УРОВЕНЬ ТЕХНИКИ
1. Область техники
[0001] Настоящее раскрытие относится, в общем, к области технологии материалов, более конкретно, к аддитивному производству и технологии лазерного осаждения металлов (лазерной наплавки) с применением спеченной проволоки, изготовленной in situ.
2. Описание предшествующего уровня техники
[0002] Восстановление суперсплавов наплавкой обуславливает множество технических проблем вследствие высокой прочности (и соответствующей низкой пластичности), придаваемой этим сплавам в оптимальном случае. Источники тепла, такие как лазеры и дуговые разряды, применяются для построения деталей, полученных по аддитивной технологии, или восстановления поврежденных компонентов, выполненных из суперсплавов. Одна из технологий, используемых для аддитивного производства или восстановления, представляет собой технологию лазерного осаждения металлов (LMD) также называемую лазерной наплавкой. В технологиях LMD применяют порошковые материалы, осаждаемые в расплавленную ванну для образования слоев добавочного материала, известного также как «наращенный слой». К сожалению, LMD-технологии, использующие порошковые материалы, неэффективны из-за количества материалов, теряемых в процессе распыления, например, осаждений, не поступающих в расплавленную ванну для обработки. Кроме того, вследствие «свободного состояния» порошковых материалов часто могут присутствовать загрязняющие вещества, осаждаемые вместе с порошковыми материалами в ходе LMD-процесса. Таким образом, сохраняется потребность в более эффективном LMD-процессе, который, по меньшей мере, уменьшает потерю каких-либо материалов в ходе LMD-процесса и который уменьшает или устраняет наличие каких-либо загрязняющих веществ, связанных с традиционными осаждениями порошков.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0003] Описанные вкратце, аспекты настоящего раскрытия касаются системы для аддитивного производства и/или восстановления компонента из суперсплава посредством лазерного осаждения металлов с применением спеченной проволоки, а также способа аддитивного производства и/или восстановления компонента из суперсплава.
[0004] В первом аспекте предложена система для аддитивного производства и/или восстановления компонента из суперсплава посредством лазерной наплавки металлов с применением спеченной проволоки. Эта система для лазерной наплавки с присадочной проволокой при аддитивном производстве и/или восстановлении компонента из суперсплава включает в себя емкость высокого давления, соединенную с системой подачи порошка для доставки, по меньшей мере, двух порошков в зону смешивания порошков емкости высокого давления. Эти, по меньшей мере, два порошка смешиваются посредством вращающегося конуса в емкости высокого давления. После смешивания нагревательное устройство, содержащееся в емкости высокого давления, нагревает смесь так, что происходит жидкофазное спекание и создается спеченная проволока. Спеченная проволока непрерывно подается в систему для лазерной наплавки с присадочной проволокой для осаждения слоя добавочного материала на основной материал.
[0005] Во втором аспекте предложен способ аддитивного производства и/или восстановления компонента из суперсплава. Способ лазерной наплавки с присадочной проволокой при аддитивном производстве и/или восстановлении компонента из суперсплава включает в себя этап спекания, по меньшей мере, двух различных порошков в емкости высокого давления путем нагрева так, что создается спеченная проволока. Спеченная проволока непрерывно подается in situ к сварочной головке системы для лазерной наплавки с присадочной проволокой. Система для лазерного осаждения металлов направляет лазерный луч от системы для лазерной наплавки с присадочной проволокой к основному материалу компонента из суперсплава, который образует расплавленную ванну на основном материале компонента из суперсплава, в которую осаждается спеченная проволока, образуя слой добавочного материала на основном материале.
