Изобретение относится к области электротехники, а именно к технологии изготовления электрических машин и может быть использовано при изготовлении магнитопроводов пакетов статора и ротора для аксиальных электрических машин, например пакетов статора и ротора аксиальных синхронных и асинхронных машин, пакетов якоря аксиальных электродвигателей и генераторов постоянного тока, магнитопроводов аксиальных трансформаторов и др.
Известна широко распространенная технология изготовления магнитопроводов аксиальной конструкции двигателя [Паластин Л.М. Электрические машины автономных источников питания, М., Энергия, 1972, §7-4, с. 122-131], согласно которой рулон, например, холоднокатаной электротехнической стали, разрезается на ленты (полосы) расчетной ширины, которые, в свою очередь, наматываются на внутреннее стальное кольцо изготавливаемого пакета (статора или ротора, или якоря), набирая тем самым нужный внешний диаметр с последующей напрессовкой внешнего стального кольца, формирующего нужный ферромагнитный пакет статора, ротора (или якоря). Для окончательного завершения технологического цикла изготовления пакетов этих ферромагнитных пакетов постоянного тока в них выфрезеровываются радиальные пазы расчетных размеров, например, с помощью фрезерного станка.
Недостатком такой технологии является сложность и дороговизна изготовления; малая производительность. Помимо этого, при механической обработке (фрезеровании) пакетов статора и ротора существенно ухудшаются магнитные свойства электротехнической стали из-за проявления явления наклепа и, кроме того, появляющиеся при фрезеровании пазов магнитопроводов заусенцы замыкают между собой практически всю навитую на внутреннее кольцо электротехническую сталь. Оба эти фактора существенно ухудшают магнитные характеристики электротехнической стали, а, следовательно, и характеристики изготавливаемых таким способом электрических машин.
Наиболее близким к заявляемому изобретению по технической сущности и достигаемому техническому результату и принятый авторами за прототип, является способ изготовления магнитопроводов аксиальных электродвигателей (пат. РФ №2316877, Гайтова Т.Б., Гайтов Б.Х., Таршхоев Р.З.), заключающийся в том, что рулонную холоднокатанную электротехническую сталь в движении протяжкой разрезают одновременно на расчетное количество полос расчетной ширины и количества, до сборки осуществляют в полосах вырубку пазов и отжиг, затем наматывают каждую полосу на свое внутреннее ферромагнитное кольцо расчетного диаметра с последующей напрессовкой соответствующего количества наружных ферромагнитных колец соответствующих диаметров на стальной пакет расчетного наружного диаметра.
Однако при таком способе изготовления не обеспечивается равномерное магнитное насыщение аксиальных магнитопроводов в радиальном направлении, что ведет к неполному использованию магнитного материала и к увеличению тока холостого хода, необходимости увеличения диаметра обмоточного провода, к повышенному нагреву наиболее насыщенных участков магнитопровода и, как следствие, к уменьшению срока службы изоляции проводов, к ухудшению массогабаритных показателей электрической машины в целом.
Следствием того, что магнитный поток в магнитопроводе замыкается по пути с наименьшим магнитным сопротивлением, является повышенная намагниченность областей зубцов и ярма, находящихся ближе к внутреннему диаметру аксиальных магнитопроводов и неполная намагниченность областей, расположенных ближе к внешнему его диаметру. Выравнивание индукций областей, находящихся ближе к внутреннему и внешнему диаметрам, возможно только путем увеличения тока холостого хода, однако это приводит к значительному уменьшению энергетических показателей: коэффициента мощности cos ϕ и КПД η. Кроме того, это приводит к неполному использованию магнитного материала, необходимости увеличения диаметра обмоточного провода, к повышенному нагреву наиболее насыщенных участков аксиального магнитопровода и, как следствие, к уменьшению срока службы изоляции проводов.
Степень неравномерности магнитного насыщения ярма можно регулировать путем увеличения его поперечного сечения за счет увеличения его высоты. Увеличение же сечения ярма за счет увеличения его высоты приводит к существенному увеличению размеров электрической машины в осевом направлении.
Все это приводит к существенному ухудшению массогабаритных и стоимостных показателей аксиальных электрических машин, магнитопроводы которых изготовлены известным из прототипа способом.
Задачей предполагаемого изобретения является усовершенствование способа изготовления аксиальных магнитопроводов, позволяющее обеспечить более эффективное использование электротехнических материалов и улучшить массогабаритные показатели аксиальных электрических машин, в которых установлены изготовленные предлагаемым способом магнитопроводы.
