Область изобретения
Изобретение относится к конструкционной паяльной ленте, подходящей для применения с компонентами газотурбинных двигателей, выполненными из суперсплавов, в том числе лентам, имеющим слой Ni-Cr-Ti или Ni-Zr-Ti или Ni-Cr-Zr-Ti, в качестве примеров.
Предпосылки изобретения
Припои для высокотемпературной пайки могут применяться в производстве и ремонте компонентов газотурбинных двигателей, в том числе тех, которые содержат суперсплавы на основе никеля или кобальта. Например, паяльная фольга, суспензия или лента и т.д. может наноситься на тот компонент, где произошло повреждение. Весь узел нагревают, а затем охлаждают, получая восстановленный пайкой компонент. Однако известно, что детали, отремонтированные обычными припоями с бором или кремнием, имеют довольно низкую конструктивную прочность по сравнению с оригинальным компонентом. Это отчасти объясняется составом сплавов припоев. Кроме того, при использовании суспензии осложнен контроль размеров восстановленной зоны из-за аморфности суспензии. Таким образом, в данной области техники еще остаются возможности для улучшения.
Краткое описание чертежей
Изобретение поясняется следующим описанием с учетом чертежей, на которых показано:
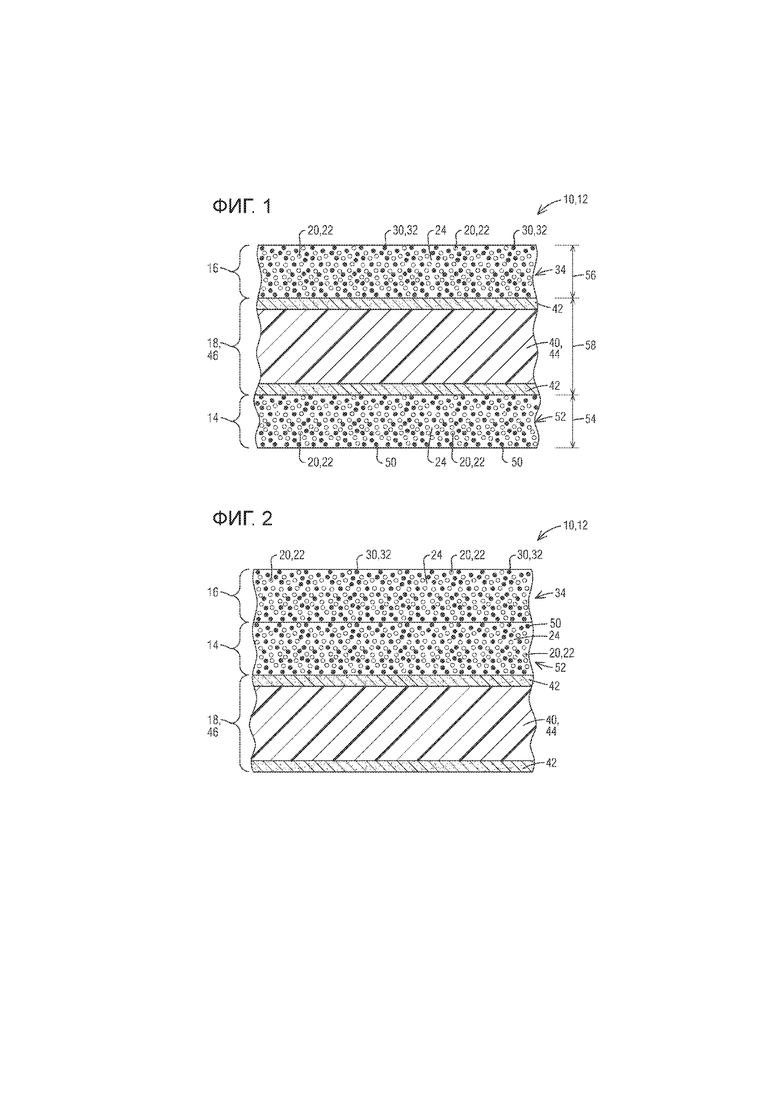
фиг. 1: схематическое сечение одного примерного варианта осуществления раскрытой здесь конструкционной паяльной ленты;
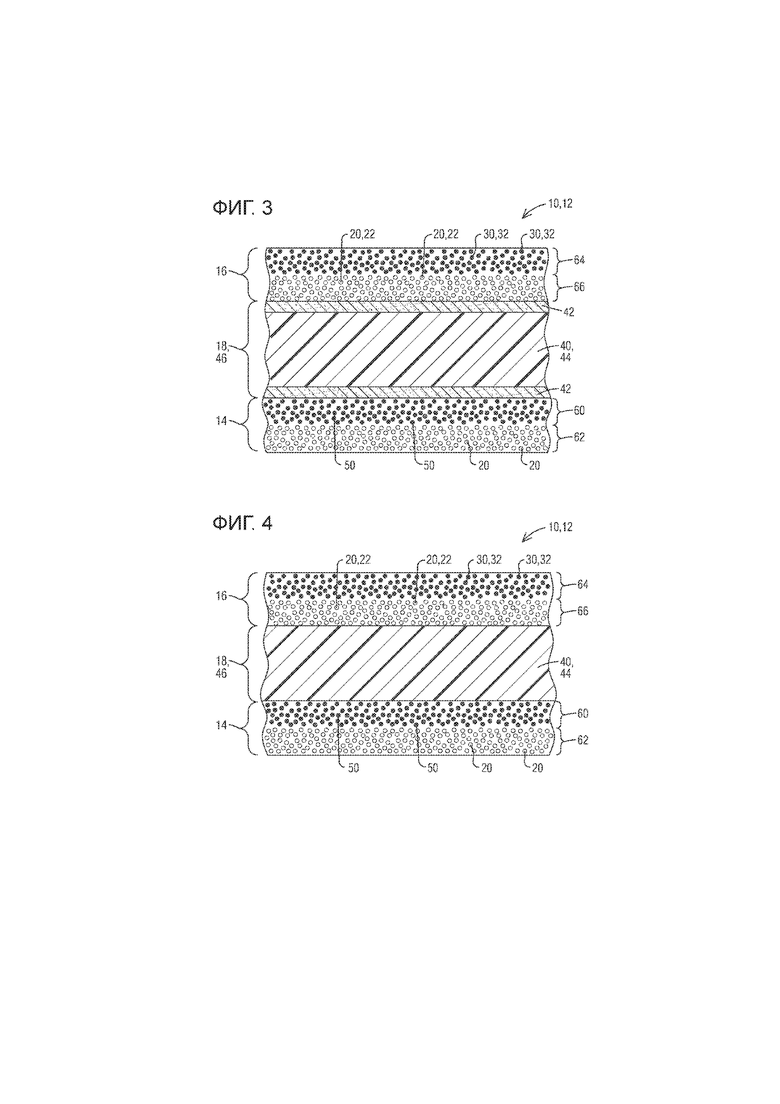
фиг. 2: схематическое сечение еще одного примерного варианта осуществления раскрытой здесь конструкционной паяльной ленты;
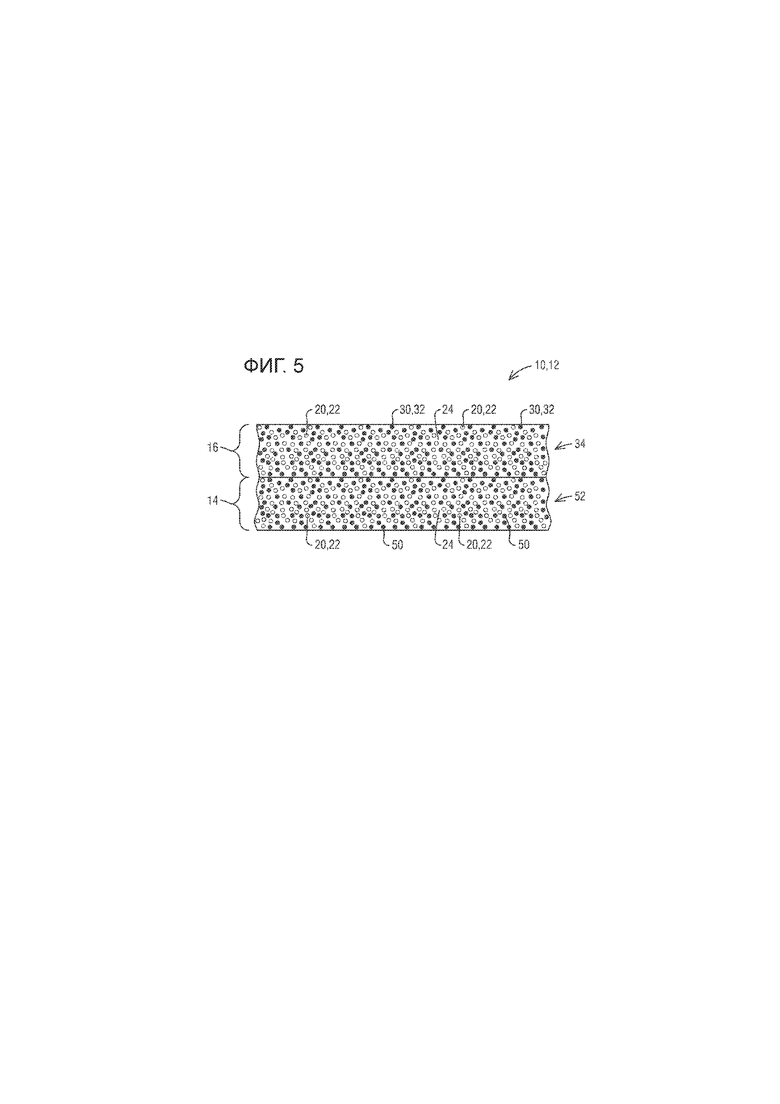
фиг. 3: схематическое сечение альтернативного примерного варианта осуществления раскрытой здесь конструкционной паяльной ленты;
фиг. 4: схематическое сечение другого альтернативного примерного варианта осуществления раскрытой здесь конструкционной паяльной ленты;
