Изобретение относится к элементу вала турбомашины, в частности активно-реактивной паровой турбины, с, по меньшей мере, двумя соединенными неразъёмным способом друг с другом с помощью сварного шва частичными участками вала, у которого этим частичным участка вала присущи различные химические и механические свойства.
Изобретение относится к способу изготовления состоящего из двух различных материалов элемента вала, в котором два состоящих из различных материалов сегмента вала с помощью сварного шва неразъемным способом соединяются друг с другом с образованием элемента вала.
Точно также изобретение относится к турбомашине, в частности, активно-реактивной турбомашине, с вращающимся вокруг продольной оси элементом вала, который имеет два частичных участка вала из различных материалов, которые с помощью сварного шва неразъемным способом соединены друг с другом.
Соответствующие виду элементы вала в турбинах несут концентрично расположенные вокруг продольной оси вращения рабочие лопатки, соответственно образованные из них кольца рабочих лопаток. При этом на подобного рода элементе вала может быть расположено друг за другом несколько рядов рабочих лопаток.
Такой элемент вала может продольно простираться через различные частичные области турбомашины и при этом быть подвержен различным термическим и механическим воздействиям.
На примере активно-реактивной паровой турбины, которая включает часть турбины среднего давления и включенную следом за ней часть турбины низкого давления, конструкция элемента вала должна быть пояснена более подробно.
Как правило, этот элемент вала простирается вдоль как через часть турбины среднего давления, так и через часть турбины низкого давления активно-реактивной паровой турбины. Например, элемент вала с первым частичным участком вала простирается в части турбины среднего давления и с другим частичным участком вала простирается в части турбины низкого давления.
В части турбины среднего давления в отношении проходящей через активно-реактивную паровую турбину рабочей среды преобладают как более высокое рабочее давление, так и более высокая рабочая температура рабочей среды, чем это имеет место в части турбины низкого давления активно-реактивной паровой турбины. Например, рабочая температура рабочей среды составляет в области части турбины среднего давления более 400°С.
В этом отношении первый частичный участок вала элемента вала в этой части турбины среднего давления также более высоко нагружается и термически, так как он там взаимодействует с рабочей средой.
Другой частичный участок элемента вала во включенной следом части турбины низкого давления, хотя термически нагружен ниже, однако, он механически нагружен более высоко.
В этом отношении является желательным, когда различно нагруженные частичные участки вала элемента вала имеют соответственно подобранные свойства материала.
Является благоприятным, если первый частичный участок вала в области части турбины среднего давления будет состоять из жаростойкого материала, напротив же другой частичный участок вала в области части турбины низкого давления должен бы быть образован из вязкого в холодном состоянии материала.
В частности, в турбомашине, как например, ровно такой активно-реактивной паровой турбине с частью турбины среднего давления и присоединяющейся к ней частью турбины низкого давления, не всегда может применяться оптимальный профиль свойств относительно, по меньшей мере, частично простирающегося вдоль в осевом направлении через турбомашину и изготовленного в виде моноблочной конструкции элемента вала. Причиной этого главным образом является то, что при моноблочной конструкции комбинируются желаемые свойства материала, вследствие чего, однако, должны приниматься в ущерб компромиссы, которые препятствуют оптимальной работе турбомашины, соответственно активно-реактивной паровой турбины.
Поэтому зачастую подобного рода элементы вала термически соединяются с помощью подходящего способа сварки из нескольких имеющих различные свойства сегментов вала.
Подобного рода соединительная сварка вала представляет альтернативу, возможности термически соединять материалы с различными химическими составами и с различными механическими свойствами, как, в частности, «жаростойкий» и «вязкий в холодном состоянии», друг с другом.
При этом, однако, нередко возникает совокупность проблем, что различные свойства материалов этих сегментов вала требуют специальной сварочной конструкции для устройства буферного сварного шва, с помощью которого, например, жаростойкий сегмент вала будущего первого частичного участка вала элемента сможет свариваться с вязким в холодном состоянии сегментом вала будущего другого частичного участка вала элемента вала. При этом буферный сварной шов предпочтительно наплавляется на высоко жаростойком материале жаростойкого сегмента вала.
