ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее раскрытие относится к ремонту компонентов из суперсплава, и, в частности, к предварительно спеченным заготовкам и способам их использования, которые обеспечивают соединительный слой для компонента из суперсплава с улучшенной стойкость к окислению и меньшему изнашиванию материала по сравнению с известными конструкциями и способами.
УРОВЕНЬ ТЕХНИКИ
Газовые турбины хорошо известны в технике. В области газовых турбин существует непрерывное стремление к увеличению тепловой эффективности цикла газовой турбины. Одним из путей достижения этого является разработка значительно более термостойких материалов, или материалов, которые способны поддерживать свою конструктивную целостность в течение времени при высоких температурах. По этой причине, компоненты тракта горячего газа газотурбинных двигателей часто выполняют из материалов суперсплавов. Термин «суперсплав» используют в настоящем документе, поскольку его обычно используют в данной области техники для обозначения высокостойкого к коррозии и окислению сплава, который проявляет превосходную механическую прочность и стойкость к ползучести при высоких температурах, например, > 1000°C.
Несмотря на улучшение материалов, стремление к повышению рабочих температур газовой турбины еще выше для увеличения эффективности двигателя, привело к нанесению защитного покрытия на поверхность компонента. В некоторых случаях, это защитное покрытие содержит как стойкий к окислению металлический соединительный слой (например, сплав MCrAlY, как известно в области техники), так и теплоизолирующее тепловое барьерное покрытие (ТБП). В таком случае соединительный слой дополнительно улучшает сцепление ТБП с поверхностью компонента. В других случаях защитное покрытие лишь включает в себя соединительный слой, который может быть нанесен для обеспечения стойкого к окислению покрытия на компонент со степенью тепловой защиты. В любом случае современные технологии нанесения соединительного слоя характеризуются непрерывной потерей соединительного слоя в течение срока службы компонента и/или ограниченными