Изобретение относится к области сварочного производства, а именно к способам сварки или наплавки с возвратно-поступательным движением электрода или сварочной головки. Возвратно-поступательный способ преимущественно может применяться для сварки различных сложных по форме и толщине изделий из трудносвариваемых сплавов черных и цветных металлов.
Известен аналог заявляемого способа - изобретение «Способ наплавки деталей» (см. а.с. SU 239463 А, с приоритетом 30.06.1967 г., МПК B23K 9/04). В известном способе наплавку ведут плавящимся электродом обратно-ступенчатым методом без подслоя и послойной зачистки шлака, отдельными участками, стыкующимися между собой под углом 45 градусов к вертикали, при этом наплавку каждого участка осуществляют с предварительным и сопутствующим подогревом и с принудительным замедленным охлаждением наплавленной поверхности. Недостатком этого способа является то, что этот способ требует предварительный подогрев, последующее его охлаждение и не может использоваться для сварки.
Известен ближайший аналог (прототип) - способ сварки каскадом, раскрытый в Словаре-справочнике под ред. К.К. ХРЕНОВА, издательство Наукова думка, Киев, 1974, с.133. Сварка каскадом - многослойная ручная сварка металлическим электродом, характеризуемая последовательным наложением частично перекрывающих друг друга слоев небольшой протяженности, причем так, чтобы каждый последующий слой накладывался на еще не успевший остыть предыдущий, а направление сварки отдельных слоев было противоположно направлению шва в целом. Сварка каскадом рассчитана на уменьшение сварочных деформаций по сравнению с их величиной при обычном способе непрерывного наложения слоев. Недостатком данного способа является большая зона термического влияния. В этой зоне происходит отпуск металла, подкалка, перекристаллизация структуры по всей длине сварного шва. Увеличение зоны снижает служебные свойства изделия, то есть металл в этой области обладает большей хрупкостью, меньшей прочностью и, следовательно, с большей вероятностью происходит разрушение при воздействии нагрузки. Дополнительным недостатком является более сложная укладка сварных швов.
Задачей, на решение которой направлено предлагаемое изобретение, является уменьшение зоны термического влияния, увеличение производительности за счет отсутствия необходимости охлаждения шва в процессе сварки, простота укладки сварного шва.
Указанная задача достигается тем, что в предлагаемом способе получения сварного шва при сварке или наплавке трудносвариваемых металлов и сплавов, включающем последовательное получение участков сварного шва с возвратно-каскадным перемещением электрода или сварочной головки, согласно изобретению при перемещении электрода или сварочной головки вначале получают первый участок сварного шва длиной от 40 до 60% каскадного шага сварки, затем электрод или сварочную головку возвращают в точку начала сварки первого участка сварного шва и сваривают второй участок сварного шва длиной, равной каскадному шагу, при этом первую его часть получают повторным проходом по предыдущему участку сварного шва, а вторую его часть получают на поверхности изделия с образованием переходной части между первой и второй частями упомянутого участка сварного шва, далее электрод или сварочную головку возвращают на расстояние, равное длине второй части предыдущего участка сварного шва, и получают последующий участок сварного шва длиной, равной каскадному шагу сварки, путем повторного прохода по второй части предыдущего участка сварного шва и по поверхности изделия, после чего процесс сварки или наплавки повторяют необходимое число раз до получения сварного шва заданной длины, при этом последний участок сварного шва с остаточной длиной получают повторным проходом по второй части предыдущего участка.
Каскадный шаг устанавливается экспериментальным способом. Размер каскадного шага различных видов сварки (ручная, механизированная, неплавящимся электродом, газовая и др.) зависит от технических характеристик этих видов сварки и технологических требований, предъявляемых к изделию, например:
- температурного режима (при увеличении размера детали из-за увеличения тепла, поглощаемого изделием, необходимо уменьшить длину шага);
- состава металла изделия (удельные теплопроводность и теплоемкость, химический состав, определяющий склонность к холодным трещинам): при увеличении теплопроводности основного металла, величину шага уменьшают;
- местоположения шва (в разделке или на поверхности);
- конфигурации шва и пространственной формы изделия, например, в зависимости от толщины стенок и вида их соединения в пространстве;
- присадочного материала, который выбирается в соответствии с техническими условиями для свариваемого материала, при этом присадочный и основной материалы могут быть как одинаковыми по химическому составу, так и разными (см. ниже приведенные примеры, реализующие предложенный способ).