фиг. 5: схематическое сечение еще одного альтернативного примерного варианта осуществления раскрытой здесь конструкционной паяльной ленты.
Подробное описание изобретения
Автор изобретения разработал конструкционный носитель для высокотемпературной пайки, имеющий состав, позволяющий ремонтировать суперсплавы на основе никеля и кобальта. Состав не включает бора и кремния и, следовательно, не имеет их ослабляющих эффектов в некоторых вариантах осуществления. Кроме того, состав может включать флюсующий агент (флюс), который удаляет примеси во время операции высокотемпературной пайки, давая тем самым отремонтированную (восстановленную) деталь с меньшим количеством примесей и связанных с ними слабых мест. Конструкционный носитель для высокотемпературной пайки может принимать форму паяльной ленты, которая является более гибкой, чем фольга, что обеспечивает лучшее прилегание паяльной ленты к компоненту, и является более связной, чем суспензия, что обеспечивает возможность лучшего контроля размеров при ремонте.
Фиг. 1 схематически показывает сечение одного варианта осуществления конструкционного носителя 10 для высокотемпературной пайки, выполненного в виде конструкционной паяльной ленты 12, имеющей слой 14 сплава, слой 16 материала припоя и слой 18 флюса между ними. Слой 14 сплава включать в себя сплав 20, такой как, например, суперсплав на основе никеля или кобальта, причем сплав 20 может быть выполнен как порошок 22 сплава или принимать любой подходящий вид, известный специалистам. Слой 14 сплава может также включать связующее 24, такое как акриловое связующее или связующее на основе желатина.
