Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к стальному профилю. Более конкретно, настоящее изобретение относится к стальному профилю, сварная часть которого получена лазерной сваркой.
Предшествующий уровень техники настоящего изобретения
Традиционно двутавровый стальной профиль с H-образным поперечным сечением широко используется в качестве конструктивного элемента в строительстве или т.п. Как показано на фиг. 6, к известным примерам двутаврового стального профиля относится: (i) легковесный сварной двутавровый стальной профиль, полученный соединением полки с фланцами посредством высокочастотной сварки (см. поз. (а) на фиг. 6), (ii) строительный двутавровый стальной профиль, полученный соединением полки с фланцами посредством дуговой сварки (см. поз. (б) на фиг. 6), и (iii) катанный двутавровый стальной профиль, полученный обработкой стальной болванки или т.п. горячей прокаткой (см. поз. (в) на фиг. 6).
Как показано на фиг. 6 (a), в легковесном сварном двутавровом стальном профиле присутствует валик, сформированный выдавленной расплавленной сталью, образованной во время высокочастотной сварки полки и фланцев. Более того, в легковесном сварном двутавровом стальном профиле между поверхностью стального листа и валиком сформирована бороздка. Отсюда следует, что в бороздке может возникать концентрация напряжений и под действием нагрузки легковесный сварной двутавровый стальной профиль может разрушаться. При этом, как показано на фиг. 6 (б), в строительном двутавровом стальном профиле сварной валик образован присадочной проволокой, использовавшейся во время дуговой сварки. Более того, как показано на фиг. 6 (в), катанный двутавровый стальной профиль имеет изогнутый участок поверхности (называемый угловое сварное соединение), сформированный в месте пересечения полки с фланцем.
В случае использования двутаврового стального профиля в качестве конструктивного элемента, (i) между фланцами может быть расположен элемент усиления, примыкающий к полке, и/или (ii) двутавровый стальной профиль может быть использован в соединении с другим элементом. В таком случае выступ (такой как валик, валик сварного шва или угловое сварное соединение, описанные выше) может препятствовать (i) размещению элемента усиления и/или (ii) соединению двутаврового стального профиля с другим элементом. Более того, удаление такого выступа, например, резкой, приведет к значительному снижению прочности.
Для решения описанной выше проблемы был предложен способ получения стального профиля, предусматривающий соединение полки с фланцами лазерной сваркой (см., например, патентная литература 1–3). Такой способ получения стального профиля лазерной сваркой не предусматривает использование присадочной проволоки, поэтому на сварной части не образуется выступ. Следовательно, выступ не мешает (i) размещению элемента усиления и/или (ii) соединению стального профиля с другим элементом.
Список ссылок
Патентная литература
Патентная литература 1
Публикация патента на изобретение Японии Tokukai № 2009-119485 (дата публикации: 4 июня 2009 г.).
Патентная литература 2
Публикация патента на изобретение Японии Tokukai № 2011-83781 (дата публикации: 28 апреля 2011 г.).
Патентная литература 3
Публикация патента на изобретение Японии Tokukai № 2012-152820 (дата публикации: 16 августа 2012 г.).
Краткое раскрытие настоящего изобретения
Техническая проблема
В последние годы наблюдается рост спроса на полученный лазерной сваркой стальной профиль, сварная часть которого характеризуется повышенной прочностью.
Настоящее изобретение было создано ввиду существования указанной выше проблемы и его целью является предоставление полученного лазерной сваркой стального профиля со сварной частью, характеризующейся превосходной прочностью.
Решение проблемы
Для достижения указанной выше цели стальной профиль, полученный лазерной сваркой, в соответствии с вариантом осуществления настоящего изобретения содержит: полку и фланец, где и то и другое изготовлено из стального листа, эквивалентное содержание углерода в стальном листе Ceql составляет не менее 0,075 и не более 0,15, эквивалентное содержание углерода Ceql выражено приведенной ниже формулой (1):
Ceql = C + (Si/50) + (Mn/25) + (P/2) + (Cr/25) + Ti (1),
сварную часть, представляющую собой место соединения полки и фланца, твердость которой не менее чем в 1,2 раза и не более чем в 4 раза больше твердости стального листа, причем длина выступа сварной части не превышает 1 мм.
Способ получения полученного лазерной сваркой стального профиля в соответствии с вариантом осуществления настоящего изобретения представляет собой способ получения полученного лазерной сваркой стального профиля, содержащего полку и фланец, где и то и другое изготовлено из стального листа, при этом способ предусматривает стадии: соединения полки с фланцем посредством лазерной сварки, где эквивалентное содержание углерода в стальном листе Ceql составляет не менее 0,075 и не более 0,15, при этом эквивалентное содержание углерода Ceql выражено приведенной ниже формулой (1):
Ceql = C + (Si/50) + (Mn/25) + (P/2) + (Cr/25) + Ti (1),
сварную часть, представляющую собой место соединения полки и фланца, твердость которой не менее чем в 1,2 раза и не более чем в 4 раза больше твердости стального листа, причем длина выступа сварной части не превышает 1 мм.
Благоприятные эффекты настоящего изобретения
В соответствии с вариантом осуществления настоящего изобретения длина выступа сварной части не превышает 1 мм. Это расширяет возможности размещения элемента усиления в случае, когда элемент усиления или подобный элемент размещен в области, образованной фланцем и полкой. В результате создается преимущество для проектирования и конструкционного исполнения, когда полученный лазерной сваркой стальной профиль используется в качестве конструктивного элемента в строительстве или аналогичной области промышленности. В этом случае эквивалентное содержание углерода Ceql сварной части составляет не менее 0,075 и не более 0,15, а твердость сварной части не менее чем в 1,2 раза и не более чем в 4 раза больше твердости основного материала. В результате становится возможным выполнение полученного лазерной сваркой стального профиля со сварной частью, характеризующейся превосходной прочностью, несмотря на наличие в сварной части выступа, длина которого не превышает 1 мм.
Краткое описание фигур
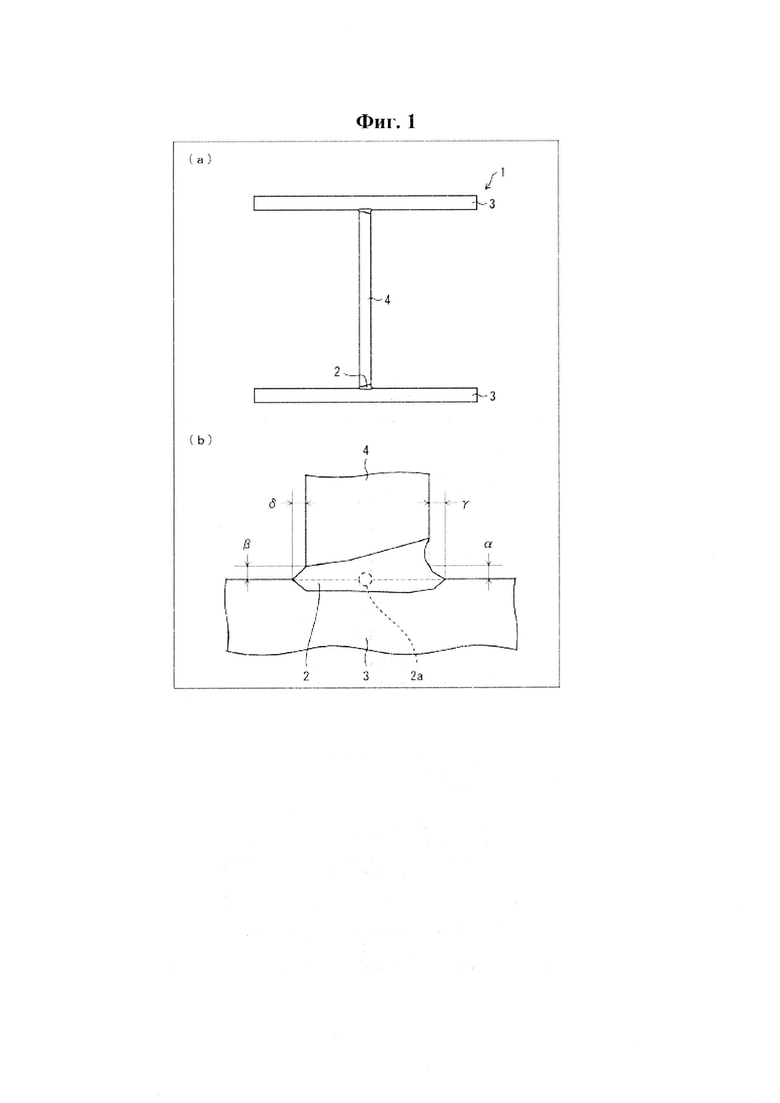
На фиг. 1 (а) показано сечение полученного лазерной сваркой стального профиля в соответствии с вариантом осуществления 1 настоящего изобретения, на котором поперечное сечение перпендикулярно продольному направлению полученного лазерной сваркой стального профиля. На фиг. 1 (б) в увеличенном масштабе показан местный вид вида фиг. 1 (a).