толщинами. Например, было обнаружено, что тепловым образом распыленные соединительные слои могут только обеспечивать покрытия ограниченной толщины. С увеличением толщины покрытия при осаждении материала соединительного слоя, силы сжатия увеличиваются, что приводит к отделению или изнашиванию материала соединительного слоя.
Кроме того, при ремонте компонентов сервисного запуска, имеющих соединительный слой с повреждением нижележащей подложки, защитное покрытие, как правило, химически удаляют с покрытия. После этого, нижележащую подложку ремонтируют с использованием технологии пайки твердым припоем или сварки, как известно в области техники. Далее, защитное покрытие (соединительный слой или соединительный слой и ТБП) наносят на компонент. Совокупность всех этих этапов приводит к значительным затратам средств и времени, что часто приводит к удалению части, а не к покрытию затрат на ремонт. Соответственно, улучшенные технологии нанесения соединительного слоя необходимы для ремонта компонентов сервисного запуска, что снижает затраты средств и времени и приводит к улучшенной стойкости к окислению и пониженному изнашиванию материала.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение объясняют в следующем описании с учетом чертежей, которые показывают:
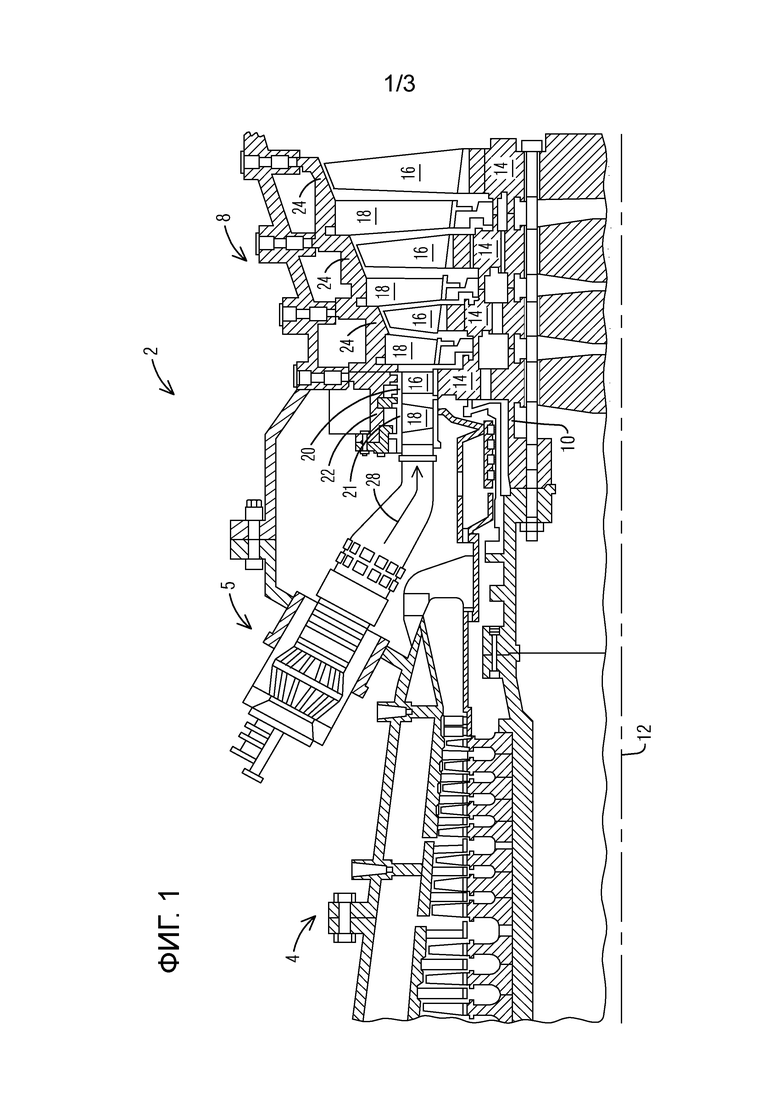
ФИГ. 1 иллюстрирует вариант выполнения газотурбинного двигателя, использующего компонент, подготовленный в соответствии с аспектом настоящего изобретения;
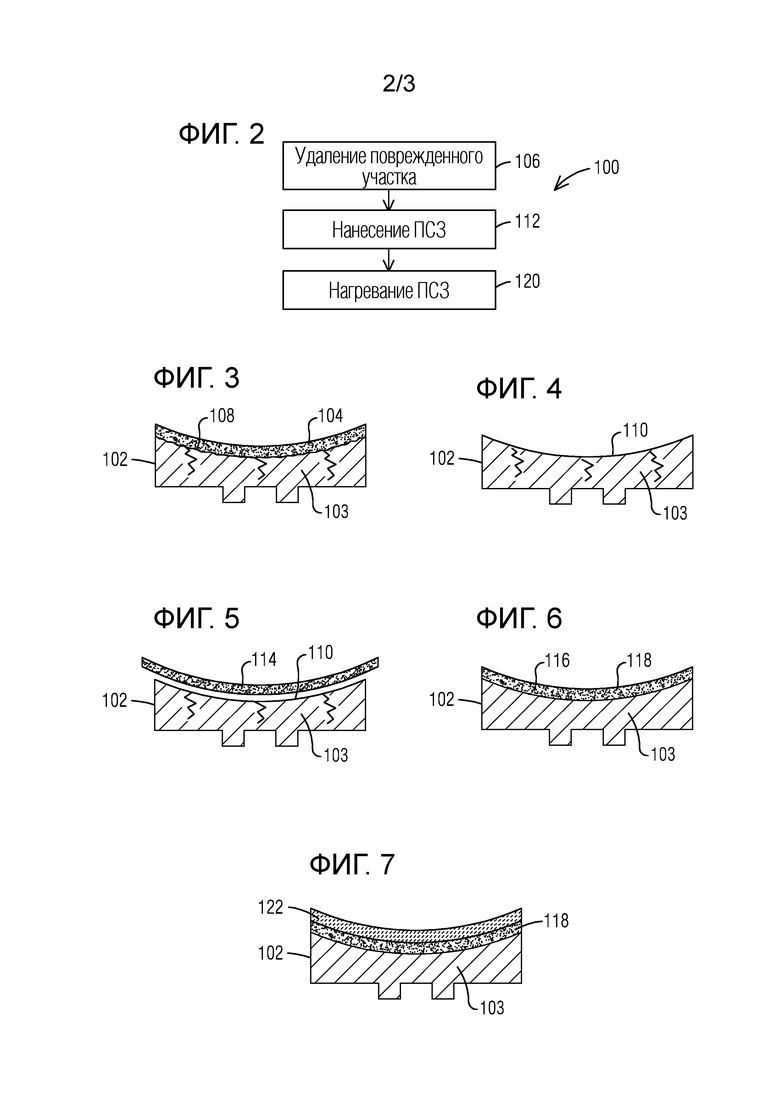
ФИГ. 2 представляет собой схематичное представление способа ремонта в соответствии с аспектом настоящего изобретения.
ФИГ. 3-4 иллюстрируют удаление существующего защитного покрытия в соответствии с аспектом настоящего изобретения.
ФИГ. 5-6 иллюстрируют нанесение ПСЗ (имеющего композицию, как описано в настоящем документе) на компонент для образования заменяющего защитного покрытия на компоненте в соответствии с аспектом настоящего изобретения.
ФИГ. 7 иллюстрирует нанесение теплового барьерного покрытия на отремонтированную поверхность в соответствии с аспектом настоящего изобретения.