Технический результат заявленного изобретения - обеспечение равномерного магнитного насыщения аксиальных магнитопроводов за счет выполнения их зубцов одинаковой ширины вдоль радиуса аксиального магнитопровода и обеспечения прямоугольного сечения зубцов вдоль всей их длины, способствующего повышению энергетических (коэффициента мощности cos ϕ и КПД η) показателей аксиальных электрических машин, снижение расхода электротехнической стали, увеличение срока службы изоляции, сокращение длительности технологического процесса изготовления аксиальных магнитопроводов.
Технический результат достигается тем, что в способе изготовления аксиальных магнитопроводов, заключающемся в том, что рулонную холоднокатанную электротехническую сталь в движении протяжкой разрезают одновременно на полосы, до сборки осуществляют в полосах вырубку пазов и отжиг, затем наматывают каждую полосу на свое внутреннее ферромагнитное кольцо с последующей напрессовкой ферромагнитных колец на стальной пакет,
при этом для каждой из полос электротехнической стали предварительно определяют расстояния от начала полосы электротехнической стали до начала каждого k-го паза i-го витка полосы электротехнической стали по формуле:

где
i - номер витка полосы электротехнической стали;
m - число витков электротехнической стали в аксиальном магнитопроводе;
Rвнутр - внутренний диаметр аксиального магнитопровода;
δс - толщина полосы электротехнической стали;
δз - ширина зубца;
k - номер зубца (паза), k=1…n;
n - число зубцов (пазов);
затем определяют расстояния от начала полосы электротехнической стали до конца каждого k-го паза i-го витка полосы электротехнической стали по формуле:

где
i - номер витка полосы электротехнической стали;
m - число витков электротехнической стали в аксиальном магнитопроводе;
Rвнутр - внутренний диаметр аксиального магнитопровода;
δс - толщина полосы электротехнической стали;
δз - ширина зубца;
k - номер зубца (паза), k=1…n;
n - число зубцов (пазов);
после чего последовательно начиная с первого паза первого витка полосы электротехнической стали осуществляют вырубку пазов в каждом витке полосы электротехнической стали, при этом поперечную вырубку начала и конца k-го паза i-го витка полосы электротехнической стали осуществляют поперечным резцом, продольную вырубку k-го паза i-го витка полосы электротехнической стали осуществляют продольным резцом.
Для получения заданного технического результата необходимо предварительно точно определить расстояние от начала полосы электротехнической стали до начала и конца каждого паза каждого витка электротехнической стали, а затем выдержать при вырубке пазов одинаковую ширину зубца.
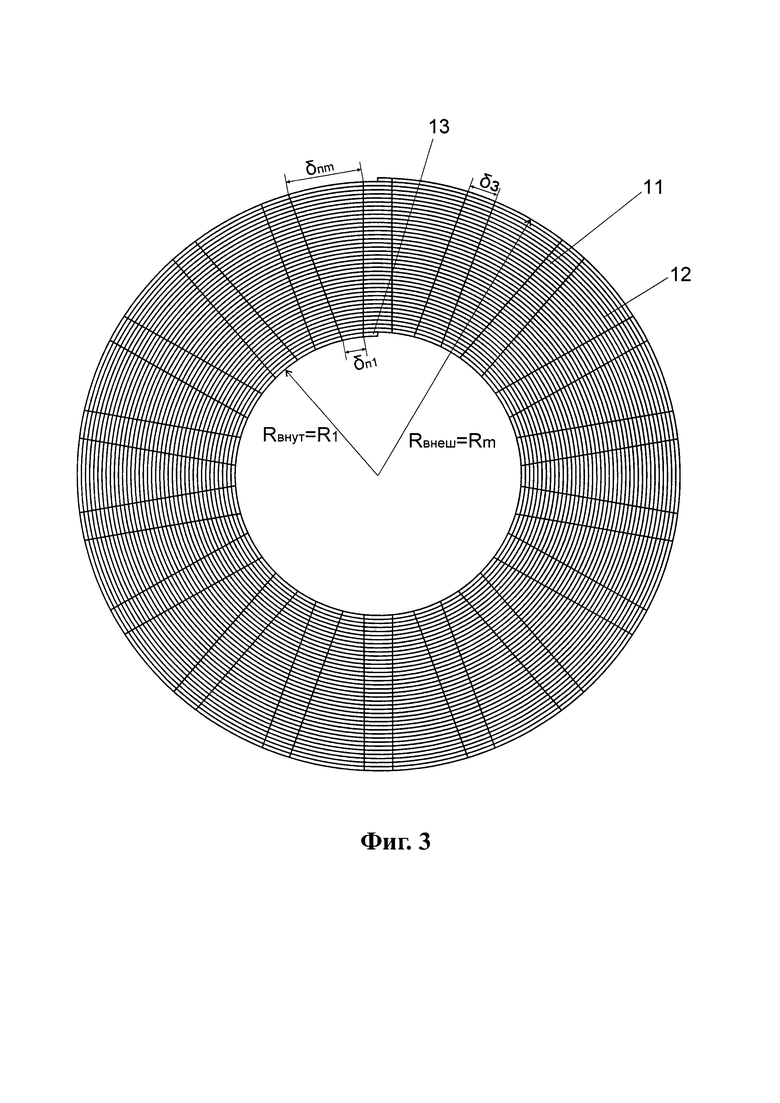
Выведем формулу для определения расстояния от начала i-го витка полосы электротехнической стали до начала k-го паза i-го витка полосы электротехнической стали  (фиг. 3, 4):
(фиг. 3, 4):
 - расчетное расстояние от начала i-го витка полосы электротехнической стали до начала 1-го паза i-го витка полосы электротехнической стали;
- расчетное расстояние от начала i-го витка полосы электротехнической стали до начала 1-го паза i-го витка полосы электротехнической стали;
где i - номер витка
δз - ширина зубца;
k - номер паза,
 - расчетное расстояние от начала i-го витка полосы электротехнической стали до начала 2-го паза i-го витка полосы электротехнической стали;