На фиг. 2 показана взаимосвязь эквивалентного содержания углерода Ceql и твердости сварной части.
На фиг. 3 схематически показан процесс выполнения лазерной сварки согласно примеру 1 настоящего изобретения.
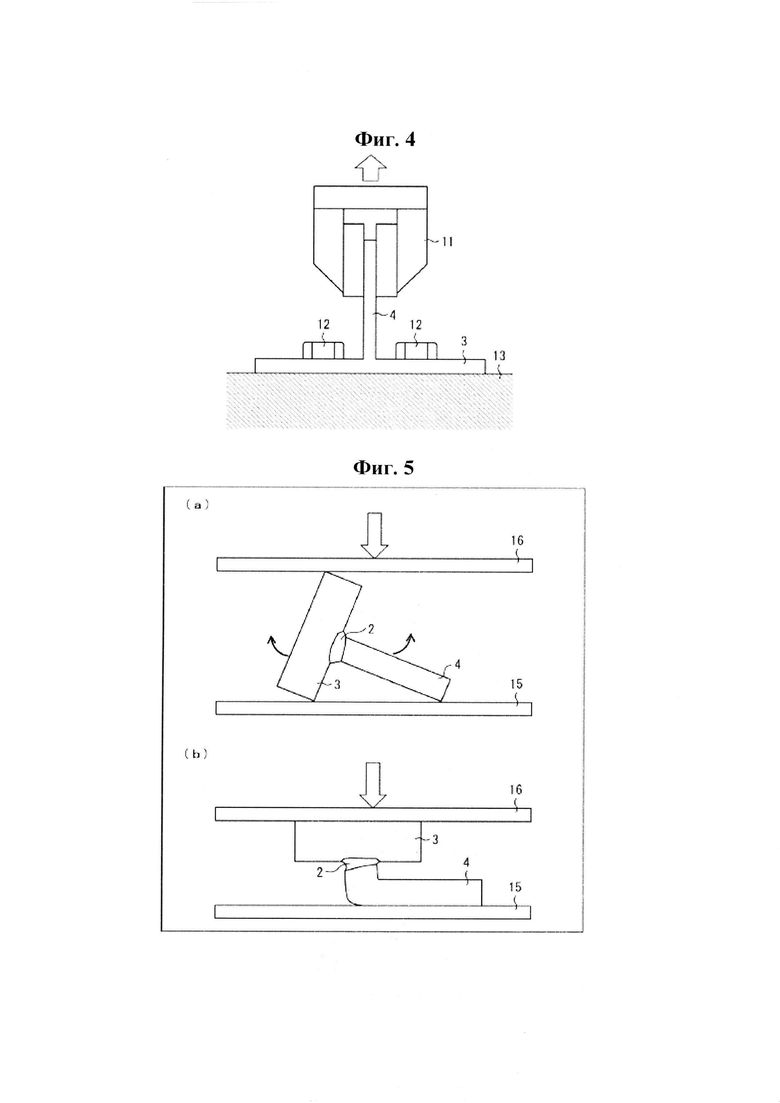
На фиг. 4 схематически показано проведение испытания на усталость согласно примеру 1.
На фиг. 5 (а) и (б) схематически показано проведение диагонального испытания на образование трещин.
На фиг. 6 (а) – (в) показан традиционный двутавровый стальной профиль.
На фиг. 7 показаны примеры применения стального профиля в качестве конструктивного элемента для строительства или т.п.
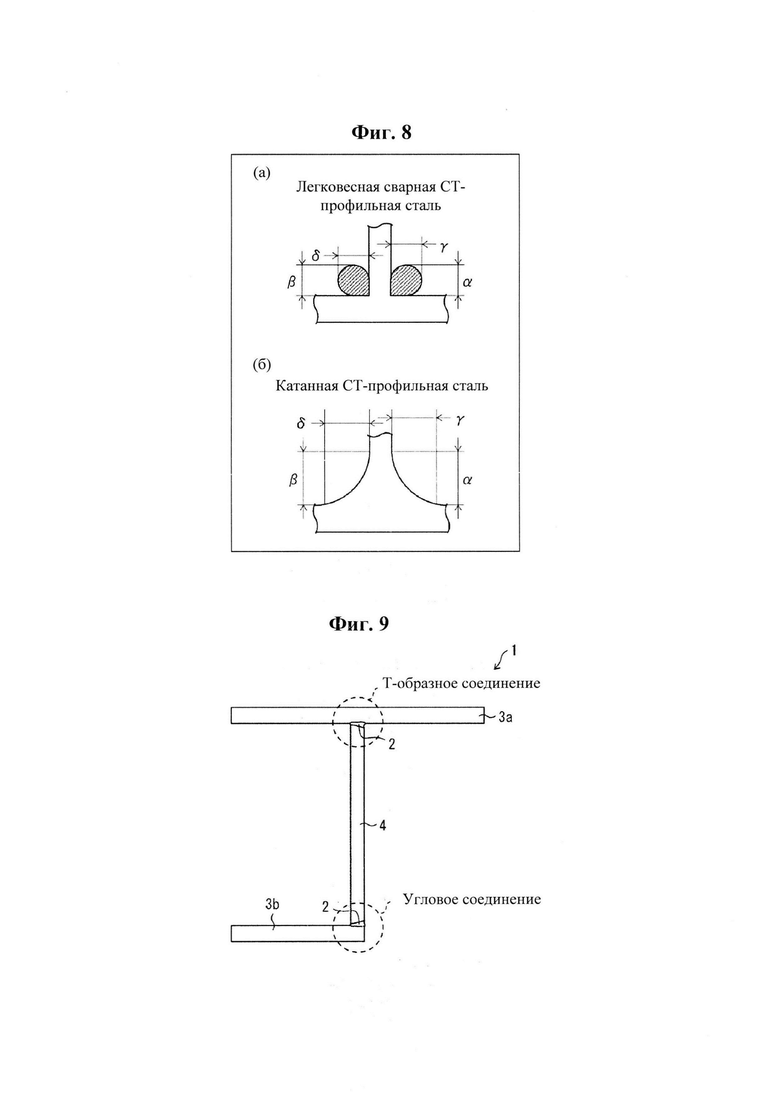
На фиг. 8 (а) и (б) показаны виды выступов в легковесном сварном CT-стальном профиле и катанном CT-стальном профиле, соответственно.
На фиг. 9 показано сечение полученного лазерной сваркой стального профиля в соответствии с вариантом осуществления 2 настоящего изобретения, на котором поперечное сечение перпендикулярно продольному направлению полученного лазерной сваркой стального профиля.
На фиг. 10 в увеличенном масштабе показан местный вид углового соединения полученного лазерной сваркой стального профиля в соответствии с вариантом осуществления 2. На фиг. 10 (а) показан случай, когда торцевая сторона фланца находится в одной плоскости с передней стороной полки. На фиг. 10 (б) показан случай, когда торцевая сторона фланца выступает относительно плоскости полки.
