицы и цилиндрическая вставка образуют стенку, устойчивую к воздействию потока материала во время процесса обратной экструзии.
Вторая стадия заключается в установке поршня с держателем дна матрицы в исходное положение прессования (в соответствии с производимым сортаментом). После этого следует введение (толкающего) пуансона для прессования в цилиндрическую матрицу, при этом на поверхности дна матрицы расположен размерный кусок. На конце (толкающего) пуансона для прессования (не показан) расположена плоская толкающая головка 17, изображенная на фиг. 2.
На этой стадии создают первичную толстостенную полую полуобработанную заготовку, из которой впоследствии извлекают пуансон для прессования. Прессованная (полученная процессом экструзии) полуобработанная заготовка является гладкой внутри без каких-либо выступов, выпуклостей или подобных неровностей. Полное описание этого процесса раскрыто в документе CZ 243247 В1, а также в документе CZ 252113 В1. Дно баллона спрессовывают по существу до конечной толщины, при этом внутренний диаметр плоской толкающей головки 17, а также внутренний диаметр цилиндрической матрицы превышают конечные размеры баллона. Плоская толкающая головка 17, используемая в первой операции, является отдельной концевой частью, которую закрепляют на конце пуансона (не показан).
После того как процесс обратной экструзии полой полуобработанной заготовки завершен, эту полуобработанную заготовку с помощью роботизированного устройства извлекают и помещают в горизонтальный протяжной пресс, в котором происходит вторая операция формования, и это является обратной экструзией. При продолжении процесса формования полуобработанную заготовку из первой операции формования помещают на пуансон для прессования, характеризующийся конечным внутренним диаметром баллона. Для придания конечного внутреннего диаметра полуобработанную заготовку подвергают воздействию (изменяя толщину стенки приблизительно на 25% и очищая окалину) скребкового кольца и восьми комплектов валков, в состав которых входят вытяжные валки. Полуобработанную заготовку на пуансоне обрабатывают валками с приданием новой формы для обеспечения требуемого внутреннего и внешнего значений диаметра. После того как полуобработанная заготовка прошла через наборы валков, операцию формования завершают путем прессования дна будущего баллона в калибровочной матрице, которая придает конечную форму дну баллона. Когда пуансон совершает движение назад, полуобработанную заготовку баллона снимают при помощи скребковых захватов с пуансона для прессования. Более подробно эта технология раскрыта в документе CZ 20492 U1.
Цилиндрические полые полуобработанные заготовки, полученные в ходе описанного выше процесса, охлаждают воздухом, после чего закрывают горловину при помощи ротационного формования. В результате этого получают стальной баллон стандартной формы, показанный на фиг. 1.
В силу различных причин потребителям часто необходимы стальные баллоны с двумя горловинами. Баллон этого типа представлен на фиг. 3, которая иллюстрирует известный из уровня техники стальной баллон. Баллоны этого типа позволяют одновременно применять различные типы клапанов или соединений (труб), которые присоединены с двух сторон баллонов. В настоящее время этого можно достичь лишь при помощи баллонов, которые изготовлены из труб с использованием технологии ротационного формования. В этом случае оба конца закрыты с использованием ротационного формования трубы 15, что представлено на фиг. 3, или выполнены с излишней толщиной выпуклого/вогнутого дна.
Недостатком этих баллонов является относительно высокий показатель, обусловленный соотношением объема и массы. Этот вариант баллона также требует большего места для хранения или транспортировки в отношении длины, так как необходимо учитывать характерную длину горловин баллона с двух сторон.
Целью настоящего изобретения является предоставление открытых с двух сторон стальных баллонов высокого давления, выполненных с использованием такого процесса формирования, который известен для формирования открытого с одной стального баллона высокого давления, а также способов их изготовления.
Краткое раскрытие настоящего изобретения
Упомянутые выше недостатки устраняются посредством бесшовного стального баллона высокого давления со второй внутренней горловиной согласно настоящему изобретению, основная идея которого заключается в том, что указанный баллон дополнительно содержит в области своего дна еще одну нижнюю горловину, выполненную во внутреннем усиливающем выступе материала, который ориентирован вовнутрь стального баллона высокого давления, при этом внутренний усиливающий выступ материала снабжен сквозным отверстием.