- расчетное расстояние от начала i-го витка полосы электротехнической стали до начала 2-го паза i-го витка полосы электротехнической стали;
где δпi - ширина паза i-го витка полосы электротехнической стали, которое вычисляется по формуле:
 - ширина паза i-го витка полосы электротехнической стали, где n - число зубцов (пазов);
- ширина паза i-го витка полосы электротехнической стали, где n - число зубцов (пазов);
 - длина окружности i-го витка полосы электротехнической стали;
- длина окружности i-го витка полосы электротехнической стали;
Ri=Rвнутр+δс⋅(i-1) - радиус i-го витка полосы электротехнической стали;
δс - толщина полосы электротехнической стали.
При этом при i=1R1=Rвнутр:
 - длина окружности 1-го витка полосы электротехнической стали;
- длина окружности 1-го витка полосы электротехнической стали;
R1=Rвнутр - внутренний радиус аксиального магнитопровода (радиус 1-го витка полосы электротехнической стали);
 - расчетное расстояние от начала i-го витка полосы электротехнической стали до начала 3-го паза i-го витка полосы электротехнической стали;
- расчетное расстояние от начала i-го витка полосы электротехнической стали до начала 3-го паза i-го витка полосы электротехнической стали;
Таким образом, расчетное расстояние от начала i-го витка полосы электротехнической стали до начала k-го паза i-го витка полосы электротехнической стали определится по формуле:

А расчетное расстояние от начала полосы электротехнической стали до начала каждого k-го паза i-го витка полосы электротехнической стали по формуле:

где
i - номер витка полосы электротехнической стали;
m - число витков электротехнической стали в аксиальном магнитопроводе;
Rвнутр - внутренний диаметр аксиального магнитопровода;
δс - толщина полосы электротехнической стали;
δз - ширина зубца;
k - номер зубца (паза), k=1…n;
n - число зубцов (пазов);
Выведем формулу для определения расстояния от начала i-го витка полосы электротехнической стали до конца k-го паза i-го витка полосы электротехнической стали (фиг. 3, 4):
 - расчетное расстояние от начала i-го витка полосы электротехнической стали до конца 1-го паза i-го витка полосы электротехнической стали;
- расчетное расстояние от начала i-го витка полосы электротехнической стали до конца 1-го паза i-го витка полосы электротехнической стали;
 - расчетное расстояние от начала i-го витка полосы электротехнической стали до конца 2-го паза i-го витка полосы электротехнической стали;
- расчетное расстояние от начала i-го витка полосы электротехнической стали до конца 2-го паза i-го витка полосы электротехнической стали;
 - расчетное расстояние от начала i-го витка полосы электротехнической стали до конца 3-го паза i-го витка полосы электротехнической стали;
- расчетное расстояние от начала i-го витка полосы электротехнической стали до конца 3-го паза i-го витка полосы электротехнической стали;
Таким образом, расчетное расстояние от начала i-го витка полосы электротехнической стали до конца k-го паза i-го витка полосы электротехнической стали определится по формуле:
А расчетное расстояние от начала полосы электротехнической стали до начала каждого k-го паза i-го витка полосы электротехнической стали определится по формуле:

где
i - номер витка полосы электротехнической стали;
m - число витков электротехнической стали в аксиальном магнитопроводе;
Rвнутр - внутренний диаметр аксиального магнитопровода;
δс - толщина полосы электротехнической стали;
δз - ширина зубца;
k - номер зубца (паза), k=1…n;
n - число зубцов (пазов).