Для равномерного наложения шва каждая часть участка выбирается длиной от 40 до 60% каскадного шага сварки.
Переходная часть участка меняется технологически в зависимости от различных параметров, относящихся к процессу сварки (геометрических, физических и др.), например:
- разделки (формы, зазора);
- вида сварки (ручная, механизированная, неплавящимся электродом, газовая и др.) и установленных режимов;
- пространственного положения;
- свариваемого и присадочного материала;
- размера свариваемой детали;
- установившегося режима и др.
Для реализации предложенного способа используется предпочтительно электродуговая сварка, но могут быть применены и другие виды сварки, такие как газовая, с использованием плазмотронов и так далее.
Перечисленные выше признаки являются новыми и существенными, так как они достаточны для того, чтобы отличить предлагаемый способ от аналогов и позволяют достичь положительный эффект, а именно:
1) уменьшить зону термического влияния за счет более равномерного распределения тепла по длине шва;
2) увеличить производительность за счет отсутствия необходимости охлаждения шва в процессе сварки;
3) упростить наложение шва за счет более простой укладки.
Пример реализации предлагаемого способа иллюстрируется следующими фигурами:
Фиг.1 - корневой шов;
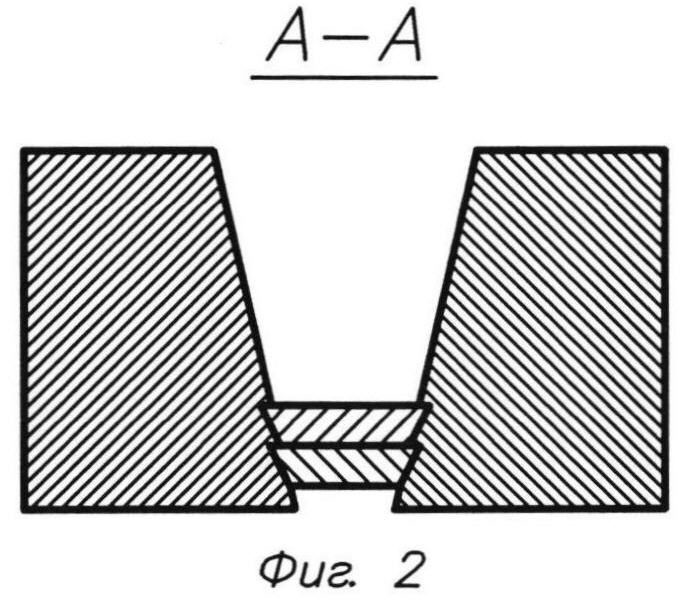
Фиг.2 - сечение корневого шва;
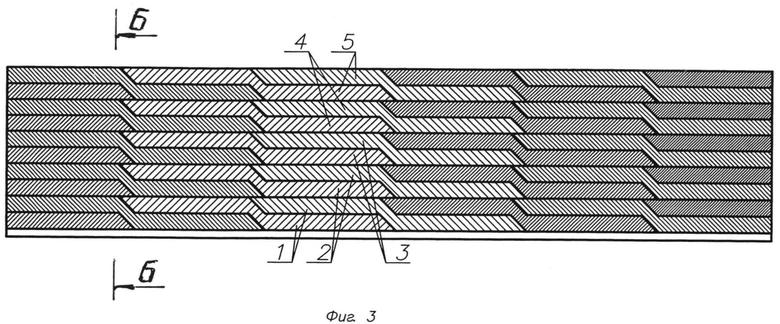
Фиг.3 - многопроходный шов, состоящий из пяти швов;
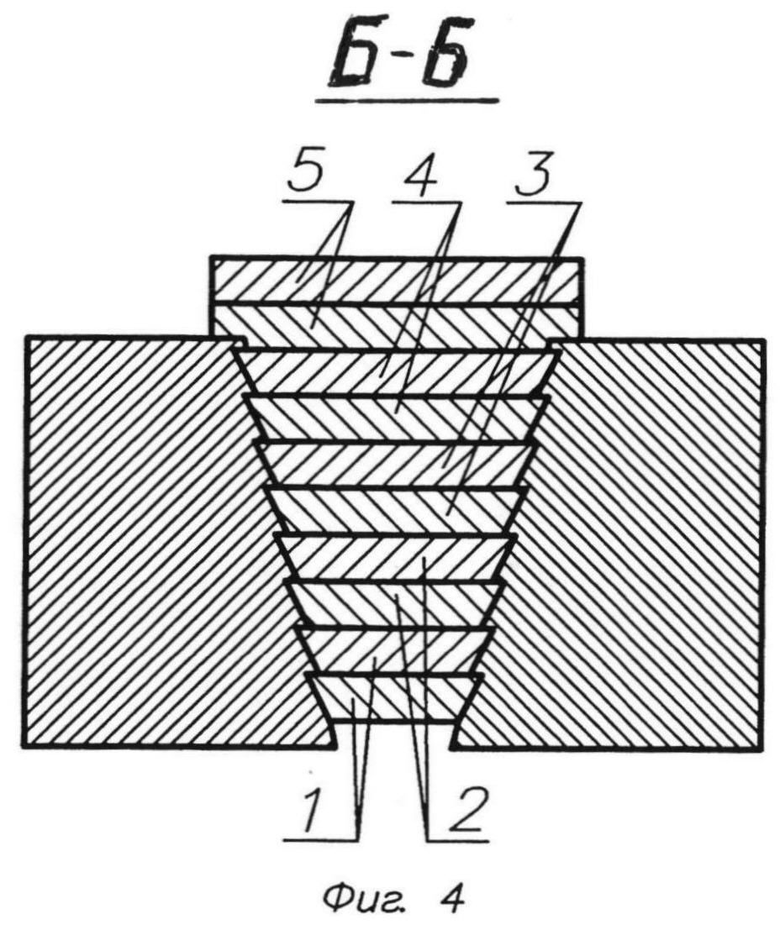
Фиг.4 - сечение многопроходного шва;
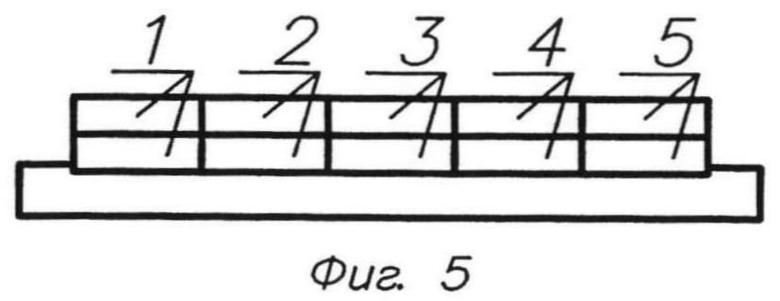
Фиг.5 - поперечное сечение наплавки, состоящей из пяти швов.
Примером реализации предлагаемого способа получения сварного шва будет осуществление действий в следующей последовательности: вначале варят первый участок 1, состоящий из одной части 1a, составляющей по длине от 40 до 60% заданного размера каскадного шага t, затем электрод в отдельном держателе или автоматическую сварочную головку, в которой установлен электрод, или сварочную головку с непрерывной подачей