[0006] В третьем аспекте предложен способ изготовления спеченной проволоки для подачи in situ в систему для лазерной наплавки с присадочной проволокой. Для изготовления спеченной проволоки, по меньшей мере, два порошка подаются в зону смешивания порошков емкости высокого давления, где эти, по меньшей мере, два порошка смешиваются в зоне смешивания порошков. Смесь затем нагревается нагревательным устройством так, что происходит жидкофазное спекание, создающее спеченную проволоку. Спеченная проволока может далее непрерывно подаваться in situ к лазерной сварочной головке для лазерного осаждения металлов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0007] Фиг. 1 иллюстрирует схему системы для аддитивного производства и/или восстановления компонентов из суперсплавов посредством лазерного осаждения металлов,
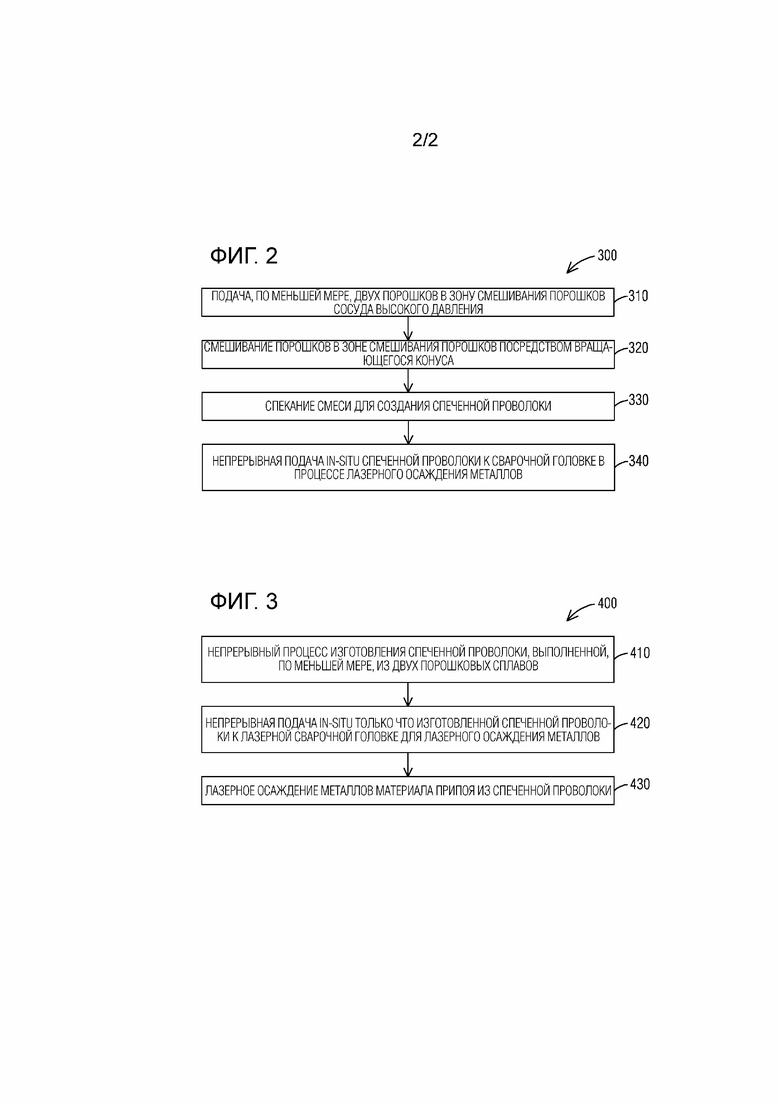
[0008] Фиг. 2 иллюстрирует блок-схему способа изготовления спеченной проволоки и подачи in situ в систему для лазерной наплавки с присадочной проволокой,
[0009] Фиг. 3 иллюстрирует блок-схему аддитивного производства и/или восстановления согласно раскрытию, представленному в настоящем описании.
ПОДРОБНОЕ ОПИСАНИЕ
[0010] Чтобы способствовать пониманию вариантов осуществления, принципов и признаков настоящего изобретения, они поясняются ниже со ссылкой на реализацию в иллюстративных вариантах осуществления. Варианты осуществления настоящего изобретения, однако, не ограничиваются использованием в описанных системах или способах.
[0011] Компоненты и материалы, описанные ниже как составляющие различные варианты осуществления, носят иллюстративный, но не ограничительный характер. Предполагается, что многие подходящие компоненты и материалы, которые будут выполнять ту же или схожую функцию, что и материалы, представленные в настоящем описании, входят в объем вариантов осуществления настоящего изобретения.