Например, способ действия с устройством буферного сварного шва известен из US 4, 962, 586.
Подобного рода способ действия в части функционирования доведен и также хорош для образования элемента вала, например, активно-реактивной паровой турбины, с различными частичными участками вала, которым присущи различные свойства.
Однако он также трудоемок и отсюда дорогостоящ.
Чтобы избежать недостатков в отношении подобного рода устройства буферного сварного шва, в WO 2004/051056 A1 раскрыт другой способ, при котором с помощью целенаправленного выбора материала относительно подлежащих термическому соединению сегментов вала, а также подобранной тепловой обработки можно отказаться от такого устройства буферного сварного шва.
Задачей изобретения является совершенствование соответствующих виду элементов вала, которые предусмотрены для применения в турбомашине, а также, в частности, относящегося к этому, при исключении устройства буферного сварного шва, известного способа изготовления.
Задача настоящего изобретения решается с помощью элемента вала турбомашины, в частности, активно-реактивной паровой турбины, с, по меньшей мере, двумя соединенными друг с другом неразъемным способом с помощью сварного шва частичными участками вала, в котором этим частичным участкам вала присущи различные химические и механические свойства, причем сварной шов имеет отношение высот слоя сварного шва к ширинам сварного шва от 1 : 14 до 1 : 2.
Настоящее изобретение относится, в частности, к регулируемой с помощью плотности энергии сварке в среде защитного газа в наименьшем зазоре между крутыми кромками с целенаправленным воздействием на свойство материала в непосредственном сварном соединении, соответственно сварном шве.
Элемент вала турбомашины участками зачастую различно термически и механически нагружается, будь то в области компрессора или области турбины турбомашины.
В частности, это относится, в том числе, к элементу вала активно-реактивной паровой турбины, так как часть турбины высокого давления, часть турбины среднего давления и/или часть турбины низкого давления имеют сквозной элемент вала, который омывается проходящей активно-реактивную паровую турбину рабочей средой.
Подобного рода активно-реактивные паровые турбины имеют область впуска и две или больше образованные с рабочими и направляющими лопатками, последовательно включенные друг за другом части турбины.
При этом, например, первый частичный участок вала элемента вала в области части турбины высокого давления, соответственно части турбины среднего давления, термически нагружается выше, чем, например, другой частичный участок вала элемента вала в области части турбины низкого давления и т.д.
По этой причине предпочтительно формирование этого первого частичного участка вала с помощью жаростойкого материала.
Напротив, другой частичный участок вала элемента вала в области части турбины низкого давления подвергается более высокой нагрузке, чем первый частичный участок вала элемента вала в области части турбины высокого, соответственно части турбины среднего давления.
В этом отношении является предпочтительным, если другой частичный участок вала изготовлен из вязкого в холодном состоянии материала.
Подобное также действительно применительно к частичных участкам вала части турбины среднего давления активно-реактивной паровой турбины в отношении части турбины низкого давления активно-реактивной паровой турбины.
По крайней мере, в данном случае сварное соединение частичных участков вала из различных материалов может образовываться существенно лучше, чем до сих пор.
Задача изобретения в этом отношении решается также с помощью способа изготовления состоящего из двух различных материалов элемента вала, в котором два состоящие из различных материалов сегмента вала соединяются неразъемным способом друг с другом с помощью сварного шва с образованием элемента вала, причем сварной шов образуется с отношением высот слоя сварного шва /ширинам сварного шва от 1 : 14 до 1 : 2.
Изобретение характеризуется тем, что первый из, по меньшей мере, двух частичных участков изготовлен из жаростойкого материала 1CrMoV; 2CrMoNiWV; 10CrMoWVNbN; 10CrMoVNbN или 9CrMoCoBNbN или 9Cr3CoWNbBN.