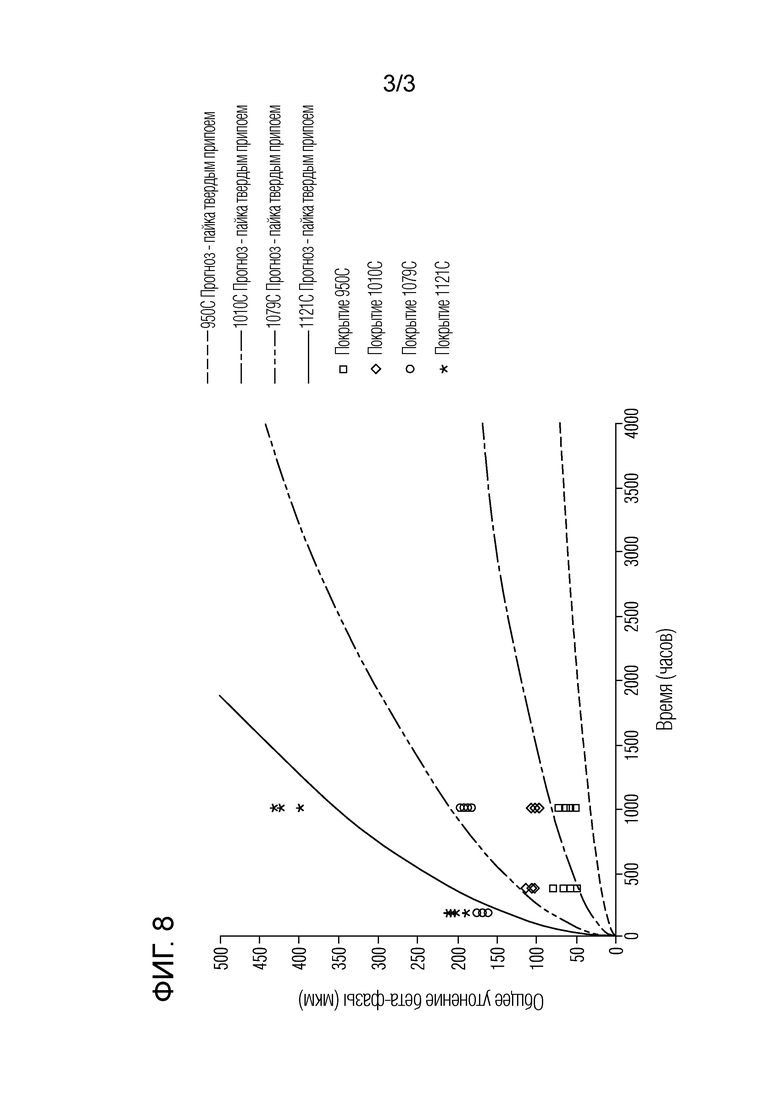
ФИГ. 8 представляет собой график, иллюстрирующий стойкость к окислению соединительного слоя, нанесенного ПСЗ, как описано в настоящем документе, по сравнению с традиционным тепловым образом распыленным соединительным слоем.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Авторы настоящего изобретения устранили недостатки в области техники путем разработки предварительно спеченных заготовок (ПСЗ) и способов их использования, которые обеспечивают ремонт базовой подложки турбинного компонента, одновременно добавляя соединительный слой на компонент. Кроме того, полученный соединительный слой был исследовано и демонстрирует превосходную тепловую стойкость и стойкость к окислению, улучшенное сцепление с нижележащим компонентом турбины, и пониженное изнашивание соединительного слоя в течение срока службы турбинного компонента по сравнению с известными технологиями нанесения, включающими в себя тепловое распыление, или подробное, материалов соединительного слоя. Дополнительно, с помощью предварительно спеченных заготовок и способов, описываемых в настоящем документе, соединительный слой может быть нанесен в виде более толстого слоя без риска отслаивания или изнашивания соединительного слоя. Более толстый слой предпочтительно обеспечивает дополнительную тепловую защиту нижележащему компоненту. Предварительно спеченные заготовки могут дополнительно быть пригодными для ремонта компонентов сервисного запуска газовой турбины, таких как кольцевые сегменты, лопатки, лопасти, или тому подобное.
В соответствии с одним аспектом настоящего изобретения, обеспечивают способ ремонта, содержащий этапы, на которых:
удаляют поврежденный участок компонента сервисного запуска турбины для выявления ремонтной поверхности;
наносят предварительно спеченную заготовку на ремонтную поверхность компонента турбины; и
нагревают предварительно спеченную заготовку и компонент турбины вместе для образования паяного твердым припоем узла, содержащего заменяющее защитное покрытие на ремонтной поверхности, при охлаждении заготовки и компонента турбины.
причем предварительно спеченную заготовку образуют из смеси первого порошка и второго порошка, причем первый порошок содержит, в мас.%:
Ni: 33,0-35,0;
Cr: 21,4-23,4;
Si: 8,6-9,2;
Al: 2,4-3,0;
W 1,2-1,6;
Ta 0,6-0,8;
B 0,45-0,65;
C 0,05-0,15;
Fe 0,15-0,45; и
Co остальное
и причем второй порошок содержит, в мас.%:
N 32;
C 21;
Al 8;
Y 0,5; и
Co остальное.
В соответствии с другим аспектом, обеспечивают предварительно спеченную заготовку, содержащую спеченную смесь первого порошка и второго порошка, причем первый порошок содержит, в мас.%:
Ni: 33,0-35,0;
Cr: 21,4-23,4;
Si: 8,6-9,2;
Al: 2,4-3,0;
W 1,2-1,6;
Ta 0,6-0,8;
B 0,45-0,65;
C 0,05-0,15;
Fe 0,15-0,45; и
Co остальное
и причем второй порошок содержит, в мас.%:
N 32;
C 21;
Al 8;
Y 0,5; и
Co остальное.