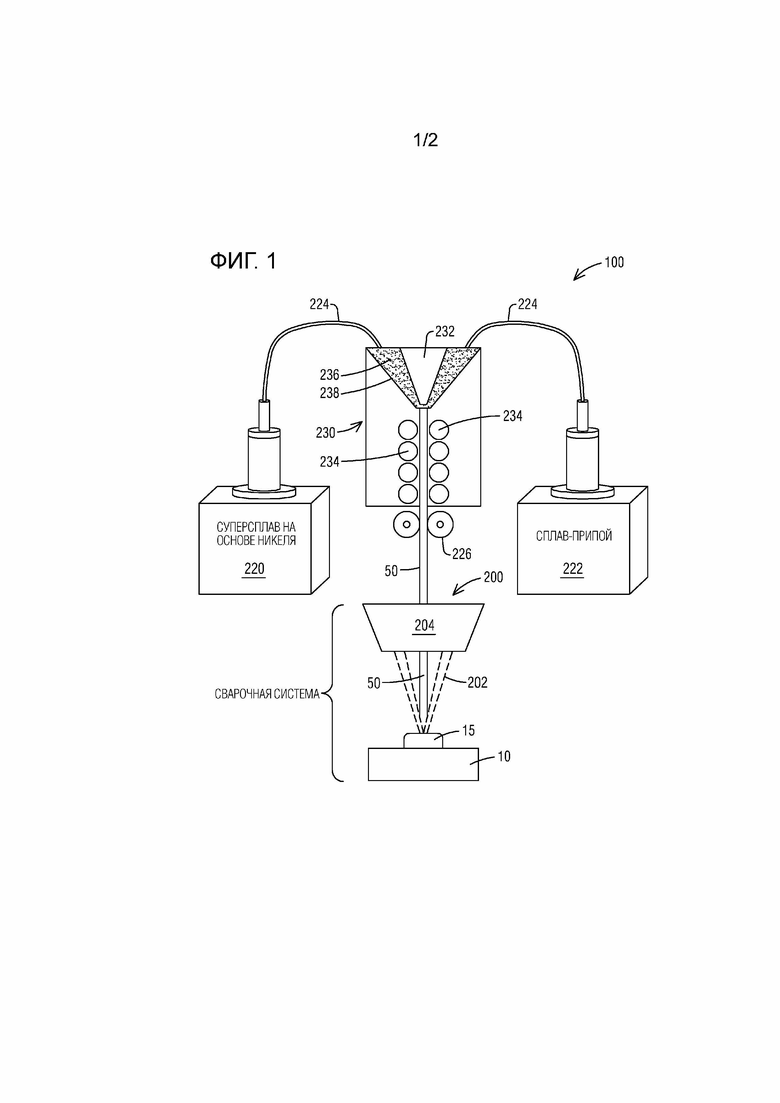
[0012] Обратимся теперь к чертежам, служащим лишь для иллюстрации вариантов осуществления изобретения, но не для его ограничения, где на Фиг. 1 показана система 100 для изготовления спеченной проволоки 50 для подачи in situ в сварочную систему 200 для лазерной наплавки с присадочной проволокой.
[0013] Система 100 может включать в себя емкость 230 высокого давления, функционально связанный с одной или более системами 220, 222 подачи порошка. Система 220, 222 подачи порошка выполнена с возможностью доставки, по меньшей мере, двух порошков в емкость 230 высокого давления. В варианте осуществления, проиллюстрированном на Фиг. 1, показаны две системы 220, 222 подачи порошка, однако специалист в данной области техники поймет, что к системе могут быть добавлены дополнительные системы подачи порошка. Порошки могут подаваться в зону 236 смешивания порошков емкости 230 высокого давления. Зона 236 смешивания порошков может содержать контейнер 238, имеющий вращающийся конус 232. В зоне 236 смешивания порошков вращающийся конус 232 может использоваться для смешивания порошков, образуя смесь порошков.
[0014] Каждая из систем 220, 222 подачи порошка может содержать порошок, подлежащий доставке посредством соответствующей линии 224 подачи в зону 236 смешивания порошков емкости 230 высокого давления. Порошки могут включать в себя первый порошок, содержащий порошок основного металла, и второй порошок, содержащий порошок сплава-припоя. Порошок основного металла может соответствовать композиции основного материала компонента 10, подлежащего лазерной наплавке. В одном варианте осуществления порошок основного металла содержит порошок суперсплава на основе никеля. Порошок сплава-припоя может содержать материал припоя, имеющий более низкую температуру плавления, чем порошок основного металла.