Настоящее изобретение относится, в частности, к способу изготовления соответствующего элемента вала с помощью сварки в среде защитного газа в частично мартенситной области с 70% до 80% превращения мартенсита для неразъемного соединения двух материалов с различными химическими и/или механическими свойствами с исключением устройства буферного сварного шва.
Следует учесть, что сварное соединение в данном наименьшем зазоре между подлежащими соединению друг с другом неразъемным способом сегментов вала с образованием элемента вала, может совершенствоваться, в частности, с помощью нижеследующих признаков.
Таким образом, в частности, при данной сварке наименьшего зазора благодаря совершенствованию ведения процесса, контроля технологического процесса и регулирования процесса возможно целенаправленное управление сварным соединением, соответственно сварным швом, применительно к регулировке свойств в подлежащих сплавлению друг с другом материалах, в зоне термического влияния свариваемых кромок и/или в самом наплавленном металле.
При этом элемент вала может быть образован разнообразно. Например, элемент вала выполнен в виде части ротора.
Другой вариант осуществления предусматривает, например, что сварной шов включает несколько слоев сварного шва, который образован соответственно с помощью одного единственного валика шва, чтобы с помощью выверенной геометрии соответствующего валика шва получить улучшение слоя сварного шва, в частности, улучшение промежуточного слоя, соответственно лежащего под ним слоя сварного шва. Также, таким образом, может значительно улучшаться образованное между двумя различными материалами сварное соединение соответственно сварной шов. Только благодаря этому строению слоя сварного шва может предпочтительно дальше совершенствоваться соответствующий видовому признаку элемент вала, так что этот признак является предпочтительным и без остальных признаков изобретения.
Таким образом, способ изготовления соответствующего элемента может совершенствоваться соответственно благодаря тому, что сварной шов образуется только одним единственным валиком шва, чтобы с помощью выверенной геометрии соответствующего валика шва получить улучшение слоя сварного шва, в частности, улучшение промежуточного слоя, соответственно лежащего под ним слоя сварного шва.
Как уже отмечено выше, сварной шов образуется предпочтительно в наименьшем зазоре, вследствие чего слой сварного шва может без проблем образовываться одним единственным валиком шва.
Как данное отношение высоты слоя сварного шва/ширины сварного шва, так и независимо от этого строение слоев сварного шва относительно числа требуемых валиков шва может достигаться конструктивно и технологически хорошо, в частности, в наименьшем зазоре.
Только поэтому другой предпочтительный вариант осуществления предусматривает, что сварной шов включает две располагающиеся по оси напротив друг друга крутые свариваемые кромки, которые соответственно по отношению к вертикалям имеют угол раскрытия < 1,5°, преимущественно < 1° , чтобы хорошо управлять действием в глубину внесенной тепловой энергией. Таким образом, может особенно предпочтительно достигаться местное воздействие материала в соответствующих областях кромок.
Кроме того было обнаружено, что отличающееся сварное соединение, соответственно сварной шов, может получаться с связи с выбранными материалами.
Качество подлежащего образованию сварного соединения, соответственно сварного шва, может существенно улучшаться еще, если другой из, по меньшей мере, двух частичных участков вала изготовлен из вязкого в холодном состоянии материала 2,0-4,0NiCrMoV, 2,0-4,0NiCrMoV Super Clean или 2СrNiMo.
В частности, лежащий в основе изобретения способ может предпочтительно реализоваться, если сегмент вала перед сваркой подогревается, по меньшей мере, в области свариваемой кромки до температуры предварительного нагрева между 100°С и 350°С, преимущественно между 150°С и 300°С, чтобы улучшить распределение теплового потока. Таким образом, в частности, может достигаться уменьшение начальной твердости в обоих материалах подлежащих соединению друг с другом неразъемным способом сегментов вала.
Дальше независимо от остальных признаков изобретения предпочтительным является, если сварной шов, в частности, отдельные валики шва слоев сварного шва, образуется с помощью скорости сварки от 30 мм/мин до 450 мм/мин, преимущественно от 40 мм/мин до 350 мм/мин. В частности, приведенные выше жаростойкие и вязкие в холодном состоянии материалы могут соединяться таким образом особо предпочтительно.