При этом площади поперечного сечения зубцов одинаковы, и путь магнитного потока (первый зубец индуктора - воздушный зазор - первый зубец якоря - ярмо якоря - второй зубец якоря - воздушный зазор - второй зубец индуктора - ярмо индуктора - первый зубец индуктора) в каждом элементе магнитной цепи одинаков.
Таким образом, точное определение расстояний от начала полосы электротехнической стали до начала и конца каждого паза в каждом витке полосы электротехнической стали по полученным формулам и, выполнение зубцов одинаковой ширины вдоль радиуса аксиального магнитопровода по всей их длине позволяет прямоугольное сечение зубцов аксиальных магнитопрводов вдоль всей их длины и обеспечить соответственно равномерное магнитное насыщение аксиальных магнитопроводов.
Весь технологический процесс при этом таком способе, начиная от разрезания рулонной холоднокатаной электротехнической стали в движении (протяжкой) на полосы, вырубки пазов на каждой из полос электротехнической стали и их отжиг, с последующим изготовлением требуемого количества готовых аксиальных магнитопроводов одновременно, выполняется поточным методом, при котором несколько аксиальных магнитопроводов изготавливаются одновременно, за счет чего существенно повышается производительность труда, а также по безотходной технологии, если не считать неизбежные потери стали при вырубке пазов. Отжиг полос электротехнической стали осуществляется непосредственно после вырубки пазов, а не готового пакета в целом, существенно улучшает (восстанавливает после вырубки пазов) магнитные свойства стали и обеспечивает надежную изоляцию между слоями электротехнической стали в пакете, что уменьшает потери в стали электрической машины.
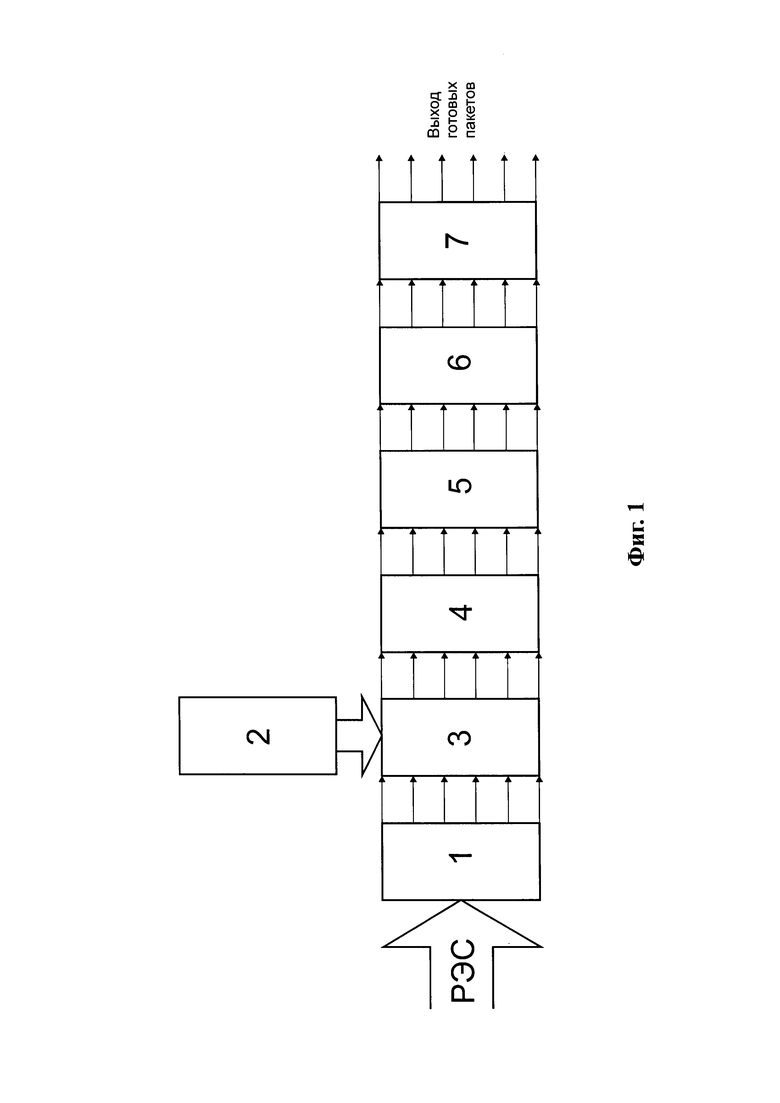
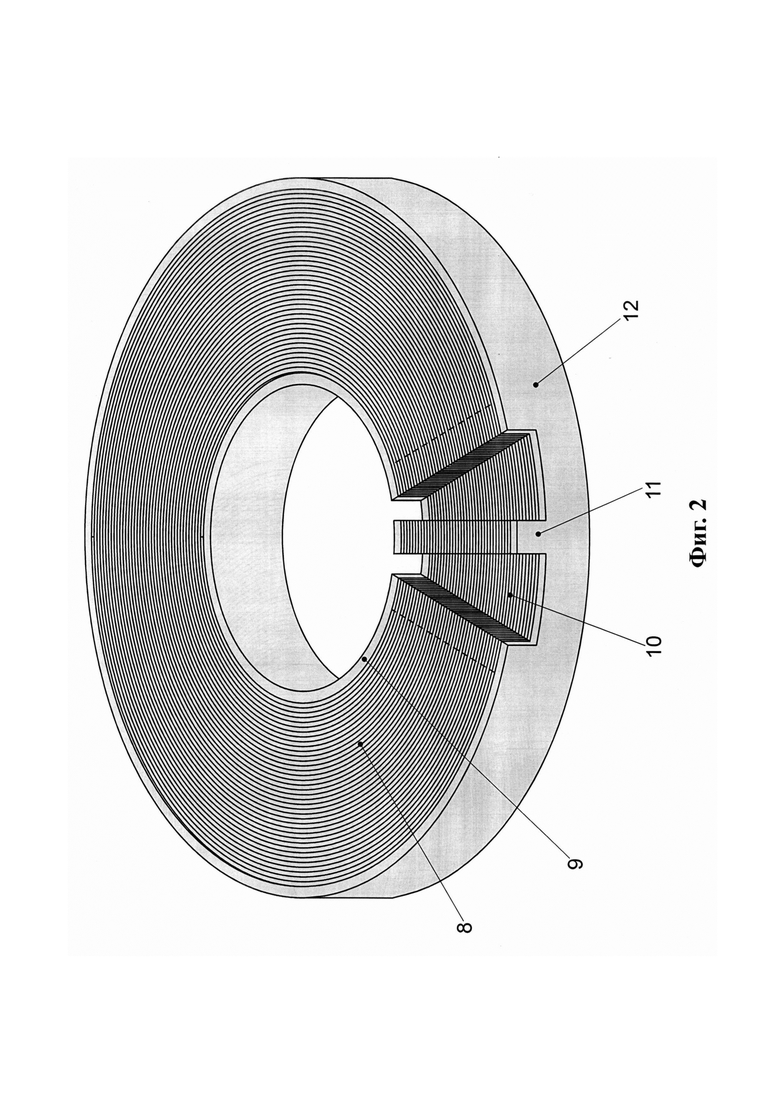