Реализация конструкционного носителя 10 для высокотемпературной пайки в виде ленты обеспечивает больше возможностей для оконтуривания/формоизменения ленты, чем позволяют такие формы, как менее гибкая фольга. Это выгодно, когда конструкционную паяльную ленту 12 следует наносить на компоненты с очень сложным контуром, обеспечить полное прилегание, к которому фольга может оказаться не способной. Кроме того, сложно, если не невозможно, сформовать суперсплавы в фольгу. Соответственно, в тех примерных вариантах осуществления, когда слой 14 сплава содержит суперсплав, лента обеспечивает решение.
Слой 16 материала припоя включает материал 30 припоя, который может быть реализован как порошок 32 материала припоя (или принимать любой подходящий вид, известный специалистам), и, необязательно, связующее 24, такое как акриловое связующее или связующее на основе желатина. Слой 16 материала припоя необязательно может также содержать дополнительный сплав 20, такой как порошок 22 сплава. В этом примерном варианте осуществления слой 16 материала припоя содержит смесь 34 порошка 32 материала припоя и порошка 22 сплава в связующем 24. Материал припоя не содержит бора, например, в вариантах осуществления с химическими составами припоев, включающими Ni-Cr-Ti, Ni-Cr-Ti-Zr или Ni-Ti-Zr. Подходящие материалы припоя раскрыты в публикации заявки на патент США номер US 2014/0007988 A1, которая включена в настоящий документ по ссылке во всей своей полноте. При использовании таких материалов припоя полученное с помощью ленты 12 паяное соединение может достичь конструктивной прочности, приближающейся к прочности прилегающей основы из суперсплава. Следовательно, описываемая здесь конструкционная паяльная лента 12 пригодна не только для простого косметического ремонта деталей пайкой, но и пригодна для восстановления и/или создания паяных компонентов со сходной конструктивной целостностью, как и у базового компонента.