Дополнительный аспект настоящего изобретения относится к способу изготовления бесшовного стального баллона высокого давления, основная идея которого заключается в том, что на внешней поверхности фасонной толкающей головки выполняют выемку для создания внутреннего усиливающего выступа материала на поверхности дна стального баллона высокого давления, и осуществляют обратную экструзию при помощи указанной модифицированной фасонной толкающей головки, после чего на последующей стадии выполняют процесс обратной экструзии с последующей протяжкой при помощи монолитного пуансона для прессования, снабженного фасонным концом, который имеет форму нижней поверхности, аналогичную форме нижней поверхности фасонной толкающей головки с выемкой, причем остальную часть стального баллона высокого давления формируют известным способом, и в заключение внутренний усиливающий выступ материала на поверхности дна стального баллона высокого давления просверливают с образованием сквозной нижней горловины.
Краткое описание чертежей
Далее настоящее изобретением будет описано с использованием чертежей, где
на фиг. 1 представлен вид открытого с одной стороны стального баллона с одной горловиной, выполненного при помощи известного процесса формования;
на фиг. 2 представлен вид плоской формовочной толкающей головки в соответствии с уровнем техники для изготовления баллонов, представленных на фиг. 1;
на фиг. 3 представлен вид открытого с двух сторон стального баллона, изготовленного из трубы при помощи технологии ротационного формования;
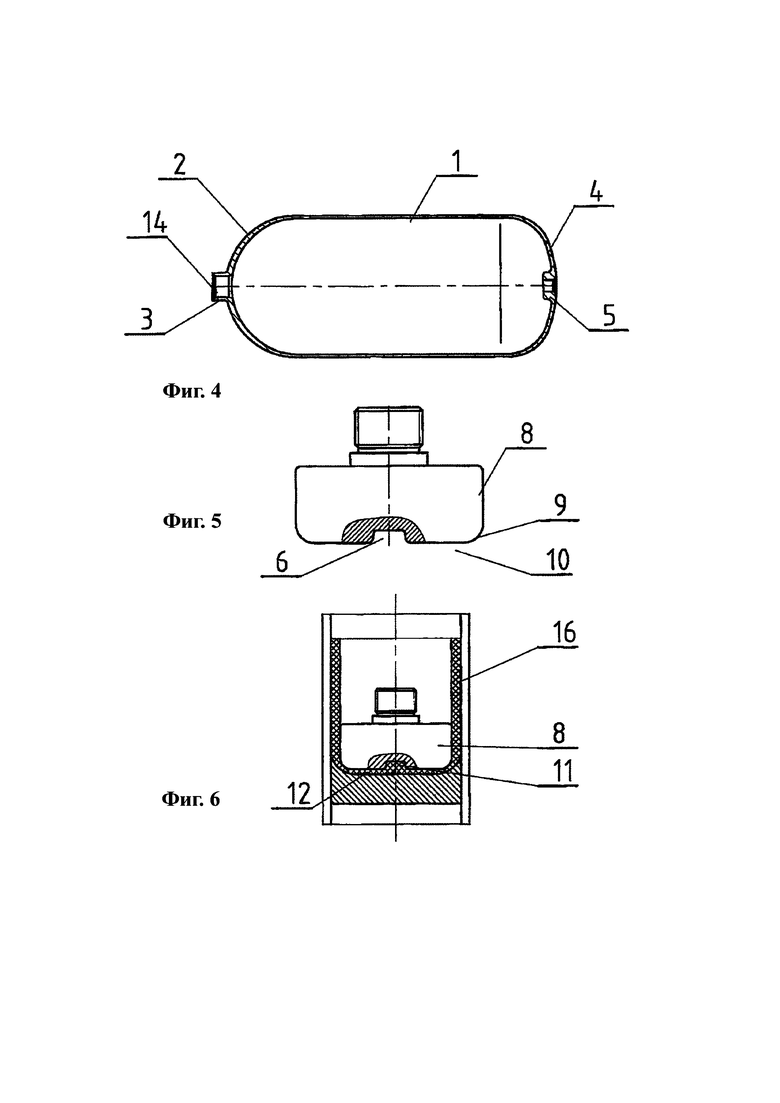
на фиг. 4 представлен стальной баллон в соответствии с настоящим изобретением;
на фиг. 5 представлена фасонная толкающая головка в соответствии с настоящим изобретением для изготовления стального баллона, представленного на фиг. 4;
на фиг. 6 представлена первая операция формирования стального баллона, представленного на фиг. 4, в которой используется фасонная толкающая головка, представленная на фиг. 5;
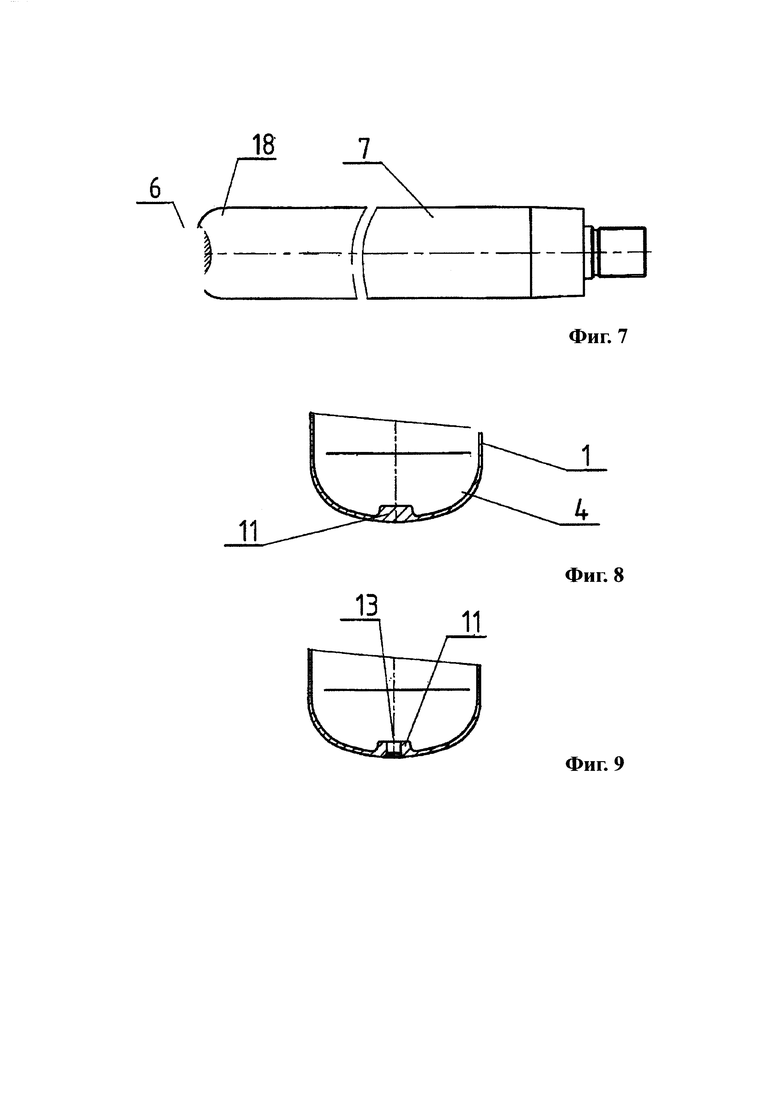
на фиг. 7 представлен вид монолитного пуансона для прессования, характеризующегося наличием фасонного конца с формой нижней части, которая соответствует форме нижней части формовочной толкающей головки, представленной на фиг. 5;
на фиг. 8 представлена полуобработанная заготовка после выполнения операции, представленной на фиг. 6; и
на фиг. 9 представлена другая стадия изготовления второй горловины стального баллона, представленного на фиг. 4.
Предпочтительные варианты осуществления настоящего изобретения
На фиг. 4 представлен стальной баллон 1 высокого давления в соответствии с настоящим изобретением. Предлагаемый баллон состоит из верхней части 2 с верхней горловиной 3 уже известного варианта осуществления, а также из нижней части 4 с нижней горловиной 5 в соответствии с настоящим изобретением, которая находится полностью на одном уровне с нижней поверхностью нижней части 4.
