Изобретение относится к авиационной и ракетной технике и может быть использовано для раскроя заготовок из кварцевых и кремнеземных тканей, предназначенных для изготовления абляционного теплозащитного покрытия (ТЗП) и аэродинамических элементов управления высокоскоростных изделий ракетной техники.
Особенностями предлагаемого способа является: возможность раскроя кварцевых и кремнеземных тканей с поверхностной плотностью до 10 кг×м-2; автоматизация подачи ткани с одновременным раскроем, значительно снижающая длительность изготовления деталей, а также исключающая человеческий фактор; возможность получения заготовок с высокой точностью (до 0,01 мм) с контролируемым оплавлением краев кремнеземной ткани, исключающего деформирование геометрических размеров (кромки) и позволяющего изготавливать детали из кремнеземных тканей путем послойной укладки заготовок.
Известны аналогичные способы раскроя неметаллических тканых материалов.
В статье авторов Н.В. Выморокова, И.Р. Полонской «Автоматизация процессов изготовления изделий и конструкций из ПКМ с использованием программного модуля «FIBERSIM» (см. Тезисы докладов XX Международной научно-технической конференции «Конструкции и технологии получения изделий из неметаллических материалов», ГНЦ РФ ОАО «ОНПП «Технология», Обнинск, 2013, стр. 103) сообщается об автоматизированном раскрое неметаллических материалов на промышленном плоттере. Программа раскроя ткани представляет собой раскладку всех выкраиваемых элементов по длине и ширине рулона ткани. Трехкоординатный станок с механическим резцом производит раскрой ткани по заданной программе.
Недостатком известного способа является деформация кромки заготовки во время раскроя малогабаритных заготовок и заготовок со сложной геометрией. Деформация кромки может привести к дальнейшему «разлохмачиванию» заготовки во время логистики или при производстве конечной детали. Кроме того, данный способ не позволяет производить раскрой заготовок сложной геометрии из кварцевых и кремнеземных тканей с поверхностной плотностью от 4 до 10 кг×м-2.
Наиболее близким по технической сущности и достигаемому результату является «Способ лазерной резки тонколистового углепластика», описанный в патенте № RU 2 689 346 (МПК B23K 26/382; B23K 26/14, опубл. 27.05.2019 Бюл. №15), принимаем его за прототип. В данном случае описывается способ газолазерной резки тонколистового углепластика, включающий укладку заготовки углепластика на подложку-трафарет с вырезанным контуром детали, подачу соосно с лазерным пучком технологического газа и перемещение луча по заданной траектории, отличающийся тем, что лазерный луч подают импульсами с частотой 100-5000 Гц и скважностью импульсов 3,0-1,25, при этом контур детали выполняют с перемычками. Технический результат известного изобретения заключается в обеспечении заданной точности обработки при минимальном дефекте кромки реза (минимальной зоне термического влияния).
Однако, раскрой кварцевых и кремнеземных тканей данным способом будет неизбежно приводить к значительному оплавлению краев, ввиду более низких температур плавления (по сравнению с углеволокном). Оплавление краев ткани не позволит изготовить детали (аэродинамические элементы управления) послойным набором заготовок с требуемой точностью по толщине.
Техническая задача, на решение которой направлено заявляемое изобретение заключается в повышении точности и качества раскроя за счет контролируемого оплавления краев кремнеземной ткани, исключающего деформирование геометрических размеров (кромки).
Предлагаемый способ позволяет кроить малогабаритные заготовки и заготовки со сложной геометрией из кварцевых и кремнеземных тканей с поверхностной плотностью до 10 кг×м-2 с контролируемым оплавлением краев, допускающий, в том числе, изготовить детали (аэродинамические элементы управления) послойным набором заготовок с требуемой точностью по толщине.