Суммарно или альтернативно особенно предпочтительным является, если сварной шов, в частности, отдельные валики шва слоев сварного шва, образуется с помощью погонной энергии от 5 кДж/см до 30 кДж/см, так как только таким образом независимо от остальных признаков изобретения может оказываться положительное воздействие на соединяющий оба различных материала сварной шов.
На сварное соединение, соответственно сварной шов, дальше может оказываться благоприятное воздействие, если сварной шов, в частности, отдельные валики шва слоев сварного шва, подвергается местной тепловой обработке. При этом разница в различной в плане качества тепловой обработке подлежащих соединению друг с другом материалов играет несущественную роль для свойств данного сварного шва при дополнительном повышении температуры до 20К ниже температуры отпуска более высоко легированного основного материала, во время целенаправленной регулировки свойств.
С помощью описанного здесь изобретения особенно хорошо становится возможным процесс изготовления в отношении элемента вала, который с помощью сварки в среде защитного газа с целенаправленным управлением при соблюдении определенных параметров регулирует свойства в сварном соединении жаростойкого и вязкого в холодном стоянии материала без устройства буферного сварного шва.
Таким образом, при формировании сварного соединения вала из жаростойкого материала с одной стороны и вязкого в холодном состоянии материала с другой стороны при различных комбинациях материалов можно отказаться от подобного рода устройства буферного сварного шва.
Задача изобретения решается также с помощью турбомашины, в частности, активно-реактивной паровой турбины, с вращающимся вокруг продольной оси элементом вала, который имеет два частичных участка вала из различных материалов, которые с помощью сварного шва неразъемным способом соединены друг с другом, причем турбомашина отличается элементом вала по одному из здесь описанных признаков и/или причем элемент вала изготовлен способом по одному из здесь описанных признаков.
Оборудованная данным элементом вала турбомашина может изготавливаться благоприятно в экономическом отношении.
Другие признаки, результаты и преимущества настоящего изобретения раскрываются с помощью приложенных чертежей и последующего описания, в которых в качестве примера представлен и описан разработанный согласно изобретению элемент вала турбомашины.
На чертежах представлено следующее:
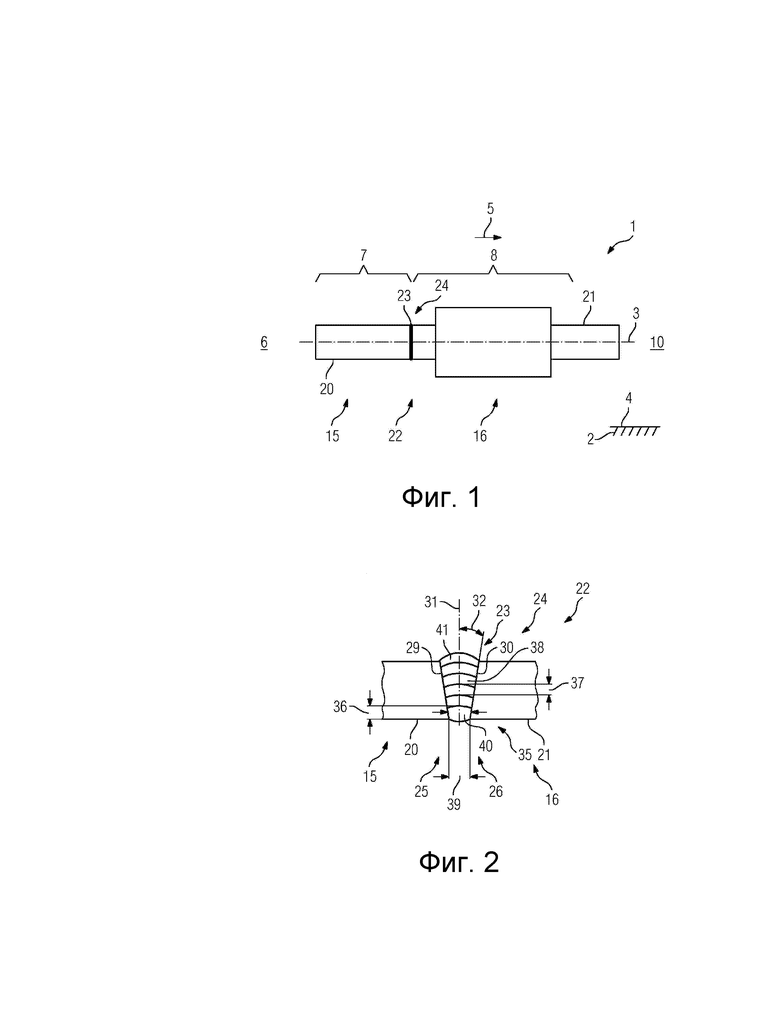
фиг. 1 - схематично частичный вид элемента вала турбомашины в переходной области между частью среднего давления турбины и частью низкого давления турбины с двумя состоящими из различных материалов частичными участками вала, которые с помощью сварного соединения неразъемным способом соединены друг с другом; и