На фиг. 5 представлена фасонная толкающая головка 8 в соответствии с настоящим изобретением, которая, как и в известном способе, является отдельной частью и располагается на конце пуансона для прессования (не показан). В ходе первой операции формования получают толстостенную полуобработанную заготовку (см. фиг. 6). И в этом случае фасонная толкающая головка 8 характеризуется наличием немного большего внешнего диаметра, а матрица 16 характеризуется наличием немного большего внутреннего диаметра, так что в результате прессования дно баллона будет характеризоваться по существу конечной толщиной, тогда как стенка прессованной полуобработанной заготовки будет иметь толщину, превышающую конечную толщину, что хорошо представлено на фиг. 6, где толщина дна (по существу конечная толщина) и толщина стенок изображены различными. Выемка 6 выполнена на внешней поверхности 10 передней грани 9 фасонной толкающей головки 8 в соответствии с настоящим изобретением. Выемка преимущественно является цилиндрической и расположена на оси фасонной толкающей головки 8. Очевидно, что выемка 6 заполнится материалом с образованием внутреннего усиливающего выступа 11 материала на поверхности дна 12.
Это хорошо видно на фиг. 6, согласно которой фасонная толкающая головка 8 установлена на толкающем пуансоне (не показан) во время процесса обратной экструзии.
На фиг. 7 представлен вид полностью монолитного пуансона 7 для прессования, передняя грань которого имеет фасонный конец 18 с выемкой 6, при этом вместе они представляю собой единую деталь.
На фиг. 8 можно видеть конечную форму нижней части 4 стального баллона 1 высокого давления после обработки последним набором валков. Нижняя часть 4 характеризуется наличием внутреннего усиливающего выступа 11 материала.
На фиг. 9 видно, что впоследствии в этом внутреннем усиливающем выступе 11 материала просверливают сквозное отверстие 13, в которое вставляют клапан или резьбовое соединение, как и в случае отверстия 14 в верхней горловине 3.
Согласно настоящему изобретению такой стальной баллон 1 высокого давления изготовлен следующим образом.
Баллон изготавливают при помощи способа обратной экструзии и протяжки. Формование нижней горловины 5 реализуется во время первой стадии, а именно обратной экструзии при помощи фасонной толкающей головки 8, расположенной на пуансоне для прессования. Как отмечено выше, фасонная толкающая головка 8 характеризуется немного большим внешним диаметром, а матрица 16 характеризуется немного большим внутренним диаметром, так что во время прессования дно баллона приобретает по существу свою конечную толщину, при этом толщина полуобработанной заготовки превышает конечную толщину баллона.
Благодаря применению специально модифицированной фасонной толкающей головки 8, характеризующейся наличием выемки 6, во время процесса формования материал будет заполнять пустую выемку 6 в фасонной толкающей головке 8.
Следующая стадия представляет собой процесс обратной экструзии с использованием модифицированного пуансона 7 для прессования, который снабжен фасонным концом 18 с выемкой 6, при этом указанный пуансон выполнен в качестве цельной детали. Это хорошо видно на фиг. 7, где показано выполнение калибровки геометрической формы дна 12 посредством монолитного пуансона 7 для прессования с фасонным концом 18. После этого производится конечная калибровка размеров второй горловины, как изображено на фиг. 1 или фиг. 3.
Затем внутренний усиливающий выступ 11 материала на поверхности дна 12 стального баллона 1 высокого давления просверливают с образованием сквозного отверстия 13.
Благодаря предложенному способу изготовления стального баллона уменьшается общий размер известного стального баллона с двумя горловинами, который изображен на фиг. 3, при этом полностью сохраняется его объем, несмотря на то, что технология формования из индивидуальных размерных кусков намного проще, чем технология формования из стальных труб, а также уменьшается необходимое для транспортировки пространство, улучшается целостность стального баллона и снижается распределение прочности баллона без снижения каких-либо эксплуатационных параметров или механических характеристик и аналогичных величин.
Для изготовления стальных баллонов высокого давления в соответствии с настоящим изобретением необходимо лишь модифицировать геометрическую форму передней грани фасонной толкающей головки, при этом в центре передней грани фасонной толкающей головки выполняют выемку, в которую может поступать материал во время процесса обратной экструзии. Другим инструментом, который нуждается в модификации для изготовления нового типа баллонов, является монолитный пуансон для прессования, на передней грани которого необходимо сформировать фасонный конец с такой же выемкой, как и в случае толкающей головки, используемой в первой операции, как видно на фиг. 7. Формы других формовочных инструментов могут оставаться без изменения. Конечный процесс формования продолжается так же, как и при изготовлении стандартных стальных баллонов высокого давления, что описано выше.