[0015] В одном варианте осуществления смесь порошков может содержать долю порошка основного металла, лежащую в диапазоне (в вес. %) 60-100%, по отношению к доле порошка сплава-припоя, лежащей в диапазоне (в вес. %) 0-40%. В одном варианте осуществления порошок сплава-припоя может содержать порошок сплава-припоя, используемый для суперсплавов на основе никеля или кобальта, таких как Amdry BRB или Amdry DF-4B. Порошок сплава-припоя может также содержать порошковую композицию, выбираемую из следующих сплавов: Ni-Cr-Ti, Ni-Cr-Zr-Ti, Ni-Ti-Zr, Ni-Cr-Hf-Zr, Ni-Cr-Ti-Hf и Ni-Cr-Hf-Zr-Ti.
[0016] Емкость 230 высокого давления может включать в себя нагревательное устройство 234, расположенное в емкости 230 высокого давления, как показано на Фиг. 1, чтобы осуществить процесс спекания. Нагревательное устройство 234 может содержать систему индукционного нагрева, печь или сочетание одновременно системы индукционного нагрева и печи, при этом нагревательное устройство 234 выполнено с возможностью нагрева до температуры плавления порошка сплава-припоя или выше нее, например температур в диапазоне 1000-1250°C. Следует понимать, что нагревательные устройства, способные создавать более низкие или более высокие температуры, чем в вышеупомянутом диапазоне, могут использоваться в зависимости от температур плавления выбранных порошков сплава-припоя и порошков основного материала (основного металла).
[0017] В одном варианте осуществления нагревательное устройство 234 нагревает смесь до температуры, при которой порошок сплава-припоя начинает плавиться. Следует отметить, что температура нагрева нагревательной системы должна быть ниже температуры плавления порошка основного металла, так что плавится только порошок сплава-припоя. При плавлении порошок сплава-припоя контактирует с остальным порошком основного металла, смачивая порошок, так что весь оставшийся порошок спекается вместе с расплавленным материалом припоя. Таким образом, происходит жидкофазное спекание. В одном варианте осуществления спеченному материалу может придаваться форма спеченной проволоки 50 в емкости 230 высокого давления. Спеченная проволока 50 может далее непрерывно подаваться посредством валиков 226, расположенных на наружной части емкости 230 высокого давления, в сварочную систему 200 для лазерной наплавки с присадочной проволокой.
[0018] Система 100 может включать в себя традиционную систему 200 для лазерной наплавки с присадочной проволокой с целью прикладывания лазерной энергии посредством источника 202 лазерной энергии к основному материалу компонента 10, подлежащего наплавке, а также с целью осаждения спеченной проволоки 50 в расплавленную ванну основного материала, возникающую в результате прикладывания лазерной энергии, для образования слоев добавочного материала с целью изготовления или восстановления требуемого компонента 10. В одном варианте осуществления компонент 10 может представлять собой компонент на основе никеля, выполненный из суперсплава, например лопасть или лопатку газовой турбины. Источник 202 лазерной энергии может быть выполнен с возможностью наплавления или испускания лазерной энергии к основному материалу для плавления участков основного материала, чтобы образовать расплавленную ванну.
[0019] В одном варианте осуществления сварочная система 200 для лазерной наплавки с присадочной проволокой включает в себя сварочную головку 204 для приема горячей спеченной проволоки 50 непосредственно из емкости 230 высокого давления. Емкость 230 высокого давления может непрерывно нагревать, по меньшей мере, два порошка для спекания проволоки, обеспечивая возможность непрерывной подачи in situ спеченной проволоки 50 к сварочной головке 204 сварочной системы 200 для лазерной наплавки с присадочной проволокой. В одном варианте осуществления сварочная головка 204 может быть функционально связана с источником 202 лазерной энергии.