фиг. 2 - схематично сварное соединение в краевой области первого сегмента вала из жаростойкого материала и второго сегмента вала из вязкого в холодном состоянии материала показанного на фиг. 1 элемента вала, причем первый сегмент вала образует частичный участок вала в части среднего давления турбины и другой сегмент вала образует частичный участок вала в части низкого давления турбины.
Показанный на фиг. 1 элемент 1 вала служит для установки множества рабочих лопаток (не изображено) и смонтирован в не показанной подробно турбомашине 2 таким образом, что он при работе турбомашины 2 вращается вокруг продольной оси 3 вращения.
В этом примере осуществления в случае турбомашины 2 речь идет о не показанной более детально активно-реактивной паровой турбине 4, которая отличается частью среднего давления турбины (не показано) и примыкающей к ней ниже по потоку частью низкого давления турбины (не показано).
Элемент 1 вала простирается в осевом направлении 5 вдоль продольной оси 3 вращения от области 6 входа активно-реактивной паровой турбины 4 через область 7 среднего давления активно-реактивной паровой турбины 4 дальше через область низкого давления 8 активно-реактивной паровой турбины 4 до области 10 выхода активно-реактивной паровой турбины 4.
При этом первый участок 15 вала находится главным образом в области 7 среднего давления и другой участок 16 вала находится главным образом в области 8 низкого давления, так что эти частичные участки 15 и 16 вала взаимодействуют с проходящей от области 6 входа до области 10 выхода рабочей средой, преимущественно перегретым паром.
При этом рабочая среда в области 7 среднего давления, имеет, в частности, еще более высокую температуру, чем в области 8 низкого давления, так что первый частичный участок 15 вала термически более нагружен, чем другой частичный участок 16 вала элемента 1 вала.
Однако другой частичный участок 16 вала механически нагружен более высоко, чем первый участок 15 вала элемента 1 вала.
Это обуславливает, что первый участок 15 вала элемента 1 вала должен изготавливаться из более жаростойкого материала (специально не оцифрован), чем другой участок 16 вала элемента 1 вала.
Примененный здесь жаростойкий материал представлен 1CrMoV.
Однако в качестве альтернативы он может заменяться другим из жаростойких материалов как: 2CrMoNiWV; 10CrMoWVNbN; 10CrMoVNbN или 9CrMoCoBNbN соответственно 9Cr3Co3WNbBN.
Следовательно, другой участок 16 вала элемента 1 вала должен быть изготовлен из более вязкого в холодном состоянии материала (специально не оцифрован), чем первый участок 15 вала элемента 1 вала.
Примененный здесь вязкий в холодном состоянии материал представлен 2,0 NiCrMoV.
Однако в качестве альтернативы он может заменяться другим из вязких в холодном состоянии материалов как: 2,0-4,0NiCrMoV, 2,0-4,0NiCrMoV Super Clean или 2СrNiMo.