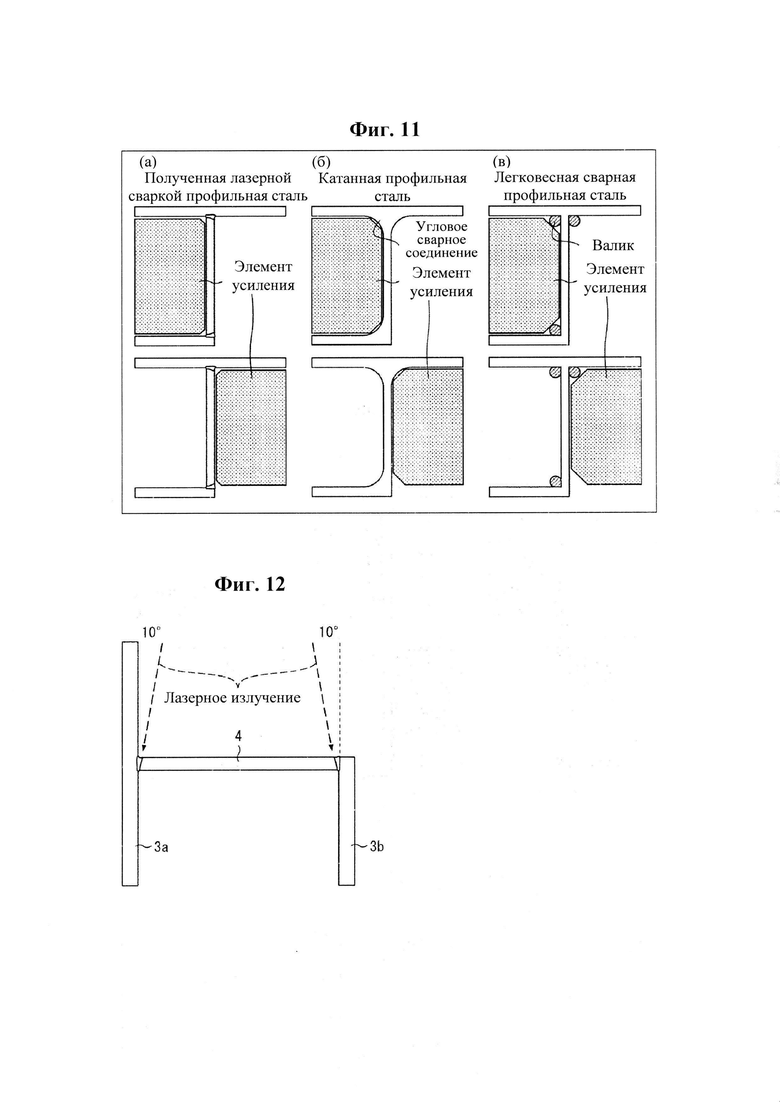
На фиг. 11 показаны примеры применения стального профиля в качестве конструктивного элемента для строительства или т.п. На фиг. 11 (а) показан полученный лазерной сваркой стальной профиль в соответствии с вариантом осуществления 2. На фиг. 11 (б) показан катанный стальной профиль. На фиг. 11 (б) показан легковесный стальной профиль.
На фиг. 12 схематически показан процесс выполнения лазерной сварки согласно примеру 2 настоящего изобретения.
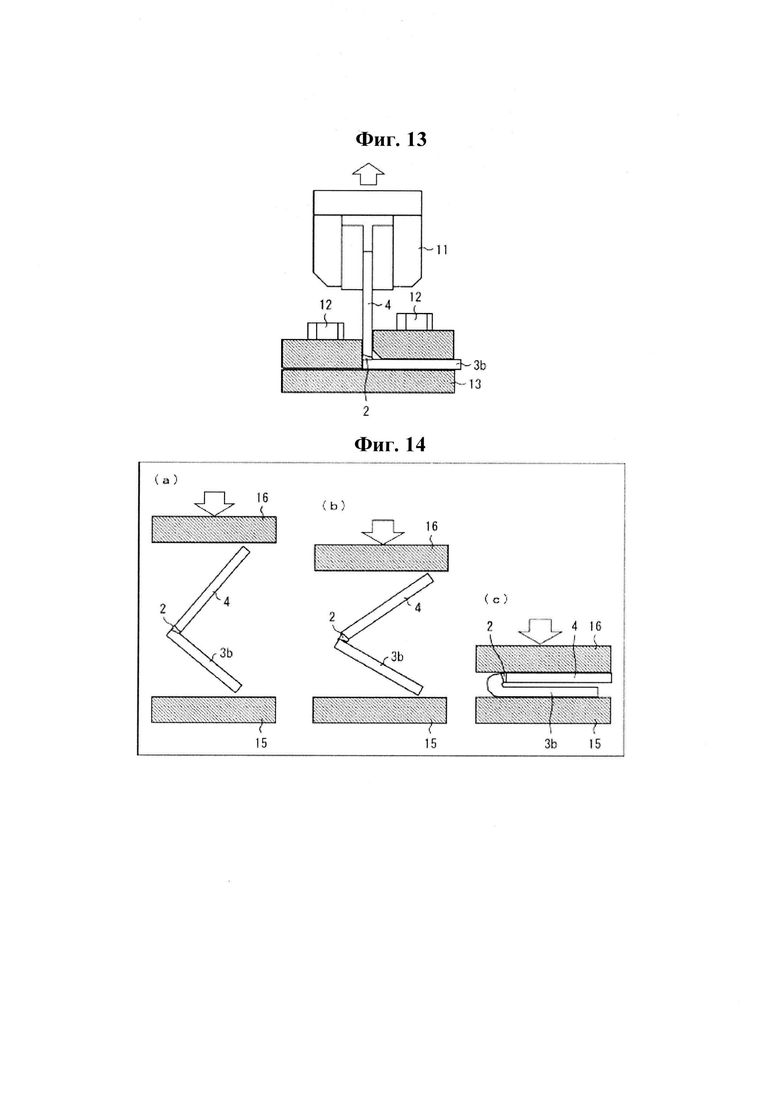
На фиг. 13 схематически показано проведение испытания на усталость согласно примеру 2.
На фиг. 14 (а) – (в) схематически показано проведение испытания на изгиб для проверки адгезии согласно примеру 2.
Подробное раскрытие вариантов осуществления
Далее приведено подробное описание вариантов осуществления настоящего изобретения со ссылкой на фигуры.
Вариант осуществления 1
На фиг. 1 (а) показано сечение полученного лазерной сваркой стального профиля 1 в соответствии с вариантом осуществления 1, на котором поперечное сечение перпендикулярно продольному направлению полученного лазерной сваркой стального профиля 1. На фиг. 1 (б) в увеличенном масштабе показан местный вид сварной части 2 полученного лазерной сваркой стального профиля 1, показанного на фиг. 1 (а).
Полученный лазерной сваркой стальной профиль 1 представляет собой двутавровый стальной профиль, выполненный посредством лазерной сварки с соединением двух фланцев 3 посредством полки 4. И фланцы 3, и полка 4 выполнены из стального листа. Следует отметить, что в варианте осуществления 1 раскрывается конфигурация, в которой полученный лазерной сваркой стальной профиль 1 представляет собой двутавровый стальной профиль, поперечное сечение которого перпендикулярно продольному направлению, имеющему H-образную форму. Однако вариант осуществления 1 не ограничивается такой конфигурацией. То есть полученный лазерной сваркой стальной профиль 1 не имеет особых ограничений, при условии, что стальной профиль имеет T-образное соединение, выполненное лазерной сваркой. Альтернативно полученный лазерной сваркой стальной профиль 1 может быть стальным профилем любого типа, таким как I-стальной профиль и T-стальной профиль. Следует отметить, что далее иногда фланцы 3 и полка 4 совместно будут называться «основной материал».
Полученный лазерной сваркой стальной профиль 1 имеет сварные части 2 в местах соединения, в которых соединены (i) соответствующие фланцы 3 и (ii) полка 4. Сварные части 2 образованы плавлением материала фланцев 3 и полки 4.
В полученном лазерной сваркой стальном профиле 1 в соответствии с вариантом осуществления 1 длина выступа каждой сварной части 2 не превышает 1 мм, предпочтительно не превышает 0,75 мм. Такая длина выступа относится к наибольшей из указанных далее длин: (i) длина, на которую выступают сварные части 2 из соответствующих фланцев 3 в конкретном поперечном сечении полученного лазерной сваркой стального профиля 1, причем конкретное поперечное сечение перпендикулярно продольному направлению полученного лазерной сваркой стального профиля 1, и (ii) длина, на которую сварные части 2 выступают из полки 4 в конкретном поперечном сечении.
Допустим в этом случае, что сторона полки 4, конкретно которая подвергается воздействию лазерного излучения, является передней стороной. При таком допущении длина выступа сварной части 2, показанной на фиг. 1 (б), является наибольшей из указанных длин: (i) длина α, на которую сварная часть 2 выступает из фланца 3 на передней стороне полки 4, (ii) длина β, на которую сварная часть 2 выступает из фланца 3 на задней стороне полки 4, (iii) длина γ, на которую сварная часть 2 выступает из передней стороны полки 4, и (iv) длина δ, на которую сварная часть 2 выступает из задней стороны полки 4. В полученном лазерной сваркой стальном профиле 1 в соответствии с вариантом осуществления 1 длины, обозначенные буквами α, β, γ и δ, на которые сварная часть выступает в конкретном поперечном сечении, не превышают 1 мм каждая.