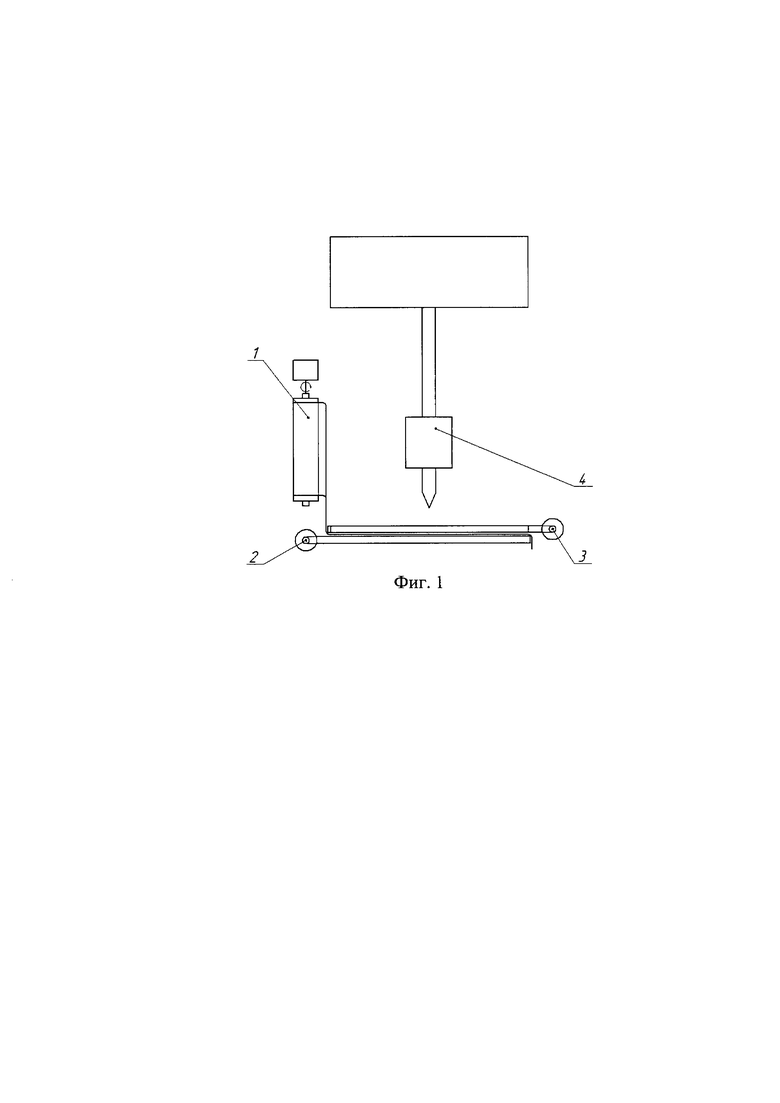
Способ автоматизированного раскроя кварцевых и кремнеземных тканей методом газолазерной резки поясняется чертежом на фиг. 1, где 1 - устройство размотки ткани с двигателем, 2 - ламелевый стол, 3 - устройство фиксации (по типу рамка с прижимными валиками), 4 - газовый лазер СО2 - N2 - Не (с трехфазными шаговыми двигателями, ременным редуктором и индуктивными датчиками).
Заявляемый способ автоматизированного раскроя кварцевых и кремнеземных тканей методом газолазерной резки осуществляется следующим образом (см. фиг. 1):
Кварцевая или кремнеземная ткань из рулона автоматизированным способом через устройство размотки ткани с двигателем 1 подается в рабочую зону лазерного пучка на поверхность ламелевого стола 2, который снижает возможность возникновения дефектов на материале при резке за счет уменьшения площади соприкосновения с тканью, а также отражения лазерного пучка. Ткань в рабочей зоне лазера фиксикуется прижимными валиками 3. Производится выкройка заготовок с помощью лазерного пучка 4 мощностью до 90 Вт и скоростью перемещения до 25 мм/с, позволяющими вырезать заготовку из ткани за один проход луча с оплавлением краев, не приводящим к утолщению готовой детали.
Мощность лазерного пучка свыше 90 Вт приведет к значительному неконтролируемому анизотропному оплавлению краев вырезанных заготовок, а скорость перемещения лазерного пучка свыше 25 мм/с потребует более одного прохода лазерного пучка для разреза всей толщины ткани с поверхностной плотностью до 10 кг×м-2, что увеличит длительность раскроя.
Особенностями предлагаемого способа являются:
1. Автоматизированная система подачи ткани в рабочую зону лазерного пучка, что позволяет кроить ткани в объемах промышленного производства.
2. Ламелевый стол снижает вероятность появления дефектов в зоне реза заготовок.
3. Система фиксации (натяжения) позволяет удерживать ткань в рабочей зоне лазерного пучка, а также исключить сдвиг ткани и, как следствие, деформацию кромки заготовки.
4. Лазерный пучок мощностью до 90 Вт и скоростью перемещения до 25 мм/с позволяет кроить заготовки из кварцевых и кремнеземных тканей с поверхностной плотностью до 10 кг×м-2 с контролируемым оплавлением краев.
