Область техники
[0001] Настоящее раскрытие направлено, в общем, на систему и способ ремонта высокотемпературных газотурбинных компонентов, а более конкретно, на такую систему и способ ремонта рабочих лопаток и направляющих лопаток газовых турбин.
Предпосылки изобретения
[0002] Трудности, связанные с аддитивным производством (AM) газотурбинных компонентов на никелевой основе с высоким содержанием гамма-штрих фазы, делают процесс неподходящим для крупномасштабного изготовления или ремонта. В частности, попытки аддитивного производства компонентов с использованием сплава (CM) 247 или ремонта таких компонентов зачастую приводят к плавлению границ зерен и растрескиванию. Альтернативно, компоненты ремонтируют другим, худшим сплавом на никелевой основе, который менее подвержен растрескиванию, что приводит к низким эксплуатационным характеристикам компонента.
Сущность изобретения
[0003] Способ формирования компонента включает в себя смешивание порошкообразного основного материала и связующего с образованием смеси, формование смеси до желательной формы без плавления основного материала, удаление связующего из желательной формы с образованием каркаса, причем объем каркаса составляет основной материал на величину между 80 процентами и 95 процентами, и пропитывание каркаса материалом-депрессантом температуры плавления с образованием готового компонента, причем готовый компонент имеет менее чем 1-процентную пористость по объему.
[0004] В другой конструкции компонент включает в себя каркас, образованный из основного материала и определяющий конечную форму компонента, причем каркас имеет пористость между 5 процентами и 20 процентами, и расположенный в каркасе материал-депрессант температуры плавления, заполняющий поры в каркасе с образованием готового компонента, имеющего менее чем 1-процентную пористость по объему.
[0005] Выше достаточно широко изложены технические признаки настоящего раскрытия с тем, чтобы специалисты в данной области техники могли лучше понимать нижеследующее подробное описание. В дальнейшем будут описаны дополнительные признаки и преимущества раскрытия, которые составляют предмет формулы изобретения. Специалисты в данной области техники должны принимать во внимание, что они могут легко использовать концепцию и раскрытые конкретные варианты осуществления в качестве основы для модификации или проектирования других конструкций для реализации идентичных назначений настоящего раскрытия. Специалисты в данной области техники должны также понимать, что такие эквивалентные конструкции не отступают от сущности и объема раскрытия в его самом широком виде.
[0006] Кроме того, перед изучением нижеприведенного подробного описания следует понимать, что в этом описании даны различные определения некоторых слов и выражений, и специалисты в данной области техники должны понимать, что такие определения применяются во многих, если не в большинстве, случаев в предыдущих, а также будущих вариантах использования определенных таким образом слов и выражений. Хотя некоторые термины могут охватывать широкий спектр вариантов, прилагаемая формула изобретения может в явном виде ограничивать эти термины конкретными вариантами.
Краткое описание чертежей
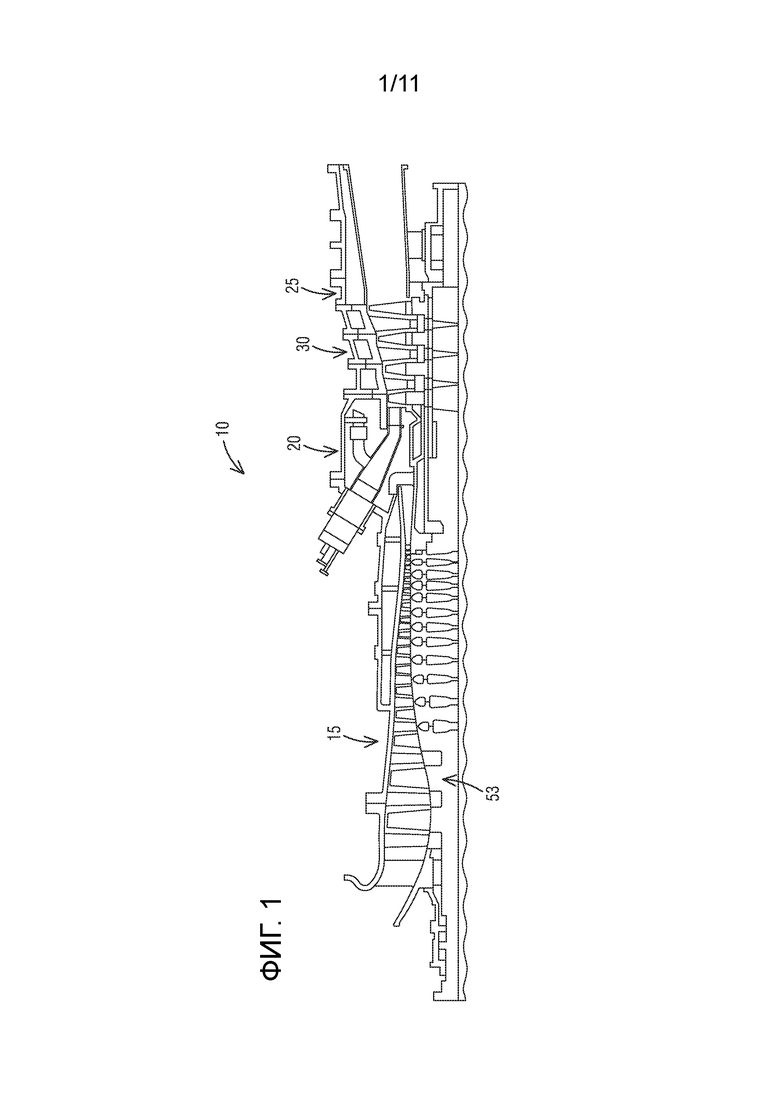
[0007] Фиг. 1 является видом в продольном сечении газотурбинного двигателя.
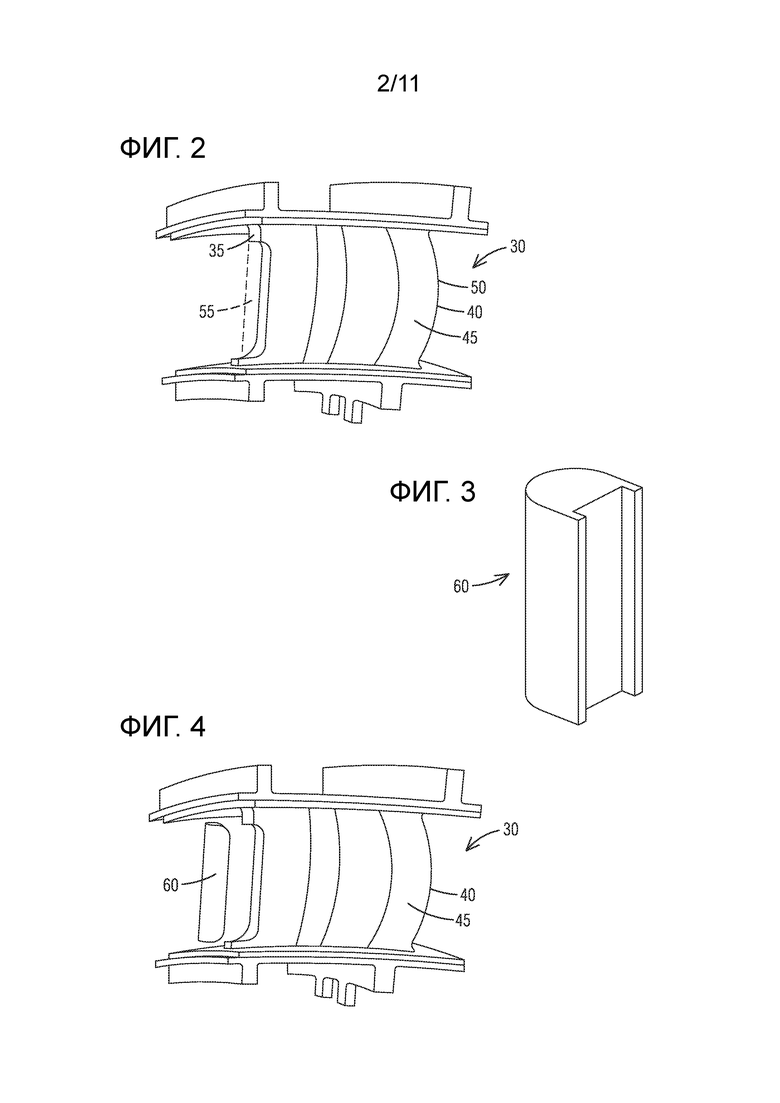
[0008] Фиг. 2 является видом в перспективе нескольких направляющих лопаток газотурбинного двигателя по фиг. 1.
[0009] Фиг. 3 является видом в перспективе вставной детали для использования в ремонте направляющей лопатки турбины по фиг. 2.
[0010] Фиг. 4 является видом в перспективе направляющих лопаток по фиг. 2 с установленной вставной деталью по фиг. 3.