[0020] При осаждении лазерная энергия осуществляет обработку/плавление добавочных/наращенных материалов, которые затем отверждаются для образования слоя 15 добавочного материала, чтобы образовать требуемую деталь или требуемый компонент. Последующие слои могут наращиваться поверх осажденного слоя посредством технологии лазерного осаждения металлов, чтобы образовать требуемую деталь или требуемый компонент. В одном варианте осуществления доля порошка основного металла по отношению к порошкам металла-припоя может отличаться от слоя к слою, т.е. доля порошка основного металла по отношению к порошку металла-припоя в первом слое может быть иной, чем в последующем слое. Таким образом, например, трещины могут заполняться материалом, имеющим более высокую долю порошка металла-припоя по отношению к порошку основного металла, а слои, лежащие выше, могут иметь более высокую долю порошка основного металла по отношению к порошку металла-припоя, где требуется более высокая прочность материала для компонента, такого как лопатка турбины. В одном варианте осуществления, например, добавочный материал, применяемый для заполнения трещины, может иметь соотношение 80 вес.% порошка основного металла к 20 вес.% порошка сплава-припоя, в то время как добавочный материал в слое, лежащем выше, может иметь соотношение 90 вес.% порошка основного металла к 10 вес.% порошка сплава-припоя.
[0021] С учетом Фиг. 1 на Фиг. 2 представлен вариант осуществления процесса 300 изготовления спеченной проволоки для подачи in situ в систему 200 для лазерной наплавки с присадочной проволокой. Компоненты системы для изготовления спеченной проволоки описаны ранее. Сборка компонентов системы может включать в себя создание, по меньшей мере, двух систем 220, 222 подачи порошка, каждая из которых содержит свой порошковый сплав. Каждый порошковый сплав подается 310 из своей соответствующей системы 220, 222 подачи порошка по линии 224 подачи в зону 236 смешивания контейнера 238 в емкости 230 высокого давления. Смешивание 320 осуществляется посредством вращающегося конуса 232 в контейнере 238. Смесь, по меньшей мере, двух порошков далее подается в нагревательное устройство 234 в емкости 230 высокого давления.
[0022] В емкости 230 высокого давления предусмотрено нагревательное устройство 234 для проведения процесса 330 спекания смеси. В процессе 330 спекания смесь нагревается до высокой температуры, составляющей или чуть превышающей температуру плавления порошка сплава-припоя. В процессе нагрева материал припоя плавится, но порошок основного металла не плавится, так что происходит жидкофазное спекание и создается спеченная проволока 50. На этом этапе, пока спеченная проволока 50 все еще горячая, например 400-1000°C, проволока 50 может непрерывно подаваться 340 in situ к сварочной головке 204 для лазерного осаждения металлов. В качестве альтернативы спеченная проволока 50 может подаваться при более низкой температуре к сварочной головке 204 для лазерного осаждения металлов.
[0023] Обратимся теперь к Фиг. 3, на которой представлен вариант осуществления способа 400 аддитивного производства или восстановления компонента из суперсплава. Для данного варианта осуществления основной материал или субстрат компонента 10 из суперсплава подается на участок наплавки для проведения процесса восстановления и/или аддитивного производства. На этом участке, как описано выше, по меньшей мере, два различных порошка могут спекаться 410 нагревательным устройством 234, образуя спеченную проволоку 50. «Горячая» спеченная проволока 50 может непрерывно подаваться 420 к сварочной головке 204 сварочной системы 200 для лазерной наплавки с присадочной проволокой. В одном варианте осуществления спеченная проволока 50 используется в процессе аддитивного производства или в процессе восстановления непосредственно после ее изготовления на участке наплавки.
[0024] Следует принять во внимание, что в варианте осуществления, в котором компонент 10 подвергается восстановлению, способ может включать в себя этапы снятия компонента 10 с промышленной установки и подготовки компонента 10 для сварочного процесса путем, например, выемки любых поврежденных участков компонента.
[0025] Процесс 400 аддитивного производства или восстановления может включать в себя направление 430 лазерного луча 202 от сварочной системы 200 для лазерного осаждения металлов к основному материалу компонента 10 из суперсплава. Лазерная энергия создает расплавленную ванну на основном материале компонента 10. На этом этапе конец спеченной проволоки 50, переносимый сварочной головкой 204, может располагаться в расплавленной ванне основного материала. Когда конец спеченной проволоки 50 приходит в соприкосновение с лазерным лучом 202, материал сплава-припоя плавится, так что расплавленный материал припоя затекает в сварочную ванну и после охлаждения отверждается, чтобы образовать добавочный слой 15 наплавленного материала на основном материале 10.