Таким образом, заявляемый способ автоматизированного раскроя кварцевых и кремнеземных тканей методом газолазерной резки позволяет увеличить скорость выполнения операции выкройки заготовок из кварцевых и кремнеземных тканей, повысить качество выкраиваемых заготовок, значительно сократить трудоемкость процесса, обладает новизной и промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерной резки тонколистового углепластика | 2018 |
|
RU2689346C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ КВАРЦЕВОГО СТЕКЛА | 1991 |
|
RU2020133C1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2012 |
|
RU2494051C1 |
| СПОСОБ РЕЗКИ ПЛАСТИН ИЗ ХРУПКИХ МАТЕРИАЛОВ | 2009 |
|
RU2404931C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2028898C1 |
| Вкладыш соплового блока РДТТ из углестеклопластика с регулируемой эрозионной стойкостью | 2020 |
|
RU2767242C1 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2024441C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2382693C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ФОРМОВКИ ТЕКСТИЛЬНОГО ПОЛУФАБРИКАТА И УСТРОЙСТВО ПРЕДВАРИТЕЛЬНОЙ ФОРМОВКИ | 2010 |
|
RU2543887C2 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД СВАРКУ ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2196032C1 |
Изобретение относится к способу автоматизированного раскроя кварцевых и кремнеземных тканей и может быть использовано в авиационной и ракетной технике для раскроя заготовок из кварцевых и кремнеземных тканей, предназначенных для изготовления абляционного теплозащитного покрытия (ТЗП) и аэродинамических элементов управления высокоскоростных изделий ракетной техники. Способ включает укладку ткани на подложку и резку газолазерным пучком по заданной траектории. В качестве заготовки берут кварцевые и кремнеземные ткани с поверхностной плотностью не более 10 кг×м-2. Подачу ткани осуществляют автоматически, а в качестве подложки используют ламелевый стол, оборудованный устройством фиксации и натяжения ткани. Резку заготовок осуществляют лазерным пучком с параметрами: мощность не более 90 Вт и скорость перемещения не более 25 мм/с, позволяющими производить раскрой ткани за один проход с минимальным оплавлением краев заготовки. Технический результат состоит в повышении точности раскроя и качества полученных раскроем кварцевых и кремнеземных тканей. 1 ил. 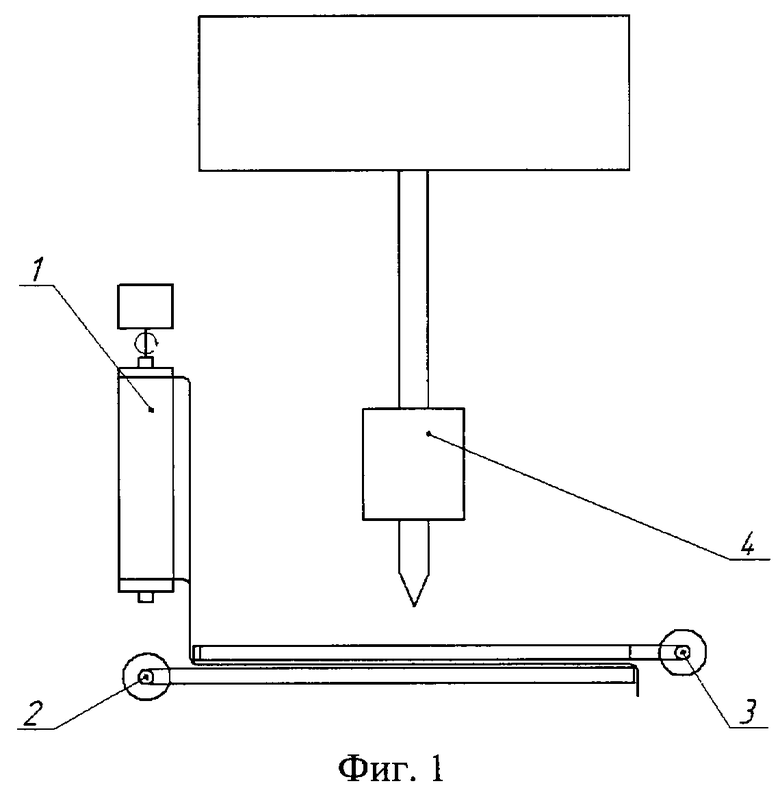
Способ автоматизированного раскроя кварцевых и кремнеземных тканей методом газолазерной резки, включающий укладку ткани на подложку и резку газолазерным пучком по заданной траектории, отличающийся тем, что в качестве заготовки ткани берут кварцевые и кремнеземные ткани с поверхностной плотностью не более 10 кг×м-2, при этом в качестве подложки используют ламелевый стол с устройством фиксации ткани, причем подачу ткани осуществляют автоматически, а резку осуществляют лазерным пучком мощностью не более 90 Вт и скоростью перемещения не более 25 мм/с, при этом раскрой ткани выполняют за один проход с контролируемым оплавлением краев заготовки.
| Способ лазерной резки тонколистового углепластика | 2018 |
|
RU2689346C1 |
| СПОСОБ РЕЗКИ СТЕКЛА | 2017 |
|
RU2677519C1 |
| СПОСОБ РАЗДЕЛЕНИЯ КРИСТАЛЛИЧЕСКОГО КРЕМНИЯ ПОД ДЕЙСТВИЕМ ТЕРМОУПРУГИХ НАПРЯЖЕНИЙ | 2011 |
|
RU2497643C2 |
| Способ резки хрупких неметаллических материалов | 2018 |
|
RU2688656C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ НЕПРЕРЫВНОЙ СТЕКЛЯННОЙ ЛЕНТЫ | 2008 |
|
RU2432325C1 |
| WO 2015010706 A1, 29.01.2015 | |||
| US 4468534 A, 28.08.1984 | |||
| KR 2014138456 A, 04.12.2014. | |||