Толщина полки 4 предпочтительно не превышает 6 мм. Это обусловлено тем, что в случае, когда толщина полки 4 превышает 6 мм, количество подводимого тепла во время сваривания полки 4 и фланцев 3 лазерной сваркой необходимо увеличивать. В конечном итоге это может привести к тому, что длина выступа сварной части 2 (в частности, длин задних валиков, обозначенных на фиг. 1 (б) соответственно буквами β и δ) будет превышать 1 мм. Следует отметить, что толщина фланца 3 не ограничивается одним конкретным значением.
На фиг. 7 показаны примеры применения стального профиля в качестве конструктивного элемента для строительства или т.п. На фиг. 7 (а) показан легковесный стальной профиль. На фиг. 7 (б) показан полученный лазерной сваркой стальной профиль 1 в соответствии с вариантом осуществления 1.
В традиционном стальном профиле, таком как легковесный сварной стальной профиль, выступ образован в месте соединения, в котором полка соединена с фланцем (см. фиг. 7 (a)). Когда стальной профиль предназначается для использования в качестве конструктивного элемента в строительстве или т.п., элемент усиления иногда размещают в области, образованной полкой и фланцем. При таком размещении, в традиционном стальном профиле, таком как легковесный сварной стальной профиль, выступ образован в месте соединения, в котором полка соединена с фланцем. Это увеличивает количество ограничений для (i) размещения элемента усиления и/или (ii) формы элемента усиления.
И наоборот, в полученном лазерной сваркой стальном профиле 1 в соответствии с вариантом осуществления 1 длина выступа сварной части 2 не превышает 1 мм (см. фиг. 7 (б)). Это расширяет возможности (i) размещения элемента усиления и/или (ii) формы элемента усиления. Следует отметить, что иногда такой стальной профиль используется в соединении с другим элементом. Даже в этом случае сварная часть 2 не будет препятствовать соединению стального профиля с другим элементом. Это обусловлено тем, что длина выступа сварной части 2 не превышает 1 мм. Таким образом, в случае использования полученного лазерной сваркой стального профиля 1 в качестве конструктивного элемента полученный лазерной сваркой стальной профиль 1 в соответствии с вариантом осуществления 1 обладает большими преимуществами с точки зрения проектирования и конструкционного исполнения, чем традиционный стальной профиль.
В полученном лазерной сваркой стальном профиле 1 в соответствии с вариантом осуществления 1 твердость сварной части 2 не менее чем в 1,2 раза и не более чем в 4 раза больше твердости основного материала, образованного полкой 4 и фланцами 3. Твердость сварной части 2 предпочтительно не менее чем в 2 раза и не более чем в 3,5 раза больше твердости основного материала. Следует отметить, что под термином «твердость», используемым в настоящем документе, следует понимать твердость по Виккерсу (Hv 0,2). Под твердостью сварной части 2 следует понимать твердость, измеренную в (i) стыковой части (месте контакта) сварной части 2, где в стыковой части полка 4 стыкуется с фланцем 3, и (ii) месте, соответствующем центру полки 4 в направлении толщины. Под твердостью сварной части 2 следует понимать, например, твердость, измеренную в точке 2a (см. фиг. 1 (б)). Следует отметить, что среднее значение твердости полки 4 и твердости фланцев 3 рассматривается как твердость основного материала, если твердость полки 4 отличается от твердости фланцев 3.
Следует отметить, что в полученном лазерной сваркой стальном профиле 1 отношение твердостей, выраженное формулой: (твердость сварной части 2) / (твердость основного материала), может быть отрегулировано на основании, например, композиции основного материала и условия лазерной сварки.
Кроме того, в полученном лазерной сваркой стальном профиле 1 в соответствии с вариантом осуществления 1 эквивалентное содержание углерода Ceql сварной части 2 составляет не менее 0,075 и не более 0,15, причем эквивалентное содержание углерода Ceql выражено приведенной ниже формулой (1). Следует отметить, что каждый символ элемента в формуле (1) обозначает процентную концентрацию по массе соответствующего элемента, содержащегося в сварной части 2.
Ceql = C + (Si/50) + (Mn/25) + (P/2) + (Cr/25) + Ti (1)
Следует отметить, что эквивалентное содержание углерода Ceql сварной части 2 может быть получено непосредственным измерением концентрации каждого элемента в сварной части 2. Альтернативно эквивалентное содержание углерода Ceql сварной части 2 может быть получено на основании процентной концентрации по массе каждого элемента в полке 4 и фланцах 3. Это обусловлено тем, что поскольку для лазерной сварки не используется присадочная проволока, в отличие от дуговой сварки, композиция сварной части 2 идентична композиции и полки 4, и фланцев 3. Следует отметить, что в случае использования для полки 4 и фланцев 3 соответствующих стальных листов, композиции которых отличаются друг от друга, среднее значение соответствующих композиций полки 4 и фланцев 3 можно использовать как композицию сварной части 2.
На фиг. 2 показана взаимосвязь между (а) эквивалентным содержанием углерода Ceql, выраженного формулой (1), и (б) твердостью сварной части 2. Эквивалентное содержание углерода Ceql, выраженное формулой (1), было обнаружено авторами настоящего изобретения в ходе старательных исследований. Как следует из фиг. 2, между эквивалентным содержанием углерода Ceql и твердостью сварной части 2 существует хорошо выраженная согласованность.
Следует отметить, что каждый из стальных листов (фланцы 3 и полка 4), использованный в полученном лазерной сваркой стальном профиле 1 в соответствии с вариантом осуществления 1, может представлять собой (i) стальной лист, подверженный термическому улучшению (например, закалке и/или отпуску) или (ii) микролегированный стальной лист, не подверженный термическому улучшению.
Как уже говорилось ранее, полученный лазерной сваркой стальной профиль 1 в соответствии с вариантом осуществления 1 выполнен таким образом, что (а) эквивалентное содержание углерода Ceql, выраженное формулой (1), составляет не менее 0,075 и не более 0,15, (б) длина выступа сварной части 2 не превышает 1 мм, и (в) твердость сварной части 2 не менее чем в 1,2 раза и не более чем в 4 раза больше твердости основного материала. В такой конфигурации полученный лазерной сваркой стальной профиль 1 в соответствии с вариантом осуществления 1 обеспечивает указанные ниже эффекты (i) и (ii).
(i) Длина выступа сварной части 2, следовательно, не превышает 1 мм. Это расширяет возможности размещения элемента усиления в случае, когда элемент усиления или подобный элемент размещен в области, образованной фланцами 3 и полкой 4. В результате создается преимущество для проектирования и конструкционного исполнения, когда полученный лазерной сваркой стальной профиль 1 используется в качестве конструктивного элемента в строительстве или аналогичной области промышленности.
(ii) В этом случае эквивалентное содержание углерода Ceql сварной части 2 составляет не менее 0,075 и не более 0,15, а твердость сварной части 2 не менее чем в 1,2 раза и не более чем в 4 раза больше твердости основного материала. В результате становится возможным выполнение полученного лазерной сваркой стального профиля 1 со сварной частью 2, характеризующегося превосходной прочностью, несмотря на наличие в сварной части 2 выступа, длина которого не превышает 1 мм.
Вариант осуществления 2
Вариант осуществления 1 относится к полученному лазерной сваркой стальному профилю с T-образным соединением, выполненному лазерной сваркой. Однако настоящее изобретение не ограничивается таким полученным лазерной сваркой стальным профилем с T-образным соединением. Настоящее изобретение также может быть применено, например, к полученному лазерной сваркой стальному профилю с соединением под острым углом.
На фиг. 9 показано сечение полученного лазерной сваркой стального профиля 1 в соответствии с вариантом осуществления 2, на котором поперечное сечение перпендикулярно продольному направлению полученного лазерной сваркой стального профиля 1. Как показано на фиг. 9, полученный лазерной сваркой стальной профиль 1 представляет собой стальной профиль, выполненный лазерной сваркой с соединением двух фланцев 3a и 3b посредством полки 4. Два фланца 3a и 3b и полка 4 выполнены из стального листа. Полученный лазерной сваркой стальной профиль 1 имеет J-образное поперечное сечение и выполнен таким образом, что (i) фланец 3a и полка 4 соединены посредством T-образного соединения, и (ii) фланец 3b и полка 4 соединены посредством соединения под острым углом. Далее в настоящем документе полученный лазерной сваркой стальной профиль 1 будет называться «J-стальной профиль».