В соответствии с еще одним аспектом, обеспечивают композицию соединительного слоя, содержащую, в мас.%:
Ni: 33,0-35,0;
Cr: 21,4-23,4;
Si: 8,6-9,2;
Al: 2,4-3,0;
W 1,2-1,6;
Ta 0,6-0,8;
B 0,45-0,65;
C 0,05-0,15;
Fe 0,15-0,45; и
Co остальное.
ПОДРОБНОЕ ОПИСАНИЕ
Далее, ссылаясь на фигуры, Фиг. 1 иллюстрирует известный газотурбинный двигатель 2, имеющий секцию 4 компрессора, секцию 6 камеры сгорания и секцию 8 турбины. В секции 8 турбины, имеются чередующиеся ряды неподвижных аэродинамических профилей 18 (обычно называемых «лопастями») и вращающихся аэродинамических профилей 16 (обычно называемых «лопатками»). Каждый ряд лопаток 16 образован круговой группой аэродинамических профилей, соединенных с крепежным диском 14, расположенным на роторе 10, имеющем ось 12 ротора. Лопатки 16 продолжаются радиально наружу от ротора 10 и заканчиваются вершинами лопаток. Лопасти 18 продолжаются радиально внутрь от внутренней поверхности обойм 22, 24 лопастей, которые прикреплены к наружному корпусу 26 двигателя 2. Между рядами лопастей 18 к внутренней поверхности обоймы 22 лопастей прикреплено кольцевое уплотнение 20. Кольцевое уплотнение 20 представляет собой неподвижный компонент, который действует как направляющая тракта горячего газа между рядами лопастей 18 в местах положения вращающихся лопаток 16. Кольцевое уплотнение 20 обычно образовано множеством кольцевых сегментов 21, которые прикреплены либо непосредственно к обоймам 22, 24 лопастей, либо опосредованно, например, через прикрепление к металлическим изоляционным кольцам (не показаны), прикрепленным к обоймам 22, 24 лопастей. Во время работы двигателя, высокотемпературные/высокоскоростные газы 28 текут прежде всего аксиально в отношении оси 12 ротора через ряды лопастей 18 и лопаток 16 в секции 8 турбины.
Фиг. 2 иллюстрирует неограничивающие этапы способа 100 ремонта компонента сервисного запуска турбины 102, имеющего защитное покрытие 104. На первом этапе и как показано на Фиг. 3-4, способ 100 содержит этап 106 удаления поврежденного участка 108 компонента сервисного запуска турбины 102 (Фиг. 3) для выявления ремонтной поверхности 110 (Фиг. 4). Поврежденный участок 108 включает в себя по меньшей мере участок защитного покрытия, если не все защитное покрытие 104. В некоторых вариантах выполнения участок базовой подложки 103 компонента 102, включающий в себя дефекты (трещины или тому подобное), может также быть удален. В других вариантах выполнения базовую подложку 103 не удаляют, а любые дефекты заполняют расплавленным материалом ПСЗ, как описано ниже. Защитное покрытие 104 может содержать только соединительный слой или соединительный слой в совокупности с тепловым барьерным покрытием (ТБП). Альтернативно, защитное покрытие 104 может содержать любое другое подходящее стойкое к температуре и окислению покрытие. Компонент сервисного запуска турбины 102 может быть любым компонентом газотурбинного двигателя 2, описанного выше, таким как лопасть 18 или кольцевой сегмент 21. Удаление поврежденного участка 108 может быть выполнено любым подходящим способом, например, механической обработкой поверхности компонента 102.
Если используют механическую обработку, то механическая обработка может включать в себя любой механический (не химический) способ, известный в соответствующей области техники, удаления металлических и/или керамических материалов с металлической базовой подложки. Неограничивающие примеры способов механической обработки включают в себя способы шлифования, включающие в себя технологии шлифования CNC (числовое программное управление), а также известные способы механического смешивания обработанных поверхностей для удаления поднятых областей и/или сыпучих материалов. Технологии смешивания и очистки могут использоваться для обеспечения того, чтобы полученная механически обработанная поверхность имела равномерную форму (например, плоскую, дугообразную, выпуклую, вогнутую и т.д.) и была свободна от производственных загрязнений. Стороны негазового тракта механически обработанной поверхности (например, задняя сторона, окружные концы, передняя и задняя грани) могут возможно быть обработаны пескоструйной обработкой для обеспечения чистых вторичных поверхностей, с осторожностью, избегая пескоструйной обработки поверхности газового тракта.
Использование механической обработки (шлифования) вместо химических технологий для удаления изношенного или поврежденного защитного покрытия 104, избегает несоответствий и дефектов, которые часто сопровождают способы химического удаления, уже известные в соответствующей области техники. В отличие от химических технологий, механическая обработка может полностью удалять изношенное или поврежденное защитное покрытие 104 при уменьшении количества материала подложки, который удаляют с компонента 102. Этап механической обработки может предоставить механически обработанную поверхность, свободную от поверхностных несоответствий и дефектов, которые являются в общем неизбежными при использовании технологий химической очистки/наращивания сварного шва известного уровня техники.