На фиг. 1 представлена структурная схема, поясняющая предлагаемый способ изготовления аксиальных магнитопроводов, на фиг. 2 - фрагмент аксиального магнитопровода электрической машины, изготовленного предлагаемым способом, на фиг. 3 - поперечное сечение аксиального магнитопровода изготовленного предлагаемым способом, на фиг 4 - фрагмент i-го витка полосы электротехнической стали.
На фиг. 1 обозначено: РЭС - рулонная (холоднокатаная) электротехническая сталь соответствующей марки, предназначенная для изготовления из нее аксиальных магнитопроводов; 1 - многоходовые (в представленном виде шестиходовые) ножницы, предназначенные для разрезания стали и диамагнитного материала на расчетные количество и размеры полос; 2 - блок управления продольными и поперечными резцами, 3 - резцовый блок, 4 - узел отжига полос стали с целью снятия остаточных деформаций, ухудшающих магнитные свойства стали, а также для обеспечения изолирующей оксидной пленки вдоль всей поверхности всех полос; 5 - узел сочленения полос стали с внутренним кольцом; 6 - узел намотки полос на внутреннее кольцо; 7 - узел напрессовки наружного кольца.
Фрагмент аксиального магнитопровода, приведенный на фиг. 2, демонстрирует его общий вид с изображением внутреннего ферромагнитного кольца 8, шихтованного пакета 9, наружного кольца 10, зубца 11 и паза 12.
На фиг. 3 обозначено: 11 - зубец, 12 - паз, 13 - начало полосы электротехнической стали, Rвнутр=R1 - внутренний диаметр аксиального магнитопровода, диаметр первого витка полосы электротехнической стали, Rвнеш=Rm - внешний диаметр аксиального магнитопровода, диаметр последнего (m-го) витка полосы электротехнической стали, δз - ширина зубца аксиального магнитопровода, δп1 - ширина паза первого витка полосы электротехнической стали, δпm - ширина паза последнего (m-го) витка полосы электротехнической стали.