Следует отметить, что в варианте осуществления 2 раскрывается конфигурация, в которой полученный лазерной сваркой стальной профиль 1 представляет собой J-стальной профиль, однако вариант осуществления 2 не ограничивается этой конфигурацией. То есть полученный лазерной сваркой стальной профиль 1 может быть стальным профилем любого типа, например стальным профилем с U-образным поперечным сечением, при условии, что полученный лазерной сваркой стальной профиль 1 выполнен посредством соединения под острым углом, полученным лазерной сваркой.
Полученный лазерной сваркой стальной профиль 1 имеет сварные части 2 в местах соединения, в которых соединены (i) соответствующие фланцы 3a и 3b и (ii) полка 4. Сварные части 2 образованы плавлением материала фланцев 3 и полки 4. Аналогично варианту осуществления 1, длина выступа сварной части 2 в соответствии с вариантом осуществления 2 предпочтительно не превышает 1 мм, предпочтительно не превышает 0,75 мм. Следует отметить, что длина выступа сварной части 2 в T-образном соединении соответствует длине, указанной в варианте осуществления 1, поэтому ее описание повторяться не будет. Таким образом, далее будет описана длина выступа сварной части 2 в соединении под острым углом.
На фиг. 10 в увеличенном масштабе показан местный вид сварной части 2 в соединении под острым углом. На фиг. 12 показано выполнение сварки в ходе выполнения полученного лазерной сваркой стального профиля 1 в соответствии с вариантом осуществления 2. В полученном лазерной сваркой стальном профиле 1 в соответствии с вариантом осуществления 2 T-образное соединение и соединение под острым углом могут быть выполнены за счет воздействия на одну сторону полки 4 лазерным излучением (см. фиг. 12). Аналогично варианту осуществления 1, сторона полки 4, конкретно которая подвергается воздействию лазерного излучения, является передней стороной. Если торцевая сторона 3c фланца 3b находится в одной плоскости с передней стороной полки 4, длина выступа сварной части 2 является наибольшей из указанных длин: (i) длина β, на которую сварная часть 2 выступает из фланца 3b на задней стороне полки 4, and (ii) длина δ, на которую сварная часть 2 выступает из задней стороны полки 4 (см. фиг. 10 (а)). При этом если торцевая сторона 3c фланца 3b выступает относительно передней стороны полки 4, длина выступа сварной части 2 является наибольшей из указанных дин: (i) длина α, на которую сварная часть 2 выступает из фланца 3b на передней стороне полки 4, (ii) длина β, на которую сварная часть 2 выступает из фланца 3b на задней стороне полки 4, (iii) длина γ, на которую сварная часть 2 выступает из передней стороны полки 4, и (iv) длина δ, на которую сварная часть 2 выступает из задней стороны полки 4 (см. фиг. 10 (б)). В полученном лазерной сваркой стальном профиле 1 в соответствии с вариантом осуществления 2 длины, обозначенные буквами α, β, γ и δ, на которые сварная секция выступает в конкретном поперечном сечении в соединении под острым углом, не превышают 1 мм каждая.
Следует отметить, что в зависимости количества подводимого тепла во время лазерной сварки, предпочтительно, чтобы толщина полки 4 в соответствии с вариантом осуществления 2, аналогично варианту осуществления 1, не превышала 6 мм.
На фиг. 11 показаны примеры применения стального профиля в качестве конструктивного элемента для строительства или т.п. На фиг. 11 (а) показан полученный лазерной сваркой стальной профиль 1 в соответствии с вариантом осуществления 2. На фиг. 11 (б) показан катанный стальной профиль. На фиг. 11 (б) показан легковесный стальной профиль.
В катанном стальном профиле и легковесном сварном стальном профиле выступы (например, валики или угловые швы, как, например, показанные на фиг. 6) образованы в местах соединения полки и фланца (см. (б) и (в) на фиг. 11). Ввиду этого, если элемент усиления размещен в области, образованной полкой и фланцем, размещение и/или форма элемента усиления ограничивается выступом, сформированным в области соединения полки и фланца.
И наоборот, в полученном лазерной сваркой стальном профиле 1 в соответствии с вариантом осуществления 2 длина выступа сварной части 2 в T-образном соединении и в соединении под острым углом не превышает 1 мм (см. фиг. 11 (б)). Аналогично варианту осуществления 1 это расширяет возможности (i) размещения элемента усиления и/или (ii) формы элемента усиления.
В полученном лазерной сваркой стальном профиле 1 в соответствии с вариантом осуществления 2 твердость сварной части 2 в T-образном соединении и в соединении под острым углом, аналогично варианту осуществления 1, не менее чем в 1,2 раза и не более чем в 4 раза больше твердости основного материала, образованного полкой 4 и фланцами 3. Твердость сварной части 2 предпочтительно не менее чем в 2 раза и не более чем в 3,5 раза больше твердости основного материала. Следует отметить, что под твердостью сварной части 2 в соединении под острым углом следует понимать, например, твердость, измеренную в точке 2a (см. фиг. 10).
В полученном лазерной сваркой стальном профиле 1 в соответствии с вариантом осуществления 2 сварная часть 2 в T-образном соединении и в соединении под острым углом, аналогично варианту осуществления 1, эквивалентное содержание углерода Ceql составляет не менее 0,075 и не более 0,15, причем эквивалентное содержание углерода Ceql выражено приведенной выше формулой (1).
Как уже говорилось ранее, полученный лазерной сваркой стальной профиль 1 в соответствии с вариантом осуществления 2 выполнен таким образом, что аналогично варианту осуществления 1 (а) эквивалентное содержание углерода Ceql сварной части 2 в соединении под острым углом составляет не менее 0,075 и не более 0,15, причем эквивалентное содержание углерода Ceql выражено формулой (1), (б) длина выступа не превышает 1 мм, и (в) твердость не менее чем в 1,2 раза и не более чем в 4 раза больше твердости основного материала. В такой конфигурации полученный лазерной сваркой стальной профиль 1 в соответствии с вариантом осуществления 2 обеспечивает указанные ниже эффекты (i) и (ii) аналогично варианту осуществления 1. (i) Расширение возможностей достигается в случае, когда элемент усиления или подобный элемент размещен в области, образованной фланцами 3 и полкой 4. (ii) Сварная часть 2 в T-образном соединении и в соединении под острым углом обладает превосходной прочностью, несмотря на то, что длина выступа не превышает 1 мм.
Как уже говорилось ранее, полученный лазерной сваркой стальной профиль в соответствии с вариантом осуществления настоящего изобретения содержит: полку и фланец, где и то и другое изготовлено из стального листа, эквивалентное содержание углерода в стальном листе Ceql составляет не менее 0,075 и не более 0,15, эквивалентное содержание углерода Ceql выражено приведенной ниже формулой (1):
Ceql = C + (Si/50) + (Mn/25) + (P/2) + (Cr/25) + Ti (1),
сварную часть, представляющую собой место соединения полки и фланца, твердость которой не менее чем в 1,2 раза и не более чем в 4 раза больше твердости стального листа, причем длина выступа сварной части не превышает 1 мм.
В полученном лазерной сваркой стальном профиле в соответствии с вариантом осуществления настоящего изобретения толщина полки может не превышать 6 мм.
В полученном лазерной сваркой стальном профиле в соответствии с вариантом осуществления настоящего изобретения твердость сварной части предпочтительно не менее чем в 2 раза и не более чем в 3,5 раза больше твердости стального листа.
В полученном лазерной сваркой стальном профиле в соответствии с вариантом осуществления настоящего изобретения длина выступа сварной части предпочтительно не превышает 0,75 мм.
Способ получения лазерной сваркой стального профиля в соответствии с вариантом осуществления настоящего изобретения представляет собой способ получения лазерной сваркой стального профиля, содержащего полку и фланец, где и то и другое изготовлено из стального листа, причем способ предусматривает стадию: соединения полки с фланцем посредством лазерной сварки, где эквивалентное содержание углерода в стальном листе Ceql составляет не менее 0,075 и не более 0,15, эквивалентное содержание углерода Ceql выражено приведенной ниже формулой (1):
Ceql = C + (Si/50) + (Mn/25) + (P/2) + (Cr/25) + Ti (1),
сварную часть, представляющую собой место соединения полки и фланца, твердость которой не менее чем в 1,2 раза и не более чем в 4 раза больше твердости стального листа, причем длина выступа сварной части не превышает 1 мм.
В способе получения лазерной сваркой стального профиля в соответствии с вариантом осуществления настоящего изобретения толщина полки может не превышать 6 мм.
В способе получения лазерной сваркой стального профиля в соответствии с вариантом осуществления настоящего изобретения твердость сварной части предпочтительно не менее чем в 2 раза и не более чем в 3,5 раза больше твердости стального листа.