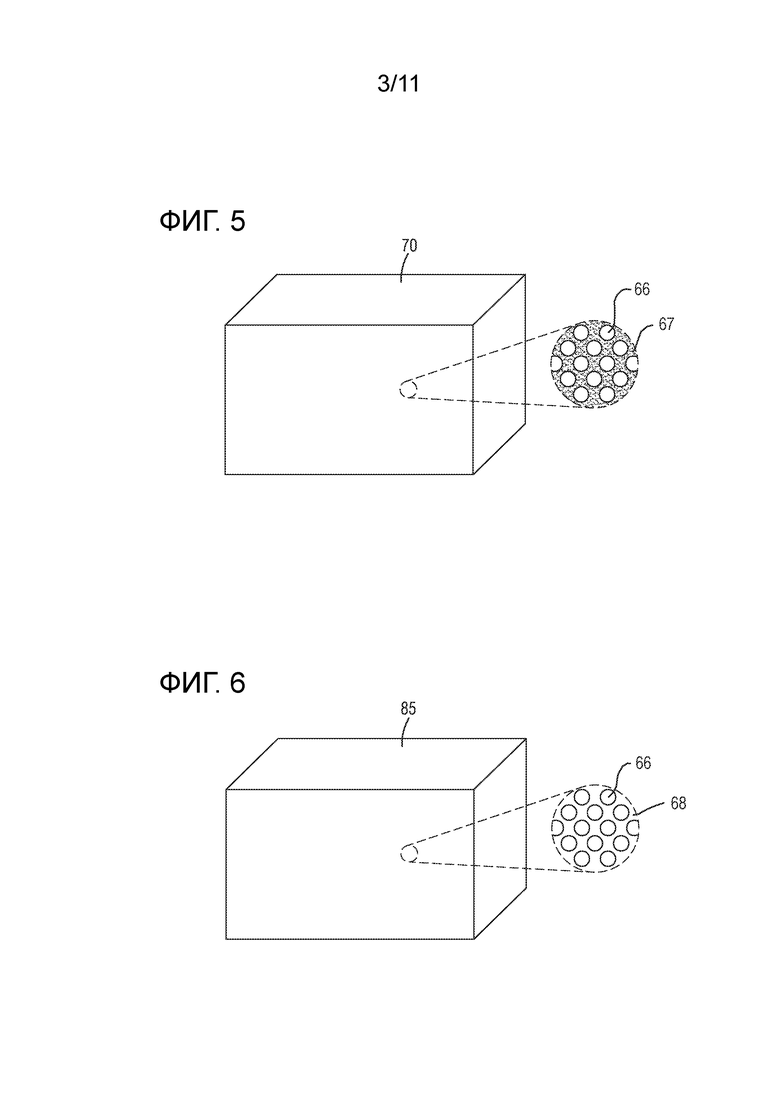
[0011] Фиг. 5 является видом в перспективе компонента, полученного трехмерной (3D) печатью с близкой к конечной формой.
[0012] Фиг. 6 является видом в перспективе каркаса компонента после удаления связующего и спекания.
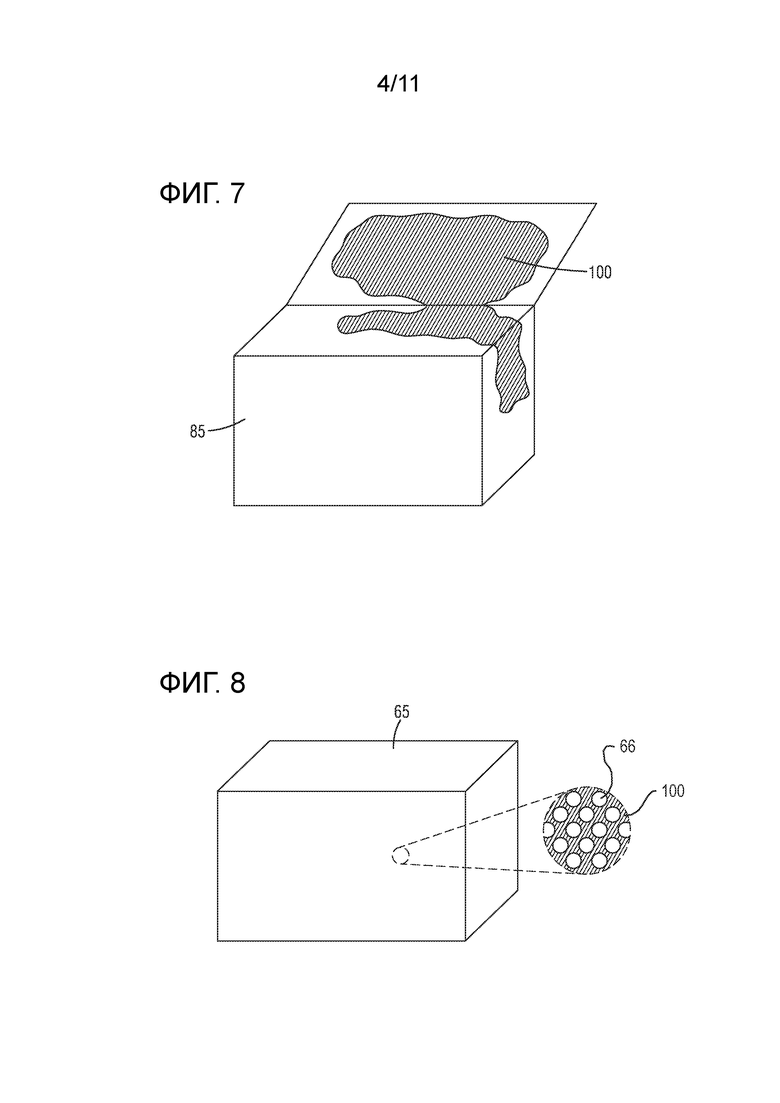
[0013] Фиг. 7 является видом в перспективе каркаса компонента во время инфильтрации депрессанта температуры плавления.
[0014] Фиг. 8 является видом в перспективе готового компонента близкой к конечной формы после инфильтрации.
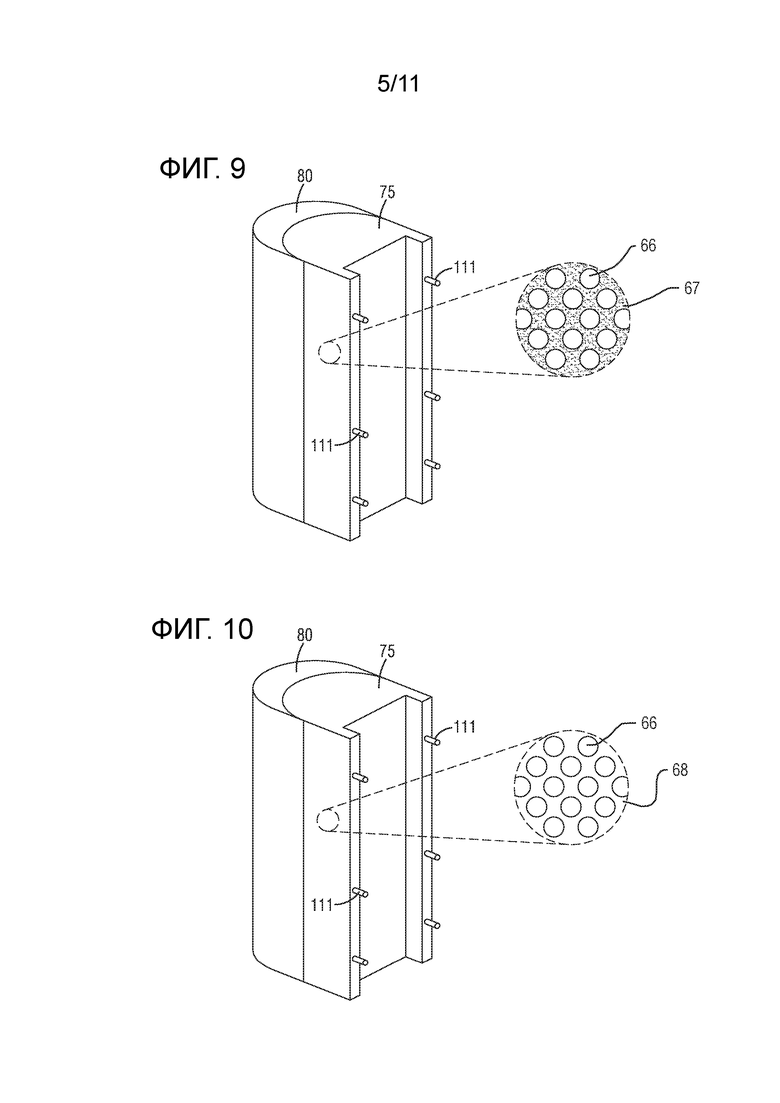
[0015] Фиг. 9 является видом в перспективе другого компонента, полученного трехмерной (3D) печатью с близкой к конечной формой.
[0016] Фиг. 10 является видом в перспективе каркаса компонента по фиг. 9 после удаления связующего и спекания.
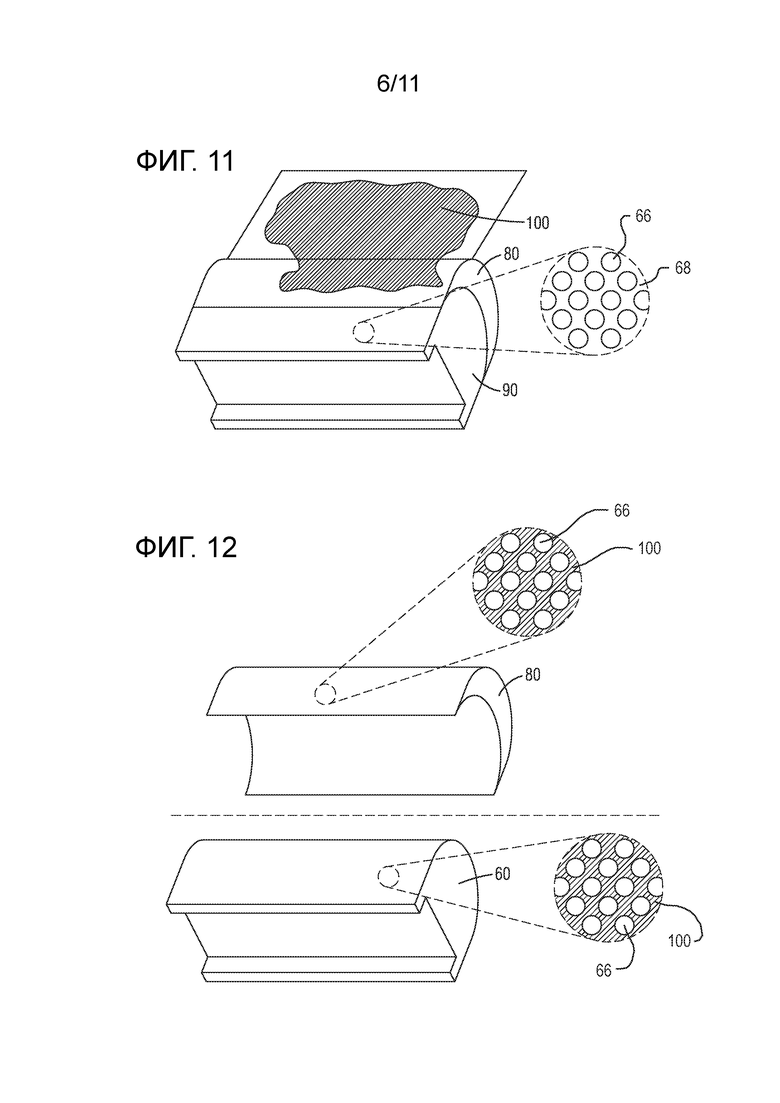
[0017] Фиг. 11 является видом в перспективе каркаса компонента по фиг. 9 во время инфильтрации депрессанта температуры плавления.