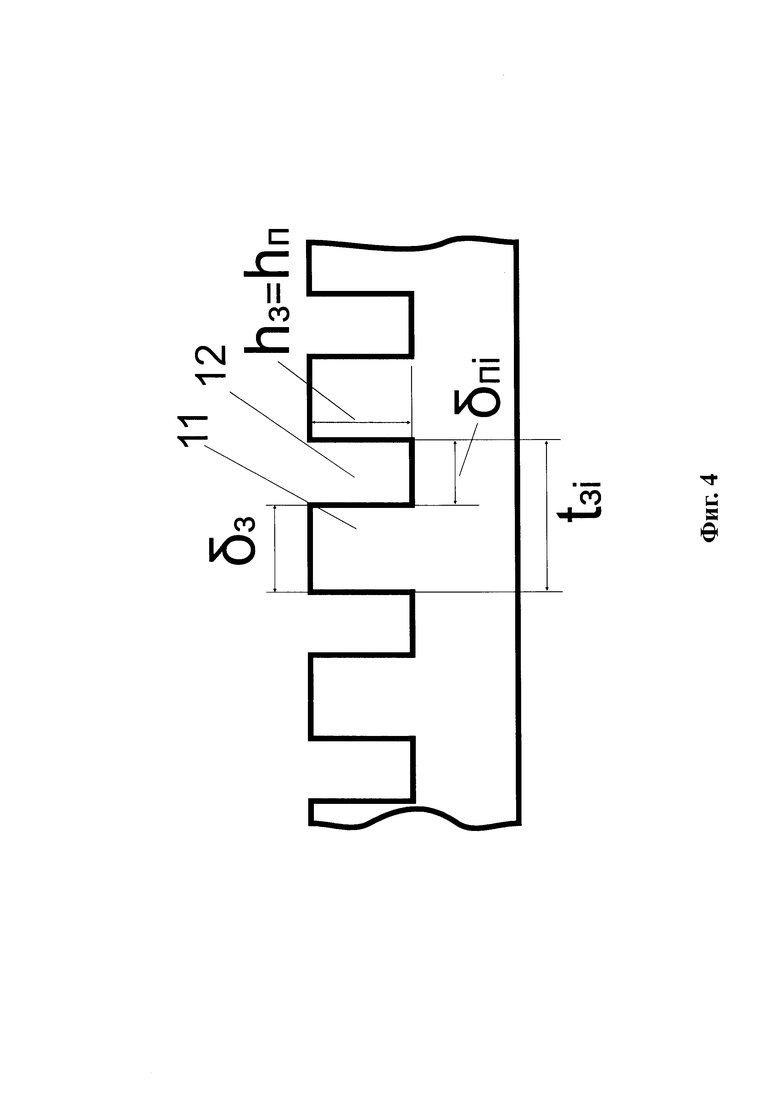
На фиг. 4 обозначено: 11 - зубец, 12 - паз, δпi - ширина паза 12 i-го витка полосы электротехнической стали, δз - ширина зубца 11, tзi - зубцовое деление i-го витка полосы электротехнической стали, hз=hп - высота зубца 11 (глубина паза 12).
Способ изготовления аксиальных магнитопроводов реализуется следующим образом. Рулонная холоднокатаная электротехническая сталь (РЭС) требуемой марки подается на многоходовые ножницы 1, где происходит разрезание ее на полосы заданной ширины. Одновременно в блоке 2 управления продольными и поперечными резцами для каждой из полос электротехнической стали определяются расстояния от начала 13 полосы электротехнической стали до начала каждого k-го паза i-го витка полосы электротехнической стали по формуле:

и расстояния от начала 13 полосы электротехнической стали до конца каждого k-го паза i-го витка полосы электротехнической стали по формуле:

где
i - номер витка полосы электротехнической стали;
m - число витков электротехнической стали в аксиальном магнитопроводе;
Rвнутр - внутренний диаметр аксиального магнитопровода;
δс - толщина полосы электротехнической стали;
δз - ширина зубца 11;
k - номер зубца 11 (паза 12), k=1…n;
n - число зубцов 11 (пазов 12);
В резцовом блоке 3 последовательно начиная с первого паза первого витка полосы электротехнической стали осуществляется вырубка пазов 12 в каждом витке полосы электротехнической стали, при этом для каждого витка полосы электротехнической стали на расстоянии, определенном по формуле (1), осуществляют поперечным резцом поперечную вырубку начала k-го паза i-го витка полосы электротехнической стали на глубину hп, равную высоте hз зубца 11, определяемой по известным методикам (Проектирование электрических машин: учебник для вузов под ред. И.П. Копылова - 4-е изд. Перераб. И дополн. - М.: изд. Юрайт, 2011. - 707 с., с. 361).