В способе получения лазерной сваркой стального профиля в соответствии с вариантом осуществления настоящего изобретения длина выступа сварной части предпочтительно не превышает 0,75 мм.
Настоящее изобретение не ограничивается вариантами осуществления, но может быть изменено специалистом в области техники в пределах объема формулы изобретения. Объем настоящего изобретения также охватывает любой вариант осуществления, полученный комбинацией технических признаков, раскрытых в разных вариантах осуществления.
Примеры
Пример 1
Далее приведено подробное описание варианта осуществления 1 настоящего изобретения со ссылками на примеры и сравнительные примеры. Однако настоящее изобретение не ограничивается этими примерами.
Двутавровый стальной профиль шириной 100 мм и высотой 100 мм был выполнен (примеры 1–11 и сравнительные примеры 1–12) посредством лазерной сварки с использованием полки и фланцев с соответствующим эквивалентным содержанием углерода Ceql (см. таблицу 1) в каждом.
В качестве каждого из фланцев использовали стальной лист шириной 100 мм и длиной 4 м. В качестве полки использовали стальной лист. (i) Ширина такого стального листа составляла [100 – общая толщина двух фланцев) / 2] мм, а (ii) длина — 4 м. Следует отметить, что в таблице 1 приведены значения толщины используемых фланцев и полок.
Следует отметить, что в каждом примере 1–11 и сравнительном примере 1–12 в качестве каждого фланца и полки использовали микролегированный стальной лист.
На фиг. 3 схематически показан процесс выполнения лазерной сварки согласно примеру 1. Как показано на фиг. 3, лазерную сварку осуществляли с помощью волоконно-лазерного сварочного аппарата посредством (i) стыкования полки 4 и фланцев 3 и (ii) воздействия лазерной горелкой 6 на стыковую часть лазерным излучением 5, мощность которого на выходе находится в диапазоне от 4,0 кВт до 5,2 кВт, а диаметр составляет 0,6 мм. После этого (i) скорость сварки устанавливали равной 4 м/мин, а (ii) угол испускания θ лазерного излучения 5 относительно фланцев 3 устанавливали равным 10 градусам.
Для сравнения (i) легковесный сварной двутавровый стальной профиль получали (сравнительные примеры 13 и 14) высокочастотной сваркой, а (ii) катанный двутавровый стальной профиль выполняли (сравнительные примеры 15 и 16) горячей прокаткой. Перед каждым испытанием усталостной прочности от соответствующего двутаврового стального профиля отрезали полку с получением T-стального профиля для испытания усталостной прочности. В сравнительном примере 14 валик, полученный в результате высокочастотной сварки, удаляли в рамках последующей обработки отрезанием. В сравнительном примере 16 угловой шов удаляли в рамках последующей обработки отрезанием.
Таблица 1
(полка)
Фланец: 3,2
Фланец: 4,5
Фланец: 6,0
Фланец: 8,0
Фланец: 8,0
сварка
Фланец: 4,5
Фланец: 8,0
* «П» — «Пример». «Ср. П.» — «Сравнительный пример». «ВКСП» — «Высококоррозионностойкое покрытие».
В примерах 1–11 и сравнительных примерах 1–16 измеряли длину (т.е. длину выступа), на которую сварная часть выступала в конкретном поперечном сечении T-стального профиля, причем поперечное сечение было перпендикулярным продольному направлению полученного лазерной сваркой стального профиля 1. В таблице 1 показаны результаты измерений длины выступа соответствующих сварных частей.
На фиг. 8 показаны длины выступов в легковесном сварном стальном профиле и катанном стальном профиле. На фиг. 8 (а) показан легковесный сварной стальной профиль. На фиг. 8 (б) показан катанный стальной профиль.
Следует отметить, что в легковесном сварном стальном профиле (сравнительные примеры 13 и 14), выполненном высокочастотной сваркой, (i) были измерены длины, обозначенные как α, β, γ и δ на фиг. 8 (а), на которые валики выступают из полки и фланца в конкретном поперечном сечении T-стального профиля, а поперечное сечение перпендикулярно продольному направлению T-стального профиля, и (ii) наибольшая из длин α, β, γ и δ была принята как длина выступа. В катанном стальном профиле (сравнительные примеры 15 и 16), выполненном горячей прокаткой, (i) были измерены длины, обозначенные как α, β, γ и δ на фиг. 8 (б), на которые угловые швы выступали из полки и фланца в конкретном поперечном сечении T-стального профиля, а поперечное сечение перпендикулярно продольному направлению T-стального профиля, и (ii) наибольшая из длин α, β, γ и δ была принята как длина выступа.
В таблице 1 показано, что в примерах 1–10 и сравнительных примерах 1–11 длина выступа сварной части не превышала 1 мм, где в каждом случае выступ был выполнен лазерной сваркой с использованием полки, толщина которой не превышала 6 мм. И наоборот, длина выступа сварной части превышала 1 мм в (i) сравнительном примере 13, выполненном высокочастотной сваркой, и в (ii) сравнительном примере 15, выполненном горячей прокаткой. При этом длина выступа сварной части не превышала 1 мм в (i) сравнительном примере 14, в котором валик был удален, и в (ii) сравнительном примере 16, в котором угловой шов был удален.
Затем в (i) примерах 1–11 и (ii) сравнительных примерах 1–12, каждый из которых был выполнен лазерной сваркой, и в (iii) сравнительных примерах 13 и 14, каждый из которых был выполнен высокочастотной сваркой, измеряли указанные ниже значения твердости (а) и твердость (б) для вычисления значения указанного ниже отношения твердости (в): (а) твердость сварной части, (б) твердость каждого фланца и полки (т. е. твердость основного материала) и (в) отношение твердости, выраженное формулой: (твердость сварной части) / (твердость основного материала). В таблице 2 показаны результаты измерений твердости и отношения твердости. Следует отметить, что в примере 6 и сравнительном примере 4, где в каждом композиция соответствующей полки отличалась от композиции соответствующих фланцев, среднее значение (i) твердости фланцев и (ii) твердости полки рассматривали как твердость основного материала. В сравнительных примерах 15 и 16, каждый из которых был выполнен горячей прокаткой, измеряли твердость основного материала, поскольку в них не было сварной части.
Таблица 2
Стальной профиль в каждом из примеров 1–11 и в сравнительных примерах 1–16 был подвергнут испытанию на усталость, испытанию на растяжение и диагональному испытанию на образование трещин перед разрушением. Ниже описана процедура испытаний.
Испытание на усталость
На фиг. 4 схематически показано проведение испытания на усталость. Фланец 3 был прикреплен с помощью фиксирующих болтов 12 к основанию 13 испытательной установки таким образом, чтобы фланец 3 располагался параллельно основанию 13 (см. фиг. 4). Испытание проводили в условиях полной пульсации, при этом (i) полка 4 удерживалась в патроне 11, и (ii) на полку 4 воздействовали растягивающим усилием четыре раза в секунду, а величина растягивающего усилия соответствовала от 10 % до 80 % прочности основного материала. Измерили усилие, при котором разрушение не происходило даже после 106 воздействий. Частное, полученное делением измеренного значения усилия на прочность основного материала, представляло собой усталостный предел. Кроме того, на полку 4 многократно воздействовали усилием, равным 50 % прочности основного материала, и считали количество повторений, после которого происходило разрушение основного материала. В этом случае (i) контрольное число повторений было определено как количество повторений воздействия усилием, равным 50 % прочности основного материала, после которого произошло разрушение стального профиля согласно сравнительному примеру 15, и (ii) отношение количества повторений, после которого произошло разрушение основного материала, к контрольному количеству повторений, было принято как ресурс до усталостного разрушения. В таблице 3 показаны значения усталостного предела и полученный ресурс до усталостного разрушения. В таблице 3 также показана точка, в которой происходит разрушение стального профиля во время испытания на усталость.
Испытание на растяжение
Испытание на растяжение проводили в соответствии с JIS G 3353, и измерения проводили в точке, в которой происходит разрушение стального профиля. В таблице 3 показаны результаты измерений.
Испытание на образование диагональных трещин
На фиг. 5 схематически показано проведение диагонального испытания на образование трещин. В первую очередь T-стальной профиль размещали по диагонали между нижним элементом 15 и верхним элементом 16, так что фланец 3 и полка 4 контактировали с нижним элементом 15 (см. фиг. 5 (а)). Затем на верхний элемент 16 воздействовали нагрузкой, действующей к нижнему элементу 15, и действие нагрузки продолжалось до тех пор, пока фланец 3 и полка 4 полностью не начали контактировать с верхним элементом 16 и нижним элементом 15, соответственно (см. фиг. 5 (б)). Затем каждый раз проводили измерение в зависимости от того, произошло растрескивание в соответствующей сварной части после испытания или нет. В таблице 3 показаны результаты соответствующих измерений.