[0018] Фиг. 12 является видом в перспективе готового компонента близкой к конечной формы после инфильтрации и во время удаления ограничителя.
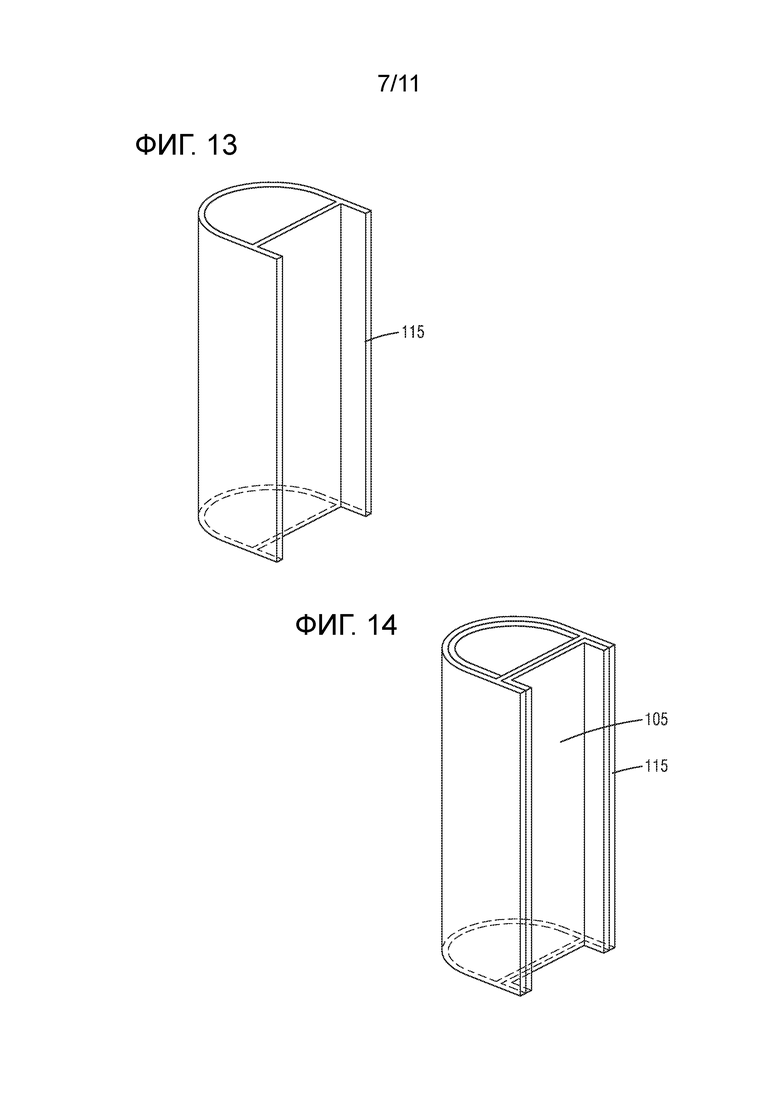
[0019] Фиг. 13 является видом в перспективе присоединяемой ПСЗ для использования в процессе ремонта входной кромки.
[0020] Фиг. 14 является видом в перспективе заменяющего компонента входной кромки, присоединенного к присоединяемой ПСЗ по фиг. 13.
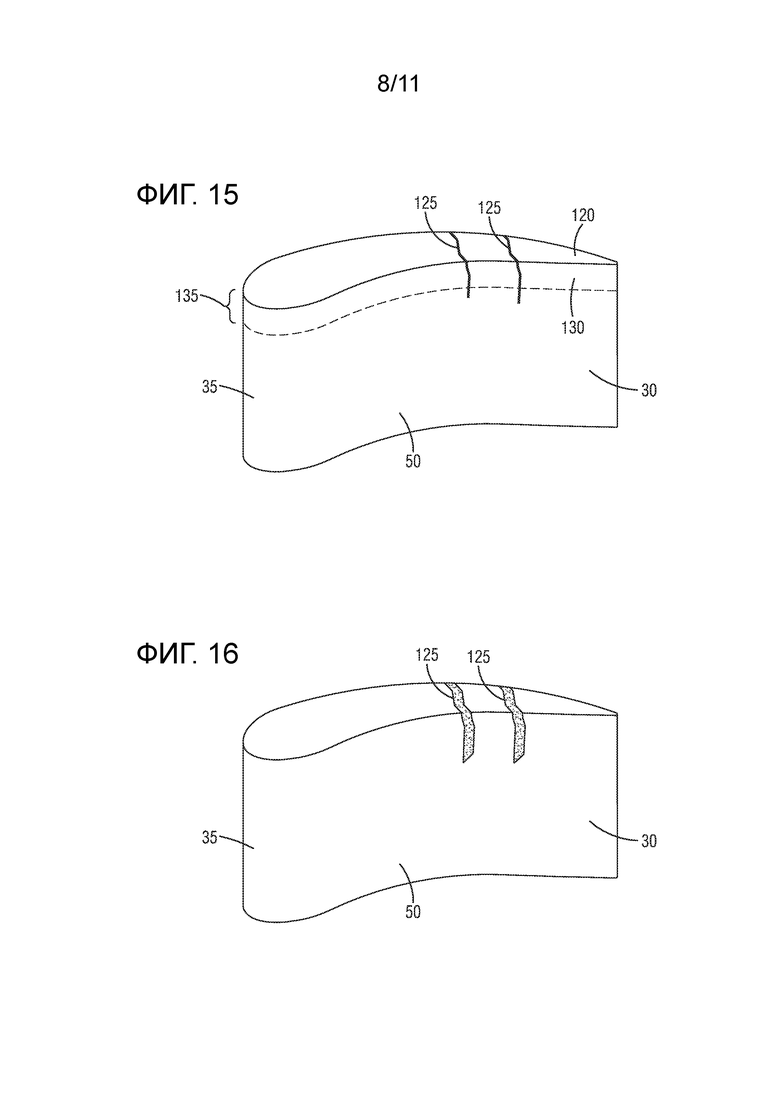
[0021] Фиг. 15 является видом в перспективе участка газотурбинной лопатки, имеющей функциональное повреждение в виде коррозии торца и растрескивания торца.
[0022] Фиг. 16 является видом в перспективе лопатки по фиг. 15 с удаленным поврежденным участком лопатки.
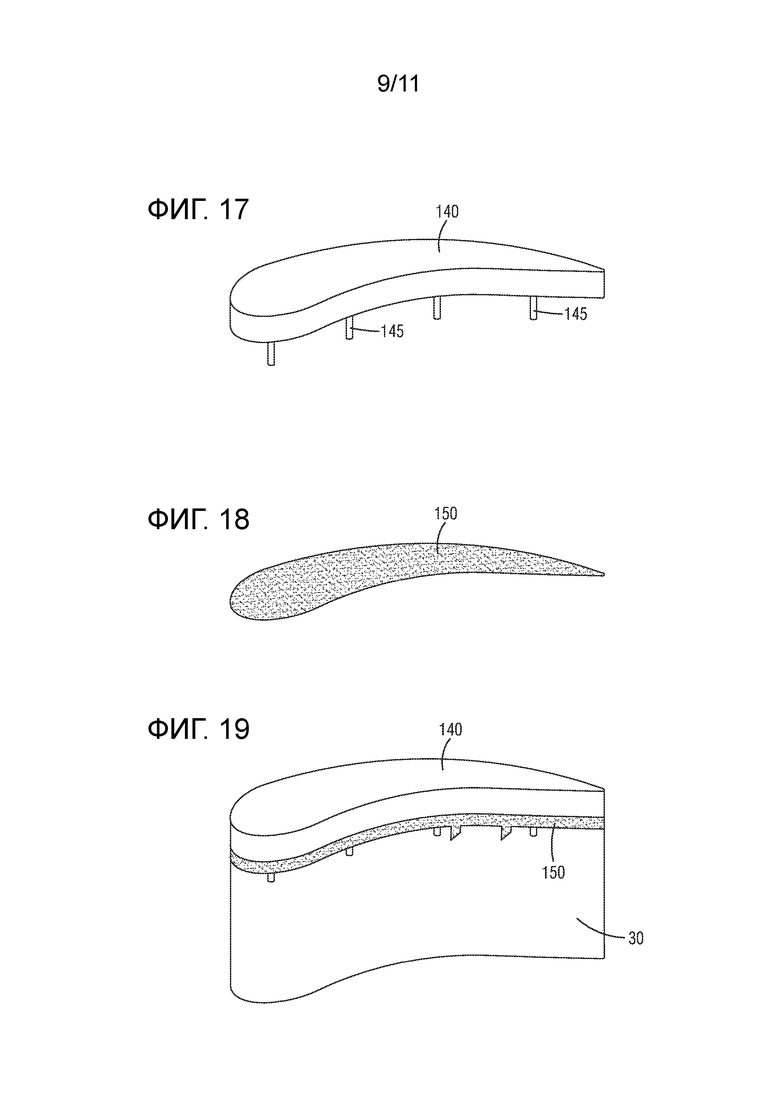
[0023] Фиг. 17 является видом в перспективе заменяющего торца для ремонта поврежденной лопатки по фиг. 16.
[0024] Фиг. 18 является видом в перспективе присоединяемой ПСЗ для использования в ремонте торца лопатки по фиг. 16.
[0025] Фиг. 19 является видом в перспективе поврежденной лопатки по фиг. 16, присоединяемой ПСЗ по фиг. 18 и заменяющего торца по фиг. 17.