[0026] Чтобы создать слой 15 по длине компонента 10, компонент может перемещаться относительно сварочной системы 200 для лазерной наплавки с присадочной проволокой, так что слой добавочного (наплавленного) материала может располагаться на субстрате (основном материале) так, как это требуется. Понятно, что на слое 15 можно образовать последующий слой, повторяя этапы лазерной обработки и осаждения, пока не будет достигнута форма или геометрия требуемого компонента. В одном варианте осуществления с применением этого способа может достигаться конструкционное восстановление компонента, когда расплавленный припой может затекать в трещину, например, с помощью капиллярной силы.
[0027] Раскрытая система для аддитивного производства и/или восстановления компонента из суперсплава посредством лазерного осаждения металлов позволяет наращивать добавочный слой на основной материал, применяя горячую спеченную проволоку, непрерывно производимую на участке наплавки по мере осаждения добавочного слоя. Таким образом, горячая спеченная проволока непосредственно наплавляется после ее изготовления. Таким образом, спеченные проволоки могут производиться из хрупкого материала и непосредственно наплавляться благодаря более высоким пластическим свойствам материала проволоки в нагретом состоянии. Кроме того, применение раскрытой спеченной проволоки с использованием технологии лазерного осаждения металлов уменьшает наличие загрязняющих веществ, обычных для порошковых частиц и сплавов для конструкционного восстановления материалов суперсплавов, поскольку спеченная проволока после ее обработки обеспечивает тот же самый или близкий химический состав, что и у основного материала исходного компонента.
[0028] В то время как варианты осуществления настоящего изобретения раскрыты в виде примеров, специалистам в данной области техники понятно, что в них могут быть внесены множество изменений, дополнений и исключений без отступления от существа и объема изобретения и его эквивалентов, определяемых нижеследующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНОЕ ОСАЖДЕНИЕ МЕТАЛЛОВ ДЛЯ СУПЕРСПЛАВОВ С ВЫСОКИМ СОДЕРЖАНИЕМ γ'-ФАЗЫ С ЭФФЕКТОМ ОХЛАЖДЕНИЯ | 2017 |
|
RU2738121C1 |
| СПОСОБ РЕМОНТА ОХЛАЖДАЕМОЙ ЛОПАТКИ ИЗ ЖАРОПРОЧНОГО СУПЕРСПЛАВА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2018 |
|
RU2686499C1 |
| Способ восстановления концевой части пера охлаждаемой лопатки турбины газотурбинного двигателя | 2021 |
|
RU2770156C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУДНО СВАРИВАЕМЫХ МАТЕРИАЛОВ | 2017 |
|
RU2742963C1 |
| СПОСОБ РЕМОНТА И ИЗГОТОВЛЕНИЯ КОМПОНЕНТОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И КОМПОНЕНТЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОТРЕМОНТИРОВАННЫЕ ИЛИ ИЗГОТОВЛЕННЫЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2015 |
|
RU2635688C2 |
| Способ изготовления компонента турбинного двигателя | 2015 |
|
RU2703666C2 |
| СПОСОБ НАПЛАВЛЕНИЯ И СВАРКИ ПЛАВЛЕНИЕМ СВЕРХПРОЧНЫХ СПЛАВОВ | 2012 |
|
RU2610198C2 |