Слой 18 флюса содержит флюсующий материал 40 и адгезив 42. Флюсующий материал 40 содержит, как минимум, фторид. Фторид может быть частью фторуглеродного полимера 44, в том числе, но без ограничения им, политетрафторэтилена (ПТФЭ) и/или поливинилтетрафторида. Фторид в этих фторуглеродных полимерах 44 действует как флюсующий агент и помогает сделать операцию пайки чистой. Хотя и политетрафторэтилен, и поливинилтетрафторид включают углерод и фторид, поливинилтетрафторид дополнительно содержит водород. Фторид и водород соединяются, образуя фтороводород (фтористоводородную кислоту), который также является эффективным чистящим агентом. Слой 18 флюса может испаряться при температуре ниже температуры пайки и затем осаждаться по мере охлаждения среды. Например, слой 18 флюса может испаряться при температуре около 1200 градусов Фаренгейта (649°C), а максимальная температура пайки может составлять приблизительно 2200 градусов Фаренгейта (1204°C). Осаждение фтористоводородной кислоты может потребовать добавления основания для нейтрализации кислоты, которая может осаждаться, например, на поверхностях паяльной печи или самого компонента. Политетрафторэтилен и поливинилтетрафторид могут быть выполнены как смола, содержащая нефибриллированные полимеры.
Адгезив 42 может быть любым известным специалистам в данной области адгезивом, таким как, например, акриловое связующее и т.д. В одном примерном варианте осуществления фторуглеродный полимер 44 и адгезив 42 принимают вид клейкой с двух сторон фторполимерной ленты 46, такой как клейкая с двух сторон лента Teflon® (лента ПТФЭ), которую можно приобрести от компании CS Hyde, Lake Villa, Illinois, (cshyde.com).
Необязательно, слой 14 сплава может содержать флюсующий материал 40, такой как фторид. В одном варианте осуществления флюсующий материал 40 может быть выполнен как порошок 50 флюса, такой как, например, порошок политетрафторэтилена или порошок поливинилтетрафторида, и т.д. В показанном примерном варианте осуществления слой 14 сплава содержит смесь 52 порошка 22 сплава и порошка 50 флюса.
В альтернативном примерном варианте осуществления слой 14 сплава не содержит связующего 24. В этом примерном варианте осуществления толщина 54 слоя 14 сплава ограничена той, которой можно добиться, когда порошок 22 сплава или смесь 52 прикрепляется к слою 18 флюса только адгезивом 42. Аналогично, в альтернативном примерном варианте осуществления слой 16 материала припоя не содержит связующего 24. В этом примерном варианте осуществления толщина 56 слоя 16 материала припоя ограничена той, которой можно добиться, когда порошок 32 материала припоя или смесь 34 прикрепляется к слою 16 материала припоя только адгезивом 42.
Обычно порошки доступны с диаметрами частиц приблизительно 0,001 дюйма и больше. Соответственно, слой 14 сплава и/или слой 16 материала припоя могут быть в толщину всего лишь 0,001 дюйма, когда связующего 24 нет и частицы прилипают к адгезиву 42. В одном примерном варианте осуществления толщина 54 слоя 14 сплава может составлять от 0,010 до 0,040 дюйма. Толщина 56 слоя 16 материала припоя может составлять от 0,010 до 0,040 дюйма. Толщина 58 слоя 18 флюса может составлять приблизительно 0,010 дюйма. Хотя в некоторых случаях такие размеры оказались выгодными, при необходимости можно использовать и другие размеры.