Во всяком случае, элемент 1 вала собран из первого сегмента 20 вала (жаростойкий материал) и другого сегмента 21 вала (вязкий в холодном состоянии материал), причем оба различных сегмента материала термически соединены с помощью сварного соединения 22, то есть соединены друг с другом неразъемным способом.
Фиг. 2 показывает схематично строение сварного шва 23 сварного соединения 22 и частично с помощью фрагмента 24 краевой области элемента 1 вала.
В основе сварного соединения 22, соответственно сварного шва 23, лежит наименьший зазор 25 между первым сегментом вала 20 и вторым сегментом 21 вала, которые располагаются по оси напротив друг друга и предназначены для формирования сварного стыкового соединения 26.
На сварном стыковом соединении 26 имеются две свариваемые кромки 29 и 30, которые образуются сегментами 20 и 21 вала, причем каждая из кромок 29 и 30 по отношению к вертикалям 31 имеют только один угол раскрытия 32 равный < 1° (только примерно оцифрован). Благодаря этому могут уменьшаться эффекты нежелательного тепловложения в соседние области материала. Угол раскрытия 32 и таким образом установка соединяемых кромок, соответственно свариваемых кромок 29 и 30, при этом представлены с преувеличением.
На подготовленном таким образом сварном стыковом соединении 26 теперь может дальше предпочтительно формироваться образованный в духе изобретения сварной шов 23.
Сварной шов 23 отличается, в частности, отношением 35 высоты слоя сварного шва/ширины сварного шва от 1 : 14 до 1 : 2, причем в данном случае высота 36 слоя сварного шва выражена через толщину 37 отдельного валика 38 шва и ширина 39 сварного шва выражена через ширину 40 соответствующего отдельного валика 38 шва.
Отношение 35 высоты слоя сварного шва/ширины сварного шва в этом примере осуществления также зависит от изменяющейся в направлении вертикалей 31 ширины стыка.
При этом с расположением на одной прямой толщина 37 высоты 36 слоя сварного шва в направлении вертикалей 31 и ширина 40 ширины сварного шва 39 простирается поперек к этим вертикалям 31.
Другая особенность настоящего сварного соединения 22, соответственно сварного шва 23, заключается в том, что каждый из слоев 41 сварного шва имеет только один единственный валик 38 шва. Таким образом, можно особенно просто воздействовать на улучшение слоя сварного шва.
Каждый из валиков 38 шва при этом образовывается примерно со скоростью сварки 100 мм/мин при погонной энергии 15 Дж/см.
Свариваемые кромки 29 и 30 при этом заранее предварительно нагреваются до температуры предварительного нагрева 200°С, чтобы добиться улучшенного распределения теплового потока.
Хотя изобретение в деталях более подробно проиллюстрировано и описано с помощью предпочтительного примера осуществления, изобретение не ограничено этим раскрытым примером осуществления и специалистом могут создаваться и другие вариации, не выходя за пределы охраны изобретения.