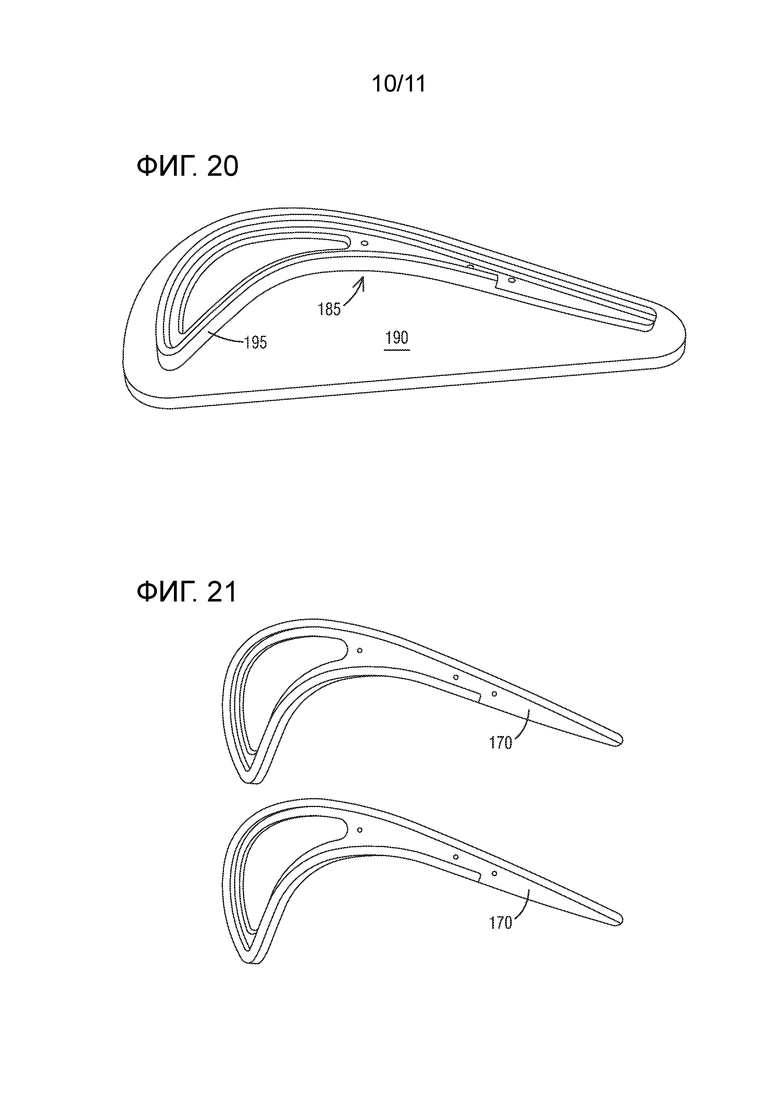
[0026] Фиг. 20 является видом в перспективе заменяющего торца в "неспеченной заготовке" в ходе процесса изготовления.
[0027] Фиг. 21 является видом в перспективе заменяющего торца по фиг. 20 после спекания и удаления из технологического опорного элемента.
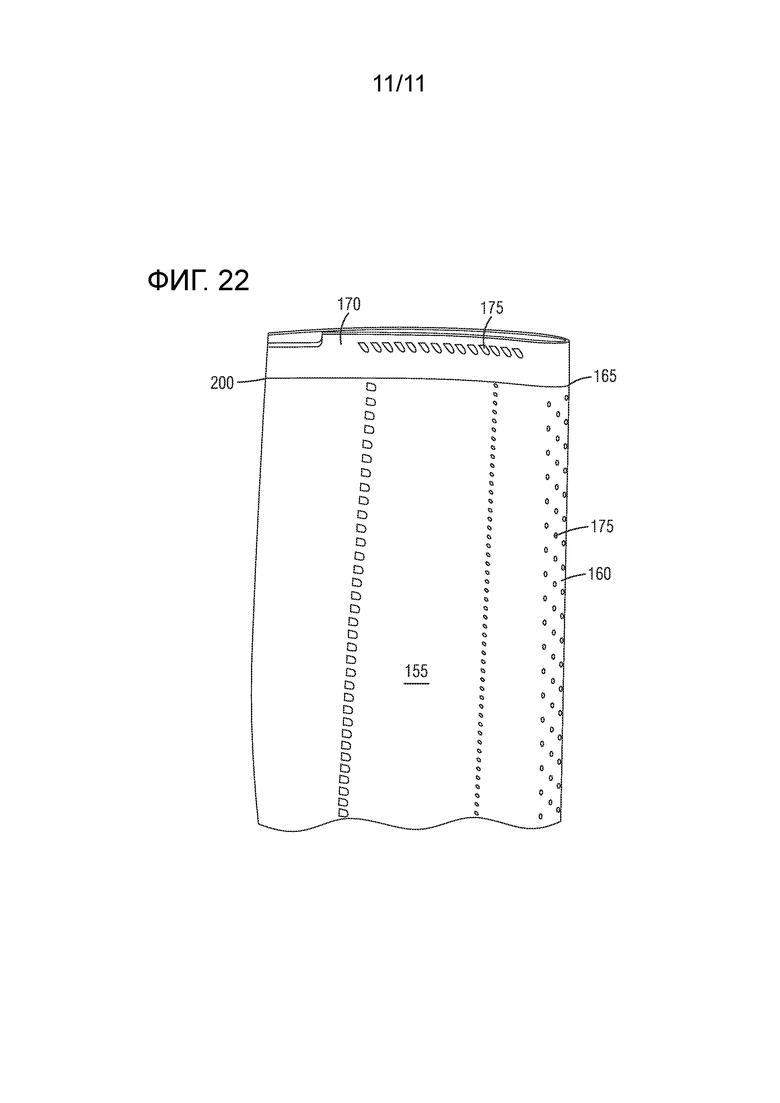
[0028] Фиг. 22 является видом в перспективе заменяющего торца по фиг. 21, установленного на лопатку по фиг. 16.
[0029] До того, как будут подробно разъяснены какие-либо варианты осуществления изобретения, следует понимать, что изобретение не ограничено в своем применении подробностями конструкции и компоновки компонентов, изложенными в нижеприведенном описании или проиллюстрированными на прилагаемых чертежах. Изобретение допускает другие варианты осуществления и может применяться на практике или осуществляться различными способами. Кроме того, следует понимать, что используемые в данном документе формулировки и терминология служат только для цели описания и не должны рассматриваться как ограничивающие.
Подробное описание
[0030] Ниже описываются различные технологии, которые относятся к системам и способам, со ссылкой на чертежи, на которых аналогичные ссылочные номера представляют аналогичные элементы во всем описании. Чертежи, обсуждаемые ниже, и различные варианты осуществления, используемые для того, чтобы описать принципы настоящего раскрытия в данном патентном документе, предоставлены только в качестве иллюстрации и никоим образом не должны рассматриваться как ограничивающие объем раскрытия. Специалисты в данной области техники должны понимать, что принципы настоящего раскрытия могут быть реализованы в любом подходящим образом выполненном оборудовании. Следует понимать, что функциональность, которая описывается как выполняемая определенными элементами системы, может выполняться несколькими элементами. Аналогично, например, элемент может быть выполнен с возможностью осуществлять функциональность, которая описывается как выполняемая несколькими элементами. В дальнейшем многочисленные инновационные идей настоящей заявки будут описаны со ссылкой на примерные неограничивающие варианты осуществления.
[0031] Кроме того, следует понимать, что используемые здесь слова или выражения должны истолковываться в широком смысле, если только они явно не ограничены в некоторых примерах. Например, термины "включающий", "имеющий" и "содержащий", а также их производные означают включение без ограничения. Формы единственного числа подразумеваются также включающими в себя формы множественного числа, если контекст явно не указывает иное. Дополнительно, термин "и/или" при использовании в данном документе означает и охватывает все без исключения возможные комбинации одного или более связанных с ним перечисленных элементов. Термин "или" является включительным, означая «и/или», если контекст явно не указывает иное. Выражения "связанный с" и "связанный с ним", а также их производные могут означать включать в себя, включаться в, взаимно соединяться с, содержать, содержаться в, подключаться к или с, сопрягаться с, сообщаться с, взаимодействовать с, перемежать, помещаться рядом, находиться поблизости от, быть (под)соединенным с или к, иметь, иметь свойство чего-либо или т.п. Кроме того, хотя могут описываться множественные варианты осуществления или конструкции, любые признаки, способы, этапы, компоненты и т.д., описанные относительно одного варианта осуществления, являются в равной степени применимыми к другим вариантам осуществления, при отсутствии конкретного утверждения об обратном.
[0032] Кроме того, хотя термины "первый", "второй", "третий" и т.д. могут использоваться здесь для того, чтобы обозначать различные элементы, сведения, функции или действия, эти элементы, сведения, функции или действия не должны быть ограничены этими терминами. Вместо этого, данные числовые характеристики используются для того, чтобы отличать различные элементы, сведения, функции или действия друг от друга. Например, первые элемент, информация, функция или действие могут быть названы вторыми элементом, информацией, функцией или действием, и, аналогично, вторые элемент, информация, функция или действие могут быть названы первыми элементом, информацией, функцией или действием, без отступления от объема настоящего раскрытия.
[0033] Помимо этого, термин "смежный" может означать: то, что элемент находится относительно близко к, но не в контакте с другим элементом; либо то, что элемент находится в контакте с другим участком, если контекст явно не указывает иное. Далее, выражение "на основе" подразумевается означающим "по меньшей мере частично на основе", если в явной форме не указано иное. Термины "примерно" или "практически" либо аналогичные термины подразумеваются охватывающими отклонения значения, которые находится в пределах нормальных отраслевых технологических допусков для этого размера. Если отсутствуют доступные отраслевые стандарты, отклонение в 20 процентов должно попадать в пределы смыслового значения этих терминов, если не указано иное.
[0034] Фиг. 1 иллюстрирует газовую турбину или газотурбинный двигатель 10 внутреннего сгорания, который включает в себя секцию 15 компрессора, секцию 20 сгорания и секцию 25 турбины. В ходе работы атмосферный воздух вовлекается в секцию 15 компрессора и сжимается. Часть сжатого воздуха смешивается с топливом и сгорает в секции 20 сгорания с получением высокотемпературных продуктов сгорания. Продукты сгорания смешиваются с оставшимся сжатым воздухом, образуя выхлопные газы, которые затем проходят через секцию 25 турбины. Выхлопные газы расширяются в секции 25 турбины, создавая крутящий момент, который приводит в действие секцию 20 компрессора и любое присоединенное к двигателю 10 вспомогательное оборудование, такое как электрический генератор. Выхлопные газы входят в секцию 25 турбины при высокой температуре (1000 градусов по Фаренгейту, 538 градусов по Цельсию или больше), так что рабочие и направляющие лопатки 30 турбины подвергаются воздействию высоких температур и должны изготавливаться из материалов, подходящих для этих температур. Термины "рабочая лопатка" и "направляющая лопатка" должны считаться взаимозаменяемыми. Хотя, типично, термин "рабочая лопатка" относится к вращающимся аэродинамическим поверхностям, а "направляющая лопатка" – к неподвижным аэродинамическим поверхностям, изобретение не должно быть ограничено этими определениями, поскольку большинство ремонтов или процессов в равной степени применимы и к рабочим, и к направляющим лопаткам.