Относительное расположение слоя 14 сплава, слоя 16 материала припоя и слоя 18 флюса в конструкционной паяльной ленте 12 может быть взаимозаменяемым в различных вариантах осуществления. Например, в одном примерном альтернативном варианте осуществления слой 14 сплава и слой 16 материала припоя могут бы смежными друг с другом, а слой 18 флюса может быть смежным либо со слоем 16 материала припоя, либо со слоем 18 флюса. На фиг. 2 показан альтернативный примерном вариант осуществления конструкционного носителя 10 для высокотемпературной пайки, реализованного в виде конструкционной паяльной ленты 12, в которой слой 14 сплава и слой 16 материала припоя смежны друг с другом, а слой 18 флюса смежен со слоем 14 сплава. Когда слой флюса включает клейкую с двух сторон ленту 46, эта лента 46 может быть закреплена на подлежащей пайке основе (не показана). Как вариант, слой 18 флюса может быть расположен смежным со слоем 16 материала припоя. Может иметься один или более чем один каждый слой, и эти слои могут быть реализованы в любом порядке.
Фиг. 3 показывает альтернативный примерный вариант осуществления конструкционного носителя 10 для высокотемпературной пайки, реализованного в виде конструкционной паяльной ленты 12, имеющей слой 14 сплава, слой 16 материала припоя, слой 18 флюса между ними и адгезив 42. В этом примерном варианте осуществления вместо слоя 14 сплава со смесью 52 присутствует отдельный слой 60 порошка 50 флюса, расположенный поверх отдельного слоя 62 порошка 22 сплава. Относительные положения этих слоев 60, 62 могут быть обратными, и может иметься более одного из какого-то одного или обоих из этих слоев 60, 62. Аналогично, вместо слоя 16 материала припоя со смесью 34 имеется отдельный слой 64 порошка 32 материала припоя поверх отдельного слоя 66 порошка 22 сплава. Относительные положения этих слоев 64, 66 могут быть обратными, и может иметься более одного из какого-то одного или обоих из этих слоев 64, 66.
Фиг. 4 показывает альтернативный примерный вариант осуществления конструкционного носителя 10 для высокотемпературной пайки, реализованного в виде конструкционной паяльной ленты 12, имеющей слой 14 сплава, слой 16 материала припоя и между ними слой 18 флюса, содержащего фторид. В этом примерном варианте осуществления адгезив 42 не присутствует. Имеющиеся слои могут удерживаться вместе механическим способом, таким как, например, когда все три слоя сжимаются вместе между противоположными валиками, или путем спекания.
Фиг. 5 показывает альтернативный примерный вариант осуществления конструкционного носителя 10 для высокотемпературной пайки, реализованного в виде конструкционной паяльной ленты 12, имеющей слой 14 сплава и слой 16 материала припоя. Слой 16 припоя может не содержать бора, а сплав может включать суперсплав на основе никеля или кобальта. Порошки 22, 32, 50 могут удерживаться вместе связующим 24 с образованием ленты 12.
Из изложенного выше понятно, что автор изобретения разработал новую конструкционную паяльную ленту, которая обеспечивает паяное соединение с улучшенными конструктивными свойствами, которая обеспечивает улучшенную очистку паяного соединения и которая легко принимает удобную, легко формуемую и легко оконтуриваемую форму.
Хотя здесь были показаны и описаны различные варианты осуществления настоящего изобретения, очевидно, что такие варианты осуществления приведены только в качестве примера. Не выходя за объем изобретения, можно внести различные модификации, изменения и замены. Соответственно, подразумевается, что изобретение ограничено только сущностью и объемом приложенной формулы изобретения.