сварочной присадочной проволоки возвращают в исходное положение (точку М), то есть точку начала сварки первого участка, из которой начинается сварка последующего участка 2, начиная с части 2a, длина которой от 40 до 60% каскадного шага t, и производят сварку участка 2 повторным каскадным проходом по самому первому участку 1 до конца части 1a. Далее начинается переходная часть 2b участка 2, которая является переходом с первого участка 1 на поверхность, по которой накладывается сварной шов (поверхность изделия). Затем начинается часть 2 с участка 2, сваренная по поверхности изделия. Вся длина участка 2 сварного шва будет иметь длину, равную каскадному шагу t, возвратно-каскадного движения электрода или сварочной головки. Таким образом, часть 2 с указанного участка 2 сварного шва для очередного следующего возвратно-каскадного участка 3 шва станет предыдущей, а часть 3a участка 3 сварного шва будет последующей, часть 3b является переходной частью с части 3a на часть 3c участка 3. Затем электрод возвращают в точку L, которая является конечной точкой сварки участка 3a и находится на стыке участков 3a и 3b, по длине участка 3c наваривают последующий возвратно-каскадный участок 4, начиная с части 4a, сваренной повторным каскадным проходом по предыдущей части 3c возвратно-каскадного участка 3, и остальное варят по переходной части 4b и по части 4c, которая варится по поверхности изделия в направлении шва; после чего процесс сварки повторяют необходимое число раз до полной сварки необходимого шва. При этом на следующем этапе сварки участок 4c соответствующей частью 4c становится предыдущим, а участок 5 шва с соответствующими частями 5a, 5b и 5c последующим. Процесс сварки шва заканчивается следующим образом: участок 6 будет иметь части 6a, 6b и 6c, а конечный участок 7 будет состоять только из одной части, полученной повторным каскадным проходом с созданием части 7а, сваренной по поверхности предыдущей части 6c участка 6, с соответствующей оставшейся длиной части каскадного шага t. Сварной шов оканчивается в точке N.