Изобретение относится к элементу (1) вала турбомашины (2), способу его изготовления и турбомашине (2) с элементом (1) вала. Элемент вала имеет по меньшей мере два соединенных неразъёмно друг с другом с помощью сварного шва (23) участка (15, 16) вала. Участкам (15, 16) вала присущи различные химические и механические свойства. Сварной шов (23) образуют с отношением (35) высоты слоя сварного шва к ширине сварного шва от 1 : 14 до 1 : 2. Первый из по меньшей мере двух участков (15, 16) вала изготовлен из жаростойкого материала 1CrMoV; 2CrMoV; 2CrMoNiWV; 10CrMoWVNbN; 10CrMoVNbN; 9CrMoCoBNbN или 9Cr3Co3WNbBN. 4 н. и 9 з.п. ф-лы, 2 ил.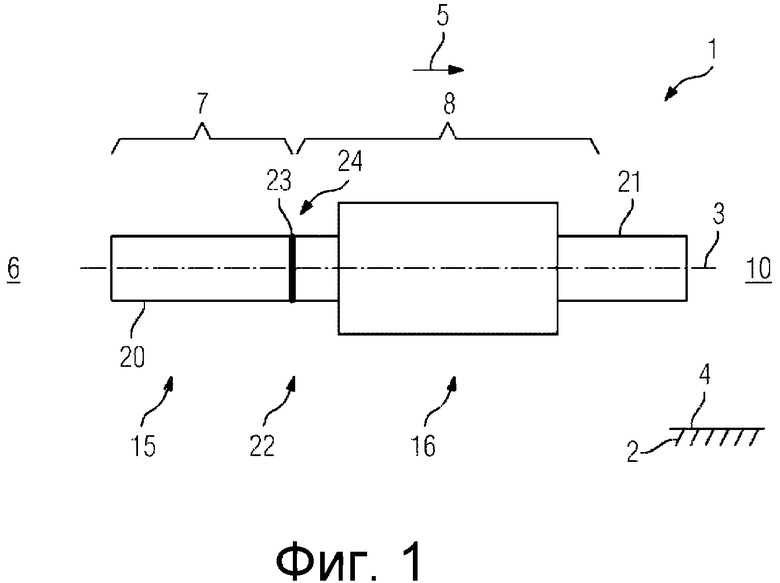
1. Элемент (1) вала турбомашины (2), в частности активно-реактивной паровой турбины (4), содержащий по меньшей мере два соединенных друг с другом неразъемно с помощью сварного шва (23) участка вала (15, 16), при этом упомянутым участкам (15, 16) вала присущи различные химические и механические свойства, причем сварной шов (23) имеет отношение высот слоя сварного шва / ширина сварного шва от 1 : 14 до 1 : 2, причем первый из по меньшей мере двух участков (15, 16) вала изготовлен из жаростойкого материала 1CrMoV; 2CrMoV; 2CrMoNiWV; 10CrMoWVNbN; 10CrMoVNbN; 9CrMoCoBNbN или 9Cr3Co3WNbBN.
2. Элемент вала по п. 1, в котором сварной шов (23) включает несколько слоев (41) сварного шва, который соответственно образован с помощью одного единственного валика (38) шва, чтобы с помощью выверенной геометрии соответствующего валика (38) шва получить улучшение слоя сварного шва, в частности улучшение промежуточного слоя сварного шва, соответственно лежащего под ним слоя сварного шва.
3. Элемент вала по п. 1 или 2, в котором сварной шов (23) включает две расположенные по оси напротив друг друга крутые свариваемые кромки (29, 30), которые соответственно по отношению к вертикалям (31) имеют угол (32) раскрытия кромок < 1,5°, преимущественно < 1°, обеспечивающий регулирование действия в глубину направленной тепловой энергии.
4. Элемент вала по любому из пп. 1–3, в котором один из по меньшей мере двух участков (15, 16) вала изготовлен из вязкого в холодном состоянии материала 2,0-4,0NiCrMoV; 2,0-4,0NiCrMoV Super Clean или 2CrNiMo.
5. Элемент вала по любому из пп. 1–3, в котором один из по меньшей мере двух участков (15, 16) вала изготовлен из низколегированного, жаростойкого материала 1CrMoV; 2CrMoV или 2CrMoNiWV и второй – из материала типа 10CrMoWVNbN; 10CrMoVNbN; 9CrMoCoBNbN или 9Cr3Co3WNbBN.
6. Способ изготовления элемента (1) вала турбомашины (2), состоящего из двух различных материалов, по любому из пп. 1-5, включающий соединение друг с другом неразъемным способом двух состоящих из различных материалов сегментов (20, 21) вала с помощью сварного шва (23) с формированием элемента вала, причем сварной шов (23) образуют с отношением (35) высоты слоя сварного шва к ширине сварного шва от 1 : 14 до 1 : 2, причем первый из по меньшей мере двух частичных участков (15, 16) вала изготовлен из жаростойкого материала 1CrMoV; 2CrMoV; 2CrMoNiWV; 10CrMoWVNbN; 10CrMoVNbN; 9CrMoCoBNbN или 9Cr3Co3WNbBN.