Изобретение может быть использовано для ремонта высокотемпературной пайкой конструкций из суперсплавов, в частности компонентов газотурбинных двигателей. Первый слой паяльной ленты содержит суперсплав на основе никеля или кобальта. Второй слой включает паяльный материал, содержащий смесь порошка припоя и порошка суперсплава. Порошок припоя не содержит бора и кремния и выбран из группы, включающей Ni-Cr-Ti, Ni-Zr-Ti и Ni-Cr-Zr-Ti. Третий слой содержит фторидсодержащий флюсующий материал. Между первым и вторым слоями может быть расположена клейкая фторполимерная лента. Первый слой может дополнительно содержать порошок поливинилтетрафторида. В одном из вариантов осуществления лента имеет слой (14), содержащий порошок суперсплава (22) в связующем (24), и слой (16), содержащий порошок материала припоя (32) без бора и кремния в связующем, соединенные вместе слоем (18) клейкой с двух сторон ленты Teflon® (46). Паяльная лента может принимать любую форму, что обеспечивает ее прилегание к ремонтируемому компоненту, а также возможность контроля ее размеров при ремонте. 2 н. и 10 з.п. ф-лы, 5 ил.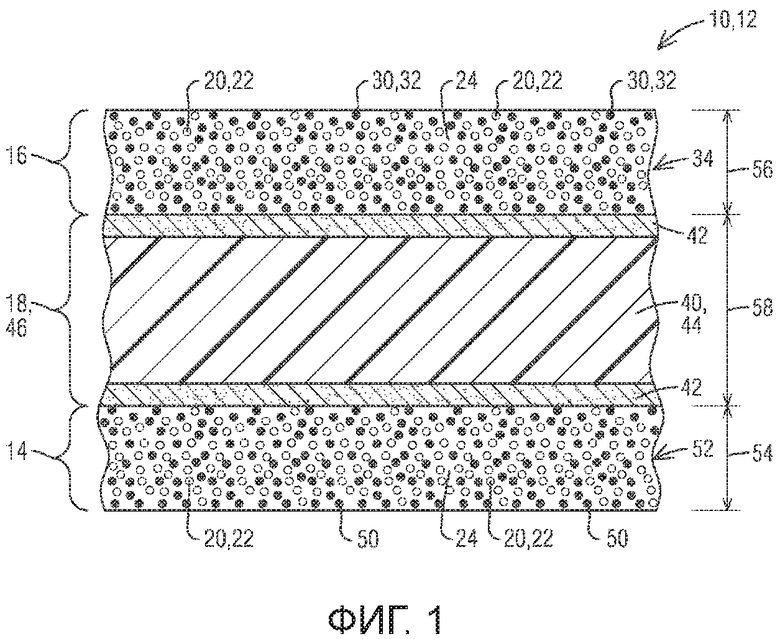
1. Паяльная лента, содержащая:
первый слой, содержащий суперсплав на основе никеля или кобальта;
второй слой, содержащий паяльный материал, причем паяльный материал содержит смесь порошка припоя и порошка суперсплава, при этом порошок припоя не содержит бора и кремния и состоит из химического состава, выбранного из группы, состоящей из Ni-Cr-Ti, Ni-Zr-Ti и Ni-Cr-Zr-Ti; и
третий слой, содержащий фторидсодержащий флюсующий материал.
2. Паяльная лента по п. 1, в которой третий слой содержит клейкую с двух сторон фторполимерную ленту, расположенную между первым и вторым слоями.
3. Паяльная лента по п. 2, в которой клейкая с двух сторон фторполимерная лента содержит политетрафторэтилен.
4. Паяльная лента по п. 2, в которой клейкая с двух сторон фторполимерная лента содержит поливинилтетрафторид.
5. Паяльная лента по п. 1, в которой первый слой дополнительно содержит порошок поливинилтетрафторида.
6. Паяльная лента по п. 1, в которой третий слой расположен между первым слоем и вторым слоем.
7. Паяльная лента по п. 6, дополнительно содержащая адгезив между третьим слоем и первым слоем и между третьим слоем и вторым слоем.
8. Паяльная лента по п. 6, дополнительно содержащая клейкую с двух сторон политетрафторэтиленовую ленту, содержащую третий слой и адгезив.
9. Паяльная лента по п. 6, дополнительно содержащая клейкую с двух сторон поливинилтетрафторидную ленту, содержащую третий слой и адгезив.
10. Паяльная лента по п. 6, в которой первый слой дополнительно содержит поливинилтетрафторид.
11. Паяльная лента, содержащая слой, содержащий порошок паяльного материала без бора и кремния, расположенный на слое, содержащем порошок материала суперсплава на основе никеля или кобальта в связующем, причем порошок паяльного материала состоит из химического состава, выбранного из группы, состоящей из Ni-Cr-Ti, Ni-Zr-Ti и Ni-Cr-Zr-Ti.
12. Паяльная лента по п. 11, дополнительно содержащая клейкую с двух сторон ленту фторуглеродного полимера, расположенную между и прилипшую к слою, содержащему порошок паяльного материала, и слою, содержащему порошок материала суперсплава.
| US 5952042 А, 14.09.1999 | |||
| Припой для пайки жаропрочных никелевых сплавов | 1990 |
|
SU1743773A1 |
| ЛЕНТА ИЗ ПОРОШКОВОГО ВЫСОКОТЕМПЕРАТУРНОГО ПРИПОЯ НА ОРГАНИЧЕСКОЙ СВЯЗКЕ | 2013 |
|
RU2515157C1 |
| КОНСТРУКЦИЯ ПАЯЛЬНОГО МАТЕРИАЛА | 1988 |
|
RU2068759C1 |