[0035] В одной конструкции направляющие лопатки 30 изготавливаются из суперсплава на основе никеля, к примеру, из сплава (CM) 247. Фиг. 2 иллюстрирует часть неподвижных направляющих лопаток 30 из секции 25 турбины двигателя 10 по фиг. 1. Каждая лопатка 30 включает в себя входную кромку 35, выходную кромку 40, спинку 45 и корыто 50. Смежные лопатки 30 взаимодействуют друг с другом, образуя между собой проточную часть. Выхлопные газы проходит через эти проточные части и направляются и ускоряются желательным образом для обеспечения эффективного расширения выхлопных газов и подачи крутящего момента на ротор 53, который, в свою очередь, приводит в действие вспомогательное оборудование.
[0036] В ходе работы лопатки 30 могут становиться поврежденными. Повреждение может быть вызвано ударными воздействиями посторонних объектов, работой при высокой температуре, усталостью, ползучестью, окислением и т.п. Одна зона, которая подвержена повреждению, представляет собой входную кромку 35 лопатки 30. Фиг. 2 иллюстрирует одну из лопаток 30 с удаленным участком 55 входной кромки 35. Желательный ремонт должен включать в себя замену удаленного участка 55 материалом, который плотно совпадает с основным материалом. Однако суперсплавы (жаропрочные сплавы) на основе никеля, такие как используемые для изготовления лопаток 30, не пригодны к сварке или типичным процессам ремонта при аддитивном производстве.
[0037] Фиг. 3 и 4 иллюстрируют один возможный ремонт входной кромки 35 лопатки 30, проиллюстрированной на фиг. 2. Фиг. 3 иллюстрирует вставную деталь в виде вставки 60 на входной кромке, а фиг. 4 иллюстрирует позиционирование вставки 60 на входной кромке в предназначенной для присоединения лопатке 30. Вставка 60 включает в себя значительную часть из совпадающего основного материала и типично присоединяется с использованием процесса высокотемпературной пайки.
[0038] Фиг. 5-12 иллюстрируют процесс изготовления вставной детали 60, проиллюстрированной на фиг. 3, либо любого другого желательного ремонтного компонента. Фиг. 5-8 иллюстрируют этот процесс для общего кубовидного объекта 65, в то время как фиг. 9-12 иллюстрируют аналогичный процесс для вставки 60 на входной кромке, проиллюстрированной на фиг. 3.
[0039] Процесс начинается смешиванием никелевого порошка 66 с высоким содержанием гамма-штрих фазы (основного материала) со связующим 67 и трехмерной печатью либо иным аддитивным производством неспеченной заготовки желательного компонента 70, 75 до близкой к конечной формы. После этого неспеченной заготовке компонента 70, 75 дают высохнуть. Фиг. 5 и 9 иллюстрируют этот этап. В ходе процесса печати или аддитивного производства основной материал не расплавляется. Употребляемый здесь термин "близкая к конечной форма" означает то, что компонент попадает в пределы желательных технологических параметров и допусков для данного компонента на конкретном этапе в процессе изготовления без дополнительной механической обработки. Тем не менее, некоторое шлифование или полировка поверхности может потребоваться для того, чтобы достигать желательной отделки или текстуры поверхности у конечного компонента. Помимо этого, на компонент могут быть нанесены дополнительные слои или покрытия с тем, чтобы завершать компонент для применения. Кроме того, как проиллюстрировано на фиг. 9-12, неспеченная заготовка компонента 75 может включать в себя такие признаки, как ограничители 80, или опорные конструкции, которые используются в ходе процесса изготовления и затем удаляются. Неспеченная заготовка компонента 75, включающая в себя такие признаки, как означенные, будет считаться имеющей близкую к конечной форму, поскольку дополнительная механическая обработка или иная обработка не требуется перед выполнением дополнительных этапов изготовления, а требуется только удаление нежелательных признаков (ограничителя 80).
[0040] Следующий этап заключается в размещении неспеченной заготовки компонента 70, 75 в печи или другом нагревательном устройстве. Неспеченную заготовку компонента 70, 75 нагревают, чтобы выжечь или удалить связующее 67. Оставшийся материал образует каркас 85, 90, состоящий из основного материала 66 и зазоров или пустых зон 68, ранее занимаемых связующим веществом 67. На фиг. 6 каркас 85 имеет кубовидную форму. На фиг. 10 каркас 90 образует промежуточный компонент, который в итоге станет вставкой 60 на входной кромке, и дополнительно включает в себя ограничитель 80. В предпочтительных вариантах выполнения этап нагрева или спекания не расплавляет основной материал 66 и оставляет по меньшей мере восемьдесят процентов объема каркаса 85, 90 из основного материала 66, тем самым оставляя не более двадцати процентов каркаса 85, 90 в виде пустого пространства 68. Это называется здесь двадцатипроцентной или меньшей пористостью. Количество используемого связующего 67 и температуру спекания выбирают для достижения менее чем двадцатипроцентной пористости, а предпочтительно – от пятипроцентной до двадцатипроцентной пористости.
[0041] Как проиллюстрировано на фиг. 7 и 11, каркас 85, 90 и ограничитель 80 пропитывают (инфильтруют) материалом с низкой температурой плавления, или депрессантом 100 температуры плавления (иногда называемым "припоем"). Предпочтительные составы депрессанта 100 температуры плавления включают по меньшей мере один из титана (Ti), циркония (Zr) и гафния (Hf), при этом остальное составляют хром (Cr) и никель (Ni). Использование бора (B), кремния (Si) или фосфора (P) отчасти или полностью в качестве депрессанта 100 температуры плавления исключается, чтобы предотвратить отрицательные эффекты, которые эти материалы оказывают на свойства материала готового компонента 60, 65.
[0042] Чтобы получить желательную пропитку, депрессант 100 температуры плавления расплавляют таким образом, который гарантирует то, что жидкий депрессант 100 температуры плавления находится в контакте с каркасом 85, 90. Капиллярное действие, создаваемое пористостью в каркасе 85, 90, затягивает жидкий депрессант 100 температуры плавления в поры 68 каркаса 85, 90 и может приводить к готовому компоненту 60, 65, который на девяносто девять процентов заполнен материалом (т.е. однопроцентной пористости).
[0043] Конкретный состав депрессанта 100 температуры плавления выбирается по меньшей мере отчасти на основе количества титана, входящего в состав основного материала. Например, в конструкциях, которые включают 3,5 процента или более титана по массе в основном материале, желательный депрессант 100 температуры плавления включает по меньшей мере один из Hf и Zr, а остальное – Ni и Cr. В конструкциях с 1,0 процента или менее Ti в основном материале предпочтительный состав включает Ti, а остальное – Ni и Cr. Когда количество Ti в основном материале составляет между 1,0 процента и 3,5 процента, желательный состав включает по меньшей мере один из Zr и Ti, а остальное – Ni и Cr. Количество Ti, Zr или Hf выбирают таким образом, что готовый компонент на основе никеля имеет менее чем 6,0 процента Ti (причем другие конструкции – ниже 5,0 процента, а еще другие – ниже 4,0 процента).
[0044] После того как пропитка завершена, любые признаки, добавленные по требованиям производства, такие как ограничитель 80 или опорная конструкция, проиллюстрированные на фиг. 9-12, удаляют для того, чтобы завершить компонент 60, 65. Теперь могут выполняться любые дополнительные шлифование, полирование или добавления слоев перед установкой компонента 60, 65, как проиллюстрировано на фиг. 4. В предпочтительных конструкциях, после пропитки, компонент 60, 65 имеет менее чем однопроцентную пористость.
[0045] Описанный здесь процесс не расплавляет порошок 66 основного материала. Вместо этого, порошок 66 смешивают со связующим 67, подвергают трехмерной печати с использованием лазерного источника или другого источника энергии и сушат. Выжигают связующее 67 при низкой температуре (например, <500°C). Оставшийся основной материал 66 нагревают до температуры спекания, которая гарантирует то, что в спеченном материале остается максимум двадцатипроцентная пористость.
[0046] Для сплавов на основе никеля количество используемого титана предпочтительно ограничено примерно шестью процентами (т.е. между четырьмя и восемью процентами), чтобы уменьшать вероятность сниженных механических свойств. Вследствие этого ограничения уровень пористости в каркасе 85, 90 определяется, по меньшей мере отчасти, количеством титана в основном материале и в припое 100 (иногда называемом депрессантом температуры плавления), причем целью являются примерно шесть процентов титана в готовом компоненте 60, 65. Например, в одной конструкции, основной материал или каркас 85, 90 может не включать титан. Если используется припой, который содержит 22% титана, то полная пористость каркаса 85, 90 должна быть ограничена примерно 30%, что приводит к готовому компоненту 60, 65 с примерно 6,6% титана.
[0047] В другом примере каркас 85, 90 включает 1% титана. В этом случае, при использовании идентичного припоя с 22% титана, каркас 85, 90 должен быть ограничен менее чем 20%-ной вязкостью, чтобы добиться готового компонента 60, 65, имеющего примерно 5,2% титана.
[0048] В еще одном другом примере каркас 85, 90 включает 2% титана. В этом случае, при использовании идентичного припоя с 22% титана, каркас 85, 90 должен быть ограничен менее чем 15%-ной вязкостью, чтобы добиться готового компонента 60, 65, имеющего примерно 6,0% титана.
[0049] Как пояснено, газотурбинные компоненты на никелевой основе, в частности, компоненты из сплава (CM) 247, трудно ремонтировать или наращивать любым способом, который подразумевает плавление компонента, поскольку температура плавления границ зерен (начала плавления) является низкой относительно температуры сварки, так что сварочный ремонт зачастую вызывает трещины в ходе процесса ремонта.