Благодаря наличию внутренней горловины этот тип стального баллона является уникальным в отношении расширения возможностей пользователя, так как возможно увеличить объем воды, сохранив прежнюю общую длину стальных баллонов даже с учетом клапанов.
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении бесшовных стальных баллонов высокого давления. Формуют баллон с дном, имеющим внутренний усиливающий выступ, и просверливают в упомянутом выступе сквозное отверстие. Формование баллона осуществляют по стадиям. На первой стадии обратной экструзией получают полуобработанную заготовку с дном, имеющим конечную толщину дна баллона, и стенкой, толщина которой превышает конечную толщину стенки баллона. При этом используют фасонную толкающую головку с внешним диаметром и матрицу с внутренним диаметром, которые превышают конечные размеры баллона. Толкающая головка имеет на внешней поверхности выемку для получения внутреннего усиливающего выступа баллона. На следующей стадии формования осуществляют обратную экструзию полученной полуобработанной заготовки посредством монолитного пуансона, выполненного с фасонным концом с выемкой. При этом производят калибровку дна стального баллона. В результате обеспечивается возможность получения баллонов, имеющих широкие эксплуатационные возможности. 9 ил.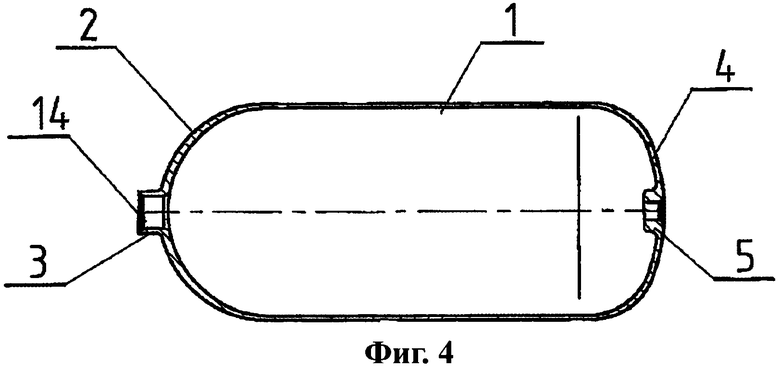
Способ изготовления бесшовного стального баллона (1) высокого давления, включающий формование стального баллона с дном, имеющим внутренний усиливающий выступ на поверхности, и стенкой и просверливание в упомянутом внутреннем усиливающем выступе сквозного отверстия с образованием нижней горловины стального баллона, отличающийся тем, что формование стального баллона осуществляют по стадиям, на первой из которых получают полуобработанную заготовку с дном, имеющим конечную толщину дна стального баллона (1) высокого давления, и стенкой, толщина которой превышает конечную толщину стенки стального баллона (1), путем обратной экструзии заготовки посредством фасонной толкающей головки (8) с внешним диаметром и матрицы (16) с внутренним диаметром, которые превышают конечные размеры стального баллона (1) высокого давления, при этом фасонная толкающая головка выполнена с выемкой (6) на внешней поверхности (10) для получения внутреннего усиливающего выступа (11) на поверхности дна (12) стального баллона, на следующей стадии формования осуществляют обратную экструзию полученной полуобработанной заготовки посредством монолитного пуансона (7) для прессования, выполненного с фасонным концом (18) с выемкой (6), с обеспечением калибровки дна стального баллона, после чего во внутреннем усиливающем выступе (11) на поверхности дна (12) стального баллона (1) высокого давления просверливают сквозное отверстие (13).
| DE 102010053634 B4, 25.10.2012 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ | 2002 |
|
RU2223161C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ТОНКОСТЕННОГО СОСУДА И ЗАГОТОВКА ДЛЯ КОМБИНИРОВАННОЙ ВЫТЯЖКИ СТАКАНА | 1992 |
|
RU2047412C1 |
| US 4829950 A, 16.05.1989. | |||