В некоторых вариантах выполнения способ 100 может дополнительно содержать этап, на котором очищают механически обработанную (ремонтную) поверхность 110. Например, это может быть выполнено при помощи способа фторид-ионной очистки (FIC), как известно в данной области техники, для образования поверхности компонента, подходящей для последующей пайки твердым припоем. В некоторых вариантах выполнения способ FIC может включать в себя очистку газообразным фтористым водородом. Применение очистки FIC предпочтительно удаляет нежелательные оксиды и остаточные остатки покрытия (например, остатки диффузионного покрытия) с механически обработанной поверхности и внутри микроскопических и макроскопических трещин, присутствующих на ремонтной поверхности 110. В других вариантах выполнения очистка ремонтной поверхности 110 может быть выполнена при помощи вакуумной очистки, водородной очистки или совокупности вакуумной очистки, водородной очистки и/или фторид-ионной очистки, в зависимости от свойства материала металлической основы.
После подготовки ремонтной поверхности 110, снова ссылаясь к Фиг. 2, способ 100 дополнительно включает в себя этап 112, на котором наносят предварительно спеченную заготовку (ПСЗ) 114 на ремонтную поверхность 110 компонента турбины 102 (Фиг. 5), и этап 120, на котором нагревают ПСЗ 114 и компонент турбины 102 вместе для образования паяного узла 116, содержащего заменяющее защитное покрытие 118 на ремонтной поверхности 110 при охлаждении ПСЗ 114 и компонента турбины 102. Напомним, что защитное покрытие 118 содержит по меньшей мере соединительный слой. Напомним, что защитное покрытие 118 содержит по меньшей мере соединительный слой. В некоторых вариантах выполнения ПСЗ 114 временно прикрепляют к поверхности компонента 102 подходящим способом или структурой, например, точечной сваркой. Нагревание 120 может быть выполнено воздействием на ПСЗ 114 и компонент 102 температуры, равной или около заданной температуры. В варианте выполнения заданная температура содержит температуру растворения материала ПСЗ 114. В некоторых вариантах выполнения нагревание выполняют при температуре 2125° F ± 25° F (1163 C ± 3° C). Нагрев 120 может дополнительно быть выполнен изократически или c температурным градиентом. В варианте выполнения температуру удерживают равной или около желаемой температуры в течение количества времени для соответствующего плавления ПСЗ 114 и для обеспечения диффузии расплавленного материла в компонент 102 для заполнения любых дефектов в базовой подложке (если имеются). В варианте выполнения нагрев (пайку твердым припоем) выполняют в инертной атмосфере, например, в присутствии газообразного аргона или подобного.
Как будет объяснено ниже, композиция ПСЗ 114 такова, что ПСЗ 114 может как ремонтировать компонент 102 (подачей материала, совместимого с нижележащей подложкой для заполнения любых дефектов), так и обеспечивать заменяющее защитное покрытие 118, содержащее по меньшей мере соединительный слой для компонента 102. ПСЗ 114 может быть обеспечено или образовано любыми подходящими способами. В варианте выполнения ПСЗ 114 подготавливают смешиванием первого (соединительный слой) порошка со вторым (твердый припой) порошком во втором порошке в заданном количестве и соотношении. На полученную смесь порошков затем воздействуют способом тепловой обработки (спеканию) для спекания смеси порошков и образования ПСЗ 114. ПСЗ 114 может иметь заданную толщину и форму, которая взаимно дополняет форму ремонтной поверхности 110 для обеспечения контакта поверхности с поверхностью при совместном размещении. Заданной толщиной ПСЗ 114 можно управлять для получения защитного покрытия, имеющего требуемую толщину для адекватной защиты поверхности компонента 102. Как отмечалось, использование ПСЗ 114, как описано в настоящем документе, дополнительно позволяет добавлять более толстые защитные покрытия к компоненту 102 по сравнению с традиционными способами, например, нанесением защитных покрытий тепловым распылением. Как правило, форму ПСЗ 114 задают формой пресс-формы, в которой происходит спекание. Толщиной ПСЗ 114 управляют для получения заменяющего защитного покрытия 118, имеющего требуемую толщину для адекватной защиты поверхности компонента 102. В некоторых вариантах выполнения полученный ПСЗ 114 может дополнительно формоваться, например, разрезанием, для того, чтобы определять конечную форму и размер защитного покрытия 118 в результате этапа 120 нагревания.
При образовании ПСЗ 114, первый (соединительный слой) порошок содержит теплозащитный металлический сплав, способный связывать и защищать поверхность компонента 102 от термических условий. В аспекте настоящего изобретения, порошок соединительного слоя содержит, в мас.%:
Ni: 33,0-35,0;
Cr: 21,4-23,4;
Si: 8,6-9,2;
Al: 2,4-3,0;
W 1,2-1,6;
Ta 0,6-0,8;
B 0,45-0,65;
C 0,05-0,15;
Fe 0,15-0,45; и
Co остальное.
В конкретном варианте выполнения порошок соединительного слоя содержит, в мас.%:
Ni 34;
Cr 22,4;
Si 8,9;
Al 2,7;
W 1,4
Ta 0,7
B 0,55
C 0,12
Fe 0,3; и
Co остальное.