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2012 |
|
RU2613006C2 |
| РЕМОНТ ПОЛУЧЕННЫХ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ СПЛАВОВ | 2013 |
|
RU2599322C2 |
| ОБРАБОТКА МАТЕРИАЛОВ ЧЕРЕЗ ОПТИЧЕСКИ ПРОЗРАЧНЫЙ ШЛАК | 2014 |
|
RU2621095C2 |
Группа изобретений предназначена для изготовления спеченной проволоки и подачи in situ в систему для лазерной наплавки с присадочной проволокой при аддитивном производстве и/или восстановлении компонента из суперсплава. Емкость высокого давления соединена с системой подачи по меньшей мере двух порошков в зону смешивания порошков. Нагревательное устройство, размещенное в емкости высокого давления, нагревает смесь с обеспечением жидкофазного спекания порошков и формирования спеченной проволоки, которая непрерывно подается в систему для лазерного осаждения слоя наплавленного материала на основной материал. Сварочная система содержит источник лазерной энергии и сварочную головку для приема указанной спеченной проволоки. Спеченная проволока наплавляется непосредственно после ее изготовления. Более высокие пластические свойства материала проволоки в нагретом состоянии позволяют производить ее из хрупкого материала. Использование спеченной проволоки уменьшает наличие загрязняющих веществ при лазерной наплавке, при этом спеченная проволока обеспечивает химический состав, близкий составу основного материала компонента из суперсплава. 3 н. и 16 з.п. ф-лы, 3 ил.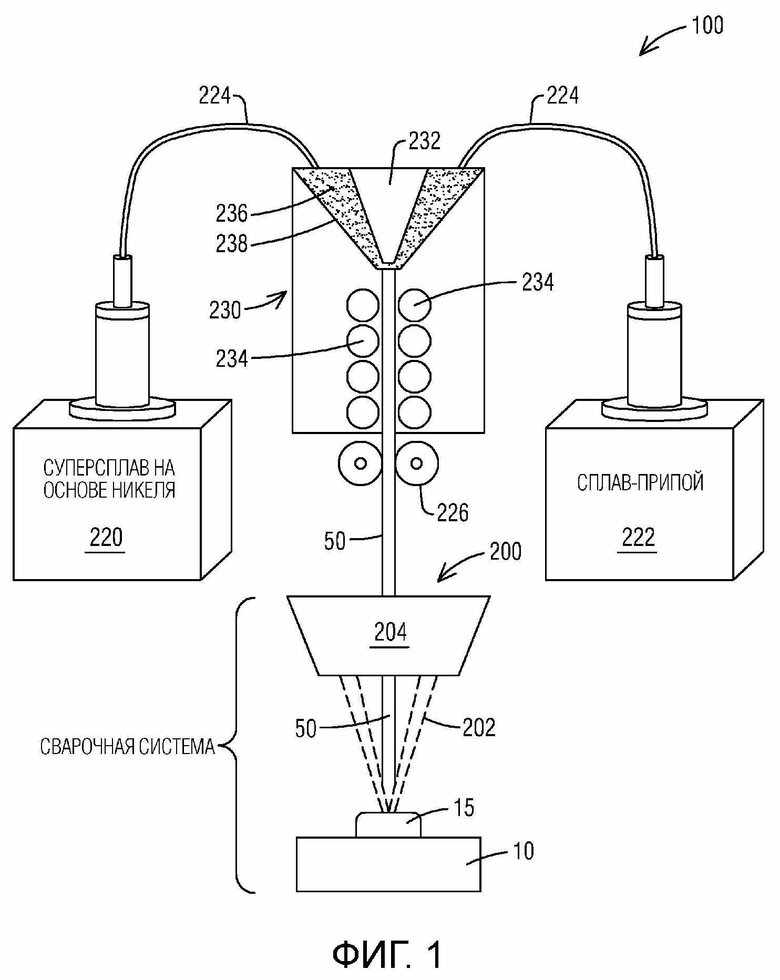
1. Система (100) для лазерной наплавки с присадочной проволокой при аддитивном производстве и/или восстановлении компонента (10) из суперсплава, содержащая:
емкость (230) высокого давления, соединенную с системой (220, 222) подачи порошка для доставки по меньшей мере двух порошков в зону (236) смешивания порошков емкости (230) высокого давления;
нагревательное устройство (234), расположенное в емкости (230) высокого давления, при этом нагревательное устройство (234) выполнено с возможностью нагрева смеси по меньшей мере двух различных порошков, смешанных в зоне (236) смешивания порошков, и обеспечения их жидкофазного спекания с формированием спеченной проволоки (50);
сварочную систему (200) для лазерной наплавки с присадочной проволокой, содержащую:
источник (202) лазерной энергии, выполненный с возможностью направления лазерной энергии к основному материалу компонента (10) для образования на нем расплавленной ванны и лазерной обработки спеченной проволоки (50), осажденной в расплавленную ванну, с получением слоя наплавленного материала на компоненте (10), а также
сварочную головку (204) для приема спеченной проволоки, непрерывно подаваемой непосредственно из емкости (230) высокого давления.
2. Система (100) по п.1, в которой один из упомянутых порошков содержит порошок основного материала компонента (10).
3. Система (100) по п.1, в которой по меньшей мере два порошка содержат первый порошок, содержащий порошок основного материала, и второй порошок, содержащий порошок сплава-припоя.