Аналогично способу получения сварного шва при сварке изделий производится способ получения сварного шва при наплавке изделий. Различие этих способов в том, что при сварке происходит соединение деталей, а при наплавке происходит наплавление металла на поверхность шва или изделия. Например, наплавка на зоны (зубцы или режущие кромки) ковша экскаватора, подвергающиеся износу, наплавка на бандажи железнодорожных пар (колес) вагонов, на вагонные сцепки, восстановление различных деталей машин и механизмов (валы, шестерни, корпуса редукторов, матрицы и пуансоны кузнечного оборудования и другое).
В качестве вариантов реализации предложенного способа могут быть рассмотрены следующие примеры.
Пример 1. Указанный способ сварки используют при полуавтоматической сварке стальной жесткой пробы. Испытуемый материал: сталь с содержанием углерода 0,4% толщиной 20 мм, электрод в виде проволоки 0,8Х20Н9Г7Т диаметром 1,4 мм. После выдержки результат положительный (трещин нет). При сварке одним швом проба после выдержки в несколько дней давала холодные трещины, результат отрицательный (холодные трещины разного размера). Аналогичные положительные результаты могут быть получены при использовании двухдуговой сварки. При этом оборудование, использованное для сварки, будет значительно более сложным по конструкции, а работа с этим оборудованием имеет ограниченные области применения, намного более сложная и трудоемкая, требующая высококвалифицированного персонала, что можно сказать и о последующих примерах.
Пример 2. Такие же пробы были заварены ручной сваркой штучными электродами типа Э-10Х20Н9Г6С диаметром 4 мм. Полученные данные аналогичны результатам в примере 1. Предлагаемый способ получения сварного шва дает положительные результаты, при сварке одним швом - отрицательные.
Пример 3. Произведена сварка трудносвариваемого алюминиевого сплава ПАС-1 толщиной 25 мм ручной аргонно-дуговой сваркой неплавящимся электродом с присадочной проволокой АМг5 диаметром 4 мм на жесткой пробе типа «Труба». После выдержки результат положительный (трещин нет). При сварке одним швом получены отрицательные результаты, т.е. холодные трещины и расслоения торцевых деталей пробы.
Пример 4. Произведена сварка трудносвариваемого алюминиевого сплава АБТ-102 толщиной 22 мм полуавтоматической сваркой в среде аргона, электрод в виде проволоки из сплава АМг5 диаметром 1,2 мм. Результат положительный (трещин нет).
Пример 5. Наплавка держателя пластин рабочего органа строительной машины для разрушения бетонных конструкций зданий из стали марки 45 проволокой Св-04Х22Н8М3ТЮ диаметром 1,4 мм. Результат положительный (трещин нет). При сварке одним швом получены отрицательные результаты, то есть появлялись холодные трещины.
Все сравнения результатов предлагаемого и традиционного методов проводились в одинаковых условиях, то есть на одних и тех же режимах сварки и однотипных деталях. Предлагаемый способ получения сварного шва дает положительные результаты, при сварке одним швом - отрицательные результаты.