Затем на расстоянии, определенном по формуле (1), начинают продольным резцом продольную вырубку k-го паза i-го витка полосы электротехнической стали и завершают продольную вырубку продольным резцом k-го паза i-го витка полосы электротехнической стали на расстоянии, определенном по формуле (2), после чего на расстоянии, определенном по формуле (2), поперечным резцом осуществляют поперечную вырубку конца k-го паза i-го витка полосы электротехнической стали.
После этого в узле 4 каждая из полос (теперь уже с пазами и ярмом трапецеидальной формы) отжигается в специальной камере при температуре 900-950°С; в узле 5 происходит сочленение каждой полосы стали со своим внутренним ферромагнитным кольцом (поз. 8 на фиг. 2), например, сваркой, после чего в узле 6 набираются (накручиваются) на эти кольца пакеты заданного наружного диаметра, на которые затем в узле 7 напрессовываются наружные кольца (поз. 10 фиг. 2) из ферромагнитного материала заданного диаметра. На выходе получается заданное количество готовых аксиальных магнитопроводов, которые затем поступают на обмоточный участок (цех) для укладки соответствующих обмоток.
Этот способ, как и прототип, позволяет экономить электротехническую сталь на (30-50)% за счет полного исключения отходов (не считая вырубку пазов, неизбежную для любой технологии изготовления), т.е. обеспечить безотходность технологии, увеличить производительность труда до двух и более раз, а также повысить энергетические показатели аксиальных электрических машин cos ϕ за счет отжига стали еще до пакетирования, т.е. отжига отдельной полосы. Кроме того, предлагаемый способ позволяет повысить cos ϕ и η благодаря тому, что точный расчет расстояний от начала полосы электротехнической стали до начала и конца каждого фрагмента зубца в каждом витке и вырубка пазов в соответствии с этим расчетом исключают возможность смещения фрагментов зубцов, что обеспечивает прямоугольное сечение каждого зубца плоскостью, перпендикулярной оси вращения аксиальных магнитопроводов, т.е. одинаковую ширину каждого зубца вдоль радиуса аксиального магнитопровода, что в свою очередь ведет к обеспечению равномерного насыщения зубцов аксиального магнитопровода вдоль его радиуса.
Это позволяет повысить эффективность использования магнитного материала (электротехнической стали), увеличить срок службы изоляции, а также существенно улучшить массогабаритные и стоимостные показатели аксиальных электрических машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления статора электрической машины с аксиальным магнитным потоком | 2023 |
|
RU2809983C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ АКСИАЛЬНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН | 2011 |
|
RU2475924C1 |
| Способ изготовления магнитопроводов аксиальных электрических машин | 2016 |
|
RU2650104C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ АКСИАЛЬНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН | 2014 |
|
RU2567868C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА-РОТОРА АКСИАЛЬНЫХ ЦЕНТРОБЕЖНЫХ ДВИГАТЕЛЕЙ-НАСОСОВ | 2014 |
|
RU2550087C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ АКСИАЛЬНЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2006 |
|
RU2316877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
| ШАГОВЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2015 |
|
RU2596145C1 |
| Бесконтактный двухпакетный ветрогенератор постоянного тока | 2020 |
|
RU2736326C1 |
| САМОТОРМОЗЯЩИЙСЯ АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ СО СДВОЕННЫМ КОРОТКОЗАМКНУТЫМ РОТОРОМ | 2015 |
|
RU2602242C1 |