4. Система (100) по п.3, в которой порошок основного материала представляет собой порошок суперсплава на основе никеля.
5. Система (100) по п.4, в которой смесь по меньшей мере двух порошков имеет содержание порошка суперсплава на основе никеля 60-100 вес.%, и содержание порошка сплава-припоя 0-40 вес.%.
6. Система (100) по п.4, в которой порошок суперсплава на основе никеля выбран из группы, состоящей из CM247, Rene 80, IN738 и IN792.
7. Система (100) по п.3, в которой порошок сплава-припоя содержит композицию, выбранную из группы, состоящей из Amdry BRB, Amdry DR-4B, Ni-Cr-Ti, Ni-Cr-Zr-Ti, Ni-Ti-Zr, Ni-Cr-Hf-Zr, Ni-Cr-Ti-Hf и Ni-Cr-Hf-Zr-Ti.
8. Система (100) по п.1, которая содержит дополнительно по меньшей мере два валика (226) для приема горячей спеченной проволоки (50) из емкости (230) высокого давления и для непрерывной подачи спеченной проволоки (50) в сварочную систему (200) для лазерной наплавки с присадочной проволокой.
9. Система (100) по п.3, в которой сварочная система для лазерной наплавки с присадочной проволокой выполнена с возможностью наращивания последующего слоя поверх слоя (15) наплавленного материала.
10. Система (100) по п.9, в которой первая доля первого порошка по отношению ко второму порошку слоя наплавленного материала отличается от второй доли первого порошка по отношению ко второму порошку последующего слоя.
11. Система (100) по п.1, в которой емкость (230) высокого давления содержит вращающийся конус (232) в контейнере (238) для смешивания по меньшей мере двух порошков.
12. Способ лазерной наплавки с присадочной проволокой при аддитивном производстве и/или восстановлении компонента (10) из суперсплава, включающий:
спекание (410) по меньшей мере двух различных порошков в емкости (230) высокого давления путем нагрева с созданием спеченной проволоки (50);
непрерывную подачу (420) in situ спеченной проволоки (50) к сварочной головке (204) сварочной системы (200) для лазерной наплавки с присадочной проволокой;
направление (430) лазерного луча (202) от сварочной системы (200) к основному материалу компонента (10) для образования на нем расплавленной ванны и обработки осажденной в расплавленную ванну спеченной проволоки (50) с получением слоя (15) наплавленного материала на компоненте (10).
13. Способ по п.12, в котором по меньшей мере два порошка включают в себя первый порошок, содержащий порошок основного материала, и второй порошок, содержащий порошок сплава-припоя.
14. Способ по п.13, в котором первый порошок представляет собой порошок суперсплава на основе никеля.
15. Способ по п.12, в котором непрерывную подачу in situ осуществляют с применением пары валиков (226).
16. Способ по п.12, который дополнительно включает перемещение компонента (10) относительно сварочной системы (200) для лазерной наплавки с присадочной проволокой так, что слой (15) наплавленного материала осаждается на основном материале компонента (10) требуемым образом.
17. Способ изготовления спеченной проволоки (50) для подачи in situ в сварочную систему (200) для лазерной наплавки с присадочной проволокой при аддитивном производстве и/или восстановлении компонента (10) из суперсплава, включающий:
подачу (310) по меньшей мере двух порошков в зону (236) смешивания порошков емкости (230) высокого давления;
смешивание (320) порошков в зоне (236) смешивания порошков;
нагрев (330) смеси нагревательным устройством (234) для обеспечения жидкофазного спекания и формирования спеченной проволоки (50) с возможностью ее непрерывной подачи (340) in situ непосредственно из емкости (230) высокого давления к лазерной сварочной головке (204).
18. Способ по п.17, в котором по меньшей мере два порошка включают в себя первый порошок, содержащий порошок основного материала компонента (10), и второй порошок, содержащий порошок сплава-припоя.
19. Способ по п.18, в котором первый порошок представляет собой порошок суперсплава на основе никеля.
| US 2017182558 A, 29.06.2017 | |||
| DE 102015219341 A1, 13.04.2017 | |||
| WO 2017096050 A1, 08.06.2017 | |||
| CN 201720607 U, 26.01.2011 | |||
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2012 |
|
RU2613006C2 |