В некоторых вариантах выполнения порошок соединительного слоя дополнительно содержит от 0,01 до 0,3 мас.%, выбранный из группы, состоящей из Ti и Zr. В соответствии с аспектом, порошок соединительного слоя показал в ходе экспериментального исследования улучшенное сцепление, тепловую стойкость и стойкость к окислению, а также пониженное изнашивание материала по сравнению с известными материалами.
Второй (твердый припой) порошок содержит композицию, которая служит в качестве материала твердого припоя, способного к связыванию с поверхностью компонента, и который дает паяный узел 116, аналогичный по прочности материалу нижележащего компонента 102. Таким образом, ПСЗ 114 обеспечивает материал, который ремонтирует нижележащий компонент 102, а также обеспечивает превосходное соединительный слой (заменяющее защитное покрытие 118). В особом варианте выполнения, второй (твердый припой) порошок содержит твердый порошок твердого припоя, содержащий следующую композицию , в мас.%:
N 32;
C 21;
Al 8;
Y 0,5; и
Co остальное.
В настоящее время, материал с вышеприведенной композицией коммерчески доступен под торговым наименованием CO-210 от Praxair Surface Technologies.
Базовая подложка 103 компонента 102 содержит материал сплава, и, в частности, варианты выполнения материала суперсплава, такого как материал суперсплава на основе никеля или кобальта, что хорошо известно в данной области техники. Термин «суперсплав» можно понимать, как относящийся к высококорозионностойкому и стойкому к окислению сплаву, который демонстрирует превосходную механическую прочность и стойкость к ползучести даже при высоких температурах. Примерные материалы суперсплавов коммерчески доступны и их продают под торговыми марками и торговыми наименованиями: сплавы Hastelloy, Inconel (например, IN 738, IN 792, IN 939), сплавы Rene (например, Rene N5, Rene 41, Rene 80, Rene 108, Rene 142, Rene 220), сплавы Haynes, Mar M, CM 247, CM 247 LC, C263, 718, X-750, ECY 768, 262, X45, PWA 1483 и CMSX (например, CMSX-4) монокристаллические сплавы, GTD 111, GTD 222, MGA 1400, MGA 2400, PSM 116, CMSX-8, CMSX-10, PWA 1484, IN 713C, Mar-M-200, PWA 1480, IN 100, IN 700, Udimet 600, Udimet 500 и алюминид титана, например. Авторы настоящего изобретения обнаружили, что вышеприведенный второй (твердый припой) порошок особенно подходит для ремонта компонентов 102, образованных из суперсплавов, которые в настоящее время коммерчески продают под торговыми наименованиями Hastelloy X, Inconel (IN) 738 и Inconel (IN) 939. Соответственно, в варианте выполнения, базовая подложка 103 содержит одно из: Hastelloy X, материал IN 738 и материал IN 939.
При наличии, Hastelloy X, как правило, включает в себя следующую номинальную композицию в мас.%:
Баланс Ni
Cr 22
Fe 18
Mo 9
Co 1,5
W 0,6
C 0,1
Mn 1,0 max
Si 1,0 max
B 0,008 max
Nb 0,5 max
Al 0,5 max
Ti 0,15 max
баланс Ni
Кроме того, при наличии, IN 738, как правило, включает в себя следующую номинальную композицию в мас.%:
C 0,11-0,17
Co 8,50
Cr 16,0
Mo 1,75
W 2,60
Ta 1,75
Nb 0,90
Al 3,40
Ti 3,40
B 0,010
Fe 0,05 max
Mn 0,02 max
Si 0,30 max
S 0,015 max
баланс Ni
Дополнительно, при наличии, IN 039, как правило, включает в себя следующую номинальную композицию по массовой доле в процентах:
Cr 22,4
Co 19
Al 1,9
Ti 3,7
Ta 2,5
W 1,6
Zr 0,1
C 0,15
B 1
Первый (соединительный слой) порошок и второй (твердый припой) порошок могут обеспечиваться в любом подходящем соотношении относительно друг друга. В некоторых вариантах выполнения, первый (соединительный слой) порошок обеспечивают в соотношении 25-75 массовых долей в процентах от общей композиции порошка. В особом варианте выполнения первый (соединительный слой) порошок и второй (твердый припой) обеспечивают в соотношении 1:1 или 50:50 массовых долей в процентах. Таким образом, смесь порошков и полученный ПСЗ является легко воспроизводимым. Размер частиц порошка может быть любого подходящего размера и диапазона. В варианте выполнения, частицы порошка имеют диапазон от размера ячейки от около 10 (2000 микрон) до около 1250 (10 микрон). Используемый в настоящем документе термин «около» относится к количеству, которое составляет плюс или минус 2% от указанного значения. В некоторых вариантах выполнения размеры порошка первого и второго порошков варьируется от около -120 до +325 меш. Кроме того, при необходимости, смесь порошков может быть связана вместе в пасту при помощи жидкого связующего, в случае чего жидкое связующее варьируется от около 5% по объему до около 15% по объему смеси порошков.