[0050] Как пояснено в отношении фиг. 2-12, одна альтернатива сварочному ремонту заключается в том, чтобы сначала построить заменяющий компонент 60, 65 (предварительно спеченную заготовку (ПСЗ)) для поврежденной секции лопатки 30 и затем присоединить этот новый заменяющий компонент 60, 65 к ремонтируемому компоненту (например, лопатке 30) с использованием процесса, который гарантирует максимальную температуру, остающуюся ниже температуры плавления границ зерен. Чтобы дополнительно улучшить этот ремонт, можно заменять поврежденную часть ремонтируемого компонента заменяющим компонентом 60, 65, который включает в себя функциональный материал, который обеспечивает более высокую стойкость к окислению, чем основной материал ремонтируемого компонента (например, лопатки 30).
[0051] Поврежденный участок 55 удаляют и заменяют плотно прилегающим заменяющим компонентом 105, изготовленным с использованием аддитивно произведенного (AM) материала или предварительно спеченной заготовки (ПСЗ), который(ая) обеспечивает аналогичные или лучшие свойства окисления и разрушения. Когда заменяющий компонент 105 представляет собой замену для входной кромки 35, как проиллюстрировано на фиг. 2-4 и 9-12, аддитивно произведенные заменяющие компоненты 105 могут включать столбчатые зерна со значительным сопротивлением разрушению.
[0052] Чтобы выполнять ремонт входной кромки 35 материалом с высокой стойкостью к окислению, сначала удаляют поврежденный участок 55 входной кромки 35 лопатки 30. Удаленный поврежденный участок 55 измеряют, чтобы определять размер и конфигурацию заменяющего компонента 105, который будет устанавливаться. Затем заменяющий компонент 105 изготавливают с использованием процесса аддитивного производства или в виде ПСЗ, такой как ПСЗ, выполненная с использованием процесса, описанного в отношении фиг. 2-12. Чтобы повысить стойкость к окислению заменяющего компонента 105, используемый для его изготовления материал при использовании процесса аддитивного производства включает вплоть до восьми процентов (8%) алюминия. Помимо этого, в качестве части заменяющего компонента 105 могут быть выполнены крепежные конструкции 110, такие как штифты, выступы, выемки, отверстия и т.д., чтобы повысить или создать взаимное зацепление между заменяющим компонентом 105 и лопаткой 30 либо другим ремонтируемым компонентом.
[0053] Когда заменяющий компонент 105 изготавливается в виде ПСЗ, предпочтительный материал включает вплоть до восьмидесяти процентов (80%) суперсплава (предпочтительно совпадающего с ремонтируемой лопаткой 30), вплоть до восьми процентов (8%) алюминия и вплоть до тридцати процентов (30%) припоя, включающего Ti, Zr и Hf, как описано выше. Аналогично аддитивно произведенному заменяющему компоненту 105, заменяющие компоненты-ПСЗ 105 могут включать в себя крепежные конструкции 110, такие как описанные выше. Фиг. 9 и 10 иллюстрируют крепежные конструкции 110 в форме совмещающих штифтов 111. Штифты 111 совмещаются с и входят в отверстия, сформированные в лопатке 30, к которой будет присоединяться заменяющий компонент 105. Хотя штифты 111 проиллюстрированы только на фиг. 9 и 10 для ясности, в предпочтительных конструкциях штифты 111 формировались бы в качестве части заменяющего компонента 105 и поэтому присутствовали бы на каждом этапе процесса изготовления. В других конструкциях штифты 111 представляют собой отдельные компоненты, которые присоединяются к заменяющему компоненту 105 в какой-то момент в ходе его изготовления. Присоединению можно было бы способствовать с использованием любого подходящего средства присоединения, включая, но не ограничиваясь ими, адгезивы, сварку, высокотемпературную пайку и т.д.
[0054] Материал, используемый для изготовления заменяющего компонента-ПСЗ 105, поддерживают при температуре на по меньшей мере 50 градусов по Цельсию выше температуры плавления припоя в течение более чем одного часа, чтобы позволить прореагировать большей части припоя с порошком основного материала. Это предотвращает повторное плавление во время операции высокотемпературной пайки, присоединяющей заменяющий компонент 105 к лопатке 30.
[0055] Присоединяемая ПСЗ 115, показанная на фиг. 13, образована из сочетания материалов, аналогичного описанному выше в отношении заменяющего компонента-ПСЗ 105, за исключением того, что она включает по меньшей мере тридцать процентов (30%) припоя, а не вплоть до тридцати процентов (30%) припоя. Присоединяемая ПСЗ 115 предпочтительно имеет толщину не более 250 микронов и получена при аналогичной температуре, как и описанный выше заменяющий компонент-ПСЗ 105, но поддерживалась при этой температуре в течение меньшего времени (менее чем 15 минут). Присоединяемая ПСЗ 115 в силу этого имеет достаточно непрореагировавшего припоя, чтобы иметь возможность присоединить заменяющий компонент 105, как проиллюстрировано на фиг. 14, независимо от того, как он изготовлен (ПСЗ или аддитивное производство), к ремонтируемой лопатке 30.
[0056] Заменяющий компонент 105 имеет достаточные механические свойства и стойкость к окислению вследствие его отрегулированного состава и состава припоя Ni-Cr-(Ti, Zr, Hf). Помимо этого, при использовании аддитивно произведенного заменяющего компонента 105, столбчатые зерна обеспечивают значительное сопротивление разрушению по отношению к основному материалу с равноосной зеренной структуры.
[0057] Как будет описано ниже, эти процессы и процедуры могут применяться к другим компонентам, таким как торец 120 направляющей лопатки 30 или рабочей лопатки.
[0058] Например, фиг. 15-19 иллюстрируют процесс, аналогичный вышеописанному процессу, но для ремонта торца 120 газотурбинной направляющей или рабочей лопатки 30 на основе никеля и, в частности, направляющей или рабочей лопатки 30, изготовленной из сплава 247 или аналогичного материала.
[0059] Фиг. 15 схематично иллюстрирует лопатку 30 с трещинами 125 в концевом сечении, которые простираются вниз в лопатку 30. Торец 120 лопатки также включает поврежденные окислением участки 130, которые могут быть общими после работы лопатки 30 турбины. Чтобы отремонтировать лопатку 30, сначала удаляют поврежденный участок торца 120. В примере по фиг. 15 удаление поврежденного участка 135 не приводит к полному удалению трещин 125, а к удалению поврежденных окислением участков 130. Желательно минимизировать величину удаляемого торца 120, так что в некоторых обстоятельствах участки с трещиной или трещинами 125 могут остаться после удаления. Со ссылкой на фиг. 16, любые трещины 125, которые остаются после удаления поврежденного участка 135, удаляют с использованием процесса механической обработки, шлифования или других подходящих процессов удаления материалов.
[0060] Плотно прилегающий заменяющий торец 140 формируют, чтобы заполнить пространство, созданное удалением поврежденного участка 135. Заменяющий торец 140 также может заполнять любые пространства, созданные во время удаления любых трещин 125. Альтернативно, пространство, открытое во время удаления трещин 125, может быть заполнено порошкообразным припоем в ходе процесса присоединения заменяющего торца 140. Заменяющий торец 140 может быть сформирован с использованием процесса аддитивного производства (AM) или может быть сформирован из предварительно спеченной заготовки (ПСЗ), которая обеспечивает аналогичные или лучшие свойства окисления и разрушения, чем удаленный участок 135.
[0061] Заменяющий торец 140, при изготовлении с использованием процесса AM, предпочтительно состоит из материала, аналогичного основному материалу лопатки 30, с добавлением вплоть до восьми процентов (8%) алюминия, чтобы обеспечить превосходную стойкость к окислению. Помимо этого, могут использоваться крепежные конструкции 110, такие как штифты 145, проиллюстрированные на фиг. 17, для того, чтобы улучшить механическое соединение между заменяющим торцом 140 и остальной частью ремонтируемой лопатки 30. Конечно, в качестве крепежных конструкций 110 могут использоваться и другие признаки, такие как выступы, отверстия, бобышки и т.д. Штифты 145 по фиг. 17 вставляются в соответствующие отверстия, выполненные или иным образом существующие в оставшейся части ремонтируемой лопатки 30.
[0062] В конструкциях, в которых вместо полученного методом AM заменяющего торца 140 используется ПСЗ, материал предпочтительно выполнен из вплоть до восьмидесяти процентов (80%) суперсплава (совпадающего с основным материалом ремонтируемой лопатки 30), вплоть до восьми процентов (8%) алюминия и вплоть до тридцати процентов (30%) припоя, включающего Ti, Zr и Hf, как описано выше.
[0063] Материал, используемый для изготовления заменяющего торца-ПСЗ 140, поддерживают при температуре на по меньшей мере 50 градусов по Цельсию выше температуры плавления припоя в течение более чем одного часа, чтобы позволить прореагировать большей части припоя с порошком основного материала. Это предотвращает повторное плавление во время операции высокотемпературной пайки, присоединяющей заменяющий торец 140 к ремонтируемой лопатке 30.
[0064] Присоединяемая ПСЗ 150 торца, показанная на фиг. 18, образована из сочетания материалов, аналогичного описанному выше в отношении заменяющего торца-ПСЗ 140, за исключением того, что она включает по меньшей мере тридцать процентов (30%) припоя, а не вплоть до тридцати процентов (30%) припоя. Присоединяемая ПСЗ 150 торца предпочтительно имеет толщину не более 250 микронов и получена при аналогичной температуре, что и описанный выше заменяющий торец-ПСЗ 140, но поддерживалась при этой температуре в течение более короткого периода времени (менее чем 15 минут). Присоединяемая ПСЗ 150 торца в силу этого имеет достаточно непрореагировавшего припоя, чтобы иметь возможность присоединить заменяющий торец 140 к ремонтируемой лопатке 30, как проиллюстрировано на фиг. 19, независимо от того, как изготовлен заменяющий торец 140 (ПСЗ или аддитивное производство).
[0065] Заменяющий торец 140 имеет достаточные механические свойства и стойкость к окислению вследствие своего отрегулированного состава и состава припоя Ni-Cr-(Ti, Zr, Hf).