Следует отметить, что возможны два способа установки полученного лазерной сваркой стального профиля: (i) согласно одному способу полученный лазерной сваркой стальной профиль устанавливают так, чтобы сторона, на которую воздействует лазерное излучение, была расположена на верхней стороне, а (ii) согласно второму способу полученный лазерной сваркой стальной профиль устанавливают таким образом, чтобы сторона, на которую воздействует лазерное излучение, была расположена на нижней стороне. Однако даже в случае, если полученный лазерной сваркой стальной профиль будет установлен таким образом, что сторона, на которую воздействует лазерное излучение, будет расположена на обеих сторонах, это не повлияет на растрескивание в сварной части. Таким образом, способы установки полученного лазерной сваркой стального профиля ничем не ограничиваются.
Также в сравнительных примерах 15 и 16, в каждом из которых сварка не выполнялась, измерение проводили после каждого диагонального испытания на образование трещин для проверки возникновения трещин на границе между полкой и фланцем.
Таблица 3
В таблицах 1–3 показано, что в каждом из сравнительных примеров 1, 6, 8 и 10, где эквивалентное содержание углерода Ceql было меньше 0,075, соответствующая сварная часть (i) была разрушена в ходе испытания на усталость и (ii) легко разрушалась в ходе испытания на растяжение. В таблицах 1–3 также показано, что в каждом из сравнительных примеров 2, 3, 5, 7, 9 и 11, где эквивалентное содержание углерода Ceql было не меньше 0,15, соответствующая сварная часть (i) была разрушена в ходе испытания на усталость и (ii) легко возникали трещины в ходе диагонального испытания на образование трещин. Приведенные выше результаты испытаний подтверждают, что эквивалентное содержание углерода Ceql должно быть не менее 0,075 и не более 0,15.
В соответствии со сравнительным примером 4, в котором отношение твердости превышает 4, (i) сварная часть разрушалась в ходе испытания на усталость и (ii) образовывались трещины в ходе диагонального испытания на образование трещин. Результаты испытаний подтверждают, что отношение твердости должно быть не более 4. Сравнительный пример 4 и 5, в каждом из которых отношение твердости было менее 1,2, показал, что сварная часть разрушалась и в испытании на усталость, и в испытании на растяжение. Результаты испытаний подтверждают, что отношение твердости предпочтительно должно быть не менее 1,2.
Также было подтверждено, что возможно получить полученный лазерной сваркой стальной профиль, (i) в сварной части которого не происходит разрушение в ходе испытания на растяжение, (ii) в сварной части которого не образуются трещины в ходе диагонального испытания на образование трещин, и (iii) он обладает превосходным ресурсом до усталостного разрушения, обеспечив (а) эквивалентное содержание углерода Ceql не менее 0,075 и не более 0,15 и обеспечив (б) твердость сварной части не менее чем в 1,2 раза и не более чем в 4 раза больше твердости основного материала.
Длина выступа была больше в примере 11, в котором толщина полки превышала 6 мм по сравнению с примерами 1–10, в каждом из которых толщина полки не превышала 6 мм. Это подтверждает тот факт, что толщина полки предпочтительно не должна превышать 6 мм.
Пример 2
Далее приведено раскрытие примеров и сравнительных примеров J-стального профиля в соответствии с вариантом осуществления 2 настоящего изобретения. J-стальной профиль шириной 100 мм и высотой 100 мм был выполнен (примеры 12–22 и сравнительные примеры 17–28) посредством лазерной сварки с использованием полки и фланцев с соответствующим эквивалентным содержанием углерода Ceql (см. таблицу 4) в каждом.
В качестве фланца 3a использовали стальной лист шириной 100 мм и длиной 4 м. В качестве фланца 3b использовали стальной лист. (i) Ширина такого стального листа составляла [50 + (толщина полки 4) / 2] мм, а (ii) длина составляла 4 м. В качестве полки 4 использовали стальной лист. (i) Ширина такого стального листа составляла [100 – (толщина фланца 3a + толщина фланца 3b) / 2] мм, а (ii) длина составляла 4 м. В таблице 4 показаны соответствующие значения толщины используемых фланцев и полки.
Следует отметить, что в каждом примере 12–22 и сравнительном примере 17–28 в качестве каждого фланца и полки использовали микролегированный стальной лист.
Как показано на фиг. 12, лазерную сварку осуществляли с помощью волоконно-лазерного сварочного аппарата посредством (i) стыкования полки 4 и фланцев 3a и 3b и (ii) воздействия на полку 4 и фланцы 3a и 3b лазерным излучением, мощность которого на выходе находится в диапазоне от 4,0 кВт до 5,2 кВт, а диаметр составляет 0,6 мм. После этого (i) скорость сварки устанавливали равной 4 м/мин, а (ii) угол испускания θ лазерного излучения относительно фланцев 3a и 3b устанавливали равным 10 градусам.
Для сравнения был выполнен образец с формой, эквивалентной форме соединения под острым углом. Такой образец был получен в результате удаления фланца отрезанием от каждого из (i) легковесного сварного двутаврового стального профиля (сравнительные примеры 29 и 30), выполненного высокочастотной сваркой, и (ii) катанного двутаврового стального профиля (сравнительные примеры 31 и 32), выполненного горячей прокаткой.
Перед испытанием стальной профиль вырезали в центре полки 4 с получением таким образом L-стального профиля с соединением под острым углом для проведения испытания. В сравнительном примере 30 валик, полученный в результате высокочастотной сварки, удаляли отрезанием. В сравнительном примере 32 угловой шов катанного стального профиля удаляли резкой.
Таблица 4
(полка)
Фланец: 3,2
Фланец: 4,5
Фланец: 6,0
Фланец: 8,0
Фланец: 8,0
Фланец: 4,5
Фланец: 8,0
* «П» — «Пример». «Ср. П.» — «Сравнительный пример». «ВКСП» — «Высококоррозионностойкое покрытие».
В примерах 12–22 и сравнительных примерах 17–28 измеряли длину (т. е. длину выступа), на которую сварная часть в соединении под острым углом выступала в конкретном поперечном сечении L-профильной стали, причем поперечное сечение было перпендикулярным продольному направлению L-стального профиля. В таблице 4 показаны результаты измерений длины выступа соответствующих сварных частей.
В таблице 4 показано, что в примерах 12–22 и сравнительных примерах 17–27 длина выступа сварной части не превышала 1 мм, где в каждом случае выступ был выполнен лазерной сваркой с использованием полки, толщина которой не превышала 6 мм. И наоборот, длина выступа сварной части превышала 1 мм в (i) сравнительном примере 29, выполненном высокочастотной сваркой, и в (ii) сравнительном примере 31, выполненном горячей прокаткой. При этом длина выступа сварной части не превышала 1 мм в (i) сравнительном примере 29, в котором валик был удален, и в (ii) сравнительном примере 31, в котором угловой шов был удален.
Затем в (i) примерах 12–22 и (ii) сравнительных примерах 17–28, каждый из которых был выполнен лазерной сваркой, и в (iii) сравнительных примерах 29 и 30, каждый из которых был выполнен высокочастотной сваркой, измеряли указанные ниже значения твердости (а) и твердость (б) для вычисления значения указанного ниже отношения твердости (в): (а) твердость сварной части в соединении под острым углом, (б) твердость каждого фланца и полки (т.е. твердость основного материала) и (в) отношение твердости, выраженное формулой: (твердость сварной части) / (твердость основного материала). В таблице 5 показаны результаты измерений твердости и отношения твердости. Следует отметить, что в примере 17 и сравнительном примере 20, где в каждом композиция соответствующей полка отличалась от композиции соответствующих фланцев, среднее значение (i) твердости фланцев и (ii) твердости полки рассматривали как твердость основного материала. В сравнительных примерах 31 и 32, каждый из которых был выполнен горячей прокаткой, измеряли твердость основного материала, поскольку в них не было сварной части.
Таблица 5
L-стальной профиль с соединением под острым углом в каждом из примеров 12–22 и в сравнительных примерах 17–28 был подвергнут испытанию на усталость, испытанию на растяжение и испытанию на изгиб для проверки адгезии. Ниже описана процедура испытаний.