В соответствии с аспектом настоящего изобретения, непосредственное нанесение ПСЗ 114 на ремонтную поверхность 110 для нанесения на нее смеси твердого припоя/соединительного слоя позволяет более точное размещение и связывание (при помощи, например, стойкой сварки прихваточными швами) ПСЗ 114 с ремонтной поверхностью 110. Кроме того, использование ПСЗ 114 также обеспечивает улучшенное управление толщиной полученного защитного покрытия 118 и, как упомянуто, например, позволяет наносить более толстые соединительные слои на поверхность 102 компонента по сравнению с тепловым распылением.
В некоторых вариантах выполнения, способ 100 может также содержать этап, на котором наносят пасту твердого припоя на поверхность компонента 102 для заполнения трещин и других неоднородностей, которые могут присутствовать на поверхности компонента 102. Паста твердого припоя может содержать, например, смесь порошков в форме пасты, связанную вместе при помощи жидкого связующего, как описано выше. Использование возможной пасты твердого припоя может быть полезным в некоторых вариантах выполнения, в которых предварительная обработка поверхности компонента приводит к трещинам, канавкам или другим неоднородностям, которые могут влиять на контакт и связывание ПСЗ 114 с поверхностью компонента 102.
На этапах, на которых наносят ПСЗ 114 и нагревают 120, один или более ПСЗ 114 может быть нанесен на поверхность компонента 102 так, что по меньшей мере один ПСЗ 114 покрывает желаемую ремонтную область на ремонтной поверхности 110. В некоторых вариантах выполнения множество ПСЗ 114 наслаивают друг на друга для получения более толстого защитного покрытия 118 или градуированного защитного покрытия 118, в котором композиция защитного покрытия 118 изменяется вдоль его толщины. В другом варианте выполнения первый ПСЗ 114, который точно покрывает поверхность компонента 112, наносят на поверхность компонента 112, а второй ПСЗ 114 наносят поверх первого ПСЗ 114, причем второй ПСЗ 114 имеет более толстую площадь поверхности, чем первый ПСЗ 114 и расположен так, чтобы нависать над каждым краем поверхности компонента 112. В еще одних вариантах выполнения одиночный ПСЗ 114 может располагаться на поверхности компонента 112, причем одиночный ПСЗ 114 может частично или полностью покрывать поверхность компонента 112, или может нависать над по меньшей мере одной границей (краем) поверхности компонента 112.
Следующий этап 120, на котором нагревают и образуют паяный узел 116, имеющий заменяющее защитное покрытие 118, в некоторых вариантах выполнения дополнительный теплостойкий материал, например, тепловое барьерное покрытие (ТБП) 122, может быть нанесено на заменяющее защитное покрытие 118, как показано на ФИГ. 7. ТБП 122 может быть нанесено любым подходящим способом, таким как способ теплового распыления, способ осаждения покрытия на основе густой суспензии, или способ осаждения из паровой фазы, как известно в данной области техники.
В варианте выполнения ТБП 122 наносят при помощи способа теплового распыления, например, способа плазменного распыления. ТБП 122 может содержать любой подходящий материал, который обеспечивает увеличенную стойкость к температуре для компонента 102 при нанесении на него. В варианте выполнения ТБП 122 содержит стабилизированный циркониевый материал. Например, ТБП 122 может содержать стабилизированный иттрием цирконий (YSZ), который включает в себя оксид циркония (ZrO2) с заданной концентрацией оксида иттрия (Y2O3), пирохлоры или другой теплостойкий материал, известный в данной области техники. В другом варианте выполнения ТБП 122 может содержать хрупкую градуированную изоляцию (FGI), которая известна в области техники, например, в патентах США №6,670,046 и №6,235,370, которые включены в настоящий документ посредством ссылки. Предполагают, что ТБП 122 может иметь любую желаемую толщину, подходящую для его применения по назначению.
ПРИМЕРЫ
Системы и способы, описанные в настоящем документе, будут дополнительно проиллюстрированы посредством следующих примеров, которые являются иллюстративными по сути, и не предназначены для ограничения объема раскрытия.
Пример 1
ПСЗ 114, содержащий порошок соединительного слоя и порошок твердого припоя, как описано в настоящем документе, был приготовлен наряду с порошком покрытия MCrAlY. ПСЗ был припаян твердым припоем к первой поверхности компонента, а порошок MCrAlY был тепловым образом распылен на поверхность компонента. Осажденные материалы затем были подвергнуты следующим температурам в течение 1000 часов: 950° C, 1010° C, 1079° C и 1121° C. Эти температуры охватывают диапазон типичных рабочих условий для частей кольцевого сегмента газовой турбины. Результаты иллюстрируются на Фиг. 8 и показывают, что потеря материала или изнашивание были ниже для ПСЗ, имеющего композицию, как описано в настоящем документе, по сравнению с тепловым образом распыленным порошком MCrAlY.