[0066] Как пояснено выше, газотурбинные компоненты работают в самых разнообразных локальных условиях, которые могут давать локализованное повреждение. Это может быть приписано различающимся состояниям компонентов (например, температурам, давлениям, свойствам текучей среды и т.д.) и состояниям двигателя.
[0067] Один пример локальных рабочих условий существует в турбинной лопатке 155 первого ряда, где локализованная поломка лопаток 155 может вызывать повреждение в нескольких зонах, включая входную кромку 160 лопатки 155 и торец 165 лопатки 155. Фиг. 22 иллюстрирует входную кромку 160 и торец 165 лопатки 155, а также иллюстрирует заменяющий торец 170, установленный для того, чтобы отремонтировать повреждение вследствие растрескивания и/или окисления на торце 165 лопатки.
[0068] Один тип повреждения возникает на входной кромке 160 лопатки 155 первой ступени, а также других лопаток, где керамическое покрытие пристает смежно с последовательностью охлаждающих отверстий 175. Если покрытие раскалывается, зачастую наблюдается пережег или потеря входной кромки. Другая зона, где может возникать повреждение, находится на торце 165 лопатки 155, где лопатка 155 может тереться о кольцевой сегмент бандажа или другой компонент, радиально наружный относительно лопатки 155. На торце 165 лопатки 155 может также возникать сильное окисление, и трещины или торцевые трещины могут образовываться и распространяться от охлаждающих отверстий 175 или от повреждения, вызванного другими факторами, такими как трение или окисление.
[0069] Как пояснено выше, ремонты торцов 165 рабочих или направляющих лопаток могут включать в себя удаление участка торца 165 лопатки, с последующей заменой заменяющим торцом 170. Аналогичные ремонты также могут проводиться для входных кромок 160 рабочих или направляющих лопаток.
[0070] Можно основываться на аддитивном производстве для того, чтобы изготавливать заменяющие компоненты или заменяющие торцы 170 с помощью процессов высокотемпературной пайки и специальных припоев, улучшающих работу ремонтированной рабочей или направляющей лопатки 155.
[0071] Один предпочтительный процесс аддитивного производства, хорошо подходящий для изготовления заменяющих компонентов или заменяющих торцов 170, включает в себя атомную диффузию. Фиг. 20-22 иллюстрируют процесс ремонта торца 165 лопатки с использованием атомной диффузии для формирования заменяющего торца 170. Как поймут специалисты в данной области техники, такой же процесс может быть применен для ремонта входной кромки 160 рабочей или направляющей лопатки 155, а также не обсуждавшихся здесь других компонентов.
[0072] Со ссылкой на фиг. 20, при атомной диффузии используются связующие вещества и металлический порошок для быстрого построения трехмерной формы. Металлический порошок обычно выбирается близко совпадающим с материалом (например, сплавом (CM) 247), используемым в ремонтируемом компоненте (т.е. в лопатке 155). Металлический порошок и полимерное связующее вещество смешивают и затем формуют до желательной формы, которая в конечном итоге приведет к получению заменяющего компонента или торца 170. Этот предварительный компонент 185 часто называют "неспеченной заготовкой". Такую "неспеченную заготовку" компонента 185 затем нагревают и спекают в операции высокотемпературного спекания, чтобы удалить связующее вещество и механически/металлургически связать частицы порошка. Температура спекания выбирается для полного удаления связующего вещества при обеспечении желательной механической/металлургической связи порошкового металла без полного расплавления металлических частиц порошка.
[0073] Один способ формирования неспеченной заготовки компонента 185 включает в себя метод трехмерной печати. Подготавливают исходное сырье в виде проволоки, включающее желательный порошковый металл и связующее. Пользователь способен скомбинировать химические составы материалов или подобрать химические составы желательным образом, чтобы достичь желательных свойств материала в готовом заменяющем торце 170 или готовой заменяющей детали. Помимо этого, различные составы могут использоваться в различные моменты времени в ходе формирования заменяющего торца 170, чтобы добиться различных свойств в различных местоположениях в заменяющем торце 170. Например, в одной конструкции, состав, предназначенный быть первым или пограничным слоем, включает в себя желательные основные материалы, а также припой, интегрированный в сырье в виде проволоки.
[0074] Чтобы изготовить заменяющий торец 170 или другой компонент, первый или пограничный слой осаждают на опорную конструкцию 190 либо формируют независимо от опорной конструкции 190. Первый слой в примере по фиг. 20 предназначен быть той поверхностью, которая сопрягается с или припаивается к ремонтируемому компоненту (т.е. к лопатке 155), присоединяя заменяющий торец 170 к ремонтируемой лопатке 155. Дополнительные слои могут формироваться поверх первого слоя с использованием идентичного материала, или же может использоваться другой материал, что может быть необходимо для конкретного заменяющего компонента.
[0075] Например, сырье может меняться на второй материал, который не включает припоя, а, вместо этого, более близко совпадает с основным материалом лопатки 155 или другого ремонтируемого компонента. Как пояснено выше, могут использоваться некоторые материалы, которые повышают эксплуатационных характеристики заменяющего торца 170 или другого компонента по сравнению с таковыми у основного материала. Также в этом процессе может использоваться любой из этих материалов. Например, можно использовать вплоть до 8% алюминия для того, чтобы повысить стойкость к окислению. Как отмечено выше, процесс спекания проектируется так, чтобы не расплавить порошковый материал. Поскольку этот процесс представляет собой процесс без плавления, отклонения по химическому составу не ожидается.
[0076] С дальнейшей ссылкой на фиг. 20, металлический порошок экструдируют со связующим (например, полимером), чтобы создать исходное сырье в виде проволоки, которое затем осаждают на опорную конструкцию 190. Между осажденным материалом и опорной конструкцией 190 может быть расположен керамический промежуточный слой 195, чтобы помогать в удалении готового заменяющего торца 170 с опорной конструкции 190. Этап промывки неспеченной заготовки удаляет полимерное связующее, а уплотнение выполняют посредством спекания. Типично, могут достигаться плотности более чем в девяносто шесть процентов, но это зависит от размера компонента и соответствующей толщины стенки, поскольку уплотнение достигается посредством твердотельной диффузии. Примеры заменяющих торцов 170, сформированных с использованием этого процесса после спекания и удаленных с опорной конструкции, проиллюстрированы на фиг. 21.
[0077] Этот способ не претерпевает изотропии послойных методов AM и, из-за его скорости получения неспеченной заготовки компонента 185 и очень низких отходов порошка, значительно сокращает затраты по сравнению с другими методами AM. Помимо этого, как отмечено выше, этот процесс аддитивного производства может использоваться для формирования компонентов, отличных от заменяющих торцов 170, включая сменные входные кромки или другие компоненты, и может включать дополнительные признаки, такие как крепежные конструкции 110.
[0078] Другая выгода при таком подходе заключается в том, что компоненты могут быть изготовлены из других стойких к высоким температурам (жаропрочных) материалов (например, дисперсионно упрочненных оксидами (ODS) или усовершенствованных монокристаллических (CMSX8/Rene N5/PWA1484)), которые имеют лучшие прочность, стойкость к окислению и адгезию покрытия.
[0079] В общих словах, фиг. 20-22 иллюстрируют заменяющий торец 170 во время различных состояний изготовления с использованием процесса атомной диффузии. После удаления поврежденного участка торца 165 ремонтируемой лопатки 155 заменяющий торец 170 может быть подобран по размеру для изготовления. Во многих случаях потребуется опорная конструкция 190, образующая несущее основание, на котором может формироваться заменяющий торец 170. Хотя это и не обязательно, в ситуациях, когда опорная конструкция 190 используется, сначала может быть нанесен керамический промежуточный слой 195, чтобы способствовать простому отделению готового заменяющего торца 170 от опорной конструкции 190.
[0080] Неспеченную заготовку компонента 185 затем печатают с использованием сырья соответствующего компонентного состава. Первый слой или первые несколько слоев могут использовать сырье, которое представляет собой частично основной материал, частично связующее и частично припой, который в итоге используется во время присоединения заменяющего торца 170 к лопатке 155. После того, как эти начальные слои отпечатаны, это сырье можно переключить на иное сырье, которое включает желательный химический состав основного металла (т.е. химический состав, близко совпадающий с лопаткой 155) и связующее, зачастую в виде полимера. Химический состав последующего сырья может иметь улучшенный химический компонентный состав, как пояснено выше, чтобы обеспечить превосходные свойства материала, такие как стойкость к окислению.
[0081] По завершению процесса трехмерной печати, неспеченную заготовку компонента 185 промывают и спекают, чтобы удалить связующее и механически или металлургически связать оставшиеся частицы в желательной форме. Спеченный заменяющий торец 170 снимают с опорной конструкции 190, как проиллюстрировано на фиг. 21.
[0082] Как проиллюстрировано на фиг. 22, заменяющий торец 170 размещают в нужном положении на лопатке 155 и формируют между ними паяное соединение 200. В ходе процесса высокотемпературной пайки припой в начальном слое или слоях заменяющего торца 170 способствует образованию паяного соединения и присоединению заменяющего торца 170.
[0083] Существующие материалы, используемые для предварительно спеченных заготовок (ПСЗ) и для высокотемпературных припоев для применения с материалами из суперсплавов на никелевой основе, которые работают в высокотемпературных окружающих средах (например, 1000 градусов по Фаренгейту, 538 градусов по Цельсию), типично выполнены на основе никеля (Ni) хрома (Cr).
[0084] Описанный здесь состав предпочтительно применяется к ПСЗ и/или припоям, которые не содержат бора. Чтобы увеличивать ресурс до разрушения при ползучести безборных ПСЗ и припоев, в большинство припойных сплавов на никелевой основе могут добавляться рений (Re) или рутений (Ru). Эти два элемента являются мощными усилителями сопротивления ползучести, которые добавляются в состав основного металла для продления ресурса до разрушения при ползучести. Они повышают сопротивление ползучести сплавов на никелевой основе на величину вплоть до десяти раз. Их высокая температура плавления и большой атомный диаметр приводят к низким скоростям атомной диффузии и позволяют материалам на основе Ni повышать свое сопротивление ползучести.
[0085] Рений (Re) и рутений (Ru) до настоящего времени не добавлялись в безборные припои, поскольку не была известна потребность в припоях с сопротивлением ползучести.