Изобретение относится к области электротехники, а именно к технологии изготовления электрических машин, и может быть использовано при изготовлении магнитопроводов пакетов статора и ротора для аксиальных электрических машин, например пакетов статора и ротора аксиальных синхронных и асинхронных машин, пакетов якоря аксиальных электродвигателей и генераторов постоянного тока, магнитопроводов аксиальных трансформаторов. Способ изготовления аксиальных магнитопроводов заключается в том, что рулонную холоднокатанную электротехническую сталь в движении протяжкой разрезают одновременно на полосы, до сборки осуществляют в полосах вырубку пазов и отжиг, затем наматывают каждую полосу на свое внутреннее ферромагнитное кольцо с последующей напрессовкой ферромагнитных колец на стальной пакет, при этом для каждой из полос электротехнической стали предварительно определяют расстояния от начала полосы электротехнической стали до начала каждого k-го паза i-го витка полосы электротехнической стали по математической формуле, затем определяют расстояния от начала полосы электротехнической стали до конца каждого k-го паза i-го витка полосы электротехнической стали по математической формуле, после чего последовательно начиная с первого паза первого витка полосы электротехнической стали осуществляют вырубку пазов в каждом витке полосы электротехнической стали, при этом поперечную вырубку начала и конца k-го паза i-го витка полосы электротехнической стали осуществляют поперечным резцом, продольную вырубку k-го паза i-го витка полосы электротехнической стали осуществляют продольным резцом. Технический результат изобретения - обеспечение равномерного магнитного насыщения аксиальных магнитопроводов, повышение энергетических показателей аксиальных электрических машин, снижение расхода электротехнической стали, увеличение срока службы изоляции, сокращение длительности технологического процесса изготовления аксиальных магнитопроводов. 4 ил.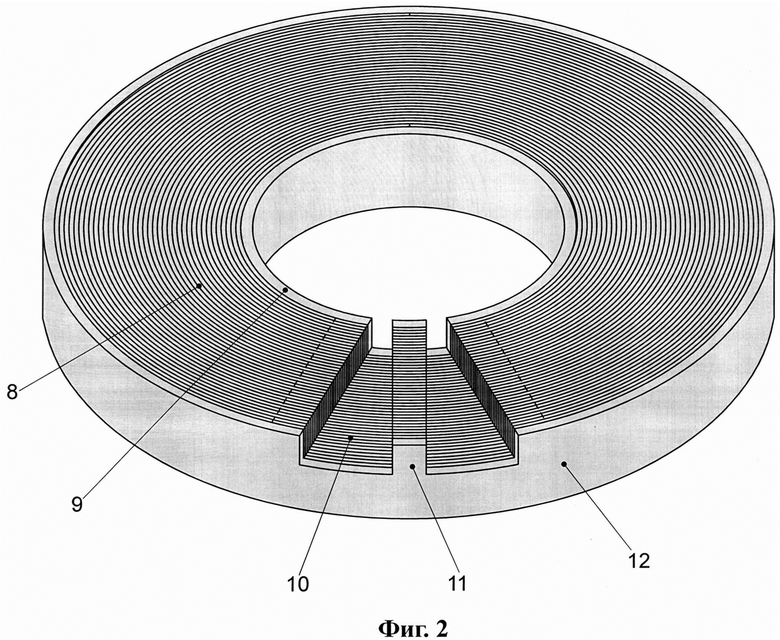
Способ изготовления аксиальных магнитопроводов, заключающийся в том, что рулонную холоднокатанную электротехническую сталь в движении протяжкой разрезают одновременно на полосы, до сборки осуществляют в полосах вырубку пазов и отжиг, затем наматывают каждую полосу на свое внутреннее ферромагнитное кольцо с последующей напрессовкой ферромагнитных колец на стальной пакет, отличающийся тем, что для каждой из полос электротехнической стали предварительно определяют расстояния от начала полосы электротехнической стали до начала каждого k-го паза i-го витка полосы электротехнической стали по формуле

где
i - номер витка полосы электротехнической стали;
m - число витков электротехнической стали в аксиальном магнитопроводе;
Rвнутр - внутренний диаметр аксиального магнитопровода;
δс - толщина полосы электротехнической стали;
δз - ширина зубца;
k - номер зубца (паза), k=1…n;
n - число зубцов (пазов);
затем определяют расстояния от начала полосы электротехнической стали до конца каждого k-го паза i-го витка полосы электротехнической стали по формуле

где
i - номер витка полосы электротехнической стали;
m - число витков электротехнической стали в аксиальном магнитопроводе;
Rвнутр - внутренний диаметр аксиального магнитопровода;
δc - толщина полосы электротехнической стали;
δз - ширина зубца;
k - номер зубца (паза), k=1…n;
n - число зубцов (пазов);
после чего последовательно начиная с первого паза первого витка полосы электротехнической стали осуществляют вырубку пазов в каждом витке полосы электротехнической стали, при этом поперечную вырубку начала и конца k-го паза i-го витка полосы электротехнической стали осуществляют поперечным резцом, продольную вырубку k-го паза i-го витка полосы электротехнической стали осуществляют продольным резцом.
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ АКСИАЛЬНЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2006 |
|
RU2316877C1 |
| ВНУТРЕННЯЯ СТЕНОВАЯ ПАНЕЛЬ | 1991 |
|
RU2071534C1 |
| Способ изготовления магнитопроводов электрических машин | 1975 |
|
SU612558A1 |
| Способ изготовления витого магнитопровода электрической машины | 1989 |
|
SU1742946A1 |
| СПОСОБ ИЗМЕРЕНИЯ НАПРЯЖЕННОСТИ ФИЗИЧЕСКИХ ПОЛЕЙ | 1996 |
|
RU2109301C1 |
| US 4116033 A, 26.09.1978 | |||
| US 1920154 A, 25.07.1933 | |||
| US 2845555 A, 29.07.1958. | |||