Хотя различные варианты выполнения настоящего изобретения были показаны и описаны в настоящем документе, будет очевидно, что такие варианты выполнения приводятся только для примера. Многочисленные вариации, изменения и замещения могут быть выполнены без отступления от изобретения, раскрытого в настоящем документе. Соответственно, предполагают, что изобретение будет ограничено только существом и объемом прилагаемой формулы изобретения.
Группа изобретений раскрывает предварительно спеченную заготовку (114) и способ (100) ремонта компонента (102) газовой турбины, выполненного из суперсплава, с получением соединительного слоя паяного узла (116), обеспечивающего компоненту дополнительную тепловую защиту. Предварительно спеченную заготовку (114) наносят на ремонтную поверхность (110) компонента (102) турбины и нагревают для образования паяного узла (116), содержащего заменяющее защитное покрытие (118) на ремонтной поверхности (110) при охлаждении заготовки (114) и компонента (102) турбины. Заготовку (114) образуют из смеси порошка соединительного слоя и порошка твердого припоя. Защитное покрытие (118) проявляет превосходную температурную стойкость и стойкость к окислению, высокую адгезию к поверхностям суперсплава и низкое изнашивание в течение срока службы соответствующего компонента (102). 3 н. и 7 з.п. ф-лы, 8 ил.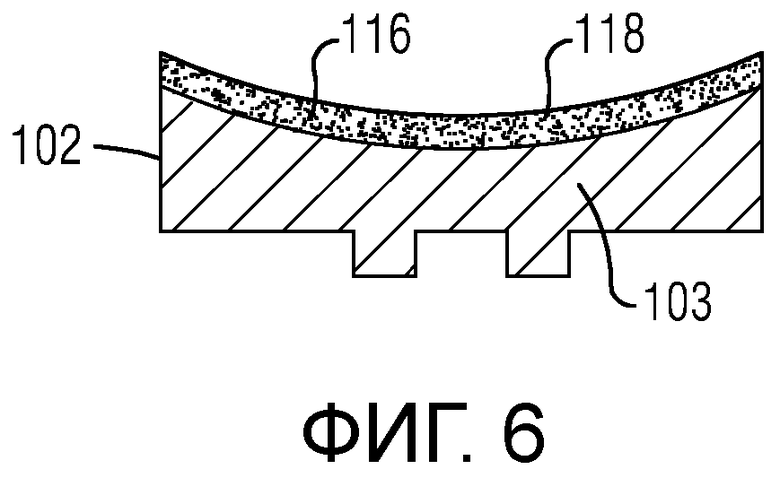
1. Способ ремонта (100) компонента (102) газовой турбины, выполненного из суперсплава, включающий:
удаление (106) поврежденного участка (108) для выявления ремонтной поверхности (110) компонента (102) турбины;
нанесение (112) предварительно спеченной заготовки (114) на ремонтную поверхность (110) компонента (102) турбины; и
нагрев (120) предварительно спеченной заготовки (114) и компонента (102) турбины вместе для образования паяного узла (116), содержащего заменяющее защитное покрытие (118) на ремонтной поверхности (110) при охлаждении заготовки (114) и компонента (102) турбины,
причем предварительно спеченную заготовку (114) образуют из смеси порошка соединительного слоя и порошка твердого припоя,
причем порошок соединительного слоя содержит, мас.%:
причем порошок твердого припоя содержит, мас.%:
2. Способ (100) по п. 1, в котором порошок соединительного слоя содержит композицию, мас.%:
3. Способ (100) по п. 1, в котором предварительно спеченную заготовку (114) образуют из порошка соединительного слоя и порошка твердого припоя, взятых в соотношении 1:1 по массе.
4. Способ (100) по п. 1, в котором нагрев выполняют при температуре по меньшей мере 1100° C +/- 25°C.
5. Способ (100) по п. 1, который дополнительно содержит этап нанесения теплового барьерного покрытия на защитное покрытие (118).
6. Предварительно спеченная заготовка (114) для ремонта (100) компонента (102) турбины, выполненного из суперсплава, содержащая спеченную смесь из порошка соединительного слоя и порошка твердого припоя, причем порошок соединительного слоя содержит, мас.%:
причем порошок твердого припоя содержит, мас.%:
7. Заготовка (114) по п. 6, в которой порошок соединительного слоя содержит, мас.%:
8. Заготовка (114) по п. 6, в которой порошок соединительного слоя и порошок твердого припоя взяты в соотношении 1:1 по массе.
9. Композиция соединительного слоя предварительно спеченной заготовки для ремонта (100) компонента (102) турбины, выполненного из суперсплава, содержащая, мас.%:
10. Композиция по п. 9, содержащая, мас.%:
| СПОСОБ РЕМОНТА ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ИЗДЕЛИЙ ГТД | 2005 |
|
RU2281845C1 |
| СПОСОБ РЕМОНТА ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ИЗДЕЛИЙ ГТД | 2003 |
|
RU2240214C1 |
| СПОСОБ РАСКРОЯ БРЕВЕН НА РАДИАЛЬНЫЕ ПИЛЕНЫЕ ЗАГОТОВКИ | 2006 |
|
RU2310555C1 |
| FR 2978070 A1,25.01.2013 | |||
| US 6670046 B1, 30.12.2003. | |||