7. Способ по п. 6, в котором слой (41) сварного шва (23) формируют с помощью одного валика (38) шва, чтобы с помощью выверенной геометрии соответствующего валика (38) шва получить улучшение слоя сварного шва, в частности улучшение промежуточного слоя сварного шва, соответственно лежащего под ним слоя (41) сварного шва.
8. Способ по п. 6 или 7, в котором сегмент (20, 21) перед свариванием по меньшей мере в области свариваемой кромки (29, 30) предварительно нагревают до температуры предварительного нагрева от 100°С до 350°С, предпочтительно от 150°С до 300°С, для улучшения распределения теплового потока.
9. Способ по любому из пп. 6, 7, в котором сварной шов (23), в частности отдельные валики (38) шва слоев сварного шва (41), формируют со скоростью сварки от 30 до 450 мм/мин, предпочтительно от 40 до 350 мм/мин.
10. Способ по любому из пп. 6–9, в котором сварной шов (23), в частности отдельные валики (38) шва слоев (41) сварного шва, формируют с погонной энергией от 5 до 30 кДж/см.
11. Способ по любому из пп. 6–10, в котором сварной шов (23), в частности отдельные валики (38) шва слоев (41) сварного шва, подвергают местной тепловой обработке.
12. Турбомашина (2), в частности активно-реактивная паровая турбина (4), с выполненным с возможностью вращения вокруг продольной оси (3) элементом (1) вала, который имеет два участка (15, 16) вала из различных материалов, которые неразъемно соединены друг с другом с помощью сварного шва (23), причем турбомашина (2) содержит элемент (1) вала по любому из пп. 1–5.
13. Турбомашина (2), в частности активно-реактивная паровая турбина (4), с выполненным с возможностью вращения вокруг продольной оси (3) элементом (1) вала, который имеет два участка (15, 16) вала из различных материалов, которые неразъемно соединены друг с другом с помощью сварного шва (23), причем турбомашина (2) содержит элемент (1) вала, изготовленный согласно способу по любому из пп. 6–11.
| US 20120301309 A1, 29.11.2012 | |||
| US 5532454 A, 02.07.1996 | |||
| US 4962586 A, 16.10.1990 | |||
| US 20100224597 A1, 09.09.2010 | |||
| СПОСОБ ПОДГОТОВКИ КРОМОК ТРУБ ИЛИ ЛИСТОВ С ПЛАКИРУЮЩИМ СЛОЕМ ПОД СВАРКУ ВСТЫК (ВАРИАНТЫ) | 2013 |
|
RU2524472C1 |
| СЕГМЕНТИРОВАННЫЙ РОТОР ТУРБИНЫ И ТУРБИНА | 2008 |
|
RU2496007C2 |
| МОНОКРИСТАЛЛИЧЕСКИЙ СУПЕРСПЛАВ НА ОСНОВЕ Ni И ЛОПАТКА ТУРБИНЫ | 2010 |
|
RU2518838C2 |
| Способ многослойной дуговой сварки кольцевых стыков | 1988 |
|
SU1606293A1 |
| ГАММА/ГАММА' -СУПЕРСПЛАВ НА ОСНОВЕ НИКЕЛЯ С МНОГОЧИСЛЕННЫМИ РЕАКЦИОННО-АКТИВНЫМИ ЭЛЕМЕНТАМИ И ПРИМЕНЕНИЕ УКАЗАННОГО СУПЕРСПЛАВА В СЛОЖНЫХ СИСТЕМАХ МАТЕРИАЛОВ | 2010 |
|
RU2500827C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО ШВА ПРИ СВАРКЕ ИЛИ НАПЛАВКЕ ИЗДЕЛИЙ ИЗ ТРУДНО СВАРИВАЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2521922C2 |
| МОНОКРИСТАЛЛИЧЕСКИЙ СУПЕРСПЛАВ НА ОСНОВЕ Ni И ВКЛЮЧАЮЩАЯ ЕГО ЛОПАТКА ТУРБИНЫ | 2010 |
|
RU2482205C1 |