Испытание на усталость
На фиг. 13 схематически показано проведение испытания на усталость. Фланец 3b был прикреплен с помощью фиксирующих болтов 12 к основанию 13 испытательной установки таким образом, чтобы фланец 3b располагался параллельно основанию 13 (см. фиг. 13). Испытание проводили в условиях полной пульсации, при этом (i) полка 4 удерживалась в патроне 11, и (ii) на полку 4 воздействовали растягивающим усилием четыре раза в секунду, а величина растягивающего усилия соответствовала от 10 % до 80 % прочности основного материала. Измерили усилие, при котором разрушение не происходило даже после 106 воздействий. Частное, полученное делением измеренного значения усилия на прочность основного материала, представляло собой усталостный предел. Кроме того, на полку 4 многократно воздействовали усилием, равным 50 % прочности основного материала, и считали количество повторений, после которого происходило разрушение основного материала. В этом случае (i) контрольное число повторений было определено как количество повторений воздействия усилием, равным 50 % прочности основного материала, после которого произошло разрушение стального профиля согласно сравнительному примеру 31, и (ii) отношение количества повторений, после которого произошло разрушение основного материала, к контрольному количеству повторений, было принято как ресурс до усталостного разрушения. В таблице 6 показаны значения усталостного предела и полученный ресурс до усталостного разрушения. В таблице 6 также показана точка, в которой происходит разрушение стального профиля во время испытания на усталость.
Испытание на растяжение
Испытание на растяжение проводили в соответствии с JIS G 3353, и измерения проводили в точке, в которой происходит разрушение стального профиля. В таблице 6 показаны результаты измерений.
Испытание на изгиб для проверки адгезии
На фиг. 14 схематически показано проведение испытания на изгиб для проверки адгезии. В первую очередь L-стальной профиль устанавливали по диагонали между нижним элементом 15 и верхним элементом 16, так что (i) торец фланца 3b контактировал с нижним элементом 15, а (ii) торец полки 4 контактировал с верхним элементом 16 (см. фиг. 14 (а)). Затем на верхний элемент 16 воздействовали нагрузкой, действующей к нижнему элементу 15, для деформации стального профиля (см. фиг. 14 (б)), и действие нагрузки продолжалось до тех пор, пока фланец 3b и полка 4 полностью не начали контактировать с нижним элементом 15 и верхним элементом 16, соответственно (см. фиг. 14 (в)). Затем каждый раз проводили измерение в зависимости от того, произошло растрескивание в соответствующей сварной части после испытания или нет. В таблице 6 показаны результаты соответствующих измерений.
В сравнительных примерах 31 и 32, в каждом из которых сварка не выполнялась, измерение проводили после каждого испытания на изгиб для проверки адгезии для проверки возникновения трещин на границе между полкой и фланцем.
Таблица 6
В таблицах 4–6 показано, что в каждом из сравнительных примеров 17, 22, 24 и 26, где эквивалентное содержание углерода Ceql было меньше 0,075, соответствующая сварная часть (i) была разрушена в ходе испытания на усталость и (ii) легко разрушалась в ходе испытания на растяжение. В таблицах 4–6 также показано, что в каждом из сравнительных примеров 18, 19, 21, 23, 25 и 27, где эквивалентное содержание углерода Ceql было не меньше 0,15, соответствующая сварная часть (i) была разрушена в ходе испытания на усталость и (ii) легко возникали трещины в ходе испытания на изгиб для проверки адгезии. Приведенные выше результаты испытаний подтверждают, что эквивалентное содержание углерода Ceql должно быть не менее 0,075 и не более 0,15.
В соответствии со сравнительным примером 20, в котором отношение твердости превышает 4, (i) сварная часть разрушалась в ходе испытания на усталость и (ii) образовывались трещины в ходе диагонального испытания на образование трещин. Результаты испытаний подтверждают, что отношение твердости должно быть не более 4. Сравнительный пример 20.5, в котором отношение твердости было менее 1,2, показал, что сварная часть разрушалась и в испытании на усталость, и в испытании на растяжение. Результаты испытаний подтверждают, что отношение твердости предпочтительно должно быть не менее 1,2.
Также было подтверждено, что возможно получить полученный лазерной сваркой стальной профиль, (i) в сварной части которого не происходит разрушение в ходе испытания на растяжение, (ii) в сварной части которого не образуются трещины в ходе диагонального испытания на образование трещин, и (iii) он обладает превосходным ресурсом до усталостного разрушения, обеспечив (а) эквивалентное содержание углерода Ceql не менее 0,075 и не более 0,15 и обеспечив (б) твердость сварной части не менее чем в 1,2 раза и не более чем в 4 раза больше твердости основного материала.
Длина выступа была больше в примере 22, в котором толщина полки превышала 6 мм по сравнению с примерами 12–21, в каждом из которых толщина полки не превышала 6 мм. Это подтверждает тот факт, что толщина полки предпочтительно не должна превышать 6 мм.
Список ссылочных позиций
1 — полученный лазерной сваркой стальной профиль.
2 — сварная часть.
3 — фланец.
4 — полка.




Изобретение относится к изготовлению лазерной сваркой стального профиля. Полученный лазерной сваркой стальной профиль (1) содержит полку (4) и фланец (3а, 3b). Оба элемента изготовлены из стального листа, эквивалентное содержание углерода в котором составляет не менее 0,075 и не более 0,15 и выражено формулой: Ceql = С+(Si/50) + (Mn/25) + (P/2) + (Cr/25) + Ti. Сварная часть (2) профиля представляет собой место соединения полки (4) и фланца (3а, 3b), твердость ее не менее чем в 1,2 раза и не более чем в 4 раза больше твердости стального листа. Длина выступа сварной части (2) не превышает 1 мм. Профиль характеризуется превосходной прочностью. 2 н. и 1 з.п. ф-лы, 14 ил., 6 табл.
1. Полученный лазерной сваркой стальной профиль, содержащий
полку и фланец, изготовленные из стального листа,
причем полученный лазерной сваркой стальной профиль удовлетворяет условиям (a) и (b):
(a) эквивалентное содержание углерода в стальном листе Ceql составляет не менее 0,075 и не более 0,15, где эквивалентное содержание углерода Ceql выражено приведенной ниже формулой (1):
Ceql = C + (Si/50) + (Mn/25) + (P/2) + (Cr/25) + Ti (1), и
(b) сварная часть, представляющая собой место соединения полки и фланца, имеет твердость не менее чем в 2,8 раза и не более чем в 4 раза больше твердости стального листа, причем каждая длина α, β, γ и δ не превышает 1 мм, где
сторона полки, которая подвергается воздействию лазерного излучения, является передней стороной полки,
длина α - длина, на которую сварная часть выступает из фланца на передней стороне полки,
длина γ - длина, на которую сварная часть выступает из передней стороны полки,
длина β - длина, на которую сварная часть выступает из фланца на задней стороне полки,
длина δ - длина, на которую сварная часть выступает из задней стороны полки.
2. Полученный лазерной сваркой стальной профиль по п. 1, в котором толщина полки не превышает 6 мм.
3. Способ получения лазерной сваркой стального профиля, содержащего полку и фланец, где и то и другое изготовлено из стального листа, предусматривающий стадию
соединения полки с фланцем посредством лазерной сварки,
причем полученный лазерной сваркой стальной профиль удовлетворяет условиям (a) и (b):
(a) эквивалентное содержание углерода в стальном листе Ceql составляет не менее 0,075 и не более 0,15, где эквивалентное содержание углерода Ceql выражено приведенной ниже формулой (1):
Ceql = C + (Si/50) + (Mn/25) + (P/2) + (Cr/25) + Ti (1), и
(b) сварная часть, представляющая собой место соединения полки и фланца, имеет твердость не менее чем в 2,8 раза и не более чем в 4 раза больше твердости стального листа, причем каждая длина α, β, γ и δ не превышает 1 мм, где
сторона полки, которая подвергается воздействию лазерного излучения, является передней стороной полки,
длина α - длина, на которую сварная часть выступает из фланца на передней стороне полки,
длина γ - длина, на которую сварная часть выступает из передней стороны полки,
длина β - длина, на которую сварная часть выступает из фланца на задней стороне полки, и
длина δ - длина, на которую сварная часть выступает из задней стороны полки.
| JP 2012152820 A, 16.08.2012 | |||
| JP 2002371338 A, 26.12.2002 | |||
| EA 201391631 A1, 28.02.2014 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА СТАТОРА ИЛИ РОТОРА | 2002 |
|
RU2287418C2 |