Предлагаемый способ получения сварного шва расширяет функциональные возможности использования возвратно-поступательного метода сварки или наплавки. Он окажется полезным при ремонте сварных соединений из трудносвариваемых металлов и сплавов. Его использование возможно при сварке в труднодоступных местах изделий и при сварке на монтаже, где невозможно использовать громоздкое и сложное сварочное оборудование. Этот способ дает хороший результат там, где невозможно сделать после сварки термическую обработку. Предложенный способ оптимален при больших длинах сварного шва трудносвариваемых металлов и сплавов, так как заполнение шва осуществляется постепенно, зона термического влияния минимальная, не требуется охлаждение и происходит меньший отпуск металла по всей длине сварного шва, в связи с этим возникает меньшая деформации изделия и увеличивается производительность за счет простоты наложения шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1798077A1 |
| Способ дуговой сварки | 1990 |
|
SU1818180A1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2010 |
|
RU2446929C1 |
| СПОСОБ НАПЛАВЛЕНИЯ И СВАРКИ ПЛАВЛЕНИЕМ СВЕРХПРОЧНЫХ СПЛАВОВ | 2012 |
|
RU2610198C2 |
| Способ сварки плавлением | 1982 |
|
SU1109274A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2110378C1 |
| Способ дуговой сварки | 1986 |
|
SU1386400A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ СВАРКИ ЧУГУНА | 1996 |
|
RU2098248C1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
Изобретение может быть использовано при сварке изделий из трудно свариваемых сплавов, в частности, в труднодоступных местах изделий и при сварке на монтаже. Последовательно получают участки сварного шва возвратным каскадным перемещением электрода или сварочной головки. Получают первый участок сварного шва длиной от 40 до 60% каскадного шага сварки. Электрод или сварочную головку возвращают в точку начала сварки первого участка сварного шва и сваривают второй участок длиной, равной каскадному шагу. При этом первую его часть получают повторным проходом по предыдущему участку сварного шва, а вторую часть получают на поверхности изделия с образованием переходной части. Далее электрод или сварочную головку возвращают на расстояние, равное длине второй части предыдущего участка сварного шва, и получают последующий участок сварного шва длиной, равной каскадному шагу сварки, путем повторного прохода по второй части предыдущего участка сварного шва и по поверхности изделия. Процесс сварки или наплавки повторяют необходимое число раз до получения сварного шва заданной длины. Последний участок сварного шва с остаточной длиной получают повторным проходом по второй части предыдущего участка. Способ позволяет уменьшить зону термического влияния и увеличить производительность сварки за счет отсутствия необходимости охлаждения шва в процессе сварки. 5 ил., 5 пр.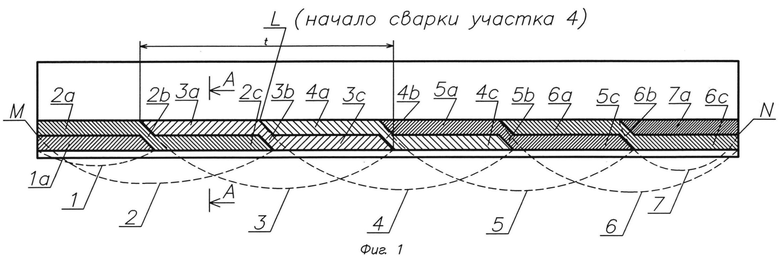
Способ получения сварного шва при сварке или наплавке изделий из трудно свариваемых металлов и сплавов, включающий последовательное получение участков сварного шва с возвратным каскадным перемещением электрода или сварочной головки, отличающийся тем, что при перемещении электрода или сварочной головки вначале получают первый участок сварного шва длиной от 40 до 60% каскадного шага сварки, затем электрод или сварочную головку возвращают в точку начала сварки первого участка сварного шва и сваривают второй участок сварного шва длиной, равной каскадному шагу, при этом первую его часть получают повторным проходом по предыдущему участку сварного шва, а вторую его часть получают на поверхности изделия с образованием переходной части между первой и второй частями упомянутого участка сварного шва, далее электрод или сварочную головку возвращают на расстояние, равное длине второй части предыдущего участка сварного шва, и получают последующий участок сварного шва длиной, равной каскадному шагу сварки, путем повторного прохода по второй части предыдущего участка сварного шва и по поверхности изделия, после чего процесс сварки или наплавки повторяют необходимое число раз до получения сварного шва заданной длины, при этом последний участок сварного шва с остаточной длиной получают повторным проходом по второй части предыдущего участка.
| Словарь-справочник по сварке под ред | |||
| К.К.ХРЕНОВА, издательство Наукова думка, Киев, 1974, с.133 | |||
| СПОСОБ НАПЛАВКИ ДЕТАЛЕЙ | 0 |
|
SU239463A1 |
| Способ многопроходной сварки | 1978 |
|
SU791477A1 |
| Способ многопроходной сварки | 1986 |
|
SU1449291A1 |
| Способ изготовления крупногабаритных конструкций | 1986 |
|
SU1428555A2 |