[0086] Чтобы добавить Re или Ru, материалы преобразуются в порошкообразную форму и затем смешиваются с порошковой смесью основного материала перед высокотемпературной пайкой. Re и Ru добавляют в порошковую смесь безборного припоя Ni-Cr-X/основного материала перед созданием ПСЗ. Предпочтительно, Re и Ru имеют наименьший размер частиц, возможный для порошка. Предпочтительно, чтобы диаметр частиц порошка Re и Ru составлял по меньшей мере 50% или меньше, чем основного металла и металлического порошка припоя, чтобы гарантировать равномерное смешивание и гомогенное распределение элементов после высокотемпературной пайки. Порошки Re и Ru не расплавляются в ходе процесса высокотемпературной пайки. Вместо этого они диффундируют в окружающий жидкий припой во время высокотемпературной пайки. Поскольку скорости диффузии в жидкости высоки, эти элементы равномерно разносятся в припое.
[0087] Re и Ru добавляют так, что они составляют 3-6 процентов от общего состава припоя или ПСЗ независимо от пропорции основного металла к порошку припоя в припое.
[0088] Например, при ремонте компонента, изготовленного из сплава 247, может использоваться ПСЗ, которая изготовлена из порошков, в которых 74-77 процентов совпадают с составом сплава 247, 20 процентов совпадают с желательным припоем (иногда называемым "депрессантом температуры плавления"), и 3-6 процентов составляют один или оба из Re или Ru.
[0089] Подходящие припои типично выполнены на никелевой основе и включают никель, хром и по меньшей мере один из титана, циркония и гафния. Некоторые специальные составы припоя включают в себя состав, который включает 6,5% Cr, 11% Zr, 7,5% Ti, а остальное Ni. Другой состав может включать 5,0% Cr, 10% Hf, 10% Zr, а остальное Ni. Еще один другой состав может включать 17% Cr, 22% Ti, а остальное Ni.
[0090] Каждый из трех компонентов – основной материал (74-77 процентов), припой (20 процентов) и Re или Ru (3-6 процентов) – превращают в порошкообразную форму и смешивают вместе для спекания. Во время любых этапов плавления (т.е. процессов высокотемпературной пайки) Re и Ru не расплавляются. Наоборот, в ходе процесса плавления они диспергируются по любым ваннам расплава.
[0091] Фиг. 3 иллюстрирует одну возможную ПСЗ-вставку 60, которую удалось изготовить с использованием вышеописанных материалов. ПСЗ-вставку 60 предварительно формуют и спекают включающими основной материал, припой и желательное количество Re или Ru. Фиг. 4 иллюстрирует ремонт лопатки 30 турбины с использованием ПСЗ-вставки 60, проиллюстрированной на фиг. 3. После того, как удален поврежденный участок лопатки 30, требуемую ПСЗ-вставку 60 подбирают по размеру и изготавливают так, как описано. ПСЗ-вставку 60 затем позиционируют в пустом пространстве 55 в лопатке 30 и припаивают на месте. В ходе процесса высокотемпературной пайки некоторая часть Re и Ru мигрирует в расплавленный припой. Re и Ru не будут расплавляться в ванне расплава, а вместо этого будут внедряться в припой во время затвердевания.
[0092] Хотя выше подробно описан примерный вариант осуществления настоящего раскрытия, специалисты в данной области техники поймут, что в раскрытый здесь вариант могут быть внесены различные изменения, подстановки, вариации и улучшения без отступления от сущности и объема раскрытия в его самом широком виде.
[0093] Никакой фрагмент описания в настоящей заявке не следует считать подразумевающим то, что какой-то конкретный элемент, этап, действие или функция представляет собой существенный элемент, который должен быть включен в объем формулы изобретения: объем патентуемого объекта изобретения определяется только приведенной в патенте формулой изобретения. Кроме того, ни один из пунктов формулы изобретения не подразумевает конструкцию пункта формулы изобретения "средство плюс функция", если именно после слов "средство для" не идет указание соответствующей функции.
Способ формирования компонента включает в себя смешивание порошкообразного основного материала и связующего с образованием смеси, формование смеси до желательной формы без плавления основного материала, удаление связующего из желательной формы с образованием каркаса, причем объем каркаса составляет основной материал на величину между 80 процентами и 95 процентами, и пропитывание каркаса материалом-депрессантом температуры плавления с образованием готового компонента, причем готовый компонент имеет менее чем однопроцентную пористость по объему. Достигается повышение качества ремонта. 2 н. и 13 з.п. ф-лы, 22 ил.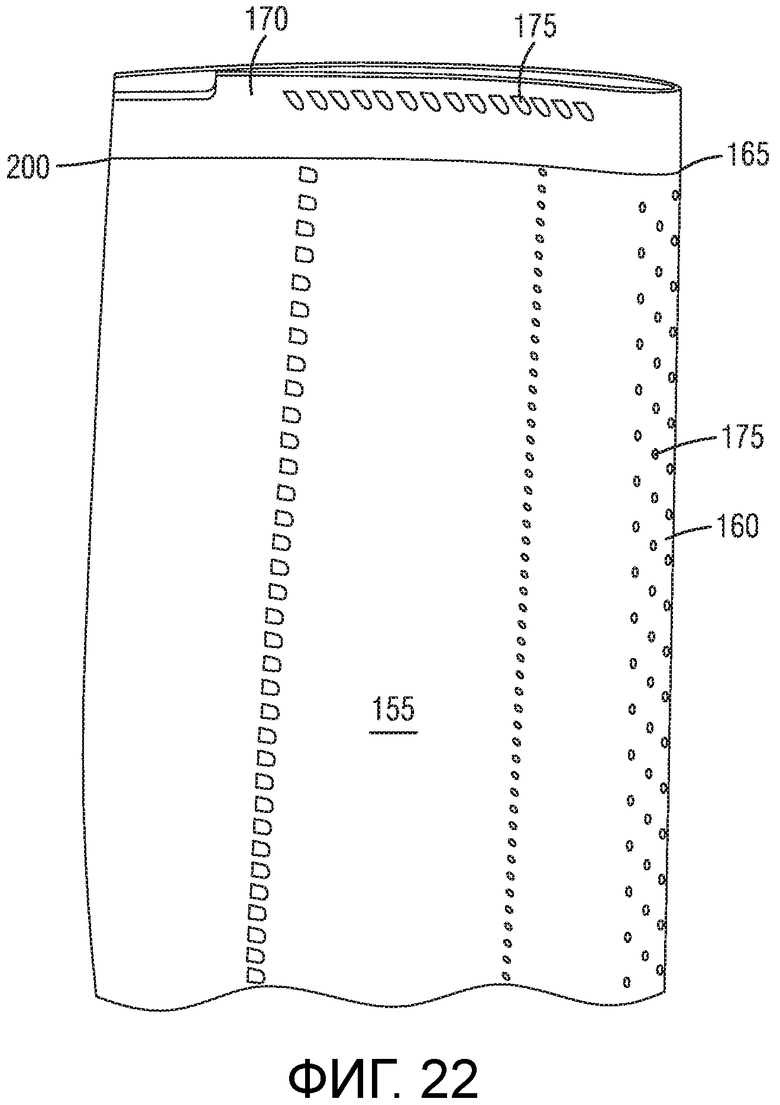
1. Способ формирования компонента, включающий:
смешивание порошкообразного основного материала и связующего с образованием смеси;
формование смеси до желательной формы без плавления основного материала;
удаление связующего из желательной формы с образованием каркаса, имеющего объем, содержащий между 80 процентами и 95 процентами основного материала; и
пропитывание каркаса материалом-депрессантом температуры плавления с образованием готового компонента, причем готовый компонент имеет пористость менее одного процента по объему.
2. Способ по п.1, в котором желательную форму нагревают для выгорания связующего без плавления основного материала.
3. Способ по п.1, в котором депрессант температуры плавления состоит по существу из Ni, Cr и по меньшей мере одного из Ti, Zr и Hf.
4. Способ по п.1, в котором депрессант температуры плавления состоит по существу из 6,5% Cr, 11% Zr, 7,5% Ti, а остальное Ni.
5. Способ по п.1, в котором депрессант температуры плавления состоит по существу из 5,0% Cr, 10% Hf, 10% Zr, а остальное Ni.
6. Способ по п.1, в котором депрессант температуры плавления состоит по существу из 17% Cr, 22% Ti, а остальное Ni.
7. Способ по п.1, в котором готовый компонент представляет собой участок входной кромки лопатки турбины.
8. Способ по п.1, в котором депрессант температуры плавления содержит количество Ti, выбранное так, что компонент содержит между 4% и 6% титана.
9. Способ по п.1, в котором желательную форму выбирают взамен поврежденного участка входной кромки лопатки турбины.
10. Способ по п.1, в котором желательную форму выбирают взамен поврежденного участка торца лопатки турбины.
11. Компонент, содержащий:
каркас, образованный из основного материала и определяющий конечную форму компонента, причем каркас имеет количество пор и пористость между 5 процентами и 20 процентами;
расположенный в каркасе материал-депрессант температуры плавления, заполняющий поры в каркасе с образованием готового компонента, имеющего пористость менее 1 процента по объему.
12. Компонент по п.11, в котором депрессант температуры плавления состоит по существу из Ni, Cr и по меньшей мере одного из Ti, Zr и Hf.
13. Компонент по п.11, в котором депрессант температуры плавления состоит по существу из 6,5% Cr, 11% Zr, 7,5% Ti, а остальное Ni.
14. Компонент по п.11, в котором депрессант температуры плавления состоит по существу из 5,0% Cr, 10% Hf, 10% Zr, а остальное Ni.
15. Компонент по п.11, в котором депрессант температуры плавления состоит по существу из 17% Cr, 22% Ti, а остальное Ni.
| US 8640942 B1, 04.02.2014 | |||
| US 2014093415 A1, 03.04.2014 | |||
| US 2017370222 A1, 28.12.2017 | |||
| US 6520401 B1, 18.02.2003 | |||
| Способ изготовления компонента турбинного двигателя | 2015 |
|
RU2703666C2 |
| СПОСОБ РЕМОНТА ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ИЗДЕЛИЙ ГТД | 2003 |
|
RU2240214C1 |

